Alcastek2002_filtrat.. - Pyrotek
Alcastek2002_filtrat.. - Pyrotek
Alcastek2002_filtrat.. - Pyrotek

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
An Evaluation of Industrial Filtration Systems<br />
Neil J Keegan 1 and Steve F Ray 2 ,<br />
1 <strong>Pyrotek</strong> Engineering Materials Ltd., Dudley, West Midlands, UK.<br />
2<br />
<strong>Pyrotek</strong> SA, Ile Falcon, 3960 Sierre, Switzerland<br />
Abstract<br />
This paper overviews the performance of a range of ceramic foam filters and<br />
compares their efficiency to other industrially available in-line <strong>filtrat</strong>ion systems. The<br />
performance and consistency of these ceramic foam filters is shown to be clearly<br />
related to their respective cell size. Results from an in-depth experimental<br />
programme have been compared with examples taken from industrial trials thus<br />
demonstrating the excellent efficiencies obtained using this type of filter media.<br />
Introduction<br />
An extensive programme of work has been carried out since 1995 in order to build up<br />
knowledge on the performance of key individual in-line treatment systems used in the<br />
casthouse 1,2 . This work was conducted on an experimental casting line in a step-wise<br />
manner so as to endeavour to build on the knowledge that was gained at each stage<br />
of the modular study. The initial aim of this research work was to generate an<br />
understanding of what impact each of the in-line components eg. ceramic foam filters<br />
(CFF’s), degassers, grain refiners etc had on the quality of the liquid aluminium. This<br />
work sought initially to understand the performance of each component in isolation,<br />
before continuing to investigate for any interaction effects that might occur when<br />
these systems were run in combination, as is the case under normal production<br />
conditions.<br />
Filtration Efficiency Studies<br />
The first phase of the programme evaluated the performance of a wide range of<br />
ceramic foam filters before going on to compare these with other common industrial<br />
<strong>filtrat</strong>ion systems. This initial <strong>filtrat</strong>ion study was carried out in the absence of grain<br />
refiner.<br />
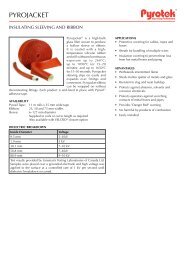
Typical LiMCA II evaluation data for a 50 grade SIVEX CFF is shown in Figure 1. It<br />
can be seen that excellent inclusion removal was observed. The inclusion size<br />
removal data accompanying this cast is shown in Figure 2. A remarkably good<br />
removal efficiency was achieved across the whole of the limited inclusion size range<br />
which was present within the potroom metal that was used for these trials.
6<br />
LiMCA-Evaluation 17" 50 grade CFF<br />
No GR<br />
Impurity Level N 20 [k/kg]<br />
5<br />
4<br />
3<br />
2<br />
before CFF<br />
after CFF<br />
1<br />
0<br />
0 10 20 30 40 50 60 70 80<br />
Casting Time [min]<br />
Figure 1 : LiMCA II Evaluation data for a 50 grade SIVEX CFF<br />
100<br />
90<br />
80<br />
70<br />
% Efficiency<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
N20 20-<br />
25<br />
25-<br />
30<br />
30-<br />
35<br />
35-<br />
40<br />
40-<br />
45<br />
45-<br />
50<br />
50-<br />
55<br />
55-<br />
60<br />
60-<br />
70<br />
70-<br />
80<br />
80-<br />
90<br />
90-<br />
100<br />
100-<br />
120<br />
120-<br />
150<br />
150-<br />
300<br />
Particle size range [µm]<br />
Figure 2 : LiMCA II inclusion size removal data for the 50 grade SIVEX CFF shown<br />
in Figure 1.<br />
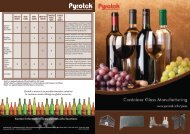
Figure 3 shows a comparison of the <strong>filtrat</strong>ion performance, based on LimCA II data,<br />
of a variety of grades of SIVEX CFF that were tested extensively in this programme.<br />
In this figure the range of efficiencies that was measured during the trials for each<br />
grade of CFF is shown as a solid block. The range of efficiencies measured during<br />
these trials is included in brackets. The mean efficiency of each grade of SIVEX CFF<br />
is shown by the solid line.
100<br />
80<br />
(33)<br />
(27)<br />
(12)<br />
60<br />
(41)<br />
(35)<br />
Filtration Efficiency %<br />
40<br />
20<br />
(72)<br />
0<br />
15" Grade 30 15" Grade 50 17" Grade 30 17" Grade 50 17" Grade 65 17" Grade 80<br />
Figure 3 : Comparison of Filtration Efficiency Ranges for the Standard and Fine<br />
Pore Ceramic Foam Filters.<br />
Figure 3 shows that all of the SIVEX CFF’s are capable of producing high levels of<br />
<strong>filtrat</strong>ion efficiency but that the range of the measured <strong>filtrat</strong>ion efficiencies decreases<br />
quite significantly as we move to finer porosity of ceramic foam filter grade. In other<br />
words: the reliability of the <strong>filtrat</strong>ion system increases as we move to finer pore filters.<br />
It was also found that the finer the filter the greater its ability to remove smaller sized<br />
inclusions. This becomes more important if the alloy being cast is destined for critical<br />
products such as foil or litho sheet.<br />
The reason for the greater reliability and improved performance of the finer pore<br />
CFF’s is best understood by relating these liquid metal results with the physical<br />
characterisation of the CFF’s that were made prior to their use in the programme 3 .<br />
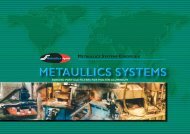
Figure 4 shows a summary of this data. The lines indicate pore size distribution and<br />
the bars show the range of inclusion removal efficiencies recorded for each filter.<br />
Green represents grade 80, blue grade 50 and red grade 30. Both pore size and<br />
<strong>filtrat</strong>ion efficiency vary less with finer filters. The Grade 30 filter has a pore size<br />
range (within a single filter) of around 1400 microns. The Grade 80 filter has a range<br />
of less than 300 microns. The probability of inclusion capture varies with pore size,<br />
so a larger variation in pore size can result in unpredictable and, therefore<br />
inconsistent, <strong>filtrat</strong>ion performance.
Figure 4 : Pore size and inclusion removal efficiency distribution for SIVEX CFF<br />
grades 30, 50 and 80<br />
Figure 5 shows the in-line systems performance comparison for the complete trial<br />
programme. It can be seen that the performance of the SIVEX CFF’s compare very<br />
favourably with the more complicated tube and deep bed systems 2,4 . The results for<br />
the single SIVEX CFF’s were also found to be better than those determined for the<br />
17” 30/50 sandwich filter which was run under identical conditions.<br />
Figure 5 : In – line <strong>filtrat</strong>ion systems performance comparison
50 ppi, NO rod, stirred during cast<br />
18<br />
16<br />
sampling before fpf extremely difficult, changed probe twice<br />
14<br />
Impurity Level N15 [k/kg]<br />
12<br />
10<br />
8<br />
6<br />
STIR<br />
STIR<br />
After filter<br />
Before filter<br />
4<br />
2<br />
0<br />
0 10 20 30 40 50 60 70 80 90<br />
Casting Time (min.)<br />
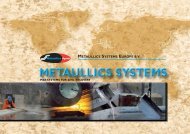
Figure 6 : Stability of 50 grade SIVEX under severe metal level disturbances 3 .<br />
Another important result for the SIVEX CFF’s measured in the earliest phases of this<br />
programme (without grain refiner) was their stability under severe metal level<br />
disturbances, as well as increased, and sustained, high inclusion loadings 4,5 .<br />
Figure 6 shows the LiMCA traces for a trial where the loading on the CFF was kept<br />
at a high level by stirring the furnace continuously throughout the cast. Grain refiner<br />
was omitted from this trial to check if high inclusion loading alone resulted in release<br />
effects. It can be seen that, despite a very high incoming inclusion loading (>16k/kg),<br />
no release effects at all are evident. In fact, despite there being severe metal level<br />
disturbances due to the vigour of the stirring, the 50ppi CFF displayed a very high<br />
efficiency and a stable and consistently low post-filter LiMCA value (0.25k/kg) 5 .<br />
6<br />
50ppi, CONTROL, LSM 3:1 Tibor in at start, stirred<br />
5<br />
Impurity Level N20 [k/kg]<br />
4<br />
3<br />
2<br />
rod in<br />
After fpf<br />
before fpf<br />
1<br />
0<br />
0 10 20 30 40 50 60 70 80<br />
Casting Time (min.)<br />
Figure 7: LiMCA II Evaluation data for a 50 grade SIVEX CFF with a 3%Ti:1%B rod<br />
fed ahead of the CFF - “high inclusion loading”.
The final phase of the <strong>filtrat</strong>ion programme investigated the impact of adding a grain<br />
refiner upstream of the SIVEX CFF 5,6 . The extremely high <strong>filtrat</strong>ion efficiencies<br />
measured for the 50 and 80 grade SIVEX CFF’s in the absence of grain refiner were<br />
reduced when an Al-3%Ti-1%B rod was introduced ahead of the CFF. This was only<br />
found to be significant at high inclusion loadings 4,5,6.<br />
As an example of this, Figure 7 shows the LiMCA II evaluation for a 50 grade SIVEX<br />
run in conjunction with LSM, Al-3%Ti-1%B rod. It can be seen that the use of a CFF<br />
is still very beneficial even though the previously extremely low LiMCA levels<br />
detected after the filter (Figure 1) have increased from typically 0.25K counts/kg to<br />
~1K counts/kg.<br />
The N20 inclusion size removal data is shown in Figure 8. This shows a good<br />
inclusion removal performance across the size range of inclusions found within the<br />
metal that was tested.<br />
100.00<br />
90.00<br />
80.00<br />
70.00<br />
Removal Efficiency %<br />
60.00<br />
50.00<br />
40.00<br />
30.00<br />
20.00<br />
10.00<br />
0.00<br />
N20 20-<br />
25<br />
25-<br />
30<br />
30-<br />
35<br />
35-<br />
40<br />
40-<br />
45<br />
45-<br />
50<br />
50-<br />
55<br />
55-<br />
60<br />
60-<br />
70<br />
70-<br />
80<br />
80-<br />
90<br />
90-<br />
100<br />
100-<br />
120<br />
120-<br />
150<br />
150-<br />
300<br />
Particle Size Range (Microns)<br />
Figure 8 : LiMCA II inclusion size removal data for the 50 grade SIVEX CFF shown<br />
in Figure 7 - “high inclusion loading”.<br />
Figure 9 shows the effect of the introduction of this grain refiner on a settled, ‘clean’<br />
cast. It can be seen that the grain refiner has had little impact on the downstream<br />
metal quality in this case.
50ppi, settled,1kg/T LSM 3:1 TiB rod in at start of cast - CONTROL type cast<br />
6.0<br />
Impurity level N20 k/kg<br />
4.0<br />
2.0<br />
rod in<br />
Before CFF<br />
After CFF<br />
0.0<br />
0 10 20 30 40 50 60 70 80<br />
Casting Time (min.)<br />
Figure 9 : LiMCA II Evaluation data for a 50 grade SIVEX CFF with a 3%Ti:1%B rod<br />
fed ahead of the CFF – “low inclusion loading”.<br />
Figure 10 : Effect of grain refiner on average CFF efficiencies<br />
Figure 10 shows the average <strong>filtrat</strong>ion efficiency based on the N20 LiMCA II values<br />
for casts where grain refiner was introduced at the start of casting and the inclusion<br />
loading was high, compared with the average performance without any grain refiner.<br />
It can be seen that the N20 removal efficiency has been reduced to approximately<br />
70%.
The high <strong>filtrat</strong>ion efficiencies determined for the CFF’s in the absence of grain refiner<br />
is thought to be related to the build up of ‘bridges’ of carbides and oxides within the<br />
upper regions of the filter. These bridges were seen in 50 grade filters and above but<br />
were particularly prevalent in the 80 grade CFF’s. Specifically, the second phase of<br />
the <strong>filtrat</strong>ion evaluation programme conducted jointly between VAW, LSM and<br />
<strong>Pyrotek</strong>, showed that these bridges did not appear to be present within drained<br />
CFF’s examined for those trials that were conducted with a grain refiner ahead of the<br />
CFF. This work showed and reported that it was the TiB 2 component within the grain<br />
refiner rod that appears to be responsible for this effect 5,6 .<br />
It would appear that the choice of grain refiner composition can have an effect on the<br />
magnitude of its impact on the CFF performance 4 . 5%Ti:1%B, 3%Ti:0.2%B and<br />
1.2%Ti:0.4%B are reported to have a less severe impact on the CFF performance<br />
than that demonstrated here using a 3%Ti:1%B rod 4 .<br />
Cast #<br />
Before SIVEX<br />
(mm2/kg)<br />
After SIVEX<br />
(mm2/kg)<br />
Filtration<br />
Efficiency %<br />
0.12 0.024 91.8<br />
1 0.069 0.052 24.6<br />
0.724 0.06 91.7<br />
0.142 0.07 50.7<br />
2 0.172 0.055 68<br />
0.724 0.042 94.2<br />
3 0.756 0.029 96.2<br />
0.212 0.133 37.3<br />
4 0.138 0.004 97.1<br />
0.022 0.008 63.6<br />
0.025 0.01 60<br />
0.109 0.038 65.1<br />
5 0.187 0.019 89.8<br />
0.36 0.058 83.9<br />
0.234 0.046 80.3<br />
6 0.116 0.043 62.9<br />
0.454 0.026 94.3<br />
7 0.208 0.092 55.8<br />
0.058 0.038 34.5<br />
0.05 0.019 62<br />
8 0.046 0.038 17.4<br />
0.124 0.02 83.9<br />
0.225 0.045 80<br />
9 0.121 0.014 88.4<br />
0.039 0.022 43.6<br />
0.819 0.051 93.8<br />
10 0.138 0.008 94.2<br />
0.094 0.048 48.9<br />
Mean Efficiency 69.8%<br />
TABLE 1 : Filtration Efficiency data for a 23” 40 grade SIVEX , 6XXX series<br />
production trial, with a 5%Ti:1%B rod ahead of the CFF.
It is interesting to now balance these experimental results with examples taken from<br />
industrial trials with grain refiner introduced ahead of the CFF, where the <strong>filtrat</strong>ion<br />
performance of the SIVEX CFF has been measured using ‘PoDFA’ assessment.<br />
Table 1 shows the results of a 10 trial evaluation of a 6XXX series alloy that was run<br />
using a 23” 40 Grade SIVEX CFF. A low flow rate of 5mm/sec within the CFF was in<br />
operation for these trials. The grain refiner added ahead of the CFF was 5% Ti:1% B.<br />
Six Prefil samples were taken during the duration of the cast (3 before and 3 after the<br />
CFF) for 8 casts and two pairs of samples for two additional casts, giving a total of 56<br />
samples in all. It can be seen that the <strong>filtrat</strong>ion efficiencies recorded are very good.<br />
The range of filter efficiencies determined is not dissimilar to those found in our<br />
experimental programme for the coarser SIVEX CFF’s. It is also interesting to note<br />
that the mean <strong>filtrat</strong>ion efficiency determined for all the sample pairs taken in these<br />
10 casts is approximately 70% (compare with Figure 10).<br />
Further evidence of the very good efficiencies that have been obtained during<br />
production trials in the presence of grain refiner are shown in Figure 11. Three of<br />
these trials were conducted with 5% Ti:1% B and one with 3% Ti:1% B rod fed ahead<br />
of the CFF and two with grain refiner fed after the CFF (and downstream of the ‘after<br />
CFF’ samples) . It can be seen clearly that significantly improved levels of cleanliness<br />
have been achieved using a variety of grades of SIVEX CFF despite the presence of<br />
grain refiner ahead of the CFF.<br />
Inclusion Counts (mm2/kg)<br />
0.9<br />
0.8<br />
0.7<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.2<br />
Customer D<br />
Customer C<br />
Customer B<br />
Customer A<br />
a<br />
0.1<br />
0<br />
before after before after before after before after before after before after<br />
15 inch Grade 40<br />
with Grain Refiner<br />
5%Ti:1%B<br />
1xxx alloy<br />
17 inch Grade 30<br />
with Grain Refiner<br />
3%Ti:1%B<br />
6xxx alloy<br />
23 inch Grade 40<br />
with Grain Refiner<br />
5%Ti:1%B<br />
6xxx alloy<br />
23 inch Grade 40<br />
with Grain Refiner<br />
5%Ti:1%B<br />
3xxx alloy<br />
23 inch Grade 65<br />
no Grain Refiner<br />
3xxx alloy<br />
23 inch Grade 80<br />
no Grain Refiner<br />
3xxx alloy<br />
16 samples<br />
2 casts<br />
18 samples<br />
3 casts<br />
56 samples<br />
10 casts<br />
20 samples<br />
4 casts<br />
12 samples<br />
2 casts<br />
14 samples<br />
2 casts<br />
Figure 11 : Cleanliness data for production trials using a variety of SIVEX CFF’s.
Conclusions<br />
1. SIVEX ceramic foam filters have the capacity for high <strong>filtrat</strong>ion efficiencies in<br />
the absence of grain refiner, even under severe disturbance conditions and<br />
with sustained high inclusion loading throughout the cast.<br />
2. The variability of the measured <strong>filtrat</strong>ion efficiencies reduces quite significantly<br />
as we move to finer porosity SIVEX ceramic foam filter grades. In other<br />
words: the reliability of the <strong>filtrat</strong>ion system increases as we move to finer<br />
pore filters. It was also found that the finer the filter, the greater its ability to<br />
remove smaller sized inclusions.<br />
3. The introduction of grain refiner upstream of the SIVEX CFF can lead to a<br />
reduced <strong>filtrat</strong>ion efficiency. This only appeared significant at high inclusion<br />
loadings. The choice of grain refiner type can effect the magnitude of this<br />
impact on CFF performance 4 . 5%Ti:1%B, 3%Ti:0.2%B and 1.2%Ti:0.4%B are<br />
all reported to have a less severe impact on CFF performance than that<br />
demonstrated here using a 3%Ti:1%B rod 4 .<br />
4. Results of production trials in the presence of grain refiner agree well with the<br />
findings of the <strong>filtrat</strong>ion evaluation programme conducted jointly between<br />
VAW, LSM and <strong>Pyrotek</strong>. These production trials also confirm that significantly<br />
improved levels of cleanliness have been achieved using a variety of grades<br />
of SIVEX CFF despite the presence of a grain refiner ahead of the CFF.<br />
References<br />
1 N.J.Keegan, W Schneider, H_P Krug, “Evaluation of the efficiency of<br />
ceramic foam and bonded particle cartridge filter systems”, Light Metals<br />
1997, pp 973-982<br />
2 N.J.Keegan, W.Schneider, H.P.Krug, “Evaluation of the Efficiency of Fine<br />
Pore Ceramic Foam Filters”, Light Metals 1999, pp 1031-1041.<br />
3 S.F.Ray, N.J.Keegan, “Measurement of Cell and Window Size in Ceramic<br />
Foam Filter Manufacture”, Light Metals 1998, pp 885-892<br />
4 N.Towsey, W Schneider, H_P Krug, “A comprehensive study of ceramic<br />
foam <strong>filtrat</strong>ion”, 7 th Australian Asian Pacific Conference, Aluminium<br />
Casthouse Technology, TMS (The Minerals, Metals and Materials<br />
Society), 2001, pp125-137<br />
5 N.Towsey, W Schneider, H_P Krug, A Hardman, N.J.Keegan, “Impact of<br />
grain refiner addition on ceramic foam filter performance”, Continuous<br />
Casting Conference, Wiley/DGM, 2000, pp26-32<br />
6 N.Towsey, W Schneider, H_P Krug, A Hardman, N.J.Keegan, “The<br />
influence of grain refiners on the efficiency of ceramic foam filters”, Light<br />
Metals 2001, pp 973-977.