

Download the September/October 1991 Issue in PDF format - Gear ...
Download the September/October 1991 Issue in PDF format - Gear ...
Download the September/October 1991 Issue in PDF format - Gear ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
2) Workpieces whose critical Ioeat<strong>in</strong>g<br />
elements have not been identified and qualified<br />
to a compatible capability level will<br />
cause <strong>the</strong> statisticalevaluation to fail. Bore<br />
geom.etry variation impact lead, <strong>in</strong>volute,<br />
and radial runout error.<br />
3) Little bore geometry error means less<br />
lead, <strong>in</strong>volate, and radial ranout variation.<br />
4) Little axial face runout error means less<br />
lead, <strong>in</strong>volute. and radial ranout error. Fig.<br />
S iljustrates <strong>the</strong> effect o,f face wobble <strong>in</strong><br />
determ<strong>in</strong><strong>in</strong>g lead variation.<br />
5) Greater bore geometry error means less<br />
contact between <strong>the</strong> mach<strong>in</strong>e workhold<strong>in</strong>g<br />
fixtur,e and <strong>the</strong> actual bore of <strong>the</strong> gear ..<br />
6) Less contact berweea mach<strong>in</strong>e workhold<strong>in</strong>g<br />
and <strong>the</strong> actual. bore of gear means greater<br />
lead, <strong>in</strong>volute, and radiel runout variation.<br />
7) Less random variation of number and magnitude<br />
of bare geemetry errors from part to part<br />
and throughout a given sample of parts means<br />
lead, <strong>in</strong>volute, and radi~ runout variation shall<br />
be :<strong>in</strong>."statistical control."<br />
8) A greater random variation of number<br />
and magnitude o[l:>o·]',etI,eometry errors from<br />
part to part and throughout a. given sample<br />
~f parts .. means lead, <strong>in</strong>volute, and radial<br />
runout variation shall be less "staristicalty<br />
capable."<br />
For <strong>in</strong>spection workpiece/workhol.d<strong>in</strong>g<br />
repeatabijity <strong>the</strong> e <strong>in</strong>herent variable can<br />
be implied from <strong>the</strong> foUow<strong>in</strong>g statements:<br />
1) At best, <strong>in</strong>spection workhold<strong>in</strong>g "approximates"<br />
<strong>the</strong> mach<strong>in</strong>e workhold<strong>in</strong>g axis<br />
of rotation,<br />
2), There is always a difference between mach<strong>in</strong>e<br />
work:hoId<strong>in</strong>gand<br />
<strong>in</strong>spection workhold<strong>in</strong>g,<br />
which means that me axis of workpiece<br />
rotation<br />
and <strong>the</strong> axis of <strong>in</strong> pection rotation cannot<br />
be identical.<br />
3) Greater random variation of number and<br />
magnitude of bore geometry errors f:rom<br />
part 'to part and threughout a given sample<br />
of parts meansgreater difference between<br />
ma~h<strong>in</strong>e workholdmg and <strong>in</strong>spection<br />
workhold<strong>in</strong>g,<br />
which means lead, <strong>in</strong>volllte, and<br />
radial runout variation will be less "stati.sti·<br />
cally capable. ".<br />
4) Inspection mach<strong>in</strong>e software, designed<br />
1.0 draw <strong>the</strong> average trace of leads on feur<br />
teeth 90° apart and u <strong>in</strong>g <strong>the</strong> sum-of-leastquares<br />
method, can show random mead<br />
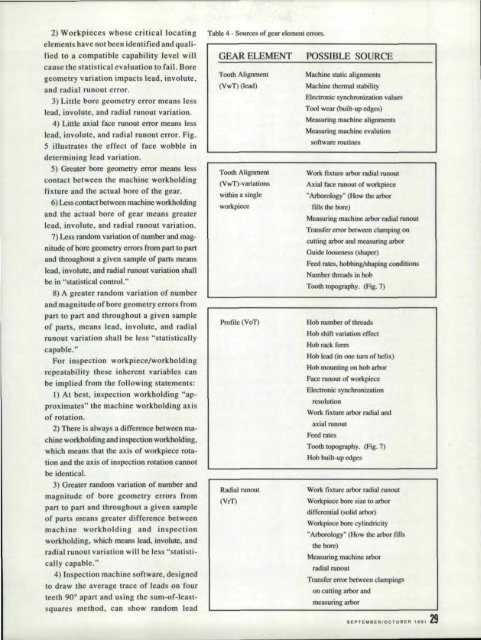
Table 4 - Sources of geal' element errors.<br />
GEAR ELEMENT<br />
rossrat.s SOURCE<br />
TootIJ Aligmnent<br />
Mach<strong>in</strong>e tatle ali.gnmenls<br />
(VwT)Oead)<br />
Mach<strong>in</strong>e <strong>the</strong>nnal ~tability<br />
Electronic sync'ltronizalionvalues<br />
'(':00] wear (built.up edge )<br />
Measur<strong>in</strong>g m.ach<strong>in</strong>e align_ments<br />
Measur<strong>in</strong>g mach<strong>in</strong>e evalution<br />
'Software rout<strong>in</strong>es<br />
Tooth Alignment<br />
(VwT)-variatioru<br />
Work fixture arbor radiali runmU<br />
Axial face runout of workpiece<br />
wilhill a s<strong>in</strong>gle<br />
"Arborology" (How <strong>the</strong> arbor<br />
workpiece<br />
fills <strong>the</strong> bore)<br />
Measur<strong>in</strong>g macl:t<strong>in</strong>earbor radiaJ runout<br />
Transfer error between clamp<strong>in</strong>g on<br />
cutt<strong>in</strong>g arbor and :measur<strong>in</strong>g .arbor<br />
Guide looseness (sha,per)<br />
Feed rates, hobb<strong>in</strong>g/slt ;p<strong>in</strong>g condition<br />
Number threads '<strong>in</strong> hob<br />
Tooth topography. (Fig. 7)<br />
Profile (VoT)<br />
Hob number ofllueads<br />
Hob shift variation effeci<br />
Hob rack form<br />
Hob lead (<strong>in</strong> one tum of helix)<br />
Hob moulll<strong>in</strong>g on hob arbor<br />
Face runout of workpiece<br />
Electronic sync'iuonization<br />
resolution<br />
Work futturearbor radialland<br />
3xiaII1IInOui<br />
Feed rates<br />
Tooth topography. (Fig. 7)<br />
Hob buill-UP edges<br />
Radial runout<br />
Work fixture arbor radial runout<br />
(Vff)<br />
Workpieoebore size 10 arbor<br />
differential (solid arbes)<br />
Workpiece bore cyl<strong>in</strong>dricity<br />
"Arbomlogy" (How tile arbor fills<br />
<strong>the</strong> bore)<br />
Measur<strong>in</strong>g mach<strong>in</strong>e arbor<br />
radial nmaut<br />
Transfer error between elamp<strong>in</strong>gs<br />
on cutt<strong>in</strong>g arborand<br />
measurillgarbor<br />
SEPTEIoIBIERIOCTOBEF! III' 29













