
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
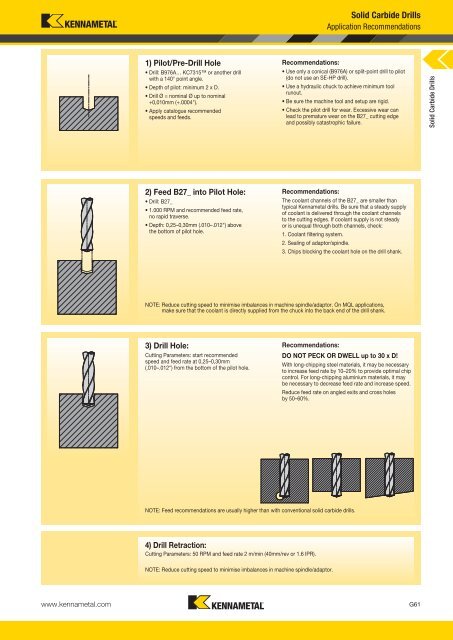
1) Pilot/Pre-Drill Hole<br />
• Drill: B976A… KC7315 or another drill<br />
with a 140° point angle.<br />
• Depth of pilot: minimum 2 x D.<br />
• Drill Ø = nominal Ø up to nominal<br />
+0,010mm (+.0004").<br />
• Apply catalogue recommended<br />
speeds and feeds.<br />
2) Feed B27_ into Pilot Hole:<br />
• Drill: B27_<br />
• 1.000 RPM and recommended feed rate,<br />
no rapid traverse.<br />
• Depth: 0,25–0,30mm (.010–.012") above<br />
the bottom of pilot hole.<br />
<strong>Solid</strong> <strong>Carbide</strong> <strong>Drills</strong><br />
Application Recommendations<br />
Recommendations:<br />
• Use only a conical (B976A) or split-point drill to pilot<br />
(do not use an SE-HP drill).<br />
• Use a hydraulic chuck to achieve minimum tool<br />
runout.<br />
• Be sure the machine tool and setup are rigid.<br />
• Check the pilot drill for wear. Excessive wear can<br />
lead to premature wear on the B27_ cutting edge<br />
and possibly catastrophic failure.<br />
Recommendations:<br />
The coolant channels of the B27_ are smaller than<br />
typical Kennametal drills. Be sure that a steady supply<br />
of coolant is delivered through the coolant channels<br />
to the cutting edges. If coolant supply is not steady<br />
or is unequal through both channels, check:<br />
1. Coolant filtering system.<br />
2. Sealing of adaptor/spindle.<br />
3. Chips blocking the coolant hole on the drill shank.<br />
NOTE: Reduce cutting speed to minimise imbalances in machine spindle/adaptor. On MQL applications,<br />
make sure that the coolant is directly supplied from the chuck into the back end of the drill shank.<br />
3) Drill Hole:<br />
Cutting Parameters: start recommended<br />
speed and feed rate at 0,25–0,30mm<br />
(.010–.012") from the bottom of the pilot hole.<br />
Recommendations:<br />
DO NOT PECK OR DWELL up to 30 x D!<br />
With long-chipping steel materials, it may be necessary<br />
to increase feed rate by 10–20% to provide optimal chip<br />
control. For long-chipping aluminium materials, it may<br />
be necessary to decrease feed rate and increase speed.<br />
Reduce feed rate on angled exits and cross holes<br />
by 50–60%.<br />
NOTE: Feed recommendations are usually higher than with conventional solid carbide drills.<br />
4) Drill Retraction:<br />
Cutting Parameters: 50 RPM and feed rate 2 m/min (40mm/rev or 1.6 IPR).<br />
NOTE: Reduce cutting speed to minimise imbalances in machine spindle/adaptor.<br />
www.kennametal.com G61<br />
<strong>Solid</strong> <strong>Carbide</strong> <strong>Drills</strong>