CHAPTER 3 MECHANICS OF SUSPENSION OF SOLIDS IN LIQUIDS
CHAPTER 3 MECHANICS OF SUSPENSION OF SOLIDS IN LIQUIDS
CHAPTER 3 MECHANICS OF SUSPENSION OF SOLIDS IN LIQUIDS

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>CHAPTER</strong> 3<br />
<strong>MECHANICS</strong> <strong>OF</strong><br />
<strong>SUSPENSION</strong> <strong>OF</strong><br />
<strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
3-0 <strong>IN</strong>TRODUCTION<br />
The physical principles of flow of complex mixtures are based on the interaction between<br />
the different phases, which may mix well or move in superimposed layers. In this chapter,<br />
the basic concepts of motion of particles in a carrying fluid will be presented, as well as the<br />
effect of their concentrations and boundaries. In the previous two chapters, we reviewed the<br />
physical properties of solids, single-phase flows, and some aspects of mixtures of both.<br />
Concepts of non-Newtonian mixtures are reviewed so the reader can understand the<br />
principles used to analyze complex homogeneous flows of very fine particles at high volumetric<br />
concentration.<br />
The physics of solid–liquid mixtures have been the subject of many publications, particularly<br />
by chemical and nuclear engineers. In this chapter, an effort is made to focus on<br />
the practical equations that a slurry engineer may use to accomplish his/her tasks. The engineer<br />
may have to use more than one equation when assessing a mixture to make an engineering<br />
judgment.<br />
3-1 DRAG COEFFICIENT AND TERM<strong>IN</strong>AL<br />
VELOCITY <strong>OF</strong> SUSPENDED SPHERES<br />
<strong>IN</strong> A FLUID<br />
One fundamental aspect to the transportation of solids by a liquid is the resistance, called<br />
the drag force, that such solids will exert, and the ability of the liquid to lift such solids,<br />
called the lift force. Both are complex functions of the speed of the flow, the shape of the<br />
solid particles, the degree of turbulence, and the interaction between particles and the<br />
pipe. One approach is to look at a vehicle that we have all come to know—the airplane.<br />
This distraction from the complex world of slurry flows is justifiable.<br />
3-1-1 The Airplane Analogy<br />
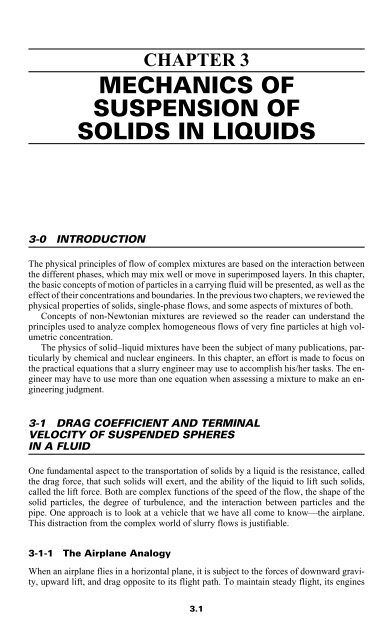
When an airplane flies in a horizontal plane, it is subject to the forces of downward gravity,<br />
upward lift, and drag opposite to its flight path. To maintain steady flight, its engines<br />
3.1
3.2 <strong>CHAPTER</strong> THREE<br />
must develop sufficient thrust to overcome drag. The airplane must also fly above its<br />
stalling speed.<br />
The lift and drag are aerodynamic forces (Figure 3-1). They are proportional to the<br />
surface area, the density of air, the inclination of the airplane body with respect to speed,<br />
and the square of the speed. For the airplane wing, these forces are expressed as<br />
L = 0.5 CL�V 2Sw (3-1)<br />
D = 0.5 CD�V 2Sw (3-2)<br />
where<br />
� = density of the fluid<br />
V = cruising speed of airplane<br />
CL = lift coefficient of wing airfoil<br />
CD = drag coefficient of wing airfoil<br />
The aerodynamic drag consists of two components: the profile drag and induced drag.<br />
The induced drag is proportional to the square of the lift. Airfoils are designed to maximize<br />
the lift-to-drag ratio, or to develop the most lift at the least drag penalty:<br />
2 CD = CD0 + kwC L (3-3)<br />
where<br />
CD0 = the profile drag<br />
kw = a function of the shape of the wing (minimum for an elliptical wing and for a wing<br />
flying in ground effect)<br />
The value of the drag and lift coefficients are determined by the shape of the flying ob-<br />
Thrust<br />
Wing lift<br />
Weight<br />
Forces on an aircraft in<br />
steady horizontal flight<br />
Drag<br />
Stabilizer lift<br />
Weight<br />
Thrust<br />
Drag<br />
Forces on a rocket in<br />
vertical flight<br />
FIGURE 3-1 Lift and drag forces on moving objects.<br />
Buoyancy<br />
Drag<br />
Weight<br />
Forces on a free-falling<br />
particle immersed in a fluid
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
ject, but also by the physical properties of a fluid, particularly the density, viscosity, and<br />
speed of motion. Nondimensional analysis, an important branch of fluid dynamics, allows<br />
the expression of these relationships by characteristic numbers. The Reynolds Number<br />
has already introduced in Chapter 2.<br />
For an airplane in a steady horizontal linear flight, the lift must overcome weight and<br />
the thrust drag. A rocket flying in a vertical plane must develop sufficient thrust to overcome<br />
drag forces as well as weight:<br />
L = W and T = D For an Airplane<br />
T = W + D For a rocket in vertical flight<br />
3-1-2 Buoyancy of Floating Objects<br />
The principle of Archimedes is well known. It states that the buoyancy force developed<br />
by an object static in a fluid is equal to the weight of liquid of equivalent volume occupied<br />
by the object. When the density of the object is less than the density of the liquid, the object<br />
floats, and in the inverse situation, the object sinks.<br />
For a sphere immersed in a fluid of density �L, the buoyancy force is calculated from<br />
the weight of fluid the particle displaces:<br />
3 FBF = (�/6)d g�Lg (3-4)<br />
where<br />
FBF = buoyancy force<br />
dg = sphere diameter<br />
g = acceleration due to gravity (9.78–9.81 m/s2 )<br />
3-1-3 Terminal Velocity of Spherical Particles<br />
Although most solids are not spherical in shape, the sphere is the point of reference for<br />
the analysis of irregularly shaped solids.<br />
3-1-3-1 Terminal Velocity of a Sphere Falling in a Vertical Tube<br />
When a sphere is allowed to fall freely in a tube, the buoyancy and the drag forces act vertically<br />
upward, whereas the weight force acts downward. At the terminal or free settling<br />
velocity, in the absence of any centrifugal, electrostatic, or magnetic forces<br />
W = D + FBF (3-5)<br />
� �dg 3�Sg = � �dg 3 2<br />
� �<br />
�d<br />
2 g<br />
�Lg + 0.5 CD�LV t� � (3-6)<br />
�<br />
6<br />
�<br />
6<br />
�<br />
4<br />
The drag coefficient corresponding to free fall of the particle is calculated as<br />
4(�S – �L)gdg CD = ��<br />
(3-7)<br />
3�LV t 2<br />
where<br />
d g = sphere diameter<br />
g = acceleration due to gravity, typically 9.8 m/s 2 or 32.2 ft/sec 2<br />
3.3
3.4 <strong>CHAPTER</strong> THREE<br />
Vt = the terminal (or free settling) speed<br />
�s = the density of the solid sphere in kg/m3 or slugs/ft3 �L = the density of the liquid<br />
The terminal (or sinking) velocity is measured using a visual accumulation tube with a<br />
recording drum. Various mathematical models have been derived for the drag coefficient.<br />
Turton and Levenspiel (1986) proposed the following equation:<br />
0.413<br />
0.657 CD = (1 + 0.173Re p ) ���<br />
(3-8)<br />
1 + 1.163 × 104 24<br />
� –1.09<br />
Rep<br />
Re p<br />
Example 3-1<br />
Using the Turton and Levenspiel equation, write a small computer program in quickbasic<br />
to tabulate the drag coefficient of a sphere.<br />
LPR<strong>IN</strong>T “ Drag coefficient vs. Reynolds Number based on<br />
Turton, R., and O. Levenspiel”<br />
RE0= 1<br />
15 FOR I=1 TO 10<br />
RE=I*RE0<br />
CD= (24/RE) * (1+0.173*RE^0.657)*(0.413/(1+11630*RE^-1.09)<br />
PR<strong>IN</strong>T US<strong>IN</strong>G “RE= ###### ; Cd = ##.#### “; RE,CD<br />
NEXT I<br />
IF RE>1E6 THEN GOTO 30<br />
RE0=RE<br />
TABLE 3-1 Particle Reynolds Number and Corresponding Drag Coefficient for a<br />
Sphere Based on the Equation of Turton and Levenspiel (1986) as per Example 3-1<br />
Particle Drag Particle Drag Particle Drag<br />
Reynolds coefficient, Reynolds coefficient, Reynolds coefficient,<br />
number, Rep CD number, Rep CD number, Rep CD 1 28.1520 80 1.2266 6000 0.3983<br />
2 15.2735 90 1.1571 7000 0.4042<br />
3 10.8485 100 1.0994 8,000 0.4151<br />
4 8.5809 200 0.5025 9,000 0.4151<br />
5 7.1908 300 0.6793 10,000 0.4200<br />
6 6.2459 400 0.6085 20,000 0.4497<br />
7 5.5588 500 0.5617 30,000 0.4617<br />
8 5.0349 600 0.5281 40,000 0.4671<br />
9 4.6211 700 0.5029 50,000 0.4697<br />
10 4.2851 800 0.4832 60,000 0.4709<br />
20 2.6866 900 0.4675 70,000 0.4713<br />
30 2.0940 1,000 0.4547 80,000 0.4713<br />
40 1.7729 2,000 0.3990 90,000 0.4711<br />
50 1.5670 3,000 0.3878 100,000 0.4707<br />
60 1.4216 4,000 0.3883 200,000 0.4653<br />
70 1.3124 5,000 0.3927 300,000 0.4609
Drag Coefficient C D<br />
25<br />
20<br />
15<br />
10<br />
5<br />
GOTO 15<br />
30 END<br />
0<br />
0 2 4 6 8 10<br />
Rep<br />
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
30 0<br />
C D<br />
C D<br />
0<br />
6<br />
4<br />
2<br />
1.2<br />
1.0<br />
0.8<br />
0.6<br />
0.4<br />
0.2<br />
20<br />
200<br />
40<br />
400<br />
Results are tabulated in Table 3-1 and presented in Figure 3-2 in a linear scale rather<br />
than a logarithmic scale. Linear scales are sometimes more useful to the mine operator<br />
who is in a remote area and has little time to waste on difficult logarithmic graphs<br />
3-1-3-2 Very Fine Spheres<br />
For small particles in the range of a diameter d50 < 0.15 mm (0.0059 in), the most common<br />
equation was created by Stokes and reported by Herbich (1991) and Wasp et al. (1977),<br />
who indicate that the main forces are due to the viscosity effect in the laminar flow regime:<br />
D = 3��dg (3-9)<br />
In the laminar regime, the drag coefficient is inversely proportional to the Reynolds number,<br />
i.e., CD = 24/Rep. The terminal velocity is expressed by Stoke’s equation:<br />
2 (�S – �L)d gg Vt = ��<br />
(3-10)<br />
18�L�<br />
Stokes’s equation is limited to particle Reynolds numbers smaller than 0.1, but has often<br />
been used for particle Reynolds Numbers as large as 1 (based on sphere diameter d g).<br />
60<br />
600<br />
80<br />
800<br />
100<br />
Rep<br />
3<br />
10<br />
Rep<br />
CD CD D C<br />
FIGURE 3-2 Drag coefficient of a sphere for Reynolds number smaller than 300,000.<br />
0.6<br />
0.4<br />
0.2<br />
0<br />
0.6<br />
0.4<br />
0.2<br />
0<br />
0.6<br />
0.4<br />
0.2<br />
1X10 5<br />
2000<br />
4<br />
2X10<br />
4000<br />
4<br />
4X10<br />
Rep<br />
5<br />
3X10<br />
6000<br />
4<br />
6X10<br />
8000<br />
4<br />
8X10<br />
3.5<br />
10 4<br />
Rep<br />
5<br />
1X10<br />
Rep
3.6 <strong>CHAPTER</strong> THREE<br />
From Equation 3-10, Herbich (1968) pointed out that the radius of particles for which the<br />
validity of the equation is in doubt is expressed as<br />
4.5� 2 � L<br />
� (�S – � L)<br />
R = � � 3/2<br />
This equation is not set in stone for all situations. Rubey (1933) demonstrated one example<br />
by showing that Stoke’s law does not apply to spherical quartz suspended in water<br />
when the particle diameter exceeds 0.014 mm (0.00055 in, mesh 105).<br />
3-1-3-3 Intermediate Spheres<br />
For the range of particle Reynolds numbers between 1 and 1000, i.e., when<br />
dpV0 �<br />
1 < � < 1000<br />
�<br />
Govier and Aziz (1972) reported that Allen (1900) derived the following equation:<br />
(� � – � L)g<br />
Vt = 0.2� � 0.72<br />
��<br />
�L<br />
(3-11)<br />
Example 3-2<br />
A slurry mixture consists of fine rocks at an average particle diameter of 140 �m, with a<br />
particle density of 2800 kg/m3 . The carrier liquid is water with a dynamic viscosity of 1.5<br />
× 10 –3 Pa · s. The volumetric concentration of the solids is 12%. Determine the terminal<br />
velocity of the particles.<br />
Solution<br />
Using Equation 1-9, the dynamic viscosity of the mixture is<br />
�m = �L[1 + 2.5C� + 10.05C� 2 + 0.00273 exp(16.6C�)]<br />
= 1.5 × 10 –3 [1 + 2.5 × 0.12 + 10.05(0.12) 2 + 0.00273 exp (16.6 × 0.12)]<br />
�m = 2.197 × 10 –3 Pa · s.<br />
Let us check the magnitude of the Reynolds number:<br />
= = 4.468<br />
The Allen law applies in a transition regime:<br />
Vt = 0.2 [9.81 × 1.8] 0.72<br />
(140 × 10 –6 ) 1.18<br />
���<br />
(2.197 × 10 –3 /2800) 0.45<br />
140 × 10 –6 × 0.02504 × 2800<br />
���<br />
2.197 × 10 –3<br />
d�V0� �<br />
�<br />
2.83 × 10<br />
Vt = 0.2 × 7.903<br />
–5<br />
��<br />
0.001789<br />
V t = 0.02504 m/s<br />
d p 1.18<br />
� (�/�) 0.45<br />
Richards (1908) demonstrated that Stokes’s equation is inaccurate for particles with a<br />
diameter larger than 0.2 mm (0.00787 in, mesh 70) and conducted extensive tests for
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
quartz particles (with a specific gravity of 2.65) in laminar, transitional, and turbulent<br />
regimes. He derived the following equation for terminal velocity in mm/s:<br />
8.925<br />
Vt = ����<br />
(3-12)<br />
3 1/2 dg{[1 + 95(�S/�L – 1)d g] – 1}<br />
Where dg, the diameter of the sphere, is expressed in mm. This equation covers the range<br />
of particles between 0.15–1.5 mm (0.0059–0.059 in) at particle Reynolds numbers between<br />
10 and 1000.<br />
3-1-3-4 Large Spheres<br />
For particles with a diameter in excess of 1.5 mm, Herbrich (1991) expressed the terminal<br />
velocity by the following equation:<br />
Vt = Kt�[d� ��� g( ��� S/ L�–� 1�)] � (3-13)<br />
where Kt = an experimental constant = 5.45 for Rep > 800, according to Govier and Aziz<br />
(1972).<br />
Equation 3-13 is often called Newton’s law. In the regime of Newton’s law, the drag<br />
coefficient of a sphere is approximately 0.44, as shown in Figure 3-2. Newton’s law applies<br />
to turbulent flow regimes.<br />
Other equations for terminal velocity of particles have been developed by various authors.<br />
Four different equations are presented in Table 3-2.<br />
Example 3-3<br />
Using the Budyruck equation from Table 3-3, determine the terminal velocity of spheres<br />
from 0.1 to1 mm.<br />
A simple computer program is written in quickbasic as follows:<br />
LPR<strong>IN</strong>T<br />
LPR<strong>IN</strong>T “BUDRYCK AND RITT<strong>IN</strong>GER EQUATION FOR TERM<strong>IN</strong>AL<br />
VELOCITY <strong>OF</strong> SPHERES <strong>IN</strong> WATER”<br />
LPR<strong>IN</strong>T<br />
LPR<strong>IN</strong>T DP0 = .1<br />
FOR I=1 to 11<br />
DP = I*DP0<br />
VS= (8.925/DP)*(SQR(1+157*DP^30-1)<br />
LPR<strong>IN</strong>T US<strong>IN</strong>G “PARTICLE DIAMETER = ##.### mm TERM<strong>IN</strong>AL<br />
VELOCITY Vs = ##.### mm/s”;DP,VS<br />
NEXT I<br />
FOR J=12 TO 20<br />
DP = J*DP0<br />
TABLE 3-2 Equations for Terminal Speed of Large Spheres<br />
Name Equation* Application<br />
Budryck 3 1/2 Vt = 8.925[(1 + 157d g) – 1]/dg For dg < 1.1 mm<br />
Rittinger Vt = 87(1.65dg) 1/2 For 1.2 < dg < 2 mm<br />
*Where V t is expressed in mm/s and d g in mm.<br />
3.7
3.8 <strong>CHAPTER</strong> THREE<br />
TABLE 3-3 Calculation of Terminal Velocity of Spheres in Accordance with<br />
Budryck’s Equation<br />
Particle diameter Terminal velocity Particle diameter Terminal velocity<br />
dp in mm Vs in mm/s dp in mm Vs in mm/s<br />
0.1 6.75 0.7 81.63<br />
0.2 22.4 0.8 89.49<br />
0.3 38.34 0.9 96.64<br />
0.4 51.85 1.0 103.26<br />
0.5 63.21 1.1 109.45<br />
0.6 73.02<br />
VS= 87*SQR(1.65*DP)<br />
LPR<strong>IN</strong>T US<strong>IN</strong>G “PARTICLE DIAMETER = ##.### mm TERM<strong>IN</strong>AL<br />
VELOCITY Vs = ##.### mm/s”;DP,VS<br />
NEXT J<br />
END<br />
The results are shown in Tables 3-3, 3-4, and Figure 3-3<br />
Herbich (1968) measured drag coefficients for ocean nodules to be as high as 0.6 at<br />
particle Reynolds numbers of 200. This high value is reached with spheres at a particle<br />
Reynolds number of 1000.<br />
3-1-4 Effects of Cylindrical Walls on Terminal Velocity<br />
The previous paragraphs focused on the settling velocity of a single particle or widely<br />
separated particles. The presence of a vessel or cylindrical walls tends to multiply the interaction<br />
between particles and cause some collisions. Extensive tests have been conducted<br />
on flows in vertical tubes. Brown and associates (1950) recommended multiplying the<br />
terminal speed of a single particle by a wall correction factor Fw. For laminar flows they<br />
proposed to use the Francis equation:<br />
Fw = 1 – (d�/Di) 9/4 (3-14a)<br />
They proposed to use the Munroe equation for a turbulent flow regime:<br />
Fw = 1 – (d�/Di) 1.5 (3-14b)<br />
where Di = the inner diameter of the tube<br />
TABLE 3-4 Calculation of Terminal Velocity of Spheres in Accordance with<br />
Rittinger’s Equation<br />
Particle diameter Terminal velocity Particle diameter Terminal velocity<br />
d p in mm V t in mm/s d p in mm V t in mm/s<br />
1.1 117.21 1.6 141.36<br />
1.2 122.42 1.7 145.71<br />
1.3 127.42 1.8 149.93<br />
1.4 132.23 1.9 154.04<br />
1.5 136.87 2.0 158.04
in mm/s<br />
Terminal velocity V<br />
t<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
in mm/s<br />
Terminal velocity V<br />
t<br />
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
0 0.01 0.02 0.03 0.04 0.05<br />
Sphere diameter d p in inches<br />
0 0.2 0.4 0.6 0.8 1.0 1.2<br />
Sphere diameter dp<br />
in mm<br />
0.04 0.05 0.06 0.07 0.08<br />
1.0 1.2 1.4 1.6 1.8 2.0<br />
Sphere diameter dp<br />
in mm<br />
(a)<br />
Sphere diameter d p in inches<br />
(b)<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
Terminal velocity V<br />
t<br />
in inch/sec<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
3.9<br />
inch /sec<br />
Terminal velocity V<br />
t<br />
in<br />
FIGURE 3-3 Terminal velocity of spheres (a) in accordance with Budryck’s equation, (b) in<br />
accordance with Rittinger’s equation.
3.10 <strong>CHAPTER</strong> THREE<br />
Example 3-4<br />
The flow described in Example 3-2 occurs in a 63 mm ID pipe. Determine the corrected<br />
terminal velocity due to the wall effects.<br />
Solution<br />
The terminal velocity was determined to be 0.02504 m/s. The flow is in transition. Equation<br />
3-14a for laminar flow is<br />
Fw = 1 – (d�/DI) 9/4<br />
F w = 1 – (0.140/63) 9/4<br />
Fw = 0.999<br />
Equation 3-14b for turbulent flow is<br />
Fw = 1 – (0.14/63) 1.5 = 0.999.<br />
More recently, Prokunin (1998) extended the analysis of the interaction of the wall<br />
with the motion of a single particle by considering the angle of inclination and any rotation<br />
that the particle may incur. His investigation included immersion in non-Newtonian<br />
flows by testing with glycerin and silicone. He noticed from his tests that when the particle<br />
approaches the wall, it develops a lift force. The lift force seems to increase with a reduction<br />
of the gap that separates the particle from the wall. However, Prokunin could not<br />
explain this lift force and recommended further research.<br />
3-1-5 Effects of the Volumetric Concentration on the<br />
Terminal Velocity<br />
As the volumetric concentration of particles increases, it causes interactions and collisions,<br />
and transfers momentum between the different (finer and coarser) units. The distance<br />
between particles decreases. For spheres at 1% concentration by volume, the interparticle<br />
distance is only 4 diameters. It shrinks to 2.5 diameters at 5% and to 2 diameters<br />
at 10% concentration by volume. In an ideal laminar flow, the interaction is much simpler<br />
than in a turbulent flow.<br />
Worster and Denny (1955) published data on the terminal velocity of coal and gravel<br />
particles, as shown in Table 3-5. The effect of the concentration is clearly marked by a<br />
difference in terminal velocity between a single particle and a volumetric concentration of<br />
30%.<br />
Kearsey and Gill (1963) applied the Carman–Kozeney equation of flow through a<br />
porous medium to determine the terminal velocity as<br />
TABLE 3-5 Terminal Velocity for Coal and Gravel after Worster and Denny (1955)<br />
Coal with a specific gravity of 1.5<br />
________________________________<br />
Gravel with a specific gravity of 2.67<br />
________________________________<br />
Particle size<br />
____________<br />
Single particle 30% Concentration<br />
______________ ________________<br />
Single particle<br />
______________<br />
30% Concentration<br />
________________<br />
mm Inches (cm/s) (ft/s) (cm/s) (ft/s) (cm/s) (ft/s) (cm/s) (ft/s)<br />
1.59 1/16 4.6 0.15 3.0 0.10 9.1 0.30 3.0 0.10<br />
6.4<br />
12.7<br />
1 –4<br />
1 –2<br />
15.2<br />
30.5<br />
1.50<br />
1.00<br />
10.7<br />
21.3<br />
0.35<br />
0.70<br />
30.5<br />
61.0<br />
1.00<br />
2.00<br />
10.7<br />
21.3<br />
0.35<br />
0.70<br />
25.4 1 51.8 1.70 36.6 1.20 106.7 3.50 36.6 1.20
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
(1 – Cv) 1 �P<br />
� � 2 �s p L<br />
where<br />
sp = the specific surface expressed for as sphere as the surface area to volume ratio:<br />
3<br />
�2 KzC v<br />
V c = � �� �� � (3-15)<br />
�d g 2<br />
3.11<br />
sp = = 6/dg Kz = the Kozney constant, which is a function of particle shape, porosity, particle orientation,<br />
and size distribution. The magnitude of Kz is between 3 and 6, but is<br />
commonly assumed to be 5<br />
�P/Li = the pressure gradient in the pipe due to the flow of the mixture<br />
In the process of sedimentation, the pressure gradient is essentially due to the volumetric<br />
concentration of the particles and is expressed as<br />
= Cv(�s – �L)g (3-16)<br />
In addition, the settling velocity due to a volumetric concentration is expressed as<br />
Vc = � �� � (3-17)<br />
For spheres with sp = 6/dg, the equation reduces to<br />
Vc = � �� � (3-18)<br />
As the volumetric concentration increases from 3% to 30%, the velocity drops drastically.<br />
Assuming Kz to be equal to 5.0, the settling velocity for spheres reduces to a simple<br />
equation:<br />
(1 – Cv) = (3-19)<br />
where V0 = the terminal velocity at very low volumetric concentration<br />
Equation 3-19 does not apply to volumetric concentrations smaller than 8%. Equation<br />
3-18 would apply to smaller concentrations.<br />
3<br />
(1 – Cv) (�s – �L) �<br />
�<br />
Vc � �<br />
V0 10Cv<br />
3 (1 – Cv) (�s – �L) �2 �s p<br />
2 gd g<br />
��<br />
36KzCv 3 � 3 (�d g/6) �P<br />
�<br />
Li<br />
g<br />
��<br />
KzCv Example 3-5<br />
Assuming that the terminal velocity at a volumetric concentration of 8% is 100 mm/s,<br />
apply Equation 3-18 from a volumetric concentration of 8–30%. Plot the results in Figure<br />
3-4.<br />
Thomas (1963) proposed the following empirical equation in the range of Vc/V0 of<br />
0.08–1.0:<br />
2.303 log10(Vc/V0) = –5.9CV (3-20)<br />
Example 3-6<br />
The free settling speed of solid particles is 22 mm/s at a volumetric concentration of 1%.<br />
Using the Thomas equation 3-20, determine the settling speed at 25% volumetric concentration.
3.12 <strong>CHAPTER</strong> THREE<br />
V c/<br />
Vo<br />
Solution<br />
2.303 log 10(V c/V 0) = -5.9 × 0.25<br />
V c/V 0 = 10 –0.64<br />
V c/V 0 = 0.2288<br />
V c = 0.2288 × 22 mm/s = 5.03 mm/s<br />
1.0<br />
0.8<br />
0.6<br />
0.4<br />
0.2<br />
0<br />
0 0.1<br />
0.2<br />
Volumetric concentration<br />
FIGURE 3-4 Effect of the volumetric concentration on the terminal velocity of spheres in<br />
accordance with Equation 3-18.<br />
The Kozney-based approach is limited to concentrations where the particles come into<br />
contact with each other in a vertical flow. Beyond this point, the pressure gradient is<br />
smaller than expressed by Equation 3-16. In the case of hard spheres, the settling process<br />
completes when the particles come into contact with each other. In the case of flocculated<br />
particles or clusters of flocculated fluid, stress may cause deformation and further settling<br />
may occur by compaction.<br />
Irregularly shaped particles and flocculates cause the development of a structure with<br />
its own yield stress level. As the particles move closer, the yield stress increases until<br />
equilibrium is reached. The weight of the overburden is then supported by the saturated<br />
fluid and the compacted sediment.<br />
3-2 GENERALIZED DRAG COEFFICIENT—<br />
THE CONCEPT <strong>OF</strong> SHAPE FACTOR<br />
Every day the slurry engineer has to deal with particles of all shapes and sizes. Although<br />
the sphere represents a shape for reference, it is in the minority in the world of crushed or<br />
naturally worn rocks.<br />
Albertson (1953) conducted an extensive study on the effect of the shape of gravel<br />
particles on the fall velocity in a vertical flow (Figure 3-5). He proposed a definition for a<br />
shape factor:<br />
where<br />
a = the longest of three mutually perpendicular axes<br />
b = the third axis<br />
c = the shortest of three mutually perpendicular axes<br />
0.3<br />
c<br />
�A = � (3-21)<br />
�(a�b�)�
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
b<br />
a<br />
direction of fall<br />
FIGURE 3-5 The axes of an irregularly shaped particle, according to Albertson.<br />
3.13<br />
Particles in a free fall tend to align themselves to expose the largest surface to the<br />
flow. In other words, they act as free-falling leaves from a tree on an autumn day, where c<br />
is taken as the dimension opposite to the direction of the fall. The projected area of the<br />
particle is a function of the dimensions “a” and “b” but is often not equaled to such a<br />
product as (ab) because particles are usually not rectangular in shape (see Table 3-6).<br />
In a different approach, Clift et al. (1978) decided to compare the projected area of a<br />
free-falling, irregularly shaped particle, with a sphere of equal projected area in order to<br />
define a diameter:<br />
da = �(4�S� ���)� f /<br />
(3-22)<br />
where<br />
Sf = the projected area of the free-falling particle<br />
However, Albertson (1953) preferred to define a different diameter base, dp, on the<br />
fact that the actual volume of the free-falling particle could be equated to a sphere of the<br />
TABLE 3-6 Clift Shape Factor of Various Particles<br />
Isometric Typical mineral particles<br />
____________________________________ _______________________________________<br />
Particle � c Particle � c<br />
Sphere 0.524 Sand 0.26<br />
Cube 0.694 Sillimanite 0.23<br />
Tetrahedron 0.328 Bituminous Coal 0.23<br />
Irregular Rounded 0.54 Blast Furnace Slag 0.19<br />
Cubic angular 0.47 Limestone 0.16<br />
Tetrahedral 0.38 Talc 0.16<br />
Plumbago 0.16<br />
Gypsum 0.13<br />
Flake Graphite 0.023<br />
Mica 0.003<br />
From Wilson et al. (1992).<br />
c
3.14 <strong>CHAPTER</strong> THREE<br />
same volume but with a diameter of dn. Albertson (1953) therefore proposed a Reynolds<br />
number based on dn: dn�Vt Ren = � (3-23)<br />
�<br />
There may be a marked difference between naturally worn gravel and crushed gravel.<br />
This is a fact that a slurry engineer should bear in mind when extrapolating data from lab<br />
results.<br />
Because Clift chose an equivalent diameter d a based on the projected area, he proposed<br />
a different shape factor:<br />
� c = particle volume/d a 3 (3-24)<br />
Typical values are shown in Table 3-6. The Albertson and Clift shape factors are about<br />
40 years apart in definition but can be related by a factor E:<br />
� c = E� A<br />
(3-25)<br />
The logarithmic curves as shown in Figure 3-6 are sometimes difficult to read. Table<br />
3-7 presents values of drag coefficient versus Reynolds number rounded off to the first<br />
decimal point.<br />
The work of Albertson was developed further by the Inter-Agency Committee on Water<br />
Resources (1958), who developed the following two non-dimensional coefficients<br />
(Figure 3-7):<br />
and<br />
Drag coefficient C D<br />
10.0<br />
1.0<br />
0.1<br />
C N = (� s/� L – 1)g�/V t 3 (3-26a)<br />
C N = 0.75C D/Re n<br />
(3-26b)<br />
C S = �(� s/� L – 1)gd p 3 /(6� 2 ) (3-27a)<br />
C S = 0.125�C DRe n 2 (3-27b)<br />
ALBERTSON SHAPE FACTOR = a/ cb<br />
0.3<br />
0.5<br />
0.7<br />
0 10 100 10 3<br />
10 4<br />
10 5<br />
10 6<br />
0 10 100 103 104 105 106 Particle Reynolds number Re p<br />
FIGURE 3-6 The drag coefficient versus Reynolds number and shape factor. (After Albertson,<br />
1953.)<br />
1.0
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
TABLE 3-7 Drag Coefficient versus Reynolds Number for Different Albertson Shape<br />
Factors<br />
Drag coefficient<br />
3.15<br />
Reynolds number Shape factor = 0.3 Shape factor = 0.5 Shape factor = 0.7 Shape factor = 1.0<br />
7 7.0 6.0 4.7 4.0<br />
8 6.5 5.5 4.3 3.7<br />
9 6.1 5.1 4.0 3.4<br />
10 5.8 4.74 3.75 3.15<br />
15 4.64 3.7 3.0 2.4<br />
20 3.95 3.2 2.55 2.0<br />
32 3.0 2.6 2.1 1.55<br />
40 2.7 2.28 1.84 1.3<br />
50 2.5 2.08 1.67 1.12<br />
60 2.3 1.94 1.56 1.0<br />
70 2.25 1.74 1.4 0.94<br />
80 2.2 1.67 1.35 0.844<br />
100 2.08 1.62 1.3 0.8<br />
150 1.87 1.44 1.16 0.68<br />
200 1.75 1.36 1.11 0.6<br />
300 1.74 1.33 1.08 0.5<br />
400 1.8 1.34 1.09 0.44<br />
500 1.9 1.38 1.1 0.4<br />
600 1.94 1.42 1.12 0.38<br />
700 1.988 1.47 1.14 0.36<br />
800 2.0 1.51 1.15 0.34<br />
900 2.07 1.54 1.16 0.334<br />
1000 2.1 1.58 1.17 0.33<br />
2000 2.3 1.72 1.22 0.3<br />
3000 2.28 1.73 1.19 0.29<br />
4000 2.48 1.69 1.16 0.294<br />
5000 2.21 1.66 1.14 0.3<br />
6000 2.2 1.62 1.13 0.31<br />
7000 2.19 1.58 1.13 0.31<br />
8000 2.183 1.55 1.14 0.32<br />
9000 2.18 1.53 1.14 0.32<br />
The drag coefficient C D is then plotted against the equivalent Reynolds number Re n to<br />
determine the terminal velocity. On a logarithmic scale, C N and C S are superposed as<br />
straight lines for reference (Figure 3-7).<br />
In order to measure the Albertson shape factor, Wasp et al. (1977) developed a correlation<br />
between the sieve diameter and the fall diameter d n (Figure 3-8).<br />
The approach proposed by Albertson and Clift is limited to free fall of particles in a<br />
fluid. However, turbulence can develop new forces. Whenever an engineering contract requires<br />
the drag of particles to be measured, the engineer is well advised to conduct tests in<br />
a fluid of similar dynamic viscosity as the one that will be used in the project. In addition<br />
to the shape factor and drag coefficient, the slurry engineer must also determine the fluid<br />
density, dynamic viscosity at the temperature of pumping, particle density (or specific<br />
gravity of solids), nominal (or statistical average) diameter, and fall velocity.
Sieve diameter (mm)<br />
3.16 <strong>CHAPTER</strong> THREE<br />
FIGURE 3-7 C D and C W versus particle Reynolds number for different shape factors. Adapted<br />
from the Inter-Agency Committee on Water Resources (1958).<br />
1.0<br />
0.8<br />
0.6<br />
0.4<br />
0.2<br />
spheres<br />
S.F = 0.3<br />
S.F = 0.5<br />
S.F = 0.7<br />
S.F= 0.9<br />
0 0.2 0.4 0.6 0.8 1.0<br />
Sieve diameter (mm)<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
S.F = 0.3<br />
S.F =0.7<br />
S.F =0.5<br />
spheres<br />
0 1 2 3 4<br />
Fall diameter (mm) Fall diameter (mm)<br />
FIGURE 3-8 Relationship between sieve and fall diameter after Wasp et al. (1977).<br />
S.F=0.9<br />
5
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
Example 3-7<br />
A naturally worn particle has an Albertson shape factor of 0.7. It has a nominal diameter<br />
of 250 �m. Its density is 3000 kg/m3 . It is allowed to free-fall in water at a temperature of<br />
25° C.<br />
Calculate the fall velocity for the single particle and the fall velocity if the volumetric<br />
concentration of particles is increased to 20%.<br />
Solution<br />
Referring to Table 2-7 (or Table 2-8 for USCS units), the kinematic viscosity of water is<br />
0.89 × 10 –6 m2 2 /s. We need to determine the coefficient CS = 0.125�CD/Ren. The curves<br />
published by Inter-Agency Committee on Water Resources indicate that CS =<br />
2 3 2 0.125�CD/Ren = 0.167�(�s/�L – 1)gd p/� = 203.<br />
From Figure 3-6, at a shape factor of 0.7 and CS of 203, the Reynolds number would<br />
be 7.2Vt = Re/(�dp) = 7.2/(890,000 × 0.00025) = 0.0324 m/s for a single particle.<br />
Applying Equation 3-18 for a concentration of 20%, the velocity would be 0.256 ×<br />
0.0324 = 0.0083 m/s.<br />
3-3 NON-NEWTONIAN SLURRIES<br />
3.17<br />
Various models have been developed over the years to classify complex two- and threephase<br />
mixtures (Table 3-8). In the case of mining, the following mixtures are often encountered:<br />
� A fine dispersion containing small particles of a solid, which are uniformly distributed<br />
in a continuous fluid and are found in copper concentrate pipelines and in slurry from<br />
grinding after classification, etc.<br />
TABLE 3-8 Regimes of Flows for Newtonian and Non-Newtonian Mixtures after<br />
Govier and Aziz (1972)<br />
Single-phase flows<br />
___________________________<br />
Multiphase flows (gas–liquid, liquid–liquid,<br />
gas–solid, liquid–liquid)<br />
___________________________________________________<br />
Single-phase behavior<br />
_____________________________________________________<br />
Multiphase behavior<br />
___________________________<br />
Pseudohomogeneous<br />
_______________________________<br />
Heterogeneous<br />
__________________<br />
True homogeneous Laminar, transition, and<br />
turbulent flow regime<br />
Turbulent flow regime only<br />
Purely viscous Newtonian flows<br />
Purely viscous, non-Newtonian, Bingham plastic<br />
and time-independent Dilatant<br />
Pseudoplastic<br />
Yield pseudoplastic<br />
Purely viscous, non-Newtonian Thixotropic<br />
and time-dependent Rheopectic<br />
Viscoelastic Many forms
3.18 <strong>CHAPTER</strong> THREE<br />
� A coarse dispersion containing large particles distributed in a continuous fluid and encountered<br />
in SAG mills, cyclone underflows, and in certain tailings lines, etc.<br />
� A macro-mixed flow pattern containing either a frothy or highly turbulent mixture of<br />
gas and liquid, or two immiscible liquids under conditions in which neither is continuous.<br />
Such patterns are found in flotation circuits in which froth is used to separate concentrate<br />
from gangue.<br />
� A stratified flow pattern containing a gas, liquid, two slurries of different particle sizes,<br />
or two immiscible liquids under conditions in which both phases are continuous.<br />
Designing a pipeline to operate in a non-Newtonian flow regime must be based on reliable<br />
test data about the rheology and particle sizing (see Table 3-9). The engineer must<br />
be cautious before venturing into generalizations about rheological properties.<br />
In Figure 1-4 of Chapter 1, the relationship between dynamic viscosity and volumetric<br />
concentration was presented. In fact, the industry has accepted the criterion that friction<br />
losses are highly dependent on slurry viscosity in cases where the average particle diameter<br />
is finer than 40–60 microns, and (depending on the specific gravity) at volumetric concentrations<br />
in excess of 30%.<br />
Fibrous slurries such as fermentation broths, fruit pulps, crushed meal animal feed,<br />
tomato puree, sewage sludge, and paper pulp may not contain a high percentage of solids,<br />
but may flow as non-Newtonian regimes. With these materials, the long fibers are flexible<br />
and intertwine into a close-packed configuration and entrap the suspending medium. The<br />
fibers may be flocculated or may form flocs with an open structure. Based on the volume<br />
content of the flocs, the mixture may develop high dynamic viscosity. However, because<br />
the flocs are compressible, they may deform with the flow.<br />
Flocculated slurries are encountered in flotation cells circuits, thickeners, and various<br />
processes in mineral extraction plants. With the formation of flocs, the slurry may develop<br />
an internal structure. This structure may develop properties leading to a non-Newtonian<br />
flow, shear thinning behavior (pseudoplastic), and sometimes thixotropic time-dependent<br />
behavior. When shear stresses are applied to the slurry, the floc sizes may shrink and become<br />
less capable of entrapping the carrier slurry. At higher shear stresses, the flocs may<br />
shrink to the size of particles, and the flow may lose its non-Newtonian behavior.<br />
3-4 TIME-<strong>IN</strong>DEPENDENT NON-NEWTONIAN<br />
MIXTURES<br />
Certain slurries require a minimum level of stress before they can flow. An example is<br />
fresh concrete that does not flow unless the angle of the chute exceeds a certain minimum.<br />
Such a mixture is said to posses a yield stress magnitude that must be exceeded before<br />
that flow can commence. A number of flows such as Bingham plastics, pseudoplastics,<br />
yield pseudoplastics, and dilatant are classified as time-independent non-Newtonian fluids.<br />
The relationship of wall shear stress versus shear rate is of the type shown in Figure<br />
3-9 (a), and the relationship between the apparent viscosity and the shear rate is shown in<br />
Figure 3-9 (b). The apparent viscosity is defined as<br />
�a = Cw/(d�/dt) (3.28)<br />
3-4-1 Bingham Plastics<br />
For a Bingham plastics it is essential to overcome a yield stress � 0 before the fluid is set in<br />
motion. The shear stress versus shear rate is then expressed as
TABLE 3-9 Examples of Bingham Slurries<br />
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
Coefficient<br />
Yield of rigidity,<br />
Particle size, Density, Stress, � mPa · s<br />
Slurry d 50 kg/m 3 Pa (cP) Reference<br />
3.19<br />
54.3% Aqueous suspension 92% under 74 �m 1520 3.8 6.86 Hedstrom (1952)<br />
of cement, rock<br />
Flocculated aqueous China 80% under 1 �m 1280 59 13.1 Valentik &<br />
clay suspension No. 1 Whitmore (1965)<br />
Flocculated aqueous China 80% under 1 �m 1207 25 6.7 Valentik &<br />
clay suspension No. 4 Whitmore (1965)<br />
Flocculated aqueous China 80% under 1 �m 1149 7.8 4.0 Valentik &<br />
clay suspension No. 6 Whitmore (1965)<br />
Aqueous clay suspension I 1520 34.5 44.7 Caldwell &<br />
Babitt (1941)<br />
Aqueous clay suspension III 1440 20 32.8 Caldwell &<br />
Babitt (1941)<br />
Aqueous clay suspension V 1360 6.65 19.4 Caldwell &<br />
Babitt (1941)<br />
Fine coal @ 49% C W 50% under 40 �m 1 5 Wells (1991)<br />
Fine coal @ 68% C W 50% under 40 �m 8.3 40 Wells (1991)<br />
Coal tails @ 31% C W 50% under 70 �m 2 60 Wells (1991)<br />
Copper concentrate @ 50% under 35 �m 19 18 Wells (1991)<br />
48% C W<br />
21.4% Bauxite < 200�m 1163 8.5 4.1 Boger & Nguyen<br />
(1987)<br />
Gold tails @ 31% C W 50% under 50 �m 5 87 Wells (1991)<br />
18% Iron oxide < 50 �m 1170 0.78 4.5 Cheng &<br />
Whittaker (1972)<br />
7.5 % Kaolin clay Colloidal 1103 7.5 5 Thomas (1981)<br />
Kaolin @ 32% C W 50% under 0.8 �m 20 30 Wells (1991)<br />
Kaolin @ 53% CW with 50% under 0.8 �m 6 15 Wells (1991)<br />
sodium silicate<br />
Kimbelite tails @ 37% C W 50% under 15 �m 11.6 6 Wells (1991)<br />
58% Limestone < 160 �m 1530 2.5 15 Cheng &<br />
Whittaker (1972)<br />
52.4% Fine liminite < 50 �m 2435 30 16 Mun (1988)<br />
Mineral sands tails @ 50% under 160 �m 30 250 Wells (1991)<br />
58% C w<br />
13.9% Milicz clay < 70 �m 2.3 8.7 Parzonka (1964)<br />
16.8% Milicz clay < 70 �m 5.3 13.6 Parzonka (1964)<br />
19.6% Milicz clay < 70 �m 13 25 Parzonka (1964)<br />
Phosphate tails @ 37% C W 85% under 10 �m 28.5 14 Wells (1991)<br />
14% Sewage sludge 1060 3.1 24.5 Caldwell &<br />
Babitt (1941)<br />
Red mud @ 39% C W 5% under 150 �m 23 30 Wells (1991)<br />
Zinc concentrate @ 75% C W 50% under 20 �m 12 31 Wells (1991)<br />
Uranium tails @ 58% C W 50% under 38 �m 4 15 Wells (1991)
3.20 <strong>CHAPTER</strong> THREE<br />
Shear Stress �<br />
Apparent viscosity � a<br />
Bingham Plastic<br />
Dilatant<br />
Newtonian<br />
Rate of shear (� = du/dy)<br />
Bingham Plastic<br />
Yield Pseudoplastic<br />
Pseudoplastic<br />
Dilatant<br />
Newtonian<br />
Pseudoplastic<br />
Rate of shear (� = du/dy)<br />
(b)<br />
FIGURE 3-9 (a) Shear stress versus shear rate; (b) viscosity versus shear rate of time-independent<br />
non-Newtonian fluids.
�w – �0 = �d�/dt (3-29)<br />
where<br />
�w = shear stress at the wall<br />
�0 = yield stress<br />
� = the coefficient of rigidity or non-Newtonian viscosity<br />
It is also related to a Bingham plastic limiting viscosity at infinite shear rate by the following<br />
equation:<br />
�0 � = � + �� (3-30)<br />
(d�/dt)<br />
The magnitude of the yield stress �0 may be as low as 0.01 Pascal for sewage sludge<br />
(Dick and Ewing, 1967) or as high as 1000 MPa for asphalts and Bitumen (Pilpel, 1965).<br />
The coefficient of rigidity may be as low as the viscosity of water or as high as 1000 poise<br />
(100 Pa · s) for some paints and much higher for asphalts and bitumen. In the case of tarbased<br />
emulsions or certain tar sands, it is customary to add certain chemicals to reduce the<br />
dynamic viscosity of the emulsion or the coefficient of rigidity of the slurry. Tables 3-9<br />
presents examples of Bingham slurries, magnitudes of yield stress, and coefficients of<br />
rigidity � values.<br />
Example 3-8<br />
Samples of a mineral slurry with C w = 45% are examined in a lab. From the measurements<br />
of the rate of shear (�) and shear stress (�), determine the yield stress and viscosity.<br />
Rate of Shear � [s –1 ] 100 150 200 300 400 500 600 700 800<br />
Shear Stress � (Pa) 10.93 12.27 13.49 15.68 17.66 19.49 21.2 22.84 24.43<br />
� – � 0 (Pa) 4.11 5.45 6.67 8.87 10.85 12.67 14.39 16.03 17.61<br />
The data is plotted in Figure 3-10. At a low shear rate < 100s – 1, the slope is<br />
At high shear rate<br />
� = 4.426/100 = 0.0443 Pa · s<br />
4.426<br />
�� = � = 0.0164 Pa · s<br />
270<br />
� =<br />
Take a point at high shear rate (700 s –1 ):<br />
Check at du/dy = 600<br />
at du/dy = 800<br />
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
� =<br />
� w – � 0<br />
� du/dy<br />
16.03<br />
� 700<br />
� = 0.0229 Pa · s<br />
14.394<br />
� = � = 0.02399<br />
600<br />
3.21
Shear stress (Pa)<br />
3.22 <strong>CHAPTER</strong> THREE<br />
17.61<br />
� = � 0.022<br />
800<br />
An average � = 0.023 Pa · s is taken.<br />
Alternative � = �0/(du/dy) + �a � = 6.82/700 + 0.0164 = 0.026 Pa · s<br />
This example shows that at zero rate of shear the shear stress is 6.82 Pa. The yield<br />
stress is therefore 6.82 Pa.<br />
The yield stress increases as the concentration of solids augments. Thomas (1961) proposed<br />
the following relationships between yield stress �0, coefficient of rigidity �, concentration<br />
by volume Cv, and viscosity of the suspending medium �:<br />
� 0 = K 1C v 3 (3-31)<br />
�/� = exp(K2Cv) (3-32)<br />
where K1 and K2 = constants and are characteristics of the particle size, shape, and concentration<br />
of the electrolyte concentration.<br />
These equations were derived from the work of Thomas (1961) on suspensions of titanium<br />
dioxide, graphite, kaolin, and thorium oxide in a range of particle sizes from<br />
0.35–13 micrometers and in volume concentration of 2–23%.<br />
Thomas (1961) defined a shape factor �T1 for nonspherical particles as<br />
�T1 = exp[0.7(sp/s0 – 1)] (3-33)<br />
where<br />
sp = the surface area per unit volume of the actual particles<br />
s0 = the surface area per unit volume of a sphere of equivalent dimensions or 6/dg He indicated that the coefficient K 1 might then be expressed as<br />
30<br />
28<br />
24<br />
20<br />
16<br />
12<br />
8<br />
4<br />
0<br />
0<br />
0 100 200 300<br />
400 500 600 700<br />
FIGURE 3-10 Plot of data for Example 3-8.<br />
800 900<br />
Rate of shear (sec<br />
-1<br />
)
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
u�T1 �2 d p<br />
3.23<br />
K 1 = (3-34)<br />
Where K 1 is expressed in Pa (or lb f/ft 2 with u = 210 in), and the particle diameter d p is expressed<br />
in microns.<br />
Thomas defined a second shape factor � T2 = (s p/s 0) 1/2 to derive the equation:<br />
K 2 = 2.5 + 14� T 2/�d� p� when 0.4 < d p < 20 microns (3-35)<br />
Thomas (1963) extended his work to flocculated mixtures with dispersed fine and ultrafine<br />
particles with overall dimensions up to 115 microns. He derived the following equations:<br />
�/� = exp[(2.5 + �)Cv] (3-36)<br />
where<br />
� = �[( �d� f /d� ap� p) � –� 1�]� (3-37)<br />
where<br />
� = the ratio of immobilized dispersing fluid to the volume of solids related approximately<br />
to the particle and floc apparent diameter<br />
df = the apparent floc diameter<br />
dapp = the apparent particle diameter<br />
This particle diameter is shown by the following:<br />
dapp = dp(s0/sp) exp(– 1 –<br />
2 ln2 �) (3-38)<br />
where<br />
� = the logarithmic standard deviation<br />
In general, and at a constant temperature, the following equations are applied to Bingham<br />
plastic slurries:<br />
�/� = A exp(BCv) (3-39)<br />
�0 = E exp(FCv) (3-40)<br />
The constants A, B, E, and F are derived from tests measuring particle size, shape, and the<br />
nature of their surface.<br />
Gay et al. (1969) proposed the following correlation for high concentrations of solids:<br />
�/� = exp{[2.5 + [Cv/(Cv� – Cv)] 0.48 ](Cv/Cv�)} (3-41)<br />
where<br />
Cv� = the maximum packing concentration of solids<br />
For a change in temperature in the order of 27°C (50°F). Parzonka (1964) developed<br />
the following power law equation:<br />
–n � = K3T a (3-42a)<br />
where<br />
n = an exponent<br />
K3 = an exponent<br />
Ta = absolute temperature<br />
Govier and Aziz (1972) proposed an equation based on an exponential drop of Bingham<br />
plastic viscosity with temperature:
3.24 <strong>CHAPTER</strong> THREE<br />
� = A exp(B/T) (3-42b)<br />
To obtain the viscosity, plot the curve of the shear stress (� – �0) in Pascals against the<br />
shear rate � (s –1 ).<br />
3-4-2 Pseudoplastic Slurries<br />
Pseudoplastic fluids are time-independent non-Newtonian fluids that are characterized by<br />
the following:<br />
� An infinitesimal shear stress, which is sufficient to initiate motion<br />
� The rate of increase of shear stress with respect to the velocity gradient decreases as<br />
the velocity gradient increases<br />
This type of flow is encountered when fine particles form loosely bound aggregates<br />
that are aligned, stable, and reproducible at a given magnitude of shear rate.<br />
The behavior of pseudoplastic fluids is difficult to define accurately. Various empirical<br />
equations have been developed over the years and involve at least two empirical factors,<br />
one of which is an exponent. For these reasons, pseudoplastic slurries are often<br />
called power-law slurries. The shear stress is defined in terms of the shear rate by the following<br />
equation:<br />
�w = K[(d�/dt) n ] (3-43)<br />
where<br />
K = the power law consistency factor, expressed in Pa · sn n = the power law behavior index, and is smaller than unity<br />
Examples of pseudoplastic slurries are shown in Table 3-10.<br />
The apparent viscosity of a pseudoplastic is defined in terms of the ratio of the shear<br />
stress to the shear rate:<br />
� a = [� w/(d�/dt)] (3-44)<br />
3-4-2-1 Homogeneous Pseudoplastics<br />
Pseudoplastic slurries are another category of non-Newtonian slurries. Pseudoplastics are<br />
divided into homogeneous and pseudohomogeneous mixtures. Whereas in the case of a<br />
Bingham slurry, it was pointed out that the coefficient of rigidity was a linear function of<br />
the shear rate, in the case of a pseudoplastic, the coefficient of rigidity is expressed by the<br />
following power law:<br />
� = K(d�/dt) n–1 (3-45)<br />
The shear stress is plotted against the shear rate on a logarithmic scale at various volume<br />
fractions. From the slope of such a plot, “K,” the power law consistency factor, and<br />
“n,” the power law behavior index (smaller than unity) are derived as plotted in Figure 3-<br />
11.<br />
As indicated in Figure 3-12 the magnitude “K,” the power law consistency factor, and<br />
the power law factor index n are dependent on the volumetric concentration of solids.<br />
Example 3-9<br />
A phosphate slurry mixture is tested using a rheogram. The following data describe the<br />
relationship between the wall shear stress and the shear rate:
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
d�/dt 0 50 100 150 200 300 400 500 600 700 800<br />
�w(Pa) 25 32 43 51 53 56 58 60 62 63.2 64.3<br />
The mixture is non-Newtonian. If it is considered a power law slurry, derive the power<br />
law exponent “n” and the power law coefficient K.<br />
Solution<br />
The first step is to plot the data on a logarithmic scale. In the equation for a pseudoplastic,<br />
the coefficient of rigidity is expressed by equations (3.43) and (3.45), the values of “K”<br />
and “n.” By using the logarithmic scale:<br />
log �w = log K + n log (d�/dt)<br />
log(d�/dt) 1.699 2 2.176 2.301 2.477 2.602 2.669 2.778 2.845 2.903<br />
log(�w) 1.505 1.633 1.707 1.724 1.748 1.763 1.778 1.792 1.8 1.808<br />
n — 0.425 0.592 0.136 0.136 0.12 0.154 0.112 0.13 0.14<br />
log(d�/dt) 2 – log(d�/dt) 1<br />
n = ���<br />
(log�w) 2 – (log�w) 1<br />
n � 0.132<br />
1.8 = log K = 0.132 × 2.843<br />
log K = 1.424<br />
K = 26.5<br />
TABLE 3-10 Examples of Power Law Pseudoplastics<br />
Range of Range of Angle of<br />
Particle weight consistency flow<br />
size, concentration, coefficient K, behavior<br />
Slurry d 50 % Ns n /m 2 index, n Reference<br />
3.25<br />
Cellulose acetate 1.5–7.4 1.4–34.0 0.38–0.43 Heywood (1996)<br />
Drilling mud—barite 14.7 �m 1.0–40.0 0.8–1.3 0.43–0.62 Heywood (1996)<br />
Sand in drilling mud 180 �m 1.0–15% 0.72–1.21 0.48–0.57 Heywood (1996)<br />
sand using<br />
drilling mud<br />
with 18%<br />
barite<br />
Graphite 16.1 �m 0.5–5.0 Unknown Probably 1 Heywood (1996)<br />
Graphite and 5 �m 32.2 total<br />
magnesium (4.1 graphite 5.22 0.16 Heywood (1996)<br />
hydroxide and 28.1<br />
magnesium<br />
hydroxide)<br />
Flocculated kaolin 0.75 �m 8.9–36.3 0.3–39 0.117–0.285 Heywood (1996)<br />
Deflocculated kaolin 0.75 �m 31.3–63.7 0.011–0.6 0.82–1.56 Heywood (1996)<br />
Magnesium hydroxide 5 �m 8.4–45.3 0.5–68 0.12–0.16 Heywood (1996)<br />
Pulverized fuel ash 38 �m 63–71.8 3.3–9.3 0.44–0.46 Heywood (1996)<br />
(PFA-P)<br />
Pulverized fuel ash 20 �m 70–74.4 2.12–9.02 0.48–0.57 Heywood (1996)<br />
(PFA-P)
3.26 <strong>CHAPTER</strong> THREE<br />
Shear stress<br />
(in units of pressure)<br />
1<br />
0.1<br />
0.01<br />
0.001<br />
0.0001<br />
slope = y/x<br />
Consider d�/dt = 700. Check �w = K(d�/dt) n .<br />
62.9 = 26.5 × 7000.132 This is close to the measured stress of 63.2 Pa. Therefore, the equation of this phosphate<br />
slurry is:<br />
�w = 26.5(d�/dt) 0.132<br />
The coefficient of rigidity is obtained as:<br />
Power Law Consistency Factor K<br />
Pa.s<br />
n<br />
/cm<br />
2<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
0<br />
x<br />
0 1 10 100 1000 10,000<br />
Shear rate (1/sec)<br />
20<br />
clays<br />
magnetite<br />
40<br />
Volume Fraction of<br />
solids, C V<br />
y<br />
0<br />
n = y/x<br />
FIGURE 3-11 Plotting the rheology on a logarithmic scale to obtain the consistency factor<br />
“K” and the flow behavior index “n” of Pseudoplastics.<br />
Flow Behavior Index "n"<br />
1.0<br />
0.8<br />
0.6<br />
0.4<br />
0.2<br />
0<br />
0<br />
magnetite<br />
clays<br />
20 40<br />
K<br />
Volume Fraction of<br />
solids, CV<br />
FIGURE 3-12 Effect of volumetric concentration on the consistency factor “K” and the flow<br />
behavior index “n” of Pseudoplastics (after Aziz and Govier, 1972).<br />
n
at d�/dt = 700<br />
at d�/dt = 600.<br />
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
� = K(d�/dt) n–1<br />
� = 26.5(d�/dt) –0.878<br />
� = 26.5 × (700) –0.878<br />
� = 0.084 Pa · s<br />
� = 26.5 × 600 = 0.096 Pa · s<br />
3.27<br />
3-4-2-2 Pseudohomogeneous Pseudoplastics<br />
Pseudohomogeneous pseudoplastics behave similarly to their homogeneous counterparts.<br />
Clay suspensions and magnetite-based slurries demonstrate an exponential relationship<br />
between n and C v as shown in Figure 3-12. The power law factor K has a more complex<br />
relationship with C v, as shown in Figure 3-12.<br />
Various equations have been derived to solve the power law factor of pseudoplastics.<br />
These equations are presented to help the reader appreciate the rheological constants that<br />
must be determined by testing, as will be described in Section 3-6.<br />
The Prandtl–Eyring equation is based on Dahlgreen’s (1958) discussion of the study<br />
conducted by Eyring and Prandtl on the kinetic theory of liquids:<br />
� = A sinh –1 [(d�/dt)/B] (3-46)<br />
where<br />
A and B = the rheological constants<br />
sinh = the hyperbolic function<br />
From Equation 3-44, the apparent viscosity is derived as<br />
�a = {A/(d�/dt)}{sinh –1 [(d�/dt)/B]} (3-47)<br />
The Ellis equation is more flexible but is an empirical equation and uses three rheological<br />
constants. Skelland (1967) demonstrates how the equation is based on the work of Ellis<br />
and Round and is explicit with respect to the velocity gradient rather than the shear rate:<br />
(d�/dt) = (A0 + A1� (�–1) )�w (3-48)<br />
where A0, A1, and � are the rheological coefficients of the slurry material.<br />
The apparent viscosity is expressed as<br />
(�–1) �a = 1/(A0 + A1�w ) (3-49)<br />
When A1 = 0, the equation takes on a Newtonian form where A0 = 1/�.<br />
The equation reduces to the conventional power law equation with � = 1/n and A1 =<br />
(1/k) 1/n . When � > 1, the equation approaches a Newtonian flow at low shear stresses, and<br />
when � < 1, it tends to approach a Newtonian flow at high shear stress.<br />
The Cross equation (Cross, 1965) is a versatile equation that is based on measurements<br />
of viscosity, �0 at zero shear rate and �� at infinite shear rates.<br />
�� – �0 �a = �0 + ��<br />
(3-50)<br />
2/3<br />
1 + �(d�/dt)<br />
where � is a coefficient used to express to the shear stability of the mixture.<br />
This equation has been tested and has successfully predicted the behavior of a wide
3.28 <strong>CHAPTER</strong> THREE<br />
variety of pseudoplastic mixtures, such as suspensions of limestone, non-aqueous polymer<br />
solutions, and nonaqueous pigment paste.<br />
3-4-3 Dilatant Slurries<br />
Dilatant fluids are time-independent non-Newtonian fluids and are characterized by the<br />
following:<br />
� An infinitesimal shear stress is sufficient to initiate motion.<br />
� The rate of increase of shear stress with respect to the velocity gradient increases as the<br />
velocity gradient increases.<br />
Dilatant fluids, therefore, use similar equations as pseudoplastic fluids. They are much<br />
less common than pseudoplastics. Dilatancy is observed under specific conditions such as<br />
certain concentrations of solids, shear rates, and the shape of particles. Dilatancy is due to<br />
the shift, under shear action, of a close packing of particles to a more open distribution in<br />
the liquid.<br />
Govier et al. (1957) observed the phenomena of dilatancy in suspensions of magnetite,<br />
galena, and ferrosilicon in a range of particle sizes from 5 microns to 70 microns.<br />
It is observed that the slope of the shear stress versus the shear rate increases, particularly<br />
in the range of shear rates from 80 to 120 sec –1 . Metzener and Whitlock (1958) explained<br />
the phenomenon of dilatancy as follows.<br />
Two mechanisms account for the inflection and subsequent increase in the slope of<br />
the curve. Initially, the shear stress approaches a magnitude at which the size of flowing<br />
particles and aggregates is at a minimum and a Newtonian behavior develops (at<br />
the inflection of the curve). As the level of stress rises, the mixture expands volumetrically,<br />
and entire layers of particles start to slide or glide over each other. In the interim,<br />
the slurry acts as a pseudoplastic until the shear stress is high enough to cause dilatancy.<br />
The phenomenon of dilatancy is not easy to model. According to Metzener and Whitlock<br />
(1958), it is observed at volumetric concentration in excess of 27–30% and at shear<br />
rates in excess of 100 s –1 .<br />
3-4-4 Yield Pseudoplastic Slurries<br />
Yield pseudoplastic fluids are time-independent non-Newtonian fluids and are characterized<br />
by the following:<br />
� An infinitesimal shear stress is sufficient to initiate motion.<br />
� The rate of increase of shear stress, with respect to the velocity gradient, decreases as<br />
the velocity gradient increases.<br />
� A yield stress must be overcome at zero shear rate for motion to occur.<br />
Examples of yield pseudoplastics are shown in Table 3-11.<br />
Equation 3-44 is then modified to account for the yield stress as follows:<br />
�w – �0 = K[(d�/dt) n ] (3-51)<br />
Equation 3-51 is known as the Herschel–Buckley equation of yield pseudoplastics and<br />
is accepted by most slurry experts to describe the rheology of yield pseudoplastics with
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
TABLE 3-11 Examples of Yield Pseudoplastics<br />
Range of Angle of<br />
consistency flow<br />
Density, Yield stress coefficient K, behavior<br />
Slurry kg/m 3 � 0, Pa Ns n /m 2 index, n Reference<br />
3.29<br />
Sewage sludge 1024 1.268 0.214 0.613 Chilton and Stainsby (1998)<br />
Sewage sludge 1011 0.727 0.069 0.664 Chilton and Stainsby (1998)<br />
Sewage sludge 1013 2.827 0.047 0.806 Chilton and Stainsby (1998)<br />
Sewage sludge 1016 1.273 0.189 0.594 Chilton and Stainsby (1998)<br />
Kaolin slurry 1071 1.880 0.010 0.843 Chilton and Stainsby (1998)<br />
Kaolin slurry 1061 1.040 0.014 0.803 Chilton and Stainsby (1998)<br />
Kaolin slurry 1105 4.180 0.035 0.719 Chilton and Stainsby (1998)<br />
low to moderate concentration of solids. At high shear rates, certain complex phenomena<br />
such as dilatancy may develop. Certain bentonite clays develop a yield pseudoplastic rheology<br />
at 20% concentration by volume.<br />
Krusteva (1998) investigated the rheology of a number of inorganic waste slurries<br />
such as drilling fluids in petroleum output, residue mineral materials in tailing ponds, filling<br />
of abandoned mine galleries, etc. In the case of clay containing industrial wastes, he<br />
indicated that colloidal forces of attraction or repulsion are ever present with Brownian<br />
forces and may cause thermodynamic instability. Waste materials such as blast furnace<br />
slag, fly ash, and material from mine filling exhibited various forms of a yield pseudoplastic<br />
rheology.<br />
The behavior of yield pseudoplastics can be expressed by the Carson model as described<br />
by Lapasin et al. (1998):<br />
�n = � n n<br />
0 +�� (d�/dt) (3-52)<br />
By binary system, Lapasin meant a mixture of two sizes of particles above the colloidal<br />
range and by ternary, three sizes. Alumina powders with average d50 diameters of 0.9<br />
�m, 1.4 �m, and 3.9 �m, and different specific surface areas (8.23 m2 /cm3 , 5.74<br />
m2 /cm3 , and 2.65 m2 /cm3 ) were investigated. A dispersing agent was used. Appreciable<br />
time-dependent effects were only noticed at a concentration of the dispersing agent below<br />
a critical value. Multicomponent suspensions were found to have a viscosity that<br />
was dependent on the total volume concentration of solids Cv and on the composition of<br />
the dispersed phase expressed as a volume fraction. It was also dependent on the shear<br />
rate of the mixture.<br />
Vlasak et al. (1998) investigated the addition of peptizing agents to kaolin–water mixtures.<br />
These mixtures were described as yield pseudoplastics that follow the<br />
Bulkley–Herschel rheological model (these will be discussed in Chapter 5). The addition<br />
of peptizing agents initially achieved a rapid drop of viscosity down to 8–10% of the original<br />
value up to an optimum concentration. As the concentration of the peptizing agent is<br />
increased beyond an optimum value, its effects are neutralized and the viscosity of the<br />
slurry increases again. Soda Water-GlassTM as a peptizing agent seemed to achieve the<br />
best reduction in viscosity when added at a concentration of 0.4%. The effect was a drastic<br />
drop of viscosity by 92% of its original value (without the peptizing agent). The optimum<br />
concentration of sodium carbonate, another peptizing agent, was 0.1%. The viscosity<br />
was reduced by 90%. These narrow bands of concentration of peptizing agents can<br />
effectively reduce the cost of hydro-transporting kaolin–water mixtures by reducing viscosity<br />
and therefore the coefficient of friction.
3.30 <strong>CHAPTER</strong> THREE<br />
3-5 TIME-DEPENDENT NON-NEWTONIAN<br />
MIXTURES<br />
Because crude oils and slurries of tar sands from certain Canadian mining projects develop<br />
a time-dependent non-Newtonian behavior in cold temperatures, a section of this chapter<br />
will pay attention to these complex thixotropic properties.<br />
In time-dependent non-Newtonian flows, the structure of the mixture and the orientation<br />
of particles are sensitive to the shear rates. Due to structural changes and reorientation<br />
of particles at a given shear rate, the shear stress becomes time-dependent as the particles<br />
realign themselves to the flow. In other words, the shear stress takes time to readjust<br />
to the prevailing shear rate. Some of these changes may be reversible when the rate of reformation<br />
is the same as the rate of decay. However, in the case of flows in which the deformation<br />
is extremely slow, the structural changes or particle reorientation may be irreversible<br />
(see Figure 3-13).<br />
3-5-1 Thixotropic Mixtures<br />
When the shear stress of a fluid decreases with the duration of shear strain, the fluid is<br />
called thixotropic. The change is then classified as reversible and structural decay is observed<br />
with time under constant shear rate. Certain thixotropic mixtures exhibit aspects of<br />
permanent deformation and are called false thixotropic.<br />
When the rate of structural reformation exceeds the rate of decay under a constant sustained<br />
shear rate, the behavior is classified as rheopexy (or negative thixotropy).<br />
One typical example of a thixotropic mixture is a water suspension of bentonitic<br />
clays. These difficult slurries are produced by mud drilling associated with the use of<br />
positive displacement diaphragm or hose pumps. The reader may find throughout literature<br />
considerable discussion about “hysterisis.” This function is used to measure the<br />
behavior of the mixture by gradually increasing the shear rate and then by decreasing it<br />
back in steps. These curves are interesting but are of limited help to the designer of a<br />
pumping system.<br />
Shear Stress ( )<br />
Thixotropic<br />
Rheopectic<br />
Rate of shear ( = du/dy)<br />
FIGURE 3-13 Rheology of time-dependent fluids.
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
3.31<br />
Moore (1959) proposed expressing the complex behavior of a thixotropic fluid that<br />
does not possess a yield stress value in terms of six parameters:<br />
� = (�0 + c�)(d�/dt)<br />
d�/d� = a – �(a + bd�/dt)<br />
where<br />
� = duration of the shear for a time-dependent fluid<br />
a, b, c, and �0 = materials constants<br />
� = a structural parameter that has two values (0 and 1) at the limits where<br />
the material is fully broken down or fully developed<br />
Fredrickson (1970) discussed the modeling of thixotropic mixtures of suspensions of<br />
solids in viscous liquids and proposed that rheological tests be conducted to measure four<br />
constants to understand the qualitative nature of the mixture.<br />
Ritter and Govier (1970) proposed representing the behavior of thixotropic fluids as<br />
follows:<br />
� The formation of structures, networks, or agglomerates is similar to a second-order<br />
chemical reaction.<br />
� The breakdown of the structure is similar to a series of consecutive first-order chemical<br />
reactions where formation is meant by behavior that is time-dependent, whereas the<br />
breakdown occurs when the viscosity of the fluid acts as a Newtonian mixture that is<br />
independent of both the shear rate and the duration of shear (Figure 3-14).<br />
Shear stress, +0.01, lb /ft<br />
-1 10<br />
8<br />
6<br />
4<br />
10<br />
4<br />
2<br />
2<br />
-2<br />
10<br />
Duration of<br />
shear, min<br />
0<br />
1<br />
10<br />
100<br />
100 1000<br />
-1<br />
Rate of Shear, d /dt + 10 in sec<br />
FIGURE 3-14 Rheology of Pembina crude oil at 44.5°F at constant duration of shear. (After<br />
Govier and Aziz, 1972.)
3.32 <strong>CHAPTER</strong> THREE<br />
Ritter and Govier (1970) therefore proposed to express the shear stress of the fluid in<br />
terms of structural stress � s and � �, a component of shearing stress due to the Newtonian<br />
component of the fluid:<br />
� = � s + � �<br />
(3-53)<br />
log� � = –KD� �log � – log K �s – �s� �s0 + �s� ��<br />
DR (3-54)<br />
where<br />
�s0, �s� = structural stresses at a given shear rate after zero and infinite duration of shear<br />
�s0 = �0 – �(d�/dt)<br />
�s� = �� – �(d�/dt)<br />
KD = a constant that is independent of shear rate but is related to the first-order structural<br />
decay process and is expressed in the minutes –1 .<br />
KDR = a dimensionless measure of the interaction between the network or structure decay<br />
and the reestablishment processes<br />
The coefficient KDR is evaluated as<br />
�<br />
KDR = (3-55)<br />
where �s1 is measured after a lapse of 1 minute. In Equations 3-54 and 3-55, KDR, KD, �s0, �s1, and �s� are determined from rheology tests.<br />
Kherfellah and Bekkour (1998) examined the thixotropy of suspensions of montmorillonite<br />
and bentonite clays. Montmorillonite clays are used as thickening agents for<br />
drilling fluids, paints, pesticides, cosmetics, pharmaceuticals, etc. Commercial bentonite<br />
suspensions exhibited thixotropic properties for concentrations higher than 6% by weight.<br />
Rheopectic or negative thixotropic mixtures are not common in mining and will not be<br />
examined in this chapter.<br />
2 s0 – �s1�s� ��<br />
�s1�s� – � 2 � 2 (� s0/�s�) – �s �s0 – �s� s�<br />
3-6 DRAG COEFFICIENT <strong>OF</strong> <strong>SOLIDS</strong><br />
SUSPENDED <strong>IN</strong> NON-NEWTONIAN FLOWS<br />
Some solids may be transported by highly viscous fluids in a non-Newtonian flow<br />
regime. One such example includes solids transported in the process of drilling a tunnel in<br />
a sandy soil rich with clay or bentonite. Other examples of solids suspended in non-Newtonian<br />
flows are energy slurries, which are mixtures of fine coal and crude oils. In such<br />
circumstances, the drag coefficient of the coarse components is of interest.<br />
Brown (1991) reviewed the literature for settling of solids in non-Newtonian flows,<br />
but cautioned that the studies have been limited to single particles. Considerably more research<br />
is needed in this field.<br />
3-7 MEASUREMENT <strong>OF</strong> RHEOLOGY<br />
In the proceeding sections of this chapter, the concepts of Newtonian and non-Newtonian<br />
fluids were explored. Measuring the viscosity of a slurry mixture is recommended for ho-
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
mogeneous flows, mixtures with a high concentration of particles, and for fibrous and<br />
flocculated slurries.<br />
Subsieve particles are defined as particles with an average diameter smaller than<br />
35–70 �m (depending on whose reference book you consult). Slurry flows with subsieve<br />
particles at a relatively high concentration by volume (C v � 30%) are strongly rheologydependent.<br />
Heterogeneous flows, flows without subsieve particles, or flows with subsieve<br />
particles at a very low concentrations, are not governed by the rheology of the slurry.<br />
Flocculation or the addition of flocculates in the process of mixing slurries tends to result<br />
in non-Newtonian rheology.<br />
Rheology in simple layman’s terms is the relationship between the shear stress and the<br />
shear rate of the slurry under laminar flow conditions. Although this relationship extends<br />
to transitional and turbulent flows, most tests are conducted in a laminar regime, often in<br />
tubes or between parallel plates.<br />
3-7-1 The Capillary-Tube Viscometer<br />
The purpose of the capillary tube viscometer is to measure the rheology of a laminar flow<br />
under controlled velocity conditions. Tubes are used in a range of diameters from 0.8–12<br />
mm (1/32–1/2 in). The length of the tube is accurately cut to account for entrance effects<br />
and end effects. Typically, the length may be as much as 1000 times the inner diameter.<br />
The capillary tube viscometer is used to plot the average rate versus the shear stress at<br />
the wall of the tube. This is called the pseudoshear diagram, as defined by the<br />
Mooney–Rabinovitch equation:<br />
(du/dr) w = �0.75 + 0.2 8<br />
d[ln(8V/Di)] � ���<br />
(3-56)<br />
Di<br />
d[ln(�P/4Li)]<br />
where<br />
(du/dr) w = rate of shear at the wall<br />
�P = pressure drop due to friction over a length Li of pipe of inner diameter Di V = average velocity of the flow<br />
d = derivative<br />
The data is then plotted on a logarithmic scale as per Figure 3-15.<br />
The use of capillary-like viscometers is complicated by the “effective slip” of non-<br />
Newtonian fluid-suspended material, which tends to move away from the wall, leaving an<br />
attached layer of liquid. The result is a reduction in the measurements of effective viscosity.<br />
Therefore, it is often recommended to conduct such tests in a number of tubes of different<br />
diameters.<br />
Measuring the pressure loss between two points well away from the entrance and end<br />
effects gives the shear stress at the wall as:<br />
�w = Ri�P/(2Li) (3-57)<br />
By considering that the velocity profile at a height y above the wall is a function of the<br />
shear stress we obtain<br />
–(du/dy) w = f (�)<br />
It may be possible to establish a relationship between the flow rate Q and the shear stress<br />
� as<br />
Q<br />
� �R 3<br />
1<br />
= � �w �3 � w 0<br />
3.33<br />
� 2 f (�)d� (3-58)
3.34 <strong>CHAPTER</strong> THREE<br />
8V<br />
D<br />
shear rate<br />
For a Newtonian flow:<br />
or � = � w/(8V/D i).<br />
For a Bingham flow:<br />
for � > � 0, where � 0 is the yield stress.<br />
The velocity profile is expressed as<br />
2V �w = � = � (3-59)<br />
Di 4�<br />
� = �(du/dr) w + � 0<br />
= = � �2 2V � �w (� – �0)d� (3-60)<br />
By integration of this equation and by multiplying by 4, the shear rate is derived as<br />
8V<br />
� DI<br />
100<br />
10<br />
1.0<br />
Q<br />
� �R 3<br />
0<br />
0<br />
� Di<br />
� w<br />
� �<br />
water<br />
Q<br />
� �R 3<br />
increasing tube diameter<br />
Shear Stress<br />
� � w 3<br />
4<br />
�<br />
3<br />
� 0<br />
� �w<br />
= � 1 – � � + � �� (3-61)<br />
Equation 3-61 is called the Buckingham equation. This equation cannot be solved<br />
without long iterations. Many engineers prefer to simplify the Buckingham equation by<br />
ignoring the term (� 0/� w) 4 , as this term is of negligible magnitude compared with the other<br />
terms:<br />
� �0<br />
1.0 10<br />
1<br />
�<br />
3<br />
D<br />
2<br />
D 1<br />
D 3<br />
4 � 0<br />
�4 � w<br />
D 4<br />
D P<br />
4 L<br />
FIGURE 3-15 Pseudoshear diagram of a non-Newtonian mixture tested in a capillary tube<br />
rheometer.
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
�w � 8V�/Di + 4/3�0 The modified equation is plotted in Figure 3-16.<br />
(3-62)<br />
For a pseudoplastic slurry or power law fluid, the shear stress is expressed by Equation<br />
3-43. By analogy with the method developed for a Bingham flow in a tube, the following<br />
equation is expressed:<br />
= = � � 2 (�/K) 1/n Q 2V<br />
�3 �R<br />
1<br />
�3 �w<br />
�<br />
d� (3-63)<br />
� Di<br />
or<br />
= � �w (3-64)<br />
0<br />
which once integrated is expressed as<br />
= � � (3-65)<br />
The effective viscosity is expressed as<br />
�e = �w/(8V/Di) = K(8V/Di) (n–1) [4n/(3n + 1)] n �<br />
1/n<br />
2V n � w<br />
� � �1/n Di 3n + 1 K<br />
(3-66)<br />
Unfortunately, Equation 3-66 is of no value when n < 1.0, which is the case for many<br />
power law slurries. It would mean that as the shear rate increases, the effective viscosity<br />
decreases to zero. This is contradictory to nature. For power law exponents smaller than<br />
1.0, alternative equipment should be used to measure rheology.<br />
It is tricky to avoid errors with the use of capillary effect viscometers. A particular<br />
source of errors is the end effect. At the entrance exit of the tube, contraction and expansion<br />
of the flow cause additional pressure losses.<br />
(3+1/n)<br />
Q<br />
� ��<br />
3<br />
1/n<br />
�R (3 + 1/n)K<br />
w<br />
Shear Stress<br />
Velocity profile<br />
w<br />
2 r 0<br />
� �0<br />
shear rate<br />
FIGURE 3-16 Pseudoshear diagram for a Bingham plastic.<br />
dV<br />
�<br />
dy<br />
dU<br />
dy<br />
3.35
3.36 <strong>CHAPTER</strong> THREE<br />
3-7-2 The Coaxial Cylinder Rotary Viscometer<br />
A more practical instrument to use when measuring rheology is the coaxial cylinder viscometer.<br />
In basic terms, it is a device used to measure the resistance or torque when rotating<br />
a cylinder in a viscous fluid (Figure 13-17). The moment of inertia in the cylinder is<br />
established by the manufacturer.<br />
The torque is due to the force the fluid exerts tangentially to the outside surface of the<br />
cylinder:<br />
T = 2�R0h�wR0 (3.67)<br />
where<br />
T = (surface area) (shear stress) (radius)<br />
R0 = outside radius of the rotating cylinder<br />
h = height of the cylinder<br />
�w = shear stress at the wall<br />
The shear stress at any radius r in the fluid can be expressed as<br />
T du<br />
�w = � = ��<br />
2 2�r h dy<br />
If the liquid is rotating at an angular velocity �, then<br />
(du/dy) w = –rd�/dr<br />
r<br />
R c<br />
scale to measure torque<br />
rotation of bob at<br />
speed<br />
R<br />
FIGURE 3-17 The rotating concentric viscometer.<br />
0<br />
slurry<br />
(3.68)
and<br />
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
� = –�rd�/dr<br />
d�<br />
� dr<br />
=<br />
� �<br />
d� = � 0<br />
Rc R0 –T<br />
� 2�h�r<br />
–T<br />
� dr 3 2�h�r<br />
3.37<br />
or<br />
� = � – � (3.69)<br />
where Rc is the radius of the outside cylinder.<br />
2 This is known as the Margulus equation. It is obvious that R 0 can be related to the moment<br />
of inertia Ik of the rotating bob cup.<br />
Since for a Bingham slurry, the rate of shear is expressed as du/dr = (� – �0); the Margulus<br />
equation can be demonstrated as<br />
� = � – � – ln� � (3.70)<br />
This equation is known as the Reiner–Rivlin equation.<br />
For a Pseudoplastic:<br />
2 1/n � = n[T/(2�R 0hK)] [1 – (R0/Rc) 2/n T 1 1<br />
� � � 2 2<br />
4�h� R 0 R c<br />
T 1 1 �0 Rc � � � � � 2 2<br />
4�h� R 0 R c � R0<br />
] (3.71)<br />
At the wall:<br />
2 �w = T/(2�R b h) (3.72)<br />
A plot of log �w versus log � can be constructed. The slope gives the flow index n and, by<br />
substituting Equation 3-45, the value of K can be calculated.<br />
Heywood (1991) discussed errors with the use of rotating viscometers. Particular<br />
sources of errors are the end effects from both cylinders and the possible deformation of<br />
the laminar layer under the effect of high rotational speed. Heywood recommended the<br />
use of cylinders with a long length to diameter ratio. Wall slip effects can be detected by<br />
using cylinders of different radius but same length. The vendors of rheometers publish<br />
equations to correct for wall slip and end effects.<br />
One important problem about the use of rheometers is that they do not distinguish between<br />
Bingham and Carson slurries. This can lead to grave mistakes in the design of a<br />
pipeline. Certain slurries have a course of fractions that could also precipitate during a<br />
rheometer test. Unfortunately, this would give false readings. When there is doubt, the<br />
safest approach is to conduct a proper pump test in a loop.<br />
Whorlow (1992) published a book on rheological techniques that includes dynamic<br />
tests and wave propagation tests. In the appendix, he listed a number of rheological investigation<br />
equipment manufacturers. Some of the techniques apply more to polymers and<br />
are not relevant to our discussion. Dynamic vibration tests have been extended to fresh<br />
concrete (Teixera et al., 1998). Concord and Tassin (1998) described a method to use<br />
rheo-optics for the study of thixotropy in synthetic clay suspensions. A rheometer optical<br />
analyzer was used on laponite, a synthetic hectorite clay. Laponite was mixed with water<br />
and tests were conducted at various intervals for up to 100 days. Rheo-optics seems to be
3.38 <strong>CHAPTER</strong> THREE<br />
FIGURE 3-18 Stresstech rheometer, courtesy of ATS Rehosystems. The rheometer was developed<br />
for the pharmaceutical and cosmetics industries, where materials consistency may<br />
vary from fluid to solid.<br />
a new technique based on the ability of solids to reorient themselves by applying to them<br />
a negative electrical charge.<br />
3-8 CONCLUSION<br />
In this chapter, it was demonstrated that mixtures of solids and liquids are complex systems.<br />
The size of the particles, the diameter of the pipe, the interaction with other particles,<br />
the viscosity of the carrier, and the temperature of the flow all interact to yield Newtonian<br />
or non-Newtonian flows.<br />
In the next three chapters, the principles discussed in the present chapter will be applied<br />
to calculate the velocity of deposition, the critical velocity, the stratification ratio,<br />
and the friction loss in closed and open conduits for heterogeneous and homogeneous<br />
mixtures.<br />
3-9 NOMENCLATURE<br />
a The longest axis of a particle in Albertson’s model<br />
A Parameter used to express viscosity of non-Newtonian flows
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
3.39<br />
A0 Coefficient<br />
A1 Coefficient<br />
b Axis of a particle in Albertson’s model<br />
B Parameter used to express viscosity of non-Newtonian flows<br />
c The shortest axis of a particle in Albertson’s model<br />
C Parameter used to express viscosity of non-Newtonian flows<br />
CD Drag coefficient of an object moving in a fluid<br />
CDo Profile drag coefficient of an object moving in a fluid<br />
CL Lift coefficient of an object moving in a fluid<br />
CN CS Cv Cv� Cw da Coefficient based on equivalent Ren Coefficient based on equivalent Ren Concentration by volume of the solid particles in percent<br />
Maximum packing concentration of solids<br />
Concentration by weight of the solid particles in percent<br />
Diameter of a sphere with a surface area equal to the surface area of the irregularly<br />
shaped particle<br />
dapp Apparent particle diameter<br />
df Apparent flocculant diameter<br />
dg Sphere diameter<br />
dn Diameter of a sphere with a volume equal to the volume of the irregularly<br />
shaped particle in Albertson’s model<br />
d� Particle diameter<br />
D Drag force<br />
Di Tube or pipe inner diameter<br />
E Factor between Albertson and Clift shape factors<br />
f( ) Function of<br />
FBF Buoyancy force<br />
Fw Wall effect correction factor for free-fall speed of a particle<br />
g Acceleration due to gravity (9.78–9.81 m/s2 )<br />
gc Conversion factor, 32.2ft/s2 if U.S. units between lbms and slugs<br />
h Height of the cylinder<br />
Ik Moment of inertia<br />
K Consistency index or power law coefficient for a pseudoplastic<br />
KD A constant that is independent of shear rate but is related to the first-order<br />
structural decay process and is express in minutes –1<br />
KDR A dimensionless measure of the interaction between the network or structure<br />
decay and the reestablishment processes<br />
Kt Coefficient for terminal velocity<br />
Kz Kozney constant<br />
K1, K2, K3 Coefficients<br />
ln natural logarithm<br />
L Lift force<br />
Lc Characteristic length<br />
LI Length of pipe or tube<br />
n Flow behavior index, or exponent for a pseudoplastic (
3.40 <strong>CHAPTER</strong> THREE<br />
Ren Reynolds Number of a particle based on dn Rep Reynolds Number of a sphere particle based on its diameter<br />
Ri Inner radius of a pipe or tube<br />
R0 Radius of the bob in the coaxial cylinder rotary viscometer<br />
sp The surface area per unit volume of a sphere of equivalent dimensions or<br />
6/dg, also called specific surface of a particle<br />
Sf Front area of a particle orthogonal to the direction of flow<br />
Sw Surface area of a wing along the direction of flight<br />
T Applied torque for the cylinder rotary viscometer<br />
Ta Absolute temperature<br />
V Average velocity of the flow<br />
V0 Terminal velocity at very low volume concentration of solids<br />
Vc Terminal velocity at given volume concentration of solids<br />
Vt The terminal (or free settling) speed<br />
W Weight<br />
� the ratio of immobilized dispersing fluid to the volume of solids related approximately<br />
to the particle and floc apparent diameter<br />
� A coefficient used to express to the shear stability of a pseudoplastic mixture<br />
� Concentration by volume in decimal points<br />
� Shear strain<br />
d�/dt Wall shear rate or rate of shear strain with respect to time<br />
� Coefficient of rigidity of a non-Newtonian fluid, also called Bingham viscosity<br />
� A structural parameter for thixotropic fluids, which do not possess a yield<br />
stress value<br />
� Carrier liquid absolute viscosity<br />
�a Apparent viscosity of a pseudoplastic fluid<br />
�e Effective viscosity<br />
�0 Apparent viscosity of a pseudoplastic fluid at zero shear rate<br />
�� Bingham plastic limiting viscosity, or apparent viscosity of a pseudoplastic<br />
fluid at very high shear rate<br />
� Pythagoras number (ratio of circumference of a circle to its diameter)<br />
� Duration of the shear for a time-dependent fluid<br />
� Density<br />
� Shear stress at a height y or at a radius r<br />
�0 Yield stress for a Bingham plastic or yield pseudoplastic<br />
�s Structural stress of a thixotropic fluid<br />
�w Wall shear stress<br />
� Kinematic viscosity<br />
� Angular velocity of particle<br />
� Angular velocity of complete system<br />
� The logarithmic standard deviation<br />
�A Albertson shape factor<br />
�c Clift shape factor<br />
Thomas shape factor<br />
� T<br />
Subscripts<br />
g Equivalent sphere<br />
L Liquid<br />
m Mixture<br />
p Particle<br />
s Solids
3–10 REFERENCES<br />
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
3.41<br />
Albertson, M. L. 1953. Effects of shape on the fall velocity of gravel particles. Paper read at the 5th<br />
Iowa Hydraulic Conference, Iowa University, Iowa City, Iowa.<br />
Allen, H. S. 1900. The motion of a sphere in a viscous fluid. Phil. Mag., 50, 323–338, 519–534.<br />
Boger, D. V., and Q. D. Nguyen. 1987. The Flow Properties of Weipa #3 and #4 Plant Tailings. Internal<br />
study conducted by Comalco Aluminium Ltd, Weipa, Australia, quoted in Darby, R., R.<br />
Mun, and D. V. Boger. 1992. Predict Friction Loss in Slurry Pipes. Chem. Engineering, 99, 9<br />
(September), 117–211.<br />
Brown, G. G. 1950. Unit Operations. New York: Wiley.<br />
Brown, N. P. 1991. The settling behavior of particles in fluids. In Slurry Handling, Edited by N. P.<br />
Brown and N. I. Heywood. New York: Elsevier Applied Sciences.<br />
Caldwell, D. H., and H. E. Babitt. 1941. Flow of muds, sludge and suspensions in circular pipe. Am.<br />
Inst. Chem. Engrs. Trans., 37, 2 (April 25), 237–266.<br />
Caldwell, D. H., and H. E. Babitt. 1942. Pipeline flow of solids in suspension. Symp. Am. Soc. of Civ.<br />
Eng. Proc., 68, 3 (March), 480–482.<br />
Cheng, D. C. H., and W. Whitaker. 1972. Applications of the Warren Spring Laboratory pipeline design<br />
method to settling suspension. Paper read at the 2nd Annual Hydrotransport Conference,<br />
Bedford, England.<br />
Chilton, R. A., and R. Stainsby. 1998. Pressure loss equations for laminar and turbulent non-Newtonian<br />
pipe flow. Journal of Hydraulic Engineering, 124, 5 (May), 522–529.<br />
Clift, R., J. R. Grace, and M. E. Weber. 1978. Bubbles, Drops and Particles. New York: Academic<br />
Press.<br />
Concord, S., and J. F. Tassin. 1998. Rheoptical study of thixotropy in synthetic clay suspensions. In<br />
Proceedings of the Fifth European Rheology Conference. Ljubljana, Slovenia: University of<br />
Ljubljana.<br />
Cross, M. M. 1965. Rheology of non-Newtonian fluids—New flow equation for pseudoplastic systems.<br />
Journal of Colloid Science, 20, 417.<br />
Dahlgreen, S. E. 1958. Eyring model of flow applied to thixotropic equilibrium. Journal of Colloid<br />
Science, 13 (April), 151–158.<br />
Dedegil, M. Y. 1987. Drag coefficient and settling velocity of particles in non-Newtonian suspensions.<br />
Journal of Fluids Engineering, 109 (September), 319–323.<br />
Dick, R. I., and B. B. Ewing. 1967. Rheology of activated sludge. Journal of Water Pollution Control<br />
Federation, 39, 543.<br />
Dahlgreen, S. E. 1958. Eyring model of flow applied to thixotropic equilibrium. Journal of Colloid<br />
Science, 13 (April), 151–158.<br />
Fredrickson, A. G. 1970. A model for the thixotropy of suspensions. American Inst. of Chem. Eng.<br />
Journal, 16, 436.<br />
Gay E. D., P. A. Nelson, and W. P. Armstrong. 1969. Flow properties of suspensions with high<br />
solids concentration. American Inst. of Chem. Eng. Journal, 15, 6, 815–822.<br />
Goodrich and Porter. 1967.<br />
Govier, G. W., C. A. Shook, and E. O. Lilge. 1957. Rheological Properties of water suspensions of<br />
finely subdivided magnetite, galena, and ferrosilicon. Trans. Can. Inst. Mining Met., 60, 157.<br />
Govier, G. W., and K. Aziz. 1972. The Flow of Complex Mixtures in Pipes. New York: Van Nostrand<br />
Reinhold.<br />
Hedstrom, B. O. A. 1952. Flow of plastic materials in pipes. Ind. Eng. Chem., 33, 651–656.<br />
Herbrich, J. 1968. Deep ocean mineral recovery. Paper read at the World Dredging Conference II,<br />
Rotterdam, the Netherlands.<br />
Herbrich, J. 1991. Handbook of Dredging Engineering. New York: McGraw-Hill.<br />
Heywood, N. I. 1991. Rheological characterisation of non-settling slurries. In Slurry Handling, Edited<br />
by N. P. Brown and N. I. Heywood. New York: Elsevier Applied Sciences.<br />
Heywood, N. I. 1996. The performance of commercially available Coriolis mass flowmeters applied<br />
to industrial slurries. Paper read at the 13th International Hydrotransport Symposium on<br />
Slurry Handling and Pipeline Transport. Johannesburg, South Africa. Cranfield, UK: BHRA<br />
Group.<br />
Inter-Agency Committee on Water Resources. 1958. Report 12. Internal report by the Subcommittee<br />
on Sedimentation, Minneapolis, Minnesota.
3.42 <strong>CHAPTER</strong> THREE<br />
Kearsey, H. A., and L. E. Gill. 1963. Study of sedimentation of flocculated thorium slurries using<br />
gamma ray technique. Trans. Inst. Chem. Engrs., 41, 296.<br />
Kherfellah, N., and K. Bekkour. 1998. Rheological characteristics of clay suspensions. In Proceedings<br />
of the Fifth European Rheology Conference. Ljubljana, Slovenia: University of Ljubljana.<br />
Krusteva, E. 1998. Viscosmetric and pipe flow of inorganic waste slurries. In Proceedings of the<br />
Fifth European Rheology Conference. Ljubljana, Slovenia: University of Ljubljana.<br />
Lapassin, R., S. Pricl, and M. Stoffa. 1998. Viscosity of aqueous suspensions of binary and ternary<br />
alumina mixtures. In Proceedings of the Fifth European Rheology Conference. Ljubljana,<br />
Slovenia: University of Ljubljana.<br />
Metzner, A. B., and M. Whitlock. 1958. Flow behavior of concentrated (dilatant) suspensions. Trans.<br />
Soc. Rheology, 2, 239–254.<br />
Moore, F. 1959. Rheology of Ceramic Slips and Bodies. British Ceramic Society Transactions, 58,<br />
470.<br />
Mun, R. 1988. The Pipeline Transportation of Suspensions with a Yield Stress. Master’s Thesis, University<br />
of Melbourne, Australia.<br />
Parzonka, W. 1964. Determination of the maximum concentration of homogeneous mixtures (in<br />
French). Journal of the French Academy of Science, 259, 2073.<br />
Pilpel, N. 1965. Flow properties of non-cohesive powders. Chemical Process Eng. 46, 4, 167–179.<br />
Prokunin, A. N. 1998. Particle-wall interaction in liquids with different rheology. In Proceedings of<br />
the Fifth European Rheology Conference. Ljubljana, Slovenia: University of Ljubljana.<br />
Richards, R. H. 1908. Velocity of Galena and Quartz Falling in Water. Trans AIME, 38, 230–234.<br />
Ritter, R. A., and G. W. Govier. 1970. The development and evaluation of a theory of thixotropic behavior.<br />
Can. Journal Chem. Eng., 48, 505.<br />
Rubey, W. W. 1933. Settling velocities of gravel, sand and silt particles. Amer. Journal of Science,<br />
25, 148, 325–338.<br />
Skelland, A. H. P. 1967. Non-Newtonian Flow and Heat Transfer. New York: Wiley.<br />
Teixeira, M. A. O. M., R. J. M. Craik, and P. F. G. Banfill. 1998. The effect of wave forms on the vibrational<br />
processing of fresh concrete. In Proceedings of the Fifth European Rheology Conference.<br />
Ljubljana, Slovenia: University of Ljubljana.<br />
Thomas, D. G. 1961. Transport characteristics of suspensions: Part II. Minimum transport velocity<br />
for flocculated suspensions in horizontal pipes. AIChE Journal, 7 (September), 423–430.<br />
Thomas, D. G. 1963. Transport characteristics of suspensions. Ch. E. Journal, 9, 310.<br />
Thomas, A. D. 1981. Slurry pipeline rheology. Paper presented at the National Conference on Rheology.<br />
Second Annual Conference of the British Society of Rheology, Australian Branch, University<br />
of Sydney, Australia.<br />
Turton, R., and O. Levenspiel. 1986. A short note on drag correlation for spheres. Powder Technology<br />
Journal, 47, 83.<br />
Valentik, L., and R. L. Whitemore. 1965. Terminal velocity of spheres in Bingham plastics. British<br />
Journal of Applied Phys., 16, 1197.<br />
Vlasak, P., Z. Chara, and P. Stern. 1998. The effect of additives on flow behaviour of kaolin–water<br />
mixtures. In Proceedings of the Fifth European Rheology Conference. Ljubljana, Slovenia:<br />
University of Ljubljana.<br />
Wasp, E. J., J. P. Kenny, and R. L. Gandhi. 1977. Solid-Liquid Flow—Slurry Pipeline Transportation.<br />
Trans-Tech Publications.<br />
Wells, P. J. 1991. Pumping non-Newtonian slurries. Technical Bulletin 14. Sydney, Australia: Warman<br />
International.<br />
Whorlow, R. W. 1992. Rheological Techniques, 2d. ed. New York: Ellis Horwood.<br />
Wilson, K. C., G. R. Addie, and R. Clift. 1992. Slurry Transport Using Centrifugal Pumps. New<br />
York: Elsevier Applied Sciences.<br />
Worster, R. C., and D. E. Denny. 1955. Hydraulic transport of solid materials in pipes. Proceedings<br />
of the Institute of Mechanical Engineers (UK), 38, 230–234.<br />
Further Reading:<br />
Caldwell, D. H., and H. E. Babitt. 1942. Pipeline flow of solids in suspension. Symp. Am. Soc. of Civ.<br />
Eng. Proc., 68, 3 (March), 480–482.<br />
Goodrich, J. E., and R. S. Porter. 1967. Rheological interpretation of torque—Rheometer data. Polymer<br />
Eng & Science, 7 (January), 45–51.
<strong>MECHANICS</strong> <strong>OF</strong> <strong>SUSPENSION</strong> <strong>OF</strong> <strong>SOLIDS</strong> <strong>IN</strong> <strong>LIQUIDS</strong><br />
3.43<br />
Lazerus, J. H., and P. T. Slatter. 1988. A method for the rheological characterization of tube viscometer<br />
data. Journal of Pipelines, 7, 165–176.<br />
Thomas, D. G. 1960. Heat and momentum transport characteristics of non-Newtonian aqueous thorium<br />
oxide. AIChE Journal, 7, 431.<br />
Wilson, K. C. 1991. Pipeline design for settling slurries. In Slurry Handling. Edited by N. P. Brown,<br />
and N. I. Heywood. New York: Elsevier Applied Sciences.<br />
Wilson, K. C. 1991. Slurry transport in flumes. In Slurry Handling. Edited by N. P. Brown, and N. I.<br />
Heywood. New York: Elsevier Applied Sciences.