Vacuum Infusion For Wind Blade Manufacturing - OCV ...
Vacuum Infusion For Wind Blade Manufacturing - OCV ...
Vacuum Infusion For Wind Blade Manufacturing - OCV ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Vacuum</strong> <strong>Infusion</strong> for <strong>Wind</strong> <strong>Blade</strong><br />
<strong>Manufacturing</strong><br />
Tom DeMint, Dave Hartman, Georg Adolfs<br />
Composites & Polycon 2006<br />
DELIVERING SOLUTIONS | TRANSFORMING MARKETS | ENHANCING LIVES
Abstract<br />
• <strong>Vacuum</strong> infusion (VIP) is currently used by many blade<br />
manufacturers<br />
– 70% glass fiber/resin weight fractions<br />
• Aspects of the VIP process can bring certain fabrication<br />
challenges unique to blades,<br />
– Glass fabric placement<br />
– Fabric and fiber orientation control<br />
– Joint fabrication<br />
• Let’s examine some of those challenges<br />
– Enhance blade structural reliability
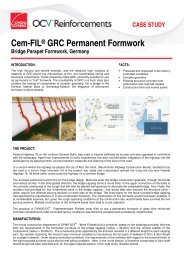
What is <strong>Vacuum</strong> <strong>Infusion</strong> Processing (VIP)?<br />
Porous flow<br />
media<br />
<strong>Vacuum</strong> line<br />
(P = 0 Atm)<br />
D'Arcy's Law<br />
<strong>Vacuum</strong> bag<br />
Peel ply<br />
Fabric, Mat Reinforcement<br />
Resin line (inlet)<br />
P = 1 Atmosphere<br />
Porous flow media<br />
<strong>Vacuum</strong> bag<br />
sealant<br />
Airtight Mold<br />
Resin flow
Why use VIP for <strong>Wind</strong> <strong>Blade</strong>s?<br />
• Better Mechanical Properties, Lower weight vs. Hand<br />
Layup<br />
– Higher Fiber Content, Strength, Modulus vs. Hand Layup.<br />
– Typical VIP Wf > 70% (54% Vf)<br />
– Typical HLU Wf < 50% (30% Vf)<br />
• Better reliability<br />
– Repeatable processing<br />
– Lower property variation<br />
– Increases reliability<br />
– Reduced Maintence<br />
• Less resin usage<br />
– Resin prices are increasing
D’Arcy’s Law of Porous Flow<br />
Resin Flow Rate<br />
~<br />
∆P (Reinforcement Permeability)<br />
(Resin viscosity) (flow distance)<br />
∆P (Pressure Drop) = 1 atm (sea level)<br />
Resin viscosity < 150 cp (tool temperature)<br />
Flow distance: ½ - 1/3 chord length<br />
‣Reinforcement porosity and permeability influence<br />
resin infusion fill rate
Closed Molding Process Flavors<br />
Large<br />
Process and Fabric choice affects part cycle time<br />
Part Size<br />
VIP<br />
• Marine Hull and Deck<br />
• <strong>Wind</strong> Turbine <strong>Blade</strong>s<br />
• RV Side Panels<br />
<strong>Infusion</strong> time: 5-180 min.<br />
CCBM<br />
• Marine Hull and Deck<br />
• Defense Vehicle<br />
<strong>Infusion</strong> time: 2-90 min.<br />
Lite - RTM<br />
• Marine Components<br />
• Auto Components<br />
<strong>Infusion</strong> time: 3-50 min.<br />
RTM<br />
• Truck Components<br />
• Auto Components<br />
<strong>Infusion</strong> time: 0.5-50 min.<br />
Small<br />
Low<br />
400 parts/year<br />
Volume, Tooling Cost<br />
High
CARTM TM (Channel-Assisted RTM)
<strong>Vacuum</strong> <strong>Infusion</strong> for Larger Structures<br />
RTM for Small Complex Structures<br />
Fiberglass Boats Length Evolution<br />
35%<br />
30%<br />
25%<br />
Market Share<br />
20%<br />
15%<br />
10%<br />
5%<br />
0%<br />
1997 1998 1999 2000 2001 2002<br />
14' and under 14' to 16'11'' 17' to 17'11"<br />
18' to 18'11" 19' to 20'11" 21' and over
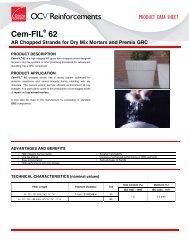
Large <strong>Wind</strong> <strong>Blade</strong> <strong>Manufacturing</strong> Evolution to VIP<br />
<strong>Blade</strong> Length - Meters<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Resin <strong>Infusion</strong><br />
Wet Layup<br />
Resin Transfer Molding<br />
Injection Molding<br />
1990 1995 2000 2005 2010<br />
Approximate Year
<strong>Vacuum</strong> <strong>Infusion</strong> Tooling is Simple<br />
• VIP equipment for small parts<br />
O<br />
• Tooling conversion from<br />
Open to Closed Molding<br />
6 inches +<br />
Attach Flange<br />
Spray-up Tool<br />
<strong>Vacuum</strong> tight
Technical Flange Detail is Very Important for<br />
Proper <strong>Vacuum</strong> Consolidation<br />
<strong>Vacuum</strong> Bag<br />
Bag Sealant<br />
Peel Ply<br />
Reinforcement<br />
Extended Flange for VIP Bag seal<br />
HLU tool<br />
Joint must be air tight<br />
6 inches<br />
Modifying HLU tooling can be tricky
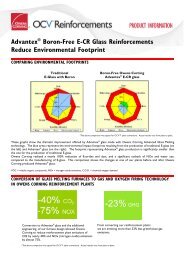
<strong>Vacuum</strong> <strong>Infusion</strong> -Low Capital Investment
Process Comparison Cost Model<br />
$800.00<br />
Total, $746.47<br />
$800.00<br />
$700.00<br />
Tooling, $44.00<br />
Resin+Gel Coat, $64.01<br />
Total, $646.69<br />
$700.00<br />
$600.00<br />
Reinforcements, $88.49<br />
Tooling, $99.00<br />
Total, $559.64<br />
$600.00<br />
Part Cost<br />
$500.00<br />
$400.00<br />
$300.00<br />
Labor+Overhead, $549.97<br />
Tooling, $24.20<br />
Resin+Gel Coat, $83.13 Resin+Gel Coat, $75.41<br />
Reinforcements, $189.58 Reinforcements, $182.58<br />
$500.00<br />
$400.00<br />
$300.00<br />
$200.00<br />
$200.00<br />
$100.00<br />
Labor+Overhead, $274.98 Labor+Overhead, $277.45<br />
$100.00<br />
$0.00<br />
Open Mold RTM <strong>Infusion</strong><br />
Example for a 5 meter length boat, production volume of 2 per day<br />
$0.00
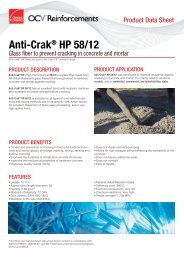
Improvements in Fabric Design on Resin Flow Rate and<br />
Quality<br />
Resin <strong>Infusion</strong> Flow Distance, in<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Heated<br />
Mold<br />
<strong>Infusion</strong><br />
Media<br />
Channels<br />
Reinforcement<br />
Permeability<br />
Resin<br />
Viscosity<br />
0 1 2 3 4 5 6<br />
<strong>Infusion</strong> Time (minutes)
Trends in Fabrics for Resin <strong>Infusion</strong><br />
• Woven Architecture<br />
• Knitted Architecture
FlowTex<br />
Integrated Flow Channels<br />
(Path of Resin Transfer)<br />
Integrated Flow Channels<br />
(Path of Resin Transfer)
Which type of Flow Media applies?<br />
• Surface medium:<br />
– Suitable for small series<br />
– Weight-critical<br />
• Pros:<br />
• Cons:<br />
• Use of existing tooling<br />
• Easy for complex parts<br />
• Light weight, high-fiber volume parts<br />
• Adds installation labor<br />
• Added cost of disposable flow media and resin<br />
• Generates waste
Which type of Flow Media applies?<br />
• Grooved Core:<br />
– Weight/Stiffness-Critical<br />
• Pros:<br />
– Fast resin flow<br />
– No additional flow media required<br />
– Works for VIP and RTM Lite<br />
• Cons<br />
– Works only for cored laminates<br />
– Adds 3 to 7 % weight to the part<br />
– Not inexpensive
Which type of Flow Media applies?<br />
• Interlaminar<br />
– Cost-critical<br />
• Pros:<br />
– Integral to the part<br />
– Adds thickness at low fiber Wf<br />
– Works in VIP and RTM Lite<br />
• Cons<br />
– Adds resin weight
Good Conformability of Single Ply
Orientation of Reinforcement
Part Size and Complexity Requires Improvements<br />
in Materials and Processes<br />
• Reduced Fabric Misalignment with Good Conformability<br />
• Faster and More Consistent Resin <strong>Infusion</strong><br />
• Proper Training of Resin <strong>Infusion</strong> Techniques<br />
• Automated Resin Delivery and Pre-forming of Fabrics<br />
Used by Permission Owens Corning<br />
Used by Permission TPI
Fiber Alignment in Fabric Design Improves<br />
Compression Fatigue
Correct Fabric and Fiber Alignment is Important<br />
Used by permission of NREL
Methods to Enhance <strong>Blade</strong> Reliability<br />
• Unidirectional Fabrics<br />
– Knits: Use Tricot stitch<br />
type, high stitch count
Methods to Enhance <strong>Blade</strong> Reliability<br />
• UD Fabrics<br />
– Woven: A-style fabrics. Hot melt leno locks rovings.
Methods to Enhance <strong>Blade</strong> Reliability<br />
• <strong>Manufacturing</strong> Details<br />
– No fabric bridging<br />
<strong>Vacuum</strong> Bag pleat<br />
– Stagger ply drops
Personnel: VIP Training, Process Discipline<br />
• Biggest issue<br />
– CHANGE<br />
• Implementation approaches:<br />
– Key team selection<br />
– Training
Summary: “Go with the Flow”<br />
• Closed Molding is spreading as cost effective processes<br />
that enable the growth of composites<br />
• New types of Fabrics, reinforcements and process aids<br />
are emerging to help the <strong>Wind</strong> Energy market as it grows<br />
• As <strong>Wind</strong> market grows, biggest challenge may be in<br />
finding, training, and retaining skilled VIP labor<br />
DELIVERING SOLUTIONS | TRANSFORMING MARKETS | ENHANCING LIVES