

WAITOMO CAVES VISITOR CENTRE Alistair Cattanach, BE (Hons ...
WAITOMO CAVES VISITOR CENTRE Alistair Cattanach, BE (Hons ...
WAITOMO CAVES VISITOR CENTRE Alistair Cattanach, BE (Hons ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Structurally, this allowed us to limit forces to acting only<br />
along the major axis of the principal members.<br />
FABRICATION<br />
The timber ribs were each fabricated in two layers, so<br />
they could be interwoven to create layers 1-4 as shown<br />
below. Each layer is made from three layers of ex170 x<br />
39mm LVL.<br />
Figure 12. Jig Shop Drawing<br />
together in special jigs to form the curve and twist. The<br />
jig layout, shop-drawn by Dunning Thornton, allowed for<br />
an over-bend and over-twist such that the ribs would<br />
spring back to their ideal shape after the glue had set.<br />
Initial layout in the jigs showed the ribs curving up and<br />
away from the bed. Measurements of this were taken,<br />
and twist tests were made on the prototype to ensure the<br />
correct torsional modulus (G) was being used. Changing<br />
this required re-casting the whole gridshell geometry to<br />
remove the resulting secondary bending stress.<br />
Modification of the jigs to this revised shape indicated a<br />
perfect fit of the timber to the bend and twist required.<br />
Fabrication of the ribs was carried out in winter 2009:<br />
the cold temperatures allowing 4-8 matching ribs to be<br />
glued in the same jig, because the slower glue-setting<br />
time in the cold weather allowed extra time for<br />
manipulation.<br />
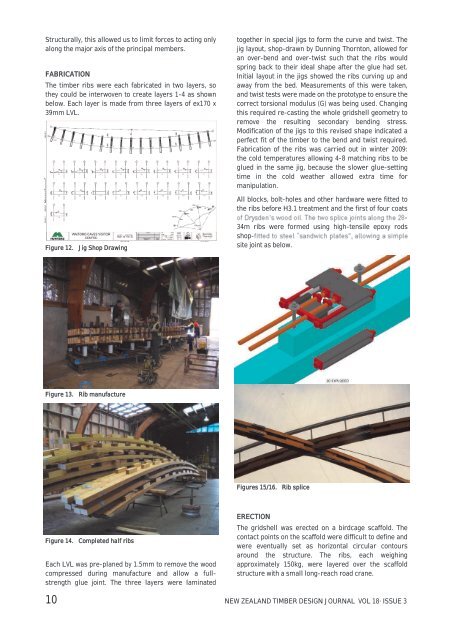
All blocks, bolt-holes and other hardware were fitted to<br />
the ribs before H3.1 treatment and the first of four coats<br />
-<br />
34m ribs were formed using high-tensile epoxy rods<br />
shopsite<br />
joint as below.<br />
Figure 13. Rib manufacture<br />
Figures 15/16. Rib splice<br />
Figure 14. Completed half ribs<br />
Each LVL was pre-planed by 1.5mm to remove the wood<br />
compressed during manufacture and allow a fullstrength<br />
glue joint. The three layers were laminated<br />
ERECTION<br />
The gridshell was erected on a birdcage scaffold. The<br />
contact points on the scaffold were difficult to define and<br />
were eventually set as horizontal circular contours<br />
around the structure. The ribs, each weighing<br />
approximately 150kg, were layered over the scaffold<br />
structure with a small long-reach road crane.<br />
10 NEW ZEALAND TIM<strong>BE</strong>R DESIGN JOURNAL VOL 18· ISSUE 3













