CO2 Emission Comparison between Coal-based Direct Reduction ...
CO2 Emission Comparison between Coal-based Direct Reduction ...
CO2 Emission Comparison between Coal-based Direct Reduction ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
International Symposium on Ironmaking for Sustainable Development, 28-29 January. 2010, Osaka, Japan<br />
<strong>CO2</strong> <strong>Emission</strong> <strong>Comparison</strong> <strong>between</strong> <strong>Coal</strong>-<strong>based</strong> <strong>Direct</strong> <strong>Reduction</strong> Process and<br />
Conventional Blast Furnace Process<br />
Kyoichiro FUJITA 1 , Takao HARADA 1 , Haruyasu MICHISHITA 1 and Hidetoshi TANAKA 2<br />
1 Technology & Process Engineering Department, Technology Center, Iron Unit Division, Kobe Steel, LTD.<br />
2 Iron Unit Division, Kobe Steel, LTD.<br />
Abstract<br />
In producing pig iron, the <strong>CO2</strong> emissions from the<br />
ITmk3 ® process are compared with those from conventional<br />
blast furnace from the view point of LCA.<br />
Also, in producing steel, the <strong>CO2</strong> emissions from ITmk3-<br />
EAF are compared with those from BF-BOF. <strong>Comparison</strong><br />
is made with the cases with scrap and without scrap usage.<br />
Due to the significant <strong>CO2</strong> reduction by higher scrap usage<br />
ratio, steelmaking by EAF takes significant advantage of<br />
<strong>CO2</strong> emissions over BF-BOF, which can be enhanced by<br />
the pure iron unit supplied by ITmk3.<br />
Key words<br />
<strong>Direct</strong> <strong>Reduction</strong>, ITmk3, Rotary Hearth Furnace,<br />
Iron nuggets, EAF, carbon, <strong>CO2</strong> emissions, global warming,<br />
greenhouse gas<br />
1. Introduction<br />
World crude steel production has been increasing and<br />
exceeded 1.3 billion tons in 2007. Although it slightly<br />
decreased in 2008 due to the recession caused by the<br />
financial crises originated in USA, sign of the recovery can<br />
be observed in latter half of 2009. Furthermore considering<br />
expectation of future increase of steel demand especially in<br />
developing countries, it is expected that world crude steel<br />
production will be steadily and continuously increased from<br />
now on.<br />
On the other hand, reduction of greenhouse gas emissions<br />
including carbon dioxide (<strong>CO2</strong>) is being required worldwide<br />
to prevent global warming. It was reported that industrial<br />
output accounts for 21% of global <strong>CO2</strong> emissions and steel<br />
industry emits about 15% of emissions within the industrial<br />
sector. 1) Therefore, diffusion of lower <strong>CO2</strong> emission<br />
steelmaking technologies will be necessary to achieve<br />
sustainable steel industry in future.<br />
The current mainstream ironmaking technology is the blast<br />
furnace process which requires coke ovens and sintering<br />
plants that consume a large amount of energy and place a<br />
burden on the environment.<br />
On the other hand, gas-<strong>based</strong> direct reduction processes<br />
such as the MIDREX ® Process are one of the alternatives to<br />
blast furnace ironmaking. The <strong>CO2</strong> emissions from the<br />
technologies are much less than those from BF. The locations<br />
are, however, limited to where natural gas is economically<br />
available.<br />
On this background, demand is growing for new<br />
ironmaking processes of following advantages.<br />
-Lower production and capital cost<br />
-Utilization of a wide variety of raw materials and fuels<br />
-Lower energy consumption and environmental load<br />
In response to this demand, the coal-<strong>based</strong> direct reduction<br />
ironmaking process, ITmk3 (Ironmaking Technology mark<br />
III), has been developed by Kobe Steel, LTD. The first<br />
commercial plant is getting started its operation in USA.<br />
In this paper, we estimate and compare the <strong>CO2</strong> emissions<br />
from ITmk3 and conventional blast furnace in the pig iron<br />
producing process and the steel producing process.<br />
2. Calculation basis of <strong>CO2</strong> emissions from ITmk3<br />
2.1 Process flow of ITmk3<br />
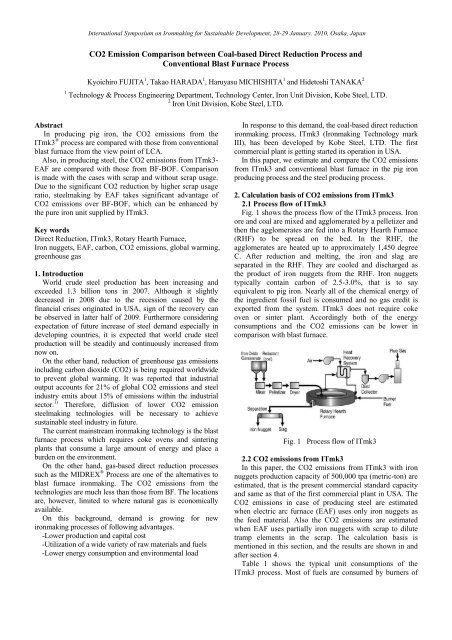
Fig. 1 shows the process flow of the ITmk3 process. Iron<br />
ore and coal are mixed and agglomerated by a pelletizer and<br />
then the agglomerates are fed into a Rotary Hearth Furnace<br />
(RHF) to be spread on the bed. In the RHF, the<br />
agglomerates are heated up to approximately 1,450 degree<br />
C. After reduction and melting, the iron and slag are<br />
separated in the RHF. They are cooled and discharged as<br />
the product of iron nuggets from the RHF. Iron nuggets<br />
typically contain carbon of 2.5-3.0%, that is to say<br />
equivalent to pig iron. Nearly all of the chemical energy of<br />
the ingredient fossil fuel is consumed and no gas credit is<br />
exported from the system. ITmk3 does not require coke<br />
oven or sinter plant. Accordingly both of the energy<br />
consumptions and the <strong>CO2</strong> emissions can be lower in<br />
comparison with blast furnace.<br />
Fig. 1 Process flow of ITmk3<br />
2.2 <strong>CO2</strong> emissions from ITmk3<br />
In this paper, the <strong>CO2</strong> emissions from ITmk3 with iron<br />
nuggets production capacity of 500,000 tpa (metric-ton) are<br />
estimated, that is the present commercial standard capacity<br />
and same as that of the first commercial plant in USA. The<br />
<strong>CO2</strong> emissions in case of producing steel are estimated<br />
when electric arc furnace (EAF) uses only iron nuggets as<br />
the feed material. Also the <strong>CO2</strong> emissions are estimated<br />
when EAF uses partially iron nuggets with scrap to dilute<br />
tramp elements in the scrap. The calculation basis is<br />
mentioned in this section, and the results are shown in and<br />
after section 4.<br />
Table 1 shows the typical unit consumptions of the<br />
ITmk3 process. Most of fuels are consumed by burners of
International Symposium on Ironmaking for Sustainable Development, 28-29 January. 2010, Osaka, Japan<br />
RHF. The heat of exhaust gas can be utilized to preheat<br />
burner air and dryer air through the heat exchanger. A<br />
steam boiler/turbine package is also applied to generate<br />
electric power. For estimating the <strong>CO2</strong> emissions derived<br />
from coal and LNG, we referred to unit heat value and<br />
carbon emission factor of various fuels as shown in Table 2<br />
which was defined by Ministry of the Environment of Japan<br />
in 2007 2) as a guideline to assess <strong>CO2</strong> emissions.<br />
Table 1 Unit consumptions of ITmk3 process<br />
Consumption<br />
[Unit/t-Ng*]<br />
<strong>CO2</strong> emission<br />
[kg-<strong>CO2</strong>/t-Ng*]<br />
Reductant <strong>Coal</strong> 500 kg 1,298<br />
Others ** -<br />
100<br />
Fuel (LNG) 4.6 GJ 230<br />
Total -<br />
1,627<br />
Power 200 kWh -<br />
Recovery Power -250 kWh -<br />
* “t-Ng” stands for “ton iron nuggets”.<br />
** Additives such as limestone.<br />
Power 3%<br />
Preheated air<br />
19%<br />
Fuel gas<br />
20%<br />
<strong>Coal</strong><br />
58%<br />
× Power generation efficiency<br />
ITmk3<br />
Heat recovery for<br />
preheated air<br />
19%<br />
RHF offgas loss 8%<br />
Pellet drying process 8%<br />
Power for ITmk3<br />
9%<br />
Heat recovery for power generation<br />
11%<br />
Ironmaking process<br />
44%<br />
Nugget/Slag cooling 7%<br />
Heat Loss 3%<br />
Fig. 2 Energy Balance of ITmk3<br />
Power for others<br />
2%<br />
The electric-power-related <strong>CO2</strong> emissions and credits<br />
vary depending on the countries where the plant is located,<br />
therefore we referred to data of the Federation of electric<br />
power companies of Japan for the case installed in Japan,<br />
and referred to “energy balance of OECD countries in<br />
2005-2006” for the case installed in other countries. Each<br />
carbon emission factor is shown in Table 3.<br />
Table 2 : Unit heat value and carbon emission factor of<br />
various fuels<br />
Unit C emission<br />
heat value factor<br />
[MJ/kg] [g-C/MJ]<br />
M etallurgical <strong>Coal</strong> 28.9 24.5<br />
Pulverized <strong>Coal</strong> 28.9 24.5<br />
Coke 30.1 29.4<br />
Heavy Oil - C 41.7 19.5<br />
[MJ/Nm3] [g-C/MJ]<br />
LNG 54.5 13.5<br />
COG 21.1 11.0<br />
BFG 3.41 26.6<br />
LDG 8.41 38.4<br />
Unit consumptions shown in Table 4 3) were used to<br />
estimate the <strong>CO2</strong> emissions from EAF steelmaking. Iron<br />
nuggets contain carbon of typically 2.5-3.0%, so its<br />
combustion heat can be used in EAF to save its power<br />
consumption. Calculations in this paper were made with<br />
2.5% carbon contained in iron nuggets.<br />
Table 3 : Carbon emission factor of electric power<br />
Country France Canada Japan Italy UK Germany USA<br />
<strong>CO2</strong> emission factor<br />
[kg-<strong>CO2</strong>/kWh]<br />
0.08 0.19 0.39 0.44 0.50 0.54<br />
Table 4 : Unit Consumption of EAF<br />
Consuming items<br />
Unit<br />
Resource for EAF<br />
Nugget 100% Scrap 100%<br />
Electrode kg-C/t-steel 2.5 2.5<br />
Recarburizer kg-C/t-steel 0.0 9.5<br />
Lime (12% Carbon) kg-C/t-steel 3.6 3.6<br />
Total 6.1 15.5<br />
Oxygen * Nm3/t-s 20 26<br />
Melting kWh/t-steel 388 388<br />
Auxiliary kWh/t-steel 55 55<br />
Oxygen * kWh/t-steel 10 13<br />
Savings by carbon in nuggets kWh/t-steel -44 0<br />
Total 409 456<br />
Note) Unit consumptions of iron nuggets 100% case were partly revised<br />
from the original considering property of iron nuggets.<br />
3. Calculation basis of <strong>CO2</strong> emissions from Blast furnace<br />
Energy balance of blast furnace (BF) including coke oven,<br />
sinter plant, and basic oxygen furnace (BOF) used in<br />
estimation here is as shown in Table 5. These figures<br />
referred to energy balance flow of the model complex iron<br />
steel works in Japan of which steel production capacity is<br />
6,000,000 tpa. Table 6 shows the mass balance calculated<br />
by Table 2 and Table 5. IEA has reported that the energy<br />
efficiency of the Japanese ironmaking industry is higher<br />
than those of other countries. Accordingly estimated <strong>CO2</strong><br />
emissions from steel works in most of other countries must<br />
be larger than the results in this paper.<br />
Table 5 Energy balance of BF-BOF [MJ/ton-steel]<br />
Coke Oven Sinter Blast Furnace BOF<br />
<strong>Coal</strong> 22,324 Coke 1,144 Coke 13,018 Pig Iron 10,277<br />
Fuel 1,490 Fuel 1,301 PCI 3,955 Fuel 165<br />
Power 160 Lime * (189kg) Power 1,259 Lime * (59kg)<br />
Fuel 2,207<br />
Ore 7<br />
Sinter 399<br />
Lime * (2.3kg)<br />
In Total 23,974 In Total 2,445 In Total 20,845 In Total 10,442<br />
Coke 14,162 Sinter 399 Pig Iron 10,227 Steel 8,476<br />
COG 5,276 Steam 231 Pig for sale 788 LDG 1,095<br />
Chemicals 2,613 Waste heat 1,884 Slag 513 Slag 113<br />
CDQ steam 843 BFG 5,974 Steam 37<br />
Waste heat 1,174 Condense 1019 Waste heat 716<br />
TRT 127<br />
Waste heat 2,242<br />
Out Total 24,068 Out Total 2,514 Out Total 20,890 Out Total 10,437<br />
Consumed Consumed Consumed Consumed<br />
Power 160 Power * 576 Power 1,259 Power * 728<br />
Source) With symbol of “*” : The iron and steel institute of Japan *3)<br />
Without symbol of “*” : The iron and steel institute of Japan *4)<br />
IN<br />
OUT<br />
The <strong>CO2</strong> emissions derived from fuel and power<br />
consumptions in BF were estimated with Table 2 and Table 3.<br />
Efficiency of 35% was used for calculating kWh power<br />
generated by CDQ, TRT, steam and surplus by-product gas.<br />
In the referred energy balance flow, 8% of pig iron<br />
discharged from blast furnace is not fed into BOF but goes<br />
0.56
International Symposium on Ironmaking for Sustainable Development, 28-29 January. 2010, Osaka, Japan<br />
outside of the total balance, for outside usage, therefore each<br />
figure except BOF in Table 5 multiplied by 0.92 were used to<br />
calculate the <strong>CO2</strong> emissions for steelmaking.<br />
Table 6<br />
Mass balance of blast furnace<br />
Coke Oven Sinter Blast Furnace<br />
BOF<br />
<strong>Coal</strong> 772 kg Coke 38 kg Coke 432 kg LDG 2 20 Nm3<br />
COG 1 31 Nm3 BFG 2 382 Nm3 PCI 137 kg Lime 59 kg<br />
BFG 1 234 Nm3 Lime 189 kg COG 1 26 Nm3<br />
LDG 1 4Nm3 BFG 1 436 Nm3<br />
LDG 1 20 Nm3<br />
Lime 2 kg<br />
Coke 470 kg BFG 1,752 Nm3 LDG 130 Nm3<br />
COG 250 Nm3<br />
Chemicals 3 63 kg<br />
Note)<br />
1 Ratios of COG, BFG and LDG are referred to Reference * 3).<br />
2 Type of fuel gas is assumed.<br />
3 Chemicals are assumed to be heavy-oil of class-C (fuel oil).<br />
OUT IN<br />
4. <strong>Comparison</strong> <strong>between</strong> ITmk3 and Blast furnace in<br />
producing pig iron<br />
4.1 Simple comparison <strong>between</strong> ITmk3 and BF<br />
Table 7 shows the <strong>CO2</strong> emissions from ITmk3 and BF to<br />
produce pig iron in various countries, which have different<br />
carbon emission factors of electric power (<strong>CO2</strong> emissions per<br />
kWh) as shown in Table 3. The <strong>CO2</strong> emissions from BF<br />
include those from coke oven and sinter plant. The <strong>CO2</strong><br />
emissions from ITmk3 are less than those from BF in all of<br />
these countries by 8 - 17 %. Considering that the product<br />
capacity of ITmk3 is much smaller than that of blast furnace,<br />
it is comprehended that the ITmk3 process is significantly<br />
efficient and environmental friendly.<br />
Table 7 : <strong>CO2</strong> emission from ITmk3 and BF in producing<br />
pig iron<br />
Blast Furnace<br />
ITmk3<br />
[kg-<strong>CO2</strong>/t-pig]<br />
[kg-<strong>CO2</strong>/t-pig]<br />
ITmk3<br />
Source of <strong>CO2</strong><br />
Source of <strong>CO2</strong><br />
Consumed Recovered<br />
Fuels*<br />
Fuels*<br />
Consumed<br />
/BF<br />
Sum<br />
Recovered Sum<br />
Power Power**<br />
Power Power<br />
France 1,995 14 -51 1,957 1,627 16 -20 1,623 -17%<br />
Canada 1,995 33 -122 1,906 1,627 38 -47 1,618 -15%<br />
Japan 1,995 67 -250 1,812 1,627 78 -98 1,608 -11%<br />
Italy 1,995 75 -282 1,788 1,627 88 -110 1,605 -10%<br />
UK 1,995 86 -320 1,760 1,627 100 -125 1,602 -9%<br />
German 1,995 93 -346 1,742 1,627 108 -135 1,600 -8%<br />
USA 1,995 96 -358 1,732 1,627 112 -140 1,599 -8%<br />
* <strong>CO2</strong> emissions by consumed coal, fuel and additives, considering <strong>CO2</strong> credit by<br />
recovered chemicals<br />
** It was assumed that all of surplus by-product gas and generated steam are used for<br />
power generation with 35% efficiency.<br />
The lower carbon emission factor of power is, the more<br />
advantages ITmk3 takes. Recently, especially in advanced<br />
countries like Europe, the power generation process emitting<br />
less <strong>CO2</strong> by using nuclear power or renewable energy is<br />
preferred due to <strong>CO2</strong> issue. As this trend spreads worldwide<br />
and such process replaces existing coal or gas fired power<br />
plant, the average unit <strong>CO2</strong> emissions per kWh will decrease.<br />
It is supposed that the <strong>CO2</strong> emissions from ITmk3 will be<br />
getting even lower than BF as this happens all over the world<br />
in future.<br />
4.2 <strong>Comparison</strong> <strong>between</strong> ITmk3 and BF from the<br />
viewpoint of LCA (life cycle assessment)<br />
One of advantageous business structures of ITmk3 is that<br />
ITmk3 is located in a mining site and steel mills import iron<br />
nuggets from there. In this structure, the <strong>CO2</strong> emissions<br />
derived from transportation of raw materials can be highly<br />
decreased compared with blast furnace route, because slag<br />
and ash content as well as moisture and oxygen in ore and<br />
coal are removed at a mining site through ITmk3.<br />
Consequently fuel consumption for transportation can be<br />
decreased. We therefore compared <strong>CO2</strong> emissions from each<br />
process from the view point of LCA (life cycle assessment).<br />
In this paper following two cases were compared as shown in<br />
Fig. 3. One is that Japanese steel mills receive iron nuggets<br />
from ITmk3 in USA mining site to produce steel in Japan.<br />
The other is that Japanese BF steel mills import all of ore and<br />
coal. It shows that ITmk3 can reduce <strong>CO2</strong> emissions by as<br />
much as 15%.<br />
<strong>Coal</strong><br />
Ore<br />
<strong>CO2</strong> : 8 kg/t-Ng<br />
<strong>Coal</strong><br />
Ore<br />
Mining Site<br />
<strong>CO2</strong> : 35 kg/t-pig<br />
<strong>CO2</strong> : 68 kg/t-pig<br />
<strong>CO2</strong>:1599kg/t-Ng<br />
ITmk3<br />
Iron Nugget<br />
Custommer Site<br />
<strong>CO2</strong>:1812kg/t-pig<br />
Coke Oven<br />
Sinter<br />
Blast Furnace<br />
Total <strong>CO2</strong> emission = 1915 kg-<strong>CO2</strong>/ts<br />
<strong>CO2</strong>:25kg/ts<br />
BOF<br />
Customer<br />
(EAF)<br />
Total <strong>CO2</strong> emission = 1632 kg-<strong>CO2</strong>/Nugget<br />
Fig. 3 <strong>CO2</strong> emission comparison considering LCA<br />
5. <strong>Comparison</strong> <strong>between</strong> ITmk3 and Blast furnace in<br />
producing steel<br />
5.1 Steelmaking without scrap<br />
It is most likely that iron nuggets produced by ITmk3 will<br />
be used together with scrap in EAF. Although it is not the<br />
usual practice, we have calculated the <strong>CO2</strong> emissions from<br />
ITmk3-EAF <strong>based</strong> on 100% iron nuggets feeding to EAF, as<br />
the comparison with BF-BOF. Table 8 shows the result. In<br />
France and Canada where carbon emission factors are low,<br />
the <strong>CO2</strong> emissions from ITmk3 are less than those from BF-<br />
BOF by 12 – 17%. In other countries <strong>CO2</strong> emissions from<br />
ITmk3-EAF are almost equivalent to those from BF-BOF.<br />
5.2 Steelmaking with scrap and iron nuggets as pure<br />
iron unit in EAF<br />
For the discussion of EAF steelmaking we need to address<br />
the issue of tramp elements contained in scrap. This is<br />
especially important when EAF aims at high grade steel<br />
product or when good quality scrap is not available.<br />
Impurities such as copper and tin in scrap cannot be removed<br />
through processing at EAF. Therefore, it is common practice<br />
to dilute tramp elements by using pure iron unit such as pig<br />
iron or direct reduced iron together with scarp in EAF.<br />
ITmk3 iron nuggets can be used in the same way, because of<br />
the similar chemical composition to pig iron.<br />
The usage ratio of pure iron unit varies depending on the<br />
target product quality and the available scrap quality at each<br />
EAF. To our best knowledge on the typical operation practice<br />
in Japan and USA, the most efficient usage ratio of iron<br />
nuggets is in the range of 20-40% as pure iron unit, and then<br />
the rest is scrap (80-60%).<br />
On the other hand, it is known that the applicable scrap<br />
usage ratio at BF-BOF is 20% at highest, according to the
International Symposium on Ironmaking for Sustainable Development, 28-29 January. 2010, Osaka, Japan<br />
restriction of raw material charging system configuration at<br />
BF and excess heat available at BOF.<br />
The <strong>CO2</strong> emissions from ITmk3-EAF in producing steel<br />
with scrap and iron nuggets have been estimated. Fig. 4<br />
shows the comparison <strong>between</strong> the <strong>CO2</strong> emissions from<br />
ITmk3-EAF and those from BF-BOF, where the applicable<br />
range of scrap usage ratio is 0-20% for BF-BOF and 60-80%<br />
for ITmk3-EAF. It shows the <strong>CO2</strong> emissions from ITmk3-<br />
EAF are around 50% of those from BF-BOF, thanks to the<br />
higher scrap usage ratio applicable to EAF. Further, similar<br />
tendency is observed regardless of the plant location or<br />
carbon emission factor of electric power.<br />
Table 8 : <strong>CO2</strong> emissions from ITmk3-EAF and BF-BOF<br />
in producing steel without scrap<br />
BF-BOF<br />
ITmk3<br />
[kg-<strong>CO2</strong>/t-steel]<br />
[kg-<strong>CO2</strong>/t-steel]<br />
ITmk3<br />
Source of <strong>CO2</strong><br />
Source of <strong>CO2</strong><br />
Fuels*<br />
Consumed<br />
/BF<br />
Recovered Sum Fuels Consumed Recovered Sum<br />
Power Power**<br />
* Power Power<br />
France 2,103 20 -61 2,062 1,691 49 -20 1,720 -17%<br />
Canada 2,103 47 -144 2,006 1,691 117 -49 1,759 -12%<br />
Japan 2,103 97 -297 1,904 1,691 240 -100 1,831 -4%<br />
Italy 2,103 110 -335 1,878 1,691 270 -113 1,849 -2%<br />
UK 2,103 125 -380 1,848 1,691 307 -128 1,870 1%<br />
German 2,103 135 -411 1,827 1,691 332 -138 1,885 3%<br />
USA 2,103 140 -426 1,817 1,691 344 -144 1,892 4%<br />
* <strong>CO2</strong> emissions by consumed coal, fuel and additives, considering <strong>CO2</strong> credit by<br />
recovered chemicals<br />
** It was assumed that all of surplus by-product gas and generated steam are used for<br />
power generation with 35% efficiency.<br />
<strong>CO2</strong> emissions [kg-<strong>CO2</strong>/t-molten iron]<br />
2,000<br />
1,800<br />
1,600<br />
1,400<br />
1,200<br />
1,000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
Applicable scrap<br />
usage range for<br />
BF-BOF<br />
BF-BOF<br />
ITmk3-EAF<br />
0 10 20 30 40 50 60 70 80 90 100<br />
Ratio of scrap [%]<br />
Efficient iron nugget usage<br />
range as pure iron unit for EAF<br />
ITmk3 : Located in USA<br />
EAF : Located in Japan<br />
BF-BOF : Located in Japan<br />
Fig. 4 : <strong>CO2</strong> emissions in steelmaking with applicable<br />
scrap usage ratio<br />
Fig 5 shows the comparison in Japan and USA. Since the<br />
<strong>CO2</strong> emissions per kWh in USA is 40% higher than those in<br />
Japan according to the carbon emission factor in Table 3, the<br />
<strong>CO2</strong> credit of electric power made by surplus energy at BF-<br />
BOF becomes bigger in USA than Japan. It gives lower <strong>CO2</strong><br />
emissions from BF-BOF than ITmk3-EAF with 100% iron<br />
nuggets in USA. The impact by scarp usage, however, is<br />
much bigger than location factor. As fundamental approach,<br />
higher scrap usage will be the key to reduce <strong>CO2</strong> emissions<br />
at steelmaking.<br />
<strong>CO2</strong> emission [kg-<strong>CO2</strong>/t-steel]<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
1,904 1,817<br />
1,831 1,892<br />
182 251<br />
1,904 1,817<br />
873 944<br />
Japan<br />
BF-BOF<br />
USA<br />
1,649<br />
1,640<br />
ITmk3-EAF<br />
Nugget 100% use<br />
EAF<br />
ITmk3<br />
214 288<br />
660 656<br />
ITmk3-EAF<br />
Nugget 40% use<br />
554 628<br />
224 300<br />
330 328<br />
Japan USA Japan USA Japan USA<br />
ITmk3-EAF<br />
Nugget 20% use<br />
Fig. 5 : <strong>CO2</strong> emissions in steelmaking in various case<br />
6. Conclusion<br />
According to above, it is concluded as follows.<br />
1) In producing pig iron, ITmk3 has advantage over large<br />
scale BF in Japan of which energy efficiency is the highest in<br />
the world. The advantage will be even bigger over small<br />
scale BF typically being operated in inland areas of Asian<br />
countries such as China and India. So, the significant <strong>CO2</strong><br />
reduction is expected by replacing the small BF with ITmk3<br />
in such areas, where it is difficult to apply large BF due to the<br />
logistics and infrastructure problem.<br />
2) In producing steel, the <strong>CO2</strong> emissions from ITmk3-EAF<br />
can be significantly reduced with the higher scrap usage ratio<br />
applicable at EAF. This is because amount of consumed<br />
energy and <strong>CO2</strong> emissions to convert scrap to steel is much<br />
less than those to convert iron ore to steel. Iron nuggets<br />
produced by ITmk3 enable EAF to produce higher quality<br />
steel by diluting the tramp elements derived from scrap.<br />
ITmk3 promotes the dynamic shift of steelmaking process<br />
from BF-BOF to scrap <strong>based</strong> EAF, which achieves the<br />
dramatic <strong>CO2</strong> reduction as much as 50%.<br />
3) <strong>CO2</strong> reduction in the electric power generation industry<br />
is desired and supposed to be enhanced in near future by<br />
using nuclear power and renewable energy. It will be more<br />
preferable to use the electric power generated by such<br />
efficient power plants than to use electric power generated by<br />
their surplus energy from the <strong>CO2</strong> emissions point of view.<br />
The ITmk3-EAF process will take advantage of the trend in<br />
steelmaking, since it dose not generate surplus energy.<br />
References<br />
1) T.Smith:Steel Times International (Nov/Dec 2007),<br />
p.56.<br />
2) Ministry of the Environment of Japan : Accounting<br />
guideline of greenhouse gas emissions, (2007), P.11-<br />
12<br />
3) ISIJ Basic research group : Inhibition of carbon<br />
dioxide gas and the future of ironmaking process<br />
(1993).<br />
4) ISIJ Heat economy technology committee : Research<br />
of next generation <strong>CO2</strong> reduction technologies (2007),<br />
p.97-99