Studying the Pelletization of Rosseta Ilmenite ... - doiSerbia
Studying the Pelletization of Rosseta Ilmenite ... - doiSerbia
Studying the Pelletization of Rosseta Ilmenite ... - doiSerbia

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
________________________________________________________________________<br />
doi: 10.2298/SOS1201113E<br />
UDK<br />
<strong>Studying</strong> <strong>the</strong> <strong>Pelletization</strong> <strong>of</strong> <strong>Rosseta</strong> <strong>Ilmenite</strong> Concentrate With<br />
Coke Breeze Using Molasses and Reduction Kinetics <strong>of</strong><br />
Produced Pellets At 800-1150 O C<br />
N.A. El-Hussiny, M.E.H. Shalabi *)<br />
Centeral Metallurgical Research and Development Institute. Cairo, Egypt.<br />
Abstract:<br />
<strong>Ilmenite</strong> ore fine and coke breeze as reduced material which were pelletized with<br />
different amounts <strong>of</strong> molasses were studied in this investigation. The produced pellets at<br />
optimum condition were reduced in nitrogen atmosphere at temperature range 800 - 1150 o C<br />
to determine <strong>the</strong> controlling mechanism. The reduction indicated that <strong>the</strong> reduction rates<br />
increased as <strong>the</strong> temperature increased and <strong>the</strong> controlling mechanism <strong>of</strong> reaction rate is<br />
solid-solid reaction<br />
Keywords: <strong>Ilmenite</strong> - reduction kinetic- pelletization, Reduction <strong>of</strong> ilmenite by coke breeze.<br />
1. Introduction<br />
The reduction <strong>of</strong> iron titanium concentrate with anthracite as reducing agent was<br />
investigated at temperature 1000-1300 o C. The results indicated that <strong>the</strong> degree <strong>of</strong> reduction <strong>of</strong><br />
FeO to Fe and TiO 2 to Ti 2 O 3 increased with time and temperature, also <strong>the</strong> reduction rate is<br />
directly proportional to time at 1000 o C, while at higher temperature <strong>the</strong> reduction becomes<br />
diffusion controlled [1].<br />
Some investigators [2] studied <strong>the</strong> reduction <strong>of</strong> syn<strong>the</strong>tic ilmenite with graphite. It<br />
was found that <strong>the</strong> reaction has been observed to initiate near 860 o C at <strong>the</strong> contact points<br />
between <strong>the</strong> reactants, while up to 1020 o C solid state reduction appears to be <strong>the</strong> main<br />
reaction mechanism. Above this temperature(1020 o C), it was observed a rate <strong>of</strong> reaction<br />
increased due to <strong>the</strong> change <strong>of</strong> mechanism to gaseous reduction <strong>of</strong> ilmenite by regenerated<br />
CO.<br />
The reduction kinetics <strong>of</strong> mixtures <strong>of</strong> syn<strong>the</strong>tic ilmenite and graphite powder in <strong>the</strong><br />
temperature range 980 o C-1100 o C in N 2 and CO 2 atmospheres was studied and <strong>the</strong> results<br />
observed that <strong>the</strong> initial rate <strong>of</strong> reduction was explained in term <strong>of</strong> solid-solid reaction<br />
between graphite and ilmenite, while in <strong>the</strong> latter stage <strong>of</strong> <strong>the</strong> reduction is gas solid reaction<br />
[3]<br />
When <strong>the</strong> prepared pellets from mixtures <strong>of</strong> syn<strong>the</strong>tic ilmenite and graphite were<br />
heated in argon at 1000 to 1100 o C, it was found that no measurable reaction was obtained at<br />
1000 °C but <strong>the</strong> rate was high at 1100 °C. It was showed that an inflection in <strong>the</strong> reduction<br />
curve at about 2 pct weight loss at 1050 and 1100 o C was due to <strong>the</strong> difficulty in nucleating<br />
iron [4].<br />
The carbo<strong>the</strong>rmic reduction <strong>of</strong> Panzhihua ilmenite (FeTiO 3 ) were studied extensively<br />
at temperature ranges from 900 o C to 1400 o C [5]. The results indicated that <strong>the</strong> reduction<br />
_____________________________<br />
*) Corresponding author: shalabimeh@hotmail.com
114<br />
N.A. El-Hussiny et al. /Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
___________________________________________________________________________<br />
degree <strong>of</strong> ilmenite increases with increasing temperature and <strong>the</strong> reaction initiates at 860 o C.<br />
<strong>Ilmenite</strong> concentrate with graphite were reduced under argon gas at temperature<br />
between 1250 °C and 1350 °C. The results indicated that <strong>the</strong> reduction <strong>of</strong> Fe 3+ to Fe 2+ , Fe 2+ to<br />
Fe and Ti 4+ to Ti 3+ took place within 50% reduction during which a secondary oxide phase<br />
was formed and replaced <strong>the</strong> natural ilmenite. Also, <strong>the</strong> reduction <strong>of</strong> Ti 3+ to Ti 2+ took place<br />
after 50% reduction, which altered <strong>the</strong> composition <strong>of</strong> <strong>the</strong> secondary oxide phase by<br />
decreasing its oxygen content. Reduction <strong>of</strong> Ti 2+ took place while <strong>the</strong> oxygen deficient<br />
TiO (1−x) phase formed. Formation <strong>of</strong> any titanium carbide or oxycarbide phases depended on<br />
<strong>the</strong> completion <strong>of</strong> <strong>the</strong> reduction which was not possible at <strong>the</strong> specified temperatures [6]<br />
The results <strong>of</strong> experimental data on reduction <strong>of</strong> ilmenite with char coal in a rotary<br />
reactor showed that <strong>the</strong> rate controlling steps are solid-solid reaction during initial stages and<br />
diffusion <strong>of</strong> carbon monoxide through product layer during later stages <strong>of</strong> reaction. The<br />
activation energies for <strong>the</strong> two heterogeneous reactions are estimated to be 25 and 35 kcal/<br />
mol for solid-solid and gas-solid reactions, respectively [7].<br />
Some authors [8] indicated that <strong>the</strong> carbo<strong>the</strong>rmic reduction <strong>of</strong> ilmenite up to 1200 °C<br />
proceed through <strong>the</strong> formation <strong>of</strong> a series <strong>of</strong> oxides (Ti n O 2n−1 ) and iron metal. Also, <strong>the</strong><br />
results showed that <strong>the</strong> metallization percentage reached up to 99% for a period <strong>of</strong> 6 h at<br />
1200 °C using particle size a 200 mesh (−74 μm).<br />
The reduction <strong>of</strong> Bama ilmenite concentrate by graphite under argon gas ambient<br />
from 850 to 1400 °C were studied [9]. The results showed that <strong>the</strong> reduction degree <strong>of</strong> Bama<br />
ilmenite is enhanced with increasing temperature and <strong>the</strong> molar ratio <strong>of</strong> carbon to oxygen, and<br />
that <strong>the</strong> reaction rate varies with temperature and reduction time simultaneously. The high<br />
content <strong>of</strong> impurities in Bama ilmenite evidently bates <strong>the</strong> reduction <strong>of</strong> ilmenite. Forming <strong>the</strong><br />
enrichment zone <strong>of</strong> manganese prevents complete reduction <strong>of</strong> Fe 2+ . The reduction products<br />
are mostly reduced iron, rutile, reduced rutiles, Ti 3 O 5 and pseudobrookite solid solution. The<br />
reduction kinetics shows that <strong>the</strong> reduction temperature is a key factor to control reaction rate.<br />
The reduction <strong>of</strong> briquettes prepared mixtures <strong>of</strong> Rossetta ilmenite and coke breeze<br />
in nitrogen atmosphere at 800 – 1200 ºC were studied [10]. The results indicated that <strong>the</strong><br />
reduction degree <strong>of</strong> <strong>the</strong> ilmenite increased with <strong>the</strong> increase stoichiometric ratio <strong>of</strong> carbon<br />
which required converting all FeO & Fe 2 O 3 to Fe and TiO 2 convert to Ti 3 O 5 . The reduction<br />
degree <strong>of</strong> <strong>the</strong> briquettes increased with temperature rise. The sample reduced at 1200 ºC<br />
illustrated that <strong>the</strong> product contain α Fe and Ti 3 O 5 , rutile (TiO 2 ) and pseudobrokite. At 800 ºC<br />
<strong>the</strong> products formed were ilmenite, rutile, anatase and traces <strong>of</strong> hematite.<br />
The carbo<strong>the</strong>rmal reduction <strong>of</strong> ilmenite concentrate and graphite pellets was studied<br />
in hydrogen, argon, and helium [11]. Reduction was studied in iso<strong>the</strong>rmal and temperatureprogrammed<br />
reduction experiments in a tube reactor with continuously flowing gas. CO, CO 2 ,<br />
and CH 4 contents in <strong>the</strong> <strong>of</strong>f-gas were measured online using infrared sensors. The main<br />
phases in <strong>the</strong> ilmenite concentrate were ilmenite and pseudorutile. The reaction started with<br />
<strong>the</strong> reduction <strong>of</strong> pseudorutile to ilmenite and titania , followed by <strong>the</strong> reduction <strong>of</strong> ilmenite to<br />
metallic iron and titania. Titania was reduced to Ti 3 O 5 and even more to Ti 2 O 3 , which was<br />
converted to titanium oxycarbide. Reduction was faster in hydrogen than in helium and argon,<br />
which was attributed to involvement <strong>of</strong> hydrogen in <strong>the</strong> reduction reactions. The formation <strong>of</strong><br />
titanium oxycarbide in hydrogen started at 1000 °C and was completed in 300 minutes at<br />
1200 °C, and 30 minutes at 1500 °C. The formation <strong>of</strong> titanium oxycarbide in argon and<br />
helium started at 1200 °C and was not completed after 300 minutes at 1300 °C.<br />
This work aimed to study <strong>the</strong> reduction kinetic <strong>of</strong> <strong>Rosseta</strong> beach ilmenite concentrate<br />
in <strong>the</strong> form <strong>of</strong> pellets with coke breeze in nitrogen atmosphere.
N.A. El Hussiny et al./Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
115<br />
___________________________________________________________________________<br />
2. Materials and Experiments<br />
2.1. Materials<br />
2.1.1. Ore Characterization<br />
A representative sample <strong>of</strong> Rosetta beach ilmenite concentrate was provided by <strong>the</strong><br />
black sands project <strong>of</strong> Nuclear Material Authority (NMA) used for all experiments during this<br />
work. The Rosetta ilmenite concentrate ore contains about 43.6% TiO 2 , 27.5% FeO and<br />
20.9 %Fe 2 O 3 . The size <strong>of</strong> Rosetta ilmenite ore used in this investigation was less than 0.075<br />
mm.<br />
X- ray analysis <strong>of</strong> Rosetta ore concentrate (Fig. 1) indicated that <strong>the</strong> components <strong>of</strong><br />
Rosetta ilmenite concentrate are ilmenite FeTiO 3 , pseudorutile Fe 2 Ti 3 O 9 , hematite Fe 2 O 3 and<br />
small quantity <strong>of</strong> rutile.<br />
Fig. 1. XRD analysis <strong>of</strong> Rosetta ilmenite ore concentrate<br />
2.1.2. Coke Breeze<br />
The chemical composition <strong>of</strong> used coke breeze used contain 90.6 % fixed carbon,<br />
1.16% volatile matter, 8.24% ash and 0.75 humidity. The coke breeze fines used in this work<br />
have size less than 0.075 mm.<br />
2.2. Experimental Procedures<br />
2.2.1. Preparation <strong>of</strong> Sample<br />
Preparation <strong>of</strong> samples for <strong>the</strong> briquette process was carried out by mixing <strong>of</strong> ilmenite<br />
ore concentrate with 1.5 stoichiometric ratio <strong>of</strong> carbon [10] to convert all FeO & Fe 2 O 3 to Fe<br />
and TiO 2 convert to Ti 3 O 5 according to <strong>the</strong> following reactions:<br />
FeO + C → Fe + CO (1)<br />
Fe 2 O 3 + 3C → 2Fe + 3CO (2)<br />
3 TiO 2 + C → Ti 3 O 5 + CO (3)
116<br />
N.A. El-Hussiny et al. /Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
___________________________________________________________________________<br />
2.2.2. Production <strong>of</strong> <strong>the</strong> Pellets<br />
The pellets were prepared in a disc pelletizer <strong>of</strong> diameter 400 mm, collar height 100<br />
mm, angle <strong>of</strong> inclination 52 o , disc rotating speed 17 rpm and residence time 10-30 min. The<br />
200 g <strong>of</strong> mixture <strong>of</strong> ilmenite with 1.5 stoichiometric coke breeze as shown in equation 4 were<br />
fed to <strong>the</strong> pelletizer.<br />
The stoichiometric amount <strong>of</strong> coke breeze = X(100)/Y (4)<br />
Where X - stoichiometric amount <strong>of</strong> carbon, Y - Percentage <strong>of</strong> carbon in coke.)<br />
The predetermined amount <strong>of</strong> water (9%) with molasses (3-10%), were <strong>the</strong>n sprayed onto <strong>the</strong><br />
rolling bed <strong>of</strong> material in <strong>the</strong> disc pelletizer. At <strong>the</strong> end <strong>of</strong> <strong>the</strong> tests, a pellet sample was<br />
collected and screened to collect <strong>the</strong> (7-10 mm diameter) fraction which was taken as a<br />
measure <strong>of</strong> <strong>the</strong> productivity <strong>of</strong> <strong>the</strong> pellet as shown in equation number 5<br />
P p =W 1 /W 2 * 100 (5)<br />
Where: P p is <strong>the</strong> productivity <strong>of</strong> <strong>the</strong> pellets (7 -10 mm size), %.<br />
W 1 is <strong>the</strong> weight <strong>of</strong> <strong>the</strong> pellets (7 -10 mm size), g<br />
W 2 is <strong>the</strong> weight <strong>of</strong> <strong>the</strong> charge fed to disc pelletizer, g<br />
The produced green pellets were dried in air for three days, to ensure <strong>the</strong> evaporation<br />
<strong>of</strong> water used during <strong>the</strong> pelletization process. The average compressive strength <strong>of</strong> pellets is<br />
measured by compressing at least 10 pellet samples (7-10 mm diameter) between parallel<br />
steel plates until <strong>the</strong>y break. The mean value for <strong>the</strong> tested pellets gives <strong>the</strong>ir compressive<br />
strength. The dried granules were <strong>the</strong>n subjected to use in sinter mix.<br />
The produced pellets were subjected to mechanical tests (Drop damage resistance test<br />
[12-14] and compressive strength tests [15].<br />
2.2.3. Reduction Procedures<br />
The reduction <strong>of</strong> produced pellets was done on <strong>the</strong>rmo gravimetric apparatus in<br />
nitrogen atmosphere (A schematic diagram <strong>of</strong> <strong>the</strong>rmo gravimetric apparatus is shown in Fig.<br />
2. It consisted <strong>of</strong> a vertical furnace, electronic balance for monitoring <strong>the</strong> weight change <strong>of</strong><br />
reacting sample and temperature controller. The sample was placed in an Alumina crucible<br />
which was suspended under <strong>the</strong> electronic balance by Ni-Cr wire. The furnace temperature<br />
was raised to <strong>the</strong> required temperature and maintained constant to ± 5 ºC. Then samples were<br />
placed in hot zone. The weight <strong>of</strong> <strong>the</strong> sample was continuously recorded at <strong>the</strong> end <strong>of</strong> <strong>the</strong> run;<br />
<strong>the</strong> samples were withdrawn from <strong>the</strong> furnace and kept in <strong>the</strong> desiccators.<br />
Fig. 2. Schematic diagram <strong>of</strong><br />
<strong>the</strong> apparatus
N.A. El Hussiny et al./Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
117<br />
___________________________________________________________________________<br />
The percentage <strong>of</strong> reduction was calculated according to <strong>the</strong> following equation<br />
number 6.<br />
Percent <strong>of</strong> reduction =[ (W o -W t ) (100)(16)/28]/ Oxyge (mass) (6)<br />
Where W o <strong>the</strong> initial mass <strong>of</strong> sample after removal <strong>of</strong> moisture.<br />
W t mass <strong>of</strong> sample after each time, t.<br />
Oxygen (mass) indicates <strong>the</strong> mass <strong>of</strong> oxygen percent in ilmenite ore concentrate in form FeO &<br />
Fe 2 O 3 and oxygen loss due to convert TiO 2 to Ti 3 O 5 .<br />
3. Results and Discussions<br />
3.1. Effect <strong>of</strong> Molasses Addition on <strong>the</strong> Properties <strong>of</strong> Green and Dried Pellets<br />
The effect <strong>of</strong> using different amount <strong>of</strong> molasses (2- 10 % molasses), with constant<br />
amount <strong>of</strong> water (9 %), on <strong>the</strong> properties <strong>of</strong> produced green and dried pellets were studied<br />
where <strong>the</strong> following conditions were kept constant (residence time in <strong>the</strong> disc pelletizer 10<br />
min, disc rotating speed 17 rpm, inclination angle <strong>of</strong> disc pelletizer 50°). Figs 3-7 indicated<br />
that as <strong>the</strong> amount <strong>of</strong> molasses increases up to 8% <strong>the</strong> productivity <strong>of</strong> <strong>the</strong> produced pellets<br />
increases. This is due to <strong>the</strong> viscosity <strong>of</strong> liquid sprayed on <strong>the</strong> pellets increased with<br />
increasing <strong>the</strong> amount <strong>of</strong> molasses.<br />
75<br />
70<br />
Productivity percentage<br />
65<br />
60<br />
55<br />
50<br />
45<br />
40<br />
0 2 4 6 8 10 12<br />
%, <strong>of</strong> molasses added<br />
Fig.3. Effect <strong>of</strong> changing molasses percentage on <strong>the</strong> productivity percentage <strong>of</strong> green pellets.<br />
The increase <strong>of</strong> molasses from 8 to 10% <strong>the</strong> productivity <strong>of</strong> <strong>the</strong> pellets decreased, this<br />
may be due to <strong>the</strong> sticky <strong>of</strong> pellets toge<strong>the</strong>r and formation <strong>of</strong> large pellets having size more<br />
than 10 mm.
118<br />
N.A. El-Hussiny et al. /Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
___________________________________________________________________________<br />
4.5<br />
4<br />
drop damage resistance.<br />
3.5<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0 2 4 6 8 10<br />
%, <strong>of</strong> molasses added.<br />
Fig. 4. Effect <strong>of</strong> changing molasses percentage on <strong>the</strong> drop damage <strong>of</strong> <strong>the</strong> green pellets (10<br />
min. pelletization time.<br />
Also it is clear that increasing <strong>the</strong> percentage <strong>of</strong> molasses increases <strong>the</strong> drop damage<br />
resistance and compressive strength <strong>of</strong> <strong>the</strong> green and dried pellets as shown in Figs 4-7. This<br />
may be attributed to <strong>the</strong> fact that increasing molasses addition leads to an increase in <strong>the</strong><br />
contact points between <strong>the</strong> particles <strong>of</strong> <strong>the</strong> ilmenite and coke breeze and a decrease in <strong>the</strong><br />
distance between <strong>the</strong>m [16].<br />
255<br />
245<br />
Crushing strength, g/pellet.<br />
235<br />
225<br />
215<br />
205<br />
195<br />
185<br />
0 2 4 6 8 10<br />
%, <strong>of</strong> molasses added.<br />
Fig. 5. Effect <strong>of</strong> changing molasses percentage on <strong>the</strong> crushing strength <strong>of</strong> <strong>the</strong> green pellets<br />
(10 min. pelletization time).
N.A. El Hussiny et al./Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
119<br />
___________________________________________________________________________<br />
120<br />
100<br />
drop damage resistance.<br />
80<br />
60<br />
40<br />
20<br />
drop no<br />
0<br />
0 2 4 6 8 10<br />
%, <strong>of</strong> molasses added.<br />
Fig. 6. Effect <strong>of</strong> changing molasses percentage on <strong>the</strong> drop damage resistance <strong>of</strong> <strong>the</strong> dry<br />
pellets after 3 days (10 min. pelletization time).<br />
650<br />
600<br />
Crushing strength, g /pellet.<br />
550<br />
500<br />
450<br />
400<br />
350<br />
300<br />
0 2 4 6 8 10<br />
%, <strong>of</strong> molasses added.<br />
Fig. 7. Effect <strong>of</strong> changing molasses percentage on <strong>the</strong> drop damage resistance <strong>of</strong> <strong>the</strong> dry<br />
pellets after 3 days (10 min. pelletization time).<br />
3.2. Effect <strong>of</strong> Time <strong>of</strong> <strong>Pelletization</strong> on <strong>the</strong> Properties <strong>of</strong> Green and Dried Pellets<br />
The effect <strong>of</strong> time <strong>of</strong> pelletization (5-25 min.), on <strong>the</strong> properties <strong>of</strong> produced green<br />
and dried pellets, were studied where <strong>the</strong> following conditions were kept constant (<strong>the</strong> amount<br />
<strong>of</strong> molasses=8% with 9% water, disc rotating speed 17 rpm, inclination angle <strong>of</strong> disc<br />
pelletizer 50°). Results illustrated in Figs. 8-12, Fig. 8 indicated that as <strong>the</strong> residence time <strong>of</strong>
120<br />
N.A. El-Hussiny et al. /Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
___________________________________________________________________________<br />
pelletization increase to 20 min <strong>the</strong> productivity <strong>of</strong> <strong>the</strong> produced pellets increases to<br />
maximum value. The decrease in productivity at time more than 20 min may be due to <strong>the</strong><br />
flushing away <strong>of</strong> some water during <strong>the</strong>ir growth. [12,17].<br />
90<br />
85<br />
Productivity percentage<br />
80<br />
75<br />
70<br />
65<br />
60<br />
55<br />
0 5 10 15 20 25 30<br />
Time <strong>of</strong> pelletization,min.<br />
Fig. 8. Effect <strong>of</strong> changing <strong>the</strong> time <strong>of</strong> pelletization on <strong>the</strong> productivity percentage <strong>of</strong> green<br />
pellets, (8% molasses added).<br />
Fig. 9 indicated that as increasing <strong>the</strong> time <strong>of</strong> pelletization more than 15 min. <strong>the</strong><br />
drop damage resistance decreased this fact may be <strong>the</strong> flashing amount <strong>of</strong> water during <strong>the</strong><br />
growth <strong>of</strong> pellets [18].<br />
6.5<br />
8% molasses added<br />
6<br />
Drop damage resistance.<br />
5.5<br />
5<br />
4.5<br />
4<br />
3.5<br />
0 5 10 15 20 25<br />
Time <strong>of</strong> pelletization, min.<br />
Fig. 9. Effect <strong>of</strong> change <strong>the</strong> time <strong>of</strong> pelletization on <strong>the</strong> drop damage resistance <strong>of</strong> green<br />
pellets
N.A. El Hussiny et al./Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
121<br />
___________________________________________________________________________<br />
Fig. 10 illustrated as <strong>the</strong> time <strong>of</strong> pelletization increase <strong>the</strong> crushing strength <strong>of</strong><br />
produced green pellets increased.<br />
Figs. 11 and 12 shows <strong>the</strong> effect <strong>of</strong> time <strong>of</strong> pelletization on <strong>the</strong> drop damage<br />
resistance and crushing strength <strong>of</strong> <strong>the</strong> dried pellets, from which it is clear that <strong>the</strong> damage<br />
resistance approximately constant and = 100 as <strong>the</strong> time <strong>of</strong> pelletization increased, while <strong>the</strong><br />
compressive resistance <strong>of</strong> dried pellets increased as <strong>the</strong> time <strong>of</strong> pelletization increased.<br />
400<br />
8% molasses added<br />
Crushing strength, g /pellet.<br />
350<br />
300<br />
250<br />
200<br />
0 5 10 15 20 25<br />
Time <strong>of</strong> pelletization, min.<br />
Fig. 10. Effect <strong>of</strong> change <strong>the</strong> time <strong>of</strong> pelletization on <strong>the</strong> crushing strength <strong>of</strong> green pellets.<br />
150<br />
8 % molasses<br />
Drop damage resistance.<br />
100<br />
50<br />
0 5 10 15 20 25<br />
Time <strong>of</strong> pelletization, min.<br />
Fig. 11. Effect <strong>of</strong> change <strong>the</strong> time <strong>of</strong> pelletization on <strong>the</strong> drop damage resistance <strong>of</strong> dry<br />
pellets for 3 days.
122<br />
N.A. El-Hussiny et al. /Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
___________________________________________________________________________<br />
800<br />
750<br />
8 % molasses.<br />
Crushing strength,g /pellet.<br />
700<br />
650<br />
600<br />
550<br />
500<br />
450<br />
0 5 10 15 20 25<br />
Time <strong>of</strong> pelletization,min.<br />
Fig. 12. Effect <strong>of</strong> change <strong>the</strong> time <strong>of</strong> pelletization on <strong>the</strong> crushing strength <strong>of</strong> dry pellets for 3<br />
days<br />
3.2.2. Effect <strong>of</strong> Temperature on <strong>the</strong> Reduction Degree<br />
Experiments were performed in <strong>the</strong> temperatures ranges <strong>of</strong> 800 to 1150 ºC. Plots <strong>of</strong><br />
<strong>the</strong> reduction percentage <strong>of</strong> ilmenite by coke breeze as a function <strong>of</strong> time are shown in Fig.<br />
13. It is clear that <strong>the</strong> reduction rates increased with increasing temperature. At high reduction<br />
temperatures (more than 1000 ºC), with increasing temperature, <strong>the</strong> oxygen removal<br />
increased. Also, it is clear that <strong>the</strong> reduction rates was faster in <strong>the</strong> first period and <strong>the</strong>n<br />
decreased at <strong>the</strong> end <strong>of</strong> period.<br />
120<br />
100<br />
800 0C<br />
900 0C<br />
1000 0C<br />
1100 0C<br />
1150 0C<br />
Reduction percentage, %.<br />
80<br />
60<br />
40<br />
20<br />
0<br />
0 20 40 60 80 100<br />
Time <strong>of</strong> reduction,min.<br />
Fig. 13. The relation between <strong>the</strong> time <strong>of</strong> reduction and reduction percentage for pellets<br />
containing 8% molasses after drying for 3 days.
N.A. El Hussiny et al./Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
123<br />
___________________________________________________________________________<br />
3.2.3. Kinetics <strong>of</strong> Reduction <strong>of</strong> <strong>Ilmenite</strong> Ore<br />
Applied model <strong>of</strong> solid-solid reaction as shown in equation number 4[19], on <strong>the</strong><br />
reduction <strong>of</strong> ilmenite ore concentrate.<br />
[1-(1-R) 0.333 ] 2 = kt (7)<br />
Where R is fractional reduction<br />
t- is time mint and k is rate constant.<br />
The results showed that this model gave straight line for all temperature as shown in Fig. 14.<br />
1<br />
0.9<br />
0.8<br />
800 0C<br />
900 0C<br />
1000 0C<br />
1100 0C<br />
1150 0C<br />
0.7<br />
(1-(1-R)^0.333)^2<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.2<br />
0.1<br />
0<br />
0 20 40 60 80 100<br />
Time <strong>of</strong> reduction,min.<br />
Fig. 14. The relation between time <strong>of</strong> reduction, min. and [1-(1-R) 0.333 ] 2 for ilmenite pellets<br />
containing 8% molasses.<br />
0<br />
-1<br />
-2<br />
Ln K<br />
-3<br />
-4<br />
-5<br />
-6<br />
-7<br />
-8<br />
-9<br />
6.5 7 7.5 8 8.5 9 9.5<br />
1/T * 10^-4<br />
Fig. 15. Relationship between ln k and 1/T for pellets containing 8% molasses and drying for<br />
3 days.<br />
The slope <strong>of</strong> <strong>the</strong>se straight lines gave <strong>the</strong> constant rate for each reduction temperature.
124<br />
N.A. El-Hussiny et al. /Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
___________________________________________________________________________<br />
The logarithms (ln) <strong>of</strong> <strong>the</strong>se constants were used to calculate <strong>the</strong> activation energies<br />
(Fig. 15). From <strong>the</strong> slope <strong>of</strong> this straight line, it was found that <strong>the</strong> activation energy <strong>of</strong> this<br />
reaction ≈ 159.4837 Kj /mole. This value corresponds solid diffusion control.<br />
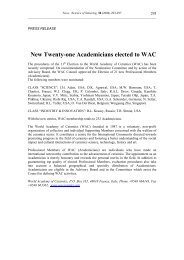
3.5.3 X-Ray Diffraction <strong>of</strong> <strong>the</strong> Reduction by Carbon<br />
X- ray diffraction <strong>of</strong> <strong>the</strong> reduction <strong>of</strong> <strong>Ilmenite</strong> pellets with carbon using molasses as<br />
binder material at 800°C, illustrated in Fig. (16). From which it is clear that <strong>the</strong> main phases<br />
are psedorutile, pseudobrookite, rutile, small amount <strong>of</strong> iron and ilmenite. This may be due to<br />
pseudorutile decomposes to pseudobrookite and rutile<br />
Fe 2 Ti 3 O 2 → Fe 2 TiO 5 + 2 TiO 2<br />
And hematite Fe 2 O 3 reduce by carbon formed CO and iron<br />
Fe 2 O 3 + 3C → 2 Fe + 3 CO<br />
And <strong>the</strong>n <strong>Ilmenite</strong> is <strong>the</strong>n reformed by recombination reduction process involving rutile.<br />
Fe 2 TiO 5 + TiO 2 + CO → 2 FeTiO 3 + CO 2<br />
X-ray diffraction <strong>of</strong> <strong>the</strong> reduction <strong>of</strong> ilmenite with carbon, using molasses as a binder at 100-<br />
1100°C, is illustrated in Fig. (16), it is clear that <strong>the</strong> main phases are pseudobrookite, rutile<br />
and iron. This may be due to Fe 2 O 3 reduced to Fe and CO according to <strong>the</strong> following reaction<br />
Fe 2 O 3 +3 C → 2 Fe + 3CO<br />
And pseudorutile is decomposes to pseudobrookite and rutile.<br />
Fe 2 Ti 3 O 9 → Fe 2 TiO 5 + 2 TiO 2<br />
Also <strong>the</strong>se results are consistent with <strong>the</strong> reaction <strong>of</strong> <strong>Ilmenite</strong> to metallic iron and rutile<br />
according to <strong>the</strong> general mechanism [20]<br />
FeTiO 3 + CO → Fe + TiO 2 + CO 2<br />
1150 0C c<br />
a = pseudorutile<br />
b = rutile<br />
e = pseudobrokite<br />
d e b d b<br />
e<br />
e e d d b<br />
e e e e<br />
e b<br />
b<br />
e<br />
c = iron<br />
d = ilmenite<br />
e<br />
1100 0C<br />
d<br />
c<br />
e b<br />
e<br />
b<br />
e<br />
1000 0C<br />
b<br />
e<br />
c<br />
e<br />
e<br />
e<br />
d<br />
d<br />
e<br />
b b<br />
d<br />
d e<br />
d e<br />
b<br />
d d<br />
b e e d e<br />
e<br />
b<br />
800 0C<br />
a<br />
d<br />
b<br />
a<br />
d<br />
be<br />
b a<br />
c<br />
d<br />
d a<br />
b a b b<br />
a<br />
a d<br />
b d<br />
30<br />
40<br />
50<br />
60<br />
70<br />
2Q<br />
Fig. 16. X-ray diffraction <strong>of</strong> <strong>the</strong> reduced ilmenite with coke breeze pellets at different<br />
temperature.
N.A. El Hussiny et al./Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
125<br />
___________________________________________________________________________<br />
4. Conclusions<br />
1. The amount <strong>of</strong> molasses added to <strong>the</strong> mixture <strong>of</strong> ilmenite and coke breeze during <strong>the</strong><br />
pelletization played a very important role on <strong>the</strong> quality <strong>of</strong> <strong>the</strong> green and dried<br />
pellets. The productivity <strong>of</strong> green pellets -10+7 mm increased as <strong>the</strong> amount <strong>of</strong><br />
molasses increased up to 8 %.<br />
2. As <strong>the</strong> time <strong>of</strong> pelletization increase to certain time <strong>the</strong> quality <strong>of</strong> <strong>the</strong> produced<br />
pellets improved.<br />
3. The reduction rates increased with increasing temperature.<br />
4. The activation energy <strong>of</strong> <strong>the</strong> carbo<strong>the</strong>rmic process <strong>of</strong> <strong>the</strong> pellets <strong>of</strong> ilmenite and coke<br />
breeze using molasses as a binder in nitrogen atmosphere ≈ 159.4837 kJ /mole .<br />
5. References<br />
1. M.B Rapoport and V.M. Kozlov , Zhur . Priklad . Kim ,24, (1961),734.<br />
2. M.I. El-Guindy and , W.G.Davenport, 1970, Kinetics and mechanism <strong>of</strong> ilmenite<br />
reduction with graphite, Metallurgical and materials Transactions B, 1, 6, (1970),<br />
1729-1734.<br />
3. K. Taiouk , Y. Kyu Jong , J.Korean Inst.Metall, 16,2, (1978),80.<br />
4. K . Suresh Gupta ,V. Rajakumar, P.Grieveson Kinetic <strong>of</strong> reduction <strong>of</strong> ilmenite with<br />
graphite at 1000 to 1100 o C , Metallurgical Transactions B, 18, 4 , (1987), 713-718.<br />
5. Liwen-bing, Yuan Zhang-fu, Xu Cong, Pun Yi-fang, and Wang Diao-qiang, 2005,<br />
Effect <strong>of</strong> temperature on carbo<strong>the</strong>rmic reduction <strong>of</strong> ilmenite, Journal <strong>of</strong> iron and<br />
steel International, 12, 4,(2005), 1-5<br />
6. C.S. Kucukkaragoz, and R.H., Eric, 2006, Solid state reduction <strong>of</strong> a natural ilmenite,<br />
Minerlas Engineering, 19, 3,( 2006) , 334-337.<br />
7. P.S.T., Sai,, Evaluation <strong>of</strong> Ma<strong>the</strong>matical Models for <strong>the</strong> Reduction <strong>of</strong> <strong>Ilmenite</strong> with<br />
Char in a Rotary Reactor, Indian Chemical Engineer, 50, 4, (2008) 312-322.<br />
8. A.A Francis.and A.A El-Midany, An assessment <strong>of</strong> <strong>the</strong> carbo<strong>the</strong>rmic reduction <strong>of</strong><br />
ilmenite ore by statistical design , journal <strong>of</strong> materials processing technology , 199,<br />
1-3,(2008), 279-286.<br />
9. Yu-ming Wang, Zhang-fu Yuan, Zhan-cheng Guo, Qiang-qiang Tan, Zhao-yi Li,<br />
and Wei-zhong Jiang, Reduction mechanism <strong>of</strong> natural ilmenite with graphite,<br />
Transactions <strong>of</strong> Nonferrous Metals Society <strong>of</strong> China, 18, 4, (2008), 962-968.<br />
10. El-Hussiny, N.A., Lasheen, T.A., and Shalabi, M.E.H., 2008, Kinetic reduction <strong>of</strong><br />
Rossetta ilmenite with coke breeze and befication <strong>of</strong> <strong>the</strong> product, journal <strong>of</strong> ore<br />
dressing, . 9, 18, (2008), 8-16.<br />
11. Dewan Mohammad . Zhang Guangqing and Ostrovski Oleg,2009,Carbo<strong>the</strong>rmal<br />
Reduction <strong>of</strong> a Primary <strong>Ilmenite</strong> Concentrate in Different Gas Atmospheres<br />
,Metallurgical and Materials Transactions B, 41, 1, (2010) , 182-192.<br />
12. K Meyer Kurt., 1980, <strong>Pelletization</strong> <strong>of</strong> Iron Ores, Springe:Verlag. Berlin, Heidelberg,<br />
(1980)<br />
13. S.P.E. Forsmo, , A.J. Apelqvist, B.M.T. Björkman and P.O. Samskog, Binding<br />
mechanisms in wet iron ore green pellets with a bentonite binder, Powder<br />
Technology 169,(2006), 147-158.<br />
14. S.P.E. Forsmo, P.O., Samskog , and B.M.T. Björkman, A study on plasticity and<br />
compression strength in wet iron ore green pellets related to real process variations<br />
in raw material fineness, Powder Technology 181,(2008). 321-330.<br />
15. Annual Book <strong>of</strong> ASTM Standards, ASTM E 382," Standard Test Method for<br />
Determination <strong>of</strong> Crushing Strength <strong>of</strong> Iron Ore Pellets".
126<br />
N.A. El-Hussiny et al. /Science <strong>of</strong> Sintering, 44 (2012) 113-126<br />
___________________________________________________________________________<br />
16. B.K. Dhup .and S. Sarkar , TISCO, 17 , 4, (1970) 139-143.<br />
17. M. Naque Zahiral , M. Abouzeid Abdel Zahir , January,1993), Bulletin <strong>the</strong> Faculty<br />
<strong>of</strong> Engineering Assiut University , 21, 1, (January,1993), 147- 156.<br />
18. Fatma Moustafa Mohamed, Ph.D, Thesis, Chemistry department , Faculty <strong>of</strong><br />
Science, Cairo University , Beni-Suess Branch, Egypt,( 2000). .<br />
19. Jander W., and Anorg Z., Allg.chem,1927, 163,1.<br />
20. Jones D.G.,1975, J.Appl.chem.Biotechnol, Vol.25, PP.561-582,<br />
Садржај: Различити молски односи руде илменита (гвожђе и титанијум) и кокса као<br />
редукционог средства су испресовани и изучавани у овом раду. Испресци добијени под<br />
оптималним условима су редуковани у атмосфери азота у температурском интервалу<br />
800 – 1150 o C да би се одредио контролни механизам. Резултати указују на то да<br />
брзина редукције расте са порастом температуре и да је контролни механизам<br />
реакције, реакција у чврстој фази.<br />
Кључне речи: Илменит – кинетика редукције- испресци, редукција илменита коксом.