John Deere â a visit to Joensuu - Forestry Journal
John Deere â a visit to Joensuu - Forestry Journal
John Deere â a visit to Joensuu - Forestry Journal

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>John</strong> <strong>Deere</strong><br />
– a <strong>visit</strong> <strong>to</strong> <strong>Joensuu</strong><br />
2012 is a significant year for <strong>John</strong> <strong>Deere</strong>. Founded in 1837, this year marks its 175th birthday.<br />
More specifically for forestry, the <strong>Joensuu</strong> fac<strong>to</strong>ry, which makes all <strong>Deere</strong>’s cut-<strong>to</strong>-length<br />
equipment, also has an anniversary in 2012 – it will be 40 years old. So, an auspicious time <strong>to</strong><br />
<strong>visit</strong> <strong>Deere</strong>’s <strong>Joensuu</strong> plant, a facility that has seen many changes down the years.<br />
Although founded in 1972, the<br />
<strong>Joensuu</strong> fac<strong>to</strong>ry did not concentrate<br />
solely on forestry equipment<br />
until 1995. Then, it manufactured<br />
only forwarders, but the manufacture<br />
of harvesters and harvesting<br />
heads was moved <strong>to</strong> <strong>Joensuu</strong> in<br />
2003 when the Filipstad fac<strong>to</strong>ry in<br />
Sweden was closed.<br />
In 2006 a ‘fac<strong>to</strong>ry master plan’<br />
was drawn up in preparation for<br />
the E model launch two years later.<br />
2010 saw the completion of the<br />
thousandth E-Series machine, and<br />
also the manufacture of 20,000<br />
machines since 1972.<br />
It would take some time <strong>to</strong> explore<br />
the whole of the <strong>Joensuu</strong> fac<strong>to</strong>ry.<br />
Situated on a 10-hectare site, it has<br />
a floor space of just under 2 hectares,<br />
including 2050 square<br />
metres of office space. It employs<br />
380 permanent employees, 60 of<br />
them salaried staff, the rest being<br />
paid on an hourly rate. One third<br />
of these work in fabrication, and<br />
the remainder in assembly. The<br />
whole workforce eats in the same<br />
canteen.<br />
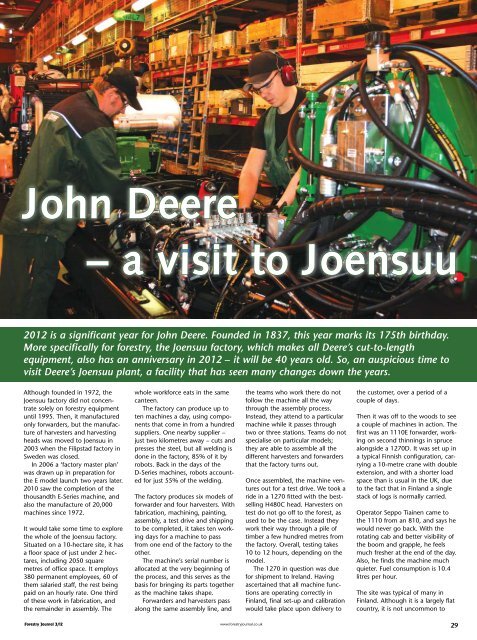
The fac<strong>to</strong>ry can produce up <strong>to</strong><br />
ten machines a day, using components<br />
that come in from a hundred<br />
suppliers. One nearby supplier –<br />
just two kilometres away – cuts and<br />
presses the steel, but all welding is<br />
done in the fac<strong>to</strong>ry, 85% of it by<br />
robots. Back in the days of the<br />
D-Series machines, robots accounted<br />
for just 55% of the welding.<br />
The fac<strong>to</strong>ry produces six models of<br />
forwarder and four harvesters. With<br />
fabrication, machining, painting,<br />
assembly, a test drive and shipping<br />
<strong>to</strong> be completed, it takes ten working<br />
days for a machine <strong>to</strong> pass<br />
from one end of the fac<strong>to</strong>ry <strong>to</strong> the<br />
other.<br />
The machine’s serial number is<br />
allocated at the very beginning of<br />
the process, and this serves as the<br />
basis for bringing its parts <strong>to</strong>gether<br />
as the machine takes shape.<br />
Forwarders and harvesters pass<br />
along the same assembly line, and<br />
the teams who work there do not<br />
follow the machine all the way<br />
through the assembly process.<br />
Instead, they attend <strong>to</strong> a particular<br />
machine while it passes through<br />
two or three stations. Teams do not<br />
specialise on particular models;<br />
they are able <strong>to</strong> assemble all the<br />
different harvesters and forwarders<br />
that the fac<strong>to</strong>ry turns out.<br />
Once assembled, the machine ventures<br />
out for a test drive. We <strong>to</strong>ok a<br />
ride in a 1270 fitted with the bestselling<br />
H480C head. Harvesters on<br />
test do not go off <strong>to</strong> the forest, as<br />
used <strong>to</strong> be the case. Instead they<br />
work their way through a pile of<br />
timber a few hundred metres from<br />
the fac<strong>to</strong>ry. Overall, testing takes<br />
10 <strong>to</strong> 12 hours, depending on the<br />
model.<br />
The 1270 in question was due<br />
for shipment <strong>to</strong> Ireland. Having<br />
ascertained that all machine functions<br />
are operating correctly in<br />
Finland, final set-up and calibration<br />
would take place upon delivery <strong>to</strong><br />
the cus<strong>to</strong>mer, over a period of a<br />
couple of days.<br />
Then it was off <strong>to</strong> the woods <strong>to</strong> see<br />
a couple of machines in action. The<br />
first was an 1110E forwarder, working<br />
on second thinnings in spruce<br />
alongside a 1270D. It was set up in<br />
a typical Finnish configuration, carrying<br />
a 10-metre crane with double<br />
extension, and with a shorter load<br />
space than is usual in the UK, due<br />
<strong>to</strong> the fact that in Finland a single<br />
stack of logs is normally carried.<br />
Opera<strong>to</strong>r Seppo Tiainen came <strong>to</strong><br />
the 1110 from an 810, and says he<br />
would never go back. With the<br />
rotating cab and better visibility of<br />
the boom and grapple, he feels<br />
much fresher at the end of the day.<br />
Also, he finds the machine much<br />
quieter. Fuel consumption is 10.4<br />
litres per hour.<br />
The site was typical of many in<br />
Finland. Although it is a largely flat<br />
country, it is not uncommon <strong>to</strong><br />
<strong>Forestry</strong> <strong>Journal</strong> 3/12 www.forestryjournal.co.uk<br />
29
Robot welding has increased from 55% on the D-Series models, <strong>to</strong> 85% on the<br />
E-Series.<br />
find woods planted on severely<br />
undulating terrain. This meant the<br />
1110 was constantly clambering up<br />
a short, steep slope, and then<br />
nose-diving down the other side.<br />
Also, the ground can often be<br />
boggy, and Seppo complained that<br />
the winter had not done its work<br />
properly. The temperature on the<br />
day was a mere -6ºC – warm for<br />
the time of year – and the still soft<br />
ground meant he was not carrying<br />
out full loads.<br />
Shortly after our <strong>visit</strong>, temperatures<br />
plummeted <strong>to</strong> -35ºC. No<br />
doubt that made life a lot simpler!<br />
Darkness was falling by the time<br />
we caught up with Timo Majoinen,<br />
who was just starting the night<br />
shift on his 1170E, somewhere near<br />
the Russian border. He was due <strong>to</strong><br />
work until one or two in the morning.<br />
The machine works two tenhour<br />
shifts, with the next driver<br />
taking over at 6am. This is a very<br />
common working pattern in<br />
Finland.<br />
One difference for opera<strong>to</strong>rs in<br />
Finland is that they usually go<br />
home at night, rather than staying<br />
in caravans or lodgings. Jobs tend<br />
<strong>to</strong> be smaller and more local, and<br />
for this reason all contrac<strong>to</strong>rs have<br />
their own low loader.<br />
Timo came <strong>to</strong> the 1170, which was<br />
fitted with an H414 head, from a<br />
harvester of a different colour,<br />
which had experienced a few problems.<br />
The machine before that had<br />
been of the same make, but had<br />
been trouble-free.<br />
The problems weren’t huge, but<br />
the failure of the local dealership <strong>to</strong><br />
sort them out had led Metsä-<br />
Majoinen <strong>to</strong> look for something different,<br />
and the 1110E arrived in<br />
July 2011. The company has eight<br />
machines, but this was the first<br />
green one, and, says Timo, it has<br />
performed well so far.<br />
It <strong>to</strong>ok a little while <strong>to</strong> get used <strong>to</strong><br />
the keypads and levers, but Timo<br />
has now grown <strong>to</strong> like them. Fuel<br />
consumption is a modest 9.1 litres<br />
per hour, and Timo is very happy<br />
with the length measurement –<br />
accurate <strong>to</strong> ±1cm – and with boom<br />
performance and handling. He<br />
finds the cab levelling and rotating<br />
useful, and he was also impressed<br />
that the machine was so well set<br />
up when it was delivered.<br />
Heads<br />
Heads, <strong>to</strong>o, are made in <strong>Joensuu</strong>, but not at the main fac<strong>to</strong>ry. Waratah<br />
Ou<strong>to</strong>kommun Metalli, of which <strong>Deere</strong> owns 51%, is situated two or three<br />
miles away, and produces eight heads – four 2WD and four 4WD, weighing<br />
from 750kg <strong>to</strong> 2.2 <strong>to</strong>nnes.<br />
It is an assembly-only plant, and the assembly line consists of seven stations.<br />
One team of two stays with each head right down the line.<br />
The staff of 50 works a single shift at present, producing five heads per<br />
shift. Half of the staff work on assembly and testing, with others working on<br />
research and development, quality control and ‘product verification and validation’.<br />
Some have been with the company for many years – up <strong>to</strong> 30.<br />
A sub-assembly<br />
line runs parallel<br />
<strong>to</strong> the main line,<br />
and passes finished components <strong>to</strong> the main line as and when required. The fac<strong>to</strong>ry receives<br />
a consignment of frame assemblies from Ou<strong>to</strong>kommun Metalli each day. The vehicle that<br />
delivers this then takes finished heads <strong>to</strong> the <strong>Deere</strong> fac<strong>to</strong>ry.<br />
Once constructed, the functionality of the head is tested <strong>to</strong> ensure all hoses are correctly<br />
connected, that all movements and pressures are as they should be and that calibration for<br />
length and diameter measurement is corrected. To do this, the head on the test rig is connected<br />
<strong>to</strong> a genuine <strong>Deere</strong> au<strong>to</strong>mation system, as would be used in the cab, complete with<br />
keypads.<br />
The H480 is the biggest seller nowadays, with almost 2,000 shipped. This has a 70cm single<br />
cut and weighs 1300kg. The current C version was developed with feedback from many<br />
markets, including the UK.<br />
30<br />
www.forestryjournal.co.uk<br />
<strong>Forestry</strong> <strong>Journal</strong> 3/12
(Above and left)<br />
The 1270E and<br />
its H480C head<br />
on test at the<br />
fac<strong>to</strong>ry.<br />
(Right) Seppo<br />
Tiainen and his<br />
1110E. He is<br />
seen talking <strong>to</strong><br />
Jari Mennala,<br />
Managing<br />
Direc<strong>to</strong>r of <strong>John</strong><br />
<strong>Deere</strong> <strong>Forestry</strong><br />
Ltd, who<br />
nowadays is<br />
based in Finland.<br />
Timo Majoinen, starting the night shift, and ready <strong>to</strong> work until the early hours of the morning.<br />
Interim Tier 4<br />
On a global scale, <strong>John</strong> <strong>Deere</strong> is the second biggest manufacturer of off-highway diesel engines. Unlike other harvester/forwarder manufacturers who<br />
have chosen SCR (selective catalytic reduction) <strong>to</strong> reduce emissions, <strong>Deere</strong> has followed the EGR (exhaust gas recirculation) route. However, as mentioned<br />
in last month’s magazine, it seems probable that the two technologies will have <strong>to</strong> be combined before Tier 4 comes in<strong>to</strong> force in 2014.<br />
Tier 3 engines are the norm at the moment, but since our <strong>visit</strong>, <strong>Deere</strong> has announced that Interim Tier 4 (IT4) engines are already being fitted <strong>to</strong> 1270<br />
and 1470 harvesters.<br />
Tier 3 engines that have already been manufactured can continue <strong>to</strong> be fitted, but all machines over 130kW (175hp) will be fitted with IT4 engines in the<br />
relatively near future. As well as the two machines already mentioned, this will include the 1210, 1510, 1910 and 1170 in <strong>Deere</strong>’s range.<br />
Emission control will be handled by a particle filter oxidation catalyst on <strong>Deere</strong>’s IT4 EGR engines. Another change is that the engines will have twin<br />
turbochargers – one big and one small – <strong>to</strong> enhance performance. The smaller turbocharger ensures very good <strong>to</strong>rque at low rpm, and the larger one<br />
joins in at high revs.<br />
IT4 engines have been used on some <strong>John</strong> <strong>Deere</strong> construction machines for a year already, and they are also in use on R-Series trac<strong>to</strong>rs.<br />
Regarding harvesters, the other big news that comes with the IT4 engines is in the hydraulics. Instead of a single pump, twin pumps will be used – and<br />
not one dedicated <strong>to</strong> driving while the other one acts as a dedicated work pump. Instead, both pumps will contribute <strong>to</strong> the boom and harvester head<br />
when the machine is standing still.<br />
<strong>Forestry</strong> <strong>Journal</strong> 3/12 www.forestryjournal.co.uk<br />
31