The new generation of internal boilers from Huppmann: the Jetstar
The new generation of internal boilers from Huppmann: the Jetstar
The new generation of internal boilers from Huppmann: the Jetstar
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
NEWSLETTER<br />
Special <strong>Jetstar</strong><br />
<strong>The</strong> <strong>new</strong> <strong>generation</strong> <strong>of</strong> <strong>internal</strong> <strong>boilers</strong> <strong>from</strong><br />
<strong>Huppmann</strong>: <strong>the</strong> <strong>Jetstar</strong><br />
Better, gentler, more efficient – and easy to retr<strong>of</strong>it<br />
<strong>Huppmann</strong> has developed a <strong>new</strong> <strong>internal</strong> boiler that has caught <strong>the</strong> attention <strong>of</strong> brewing<br />
experts: <strong>the</strong> <strong>Jetstar</strong>. With 2-phase boiling in combination with <strong>the</strong> innovative subjet system, <strong>the</strong><br />
<strong>Jetstar</strong> is setting <strong>new</strong> standards in terms <strong>of</strong> wort quality and efficiency, also in atmospheric<br />
systems. <strong>The</strong> <strong>Jetstar</strong> can easily be retr<strong>of</strong>itted to any wort kettle with <strong>internal</strong> boiler. Thus,<br />
<strong>the</strong> innovative technology <strong>of</strong> 2-phase boiling is also available for conventional atmospheric<br />
systems. In <strong>the</strong> following we have summarized <strong>the</strong> most important details about this superior<br />
technology.<br />
Subjet orifice and<br />
two-level wort spreader <strong>of</strong> <strong>the</strong> <strong>Jetstar</strong><br />
Internal boiler – an established principle<br />
Internal <strong>boilers</strong> were first used for wort boiling in 1977 and have since established<br />
<strong>the</strong>mselves throughout <strong>the</strong> world as <strong>the</strong> dominating boiler principle. 93 % <strong>of</strong> <strong>the</strong> wort kettles<br />
manufactured by <strong>Huppmann</strong> over <strong>the</strong> past 15 years were equipped with tubular <strong>internal</strong> <strong>boilers</strong>;<br />
<strong>the</strong> remaining systems operate with external <strong>boilers</strong>. <strong>The</strong> tubular <strong>internal</strong> boiler replaced<br />
previous systems such as <strong>the</strong> cascade boiler or <strong>the</strong> conical kettle and intensified wort boiling. It<br />
met <strong>the</strong> demand for high evaporation rates required due to shortened boiling times. Thanks to<br />
<strong>the</strong> large heating surface, tubular <strong>boilers</strong> enable an excellent heat exchange at low heating<br />
medium temperatures and achieve high circulation rates. Most systems operate according to <strong>the</strong><br />
principle <strong>of</strong> natural circulation, i.e. <strong>the</strong>y are driven solely by rising steam bubbles in <strong>the</strong> boiler<br />
tubes.<br />
© <strong>Huppmann</strong> AG 2006<br />
1
NEWSLETTER<br />
Homogeneity <strong>of</strong> wort treatment<br />
According to Schwill-Miedaner and Miedaner [1], "a basic requirement for constant wort<br />
quality is wort in which <strong>the</strong> contents are homogeneously distributed during <strong>the</strong> boiling process".<br />
To meet this requirement, <strong>the</strong> equipment manufacturers have continually optimised <strong>the</strong>ir <strong>internal</strong><br />
boiler systems. Particularly <strong>the</strong> heating phase <strong>from</strong> lautering temperature to boiling temperature<br />
is critical. Long dwell times connected with increased <strong>the</strong>rmal load in <strong>the</strong> boiler tubes can occur<br />
when <strong>the</strong> wort is distributed unevenly in <strong>the</strong> kettle and is thus heated unevenly.<br />
Relief openings<br />
In 1984 <strong>Huppmann</strong> largely eliminated this accumulation <strong>of</strong> wort in <strong>the</strong> boiler tube through<br />
<strong>the</strong> introduction <strong>of</strong> relief openings and thus distinctly reduced <strong>the</strong> <strong>the</strong>rmal load <strong>of</strong> wort during<br />
heating-up.<br />
External heating-up<br />
In plants with an energy storage system, wort can be preheated rapidly and gently to boiling<br />
temperature through <strong>the</strong> use <strong>of</strong> an external plate heat exchanger with a booster stage, so that <strong>the</strong><br />
critical phase <strong>of</strong> heating-up in <strong>the</strong> <strong>internal</strong> boiler is completely eliminated. Very efficient<br />
scrubbing <strong>of</strong> undesired flavours in <strong>the</strong> entire content <strong>of</strong> <strong>the</strong> kettle can be achieved through<br />
pressure relief combined with dynamic low-pressure boiling. In this manner, homogeneous<br />
wort treatment is guaranteed in this system configuration. This is confirmed by <strong>the</strong> results [2].<br />
Forced flow<br />
<strong>The</strong> forced flow <strong>of</strong> <strong>the</strong> <strong>internal</strong> boiler, pump-assisted, was also implemented in various<br />
breweries and by several equipment manufacturers. This led to improvements, primarily during<br />
heating-up. Never<strong>the</strong>less this does not completely solve a decisive problem during wort boiling:<br />
<strong>the</strong> homogeneity <strong>of</strong> <strong>the</strong> kettle content. As Delgado and Baars [3 – 6] have shown, circulation <strong>of</strong><br />
wort by means <strong>of</strong> a deflector can generate short-circuit flows which are an obstacle to uniform<br />
treatment especially in <strong>the</strong> heating-up phase. To achieve uniform wort treatment, dead zones<br />
and short-circuit flows must be prevented. It is required that <strong>the</strong> wort circulates vertically downwards<br />
in piston flow and is drawn-in as evenly as possible by <strong>the</strong> <strong>internal</strong> boiler.<br />
<strong>The</strong> <strong>Jetstar</strong> operation in detail<br />
Short-circuit flows can largely be prevented by discharging <strong>the</strong> wort below <strong>the</strong> wort level<br />
with <strong>the</strong> so-called "subjet", because <strong>the</strong> wort is distributed evenly. <strong>The</strong> <strong>new</strong> boiling system <strong>from</strong><br />
<strong>Huppmann</strong> operates with this principle. <strong>The</strong> results <strong>of</strong> <strong>the</strong> <strong>new</strong> <strong>internal</strong> boiler system "<strong>Jetstar</strong>"<br />
are presented below.<br />
View inside <strong>the</strong> wort kettle <strong>of</strong><br />
Löwenbräu Brewery in Munich:<br />
<strong>Jetstar</strong> in subjet operation in phase 1.<br />
2<br />
© <strong>Huppmann</strong> AG 2006
NEWSLETTER<br />
<strong>The</strong> <strong>new</strong> 2-phase boiling method<br />
Heating-up<br />
In <strong>the</strong> presented case, transfer <strong>from</strong> <strong>the</strong> pre-run tank to <strong>the</strong> wort kettle is carried out within<br />
20 minutes for all brews using a wort heater with an energy storage system up to 92 °C. At a<br />
kettle volume <strong>of</strong> 500 hl, heating-up commences with <strong>the</strong> wort being discharged through <strong>the</strong><br />
subjet orifice.<br />
Two-phase boiling<br />
Thanks to <strong>the</strong> subjet orifice, it is possible for <strong>the</strong> first time to divide <strong>the</strong> wort boiling process<br />
into two phases with an <strong>internal</strong> boiler with natural circulation.<br />
<strong>Jetstar</strong> during heating-up and in <strong>the</strong> first<br />
phase, <strong>the</strong> <strong>the</strong>rmal conversion<br />
Phase 1<br />
<strong>The</strong>rmal conversion: During this phase, wort flows out <strong>of</strong> <strong>the</strong> boiler through <strong>the</strong> subjet<br />
orifice below <strong>the</strong> wort level. <strong>The</strong> known processes such as hop isomerization, protein<br />
coagulation, degradation <strong>of</strong> flavour precursors (e.g. DMS precursor), sterilization, flavour and<br />
aroma formation take place with <strong>the</strong> temperature in <strong>the</strong> work kettle required for <strong>the</strong>se<br />
processes. Homogeneous temperature distribution is achieved throughout <strong>the</strong> entire content <strong>of</strong><br />
<strong>the</strong> kettle by gentle circulation. <strong>The</strong> boiler is pressurized only very slightly during this phase<br />
because it is not required to overcome a pumping height for circulation.<br />
High circulation rates combined with <strong>the</strong> low interfacial temperature conserve <strong>the</strong><br />
foam-positive substances. <strong>The</strong> steam bubbles produced in <strong>the</strong> boiler tube provide for a high<br />
momentum exchange below <strong>the</strong> wort surface thanks to <strong>the</strong> two-phase flow at <strong>the</strong> boiler outlet.<br />
At <strong>the</strong> same time, <strong>the</strong> steam bubbles condense again in <strong>the</strong> wort, and only very little evaporation<br />
occurs. Due to <strong>the</strong> homogeneous distribution in <strong>the</strong> kettle, <strong>the</strong> duration <strong>of</strong> this <strong>the</strong>rmal<br />
conversion can be selected irrespective <strong>of</strong> <strong>the</strong> required evaporation. Depending on <strong>the</strong> content<br />
<strong>of</strong> flavour precursors, <strong>the</strong>rmal conversion generally lasts 50 to 60 minutes. <strong>The</strong> goal is to reduce<br />
<strong>the</strong> precursors <strong>of</strong> undesired flavours as far as possible. <strong>The</strong> evaporation <strong>of</strong> flavours takes place<br />
in <strong>the</strong> following evaporation phase.<br />
Phase 2<br />
For evaporation, <strong>the</strong> lower outlet is closed and <strong>the</strong> upper one is opened. Using simple steam<br />
regulation, circulation via <strong>the</strong> two-level wort spreader commences. <strong>The</strong> large surface created<br />
<strong>the</strong>reby enables intensive evaporation <strong>of</strong> <strong>the</strong> flavours. Depending on <strong>the</strong> desired final values and<br />
<strong>the</strong> target original gravity, this evaporation phase continues for 10 to 20 minutes.<br />
Due to <strong>the</strong> intensive degradation <strong>of</strong> <strong>the</strong> DMS precursor during <strong>the</strong> <strong>the</strong>rmal conversion<br />
phase, a relatively low evaporation rate suffices to achieve <strong>the</strong> desired values <strong>of</strong> free DMS and<br />
o<strong>the</strong>r flavours in <strong>the</strong> finished wort. Thanks to <strong>the</strong> consistent division <strong>of</strong> boiling into two phases,<br />
it is possible to reduce total evaporation to values under 4 % without difficulty. An input <strong>of</strong><br />
additional evaporation energy during phase 1 would not accelerate <strong>the</strong> degradation <strong>of</strong> flavour<br />
precursors at all. Evaporation <strong>of</strong> <strong>the</strong> substances is not necessary at this time, because <strong>the</strong><br />
degradation reaction is not inhibited by <strong>the</strong> content <strong>of</strong> free DMS. Only a temperature increase<br />
<strong>of</strong> <strong>the</strong> wort by increasing <strong>the</strong> pressure in <strong>the</strong> kettle space can accelerate <strong>the</strong> decomposition<br />
processes fur<strong>the</strong>r and thus shorten <strong>the</strong> cycle time. <strong>The</strong> combination <strong>of</strong> dynamic low-pressure<br />
boiling with <strong>the</strong> <strong>Jetstar</strong> will open up <strong>new</strong> possibilities.<br />
In phase 2, discharging via <strong>the</strong> two-level<br />
wort spreader ensures intensive<br />
evaporation.<br />
3<br />
© <strong>Huppmann</strong> AG 2006
NEWSLETTER<br />
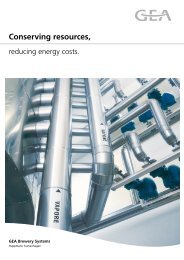
DMS [µg/l], %<br />
120,0<br />
100,0<br />
80,0<br />
60,0<br />
40,0<br />
20,0<br />
0,0<br />
Typical view inside <strong>the</strong> wort kettle:<br />
<strong>The</strong> wort is intensively evaporated via <strong>the</strong><br />
two-level wort spreader (phase 2).<br />
Series 1: Conv. 70 min, 9.5% Series 2: Conv. 55 min, 6.6 %<br />
Series 3: 2-phase boiling, 55/15 min, 3.1 %<br />
Total red.DMS<br />
in %<br />
Red. DMS-P in<br />
%<br />
Setpoint<br />
DMS-f CW<br />
DMS-f Half-time<br />
<strong>of</strong> cooling<br />
DMS precursor and free DMS during<br />
2-phase boiling with <strong>the</strong> <strong>Jetstar</strong><br />
Trial results<br />
In <strong>the</strong> Löwenbräu Brewery in Munich, part <strong>of</strong> <strong>the</strong> InBev Germany group, trials were<br />
conducted with light lager in a conventional wort kettle, with a volume <strong>of</strong> 710 hl cast wort. <strong>The</strong><br />
ideal technology was determined in a series <strong>of</strong> preliminary trials. <strong>The</strong> two boiling phases were<br />
optimally adjusted to each o<strong>the</strong>r. <strong>The</strong> values determined in this manner were compared with<br />
those <strong>of</strong> conventional boiling over 70 minutes, with evaporation rates <strong>of</strong> 8 – 9 %. <strong>The</strong> same raw<br />
materials were used to ensure comparability <strong>of</strong> <strong>the</strong> analyses. As a fur<strong>the</strong>r trial, <strong>the</strong> existing<br />
boiling process was simply shortened in order to operate with 6 % evaporation with a boiling<br />
cycle <strong>of</strong> 55 minutes. This procedure is widely used in practice. <strong>The</strong> goal was to show that it is<br />
possible to save energy by simply reducing <strong>the</strong> boiling time, however not without reducing wort<br />
quality. To ensure <strong>the</strong> comparability <strong>of</strong> <strong>the</strong> brews, heating-up was carried out with <strong>the</strong> same<br />
procedure for all brews. Different procedures were used only after <strong>the</strong> boiling temperature<br />
was reached. It was possible to double <strong>the</strong> ramp rate <strong>from</strong> 0.6 K/min to 1.2 K/min without<br />
impairing <strong>the</strong> protein ratios. Despite <strong>the</strong> high heating-up power, <strong>the</strong> content <strong>of</strong> <strong>the</strong> kettle did not<br />
foam at all.<br />
DMS ratios<br />
As representative <strong>of</strong> <strong>the</strong> wort flavours, <strong>the</strong> behaviour <strong>of</strong> <strong>the</strong> DMS precursor was examined.<br />
<strong>The</strong> diagram clearly shows <strong>the</strong> efficiency <strong>of</strong> precursor decomposition in <strong>the</strong> different procedures.<br />
Irrespective <strong>of</strong> evaporation, it was possible to reduce <strong>the</strong> total DMS by approximately 77 % and<br />
<strong>the</strong> DMS precursor by approximately 67 % with <strong>the</strong> same dwell time <strong>of</strong> 70 minutes. On <strong>the</strong> o<strong>the</strong>r<br />
hand, <strong>the</strong> shortened boiling time <strong>of</strong> 55 min led to a reduction <strong>of</strong> only 67 % or 57 %. <strong>The</strong>refore<br />
<strong>the</strong> same results were achieved with <strong>the</strong> reduced energy input <strong>of</strong> 3.1 % total evaporation as<br />
with 9.5 %. It is astonishing that this also applies to <strong>the</strong> free DMS during casting. An absolute<br />
value <strong>of</strong> 12 µg/l on average was achieved in both cases. With a value <strong>of</strong> 17 µg/l during casting,<br />
reduced boiling did not perform poorly ei<strong>the</strong>r. However, <strong>the</strong> known phenomenon <strong>of</strong><br />
reproduction <strong>of</strong> free DMS in <strong>the</strong> whirlpool occurs here. Midway through wort cooling, <strong>the</strong> value<br />
<strong>of</strong> 98 µg/l was just under <strong>the</strong> threshold value <strong>of</strong> minor 100 µg/l. In contrast, <strong>the</strong> o<strong>the</strong>r two<br />
procedures were both under 70 µg/l.<br />
TBI-increase<br />
Coag. N. [mg/l]<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Series 1: Conv. 70 min, Series 2: Conv. 55 min, Series 3: 2-phase<br />
9.5% 6.6 % boiling, 55/15 min, 3.1 %<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Setpoint<br />
Significant: <strong>the</strong> smaller <strong>the</strong>rmal load<br />
during 2-phase boiling<br />
Series 1: Conv. 70 min, Series 2: Conv. 55 min, Series 3: 2-phase<br />
9.5% 6.6 % boiling, 55/15 min, 3.1 %<br />
<strong>The</strong> coagulable nitrogen ratios also<br />
indicate a smaller <strong>the</strong>rmal load.<br />
<strong>The</strong>rmal load: TBI<br />
Parallel to this, <strong>the</strong> TBI increase is interesting. As expected, conventional boiling showed <strong>the</strong><br />
worst performance. Here <strong>the</strong> increase <strong>from</strong> kettle-full to end <strong>of</strong> boiling was 21 units. <strong>The</strong> lowest<br />
increase <strong>of</strong> 15 units occurred with <strong>the</strong> shortest total time <strong>of</strong> 55 minutes. However, <strong>the</strong> <strong>Jetstar</strong><br />
two-phase boiling showed a much smaller increase <strong>of</strong> 16 units with a total time <strong>of</strong> 70 minutes,<br />
than conventional boiling with 70 minutes. This illustrates <strong>the</strong> extremely gentle, homogeneous<br />
circulation <strong>of</strong> <strong>the</strong> wort with <strong>the</strong> <strong>Jetstar</strong>.<br />
Coagulable nitrogen<br />
In <strong>the</strong> preliminary trials it was possible to set <strong>the</strong> content <strong>of</strong> coagulable nitrogen at <strong>the</strong> end<br />
<strong>of</strong> boiling in ranges <strong>of</strong> 18 to 43 mg/l. <strong>The</strong> appropriate optimum value must be determined<br />
based on <strong>the</strong> head retention and cold stability for <strong>the</strong> respective plant. It is known that <strong>the</strong> value<br />
<strong>of</strong> <strong>the</strong> still coagulable nitrogen, <strong>the</strong> parameter for good or bad beer foam until now, can be used<br />
as an indication at best. <strong>The</strong> possibility to influence this value deliberately is decisive. <strong>The</strong><br />
degradation rates <strong>from</strong> kettle-full to <strong>the</strong> end <strong>of</strong> boiling were 55 % for conventional boiling,<br />
54 % for shortened boiling and 51 % for two-phase boiling. <strong>The</strong> absolute content during<br />
conventional boiling <strong>of</strong> 18 mg/l was certainly at <strong>the</strong> lower limit <strong>of</strong> <strong>the</strong> desired range <strong>of</strong> 15 to<br />
25 mg/l. However, beers with perfectly satisfactory foam values also resulted <strong>from</strong> <strong>the</strong>se worts.<br />
<strong>The</strong> shortened boiling time <strong>of</strong> 55 minutes yielded a value <strong>of</strong> 17 mg/l on average; two-phase<br />
boiling produced 21 mg/l. An improvement is noticeable in combination with <strong>the</strong> reduced<br />
<strong>the</strong>rmal load.<br />
4<br />
© <strong>Huppmann</strong> AG 2006
NEWSLETTER<br />
Literature<br />
[1] Schwill-Miedaner, A. und Miedaner,<br />
H., Würzekochung – heutiger Stand der<br />
Technologie und Technik, Brauwelt 141<br />
(2001), 18, 670 – 673<br />
[2] Bühler, Th., Michel, R., Kantelberg,<br />
B., Baumgärtner, Y., Die dynamische Niederdruckkochung<br />
– systematisch qualitätsoptimiert,<br />
Brauwelt 143 (2003), 38,<br />
1173 – 1178<br />
[3] Biwanski, T., Baars, A., Kowalczyk,<br />
W., Delgado, A., Schmidt, T. und Bühler, Th.,<br />
<strong>The</strong> subjet-wort boiling system <strong>of</strong> low<br />
expenditure and high benefit, EBC-Kongress,<br />
EBC-Proceedings, Prag, 2005<br />
[4] Baars, A., Herbster, T., Schmidt, T.,<br />
Delgado, A., Realisierung einer technologiegerechten<br />
Durchströmung der Würzepfanne<br />
mit Innenkocher durch gezielte Modifikation<br />
der Geometrie, Brauwelt, 144 (2004), 38,<br />
1164 – 166<br />
[5] Delgado, A., Baars, A., Kurz, T.,<br />
Hartmann, C., Schaumentwicklung und<br />
Schaumzerstörung beim Betrieb einer<br />
Würzepfanne mit Innenkocher, Technologisches<br />
Seminar, Weihenstephan, 2003<br />
[6] Baars, A., Werner, F., Delgado, A., Untersuchung<br />
der Strömung in einer Würzepfanne<br />
mit Innenkocher, Technologisches Seminar,<br />
Weihenstephan, 2000<br />
Conclusion<br />
<strong>The</strong> <strong>Jetstar</strong> enables two-phase boiling with an <strong>internal</strong> boiler with natural circulation<br />
for <strong>the</strong> first time. This means <strong>the</strong> separation <strong>of</strong> <strong>the</strong>rmal conversion processes and necessary<br />
vaporization (evaporation) in an atmospheric wort kettle. Thanks to <strong>the</strong> <strong>the</strong>rmosiphoning<br />
principle, <strong>the</strong> wort is subjected to a very gentle and homogeneous treatment. Technological<br />
advantages are achieved through <strong>the</strong> minimized heat load during pulsation-free heating. Greatly<br />
reduced steam temperatures are also used during <strong>the</strong>rmal conversion. <strong>The</strong> desired analytical<br />
parameters can be set deliberately and separately <strong>from</strong> one ano<strong>the</strong>r. <strong>The</strong> homogeneous<br />
temperature distribution in <strong>the</strong> kettle guarantees high conversion rates. Evaporation is carried<br />
out effectively via <strong>the</strong> large surface <strong>of</strong> <strong>the</strong> two-level wort spreader.<br />
In view <strong>of</strong> system design, <strong>the</strong> <strong>Jetstar</strong> can be easily retr<strong>of</strong>itted without much installation<br />
effort and without additional consumption <strong>of</strong> electric energy. <strong>The</strong> hygienic design ensures<br />
excellent cleaning properties. Thanks to <strong>the</strong> small <strong>the</strong>rmal load, daily intermediate cleaning is<br />
not necessary. Thus, <strong>the</strong> costs for water and cleaning agents can be minimized. <strong>The</strong> primary<br />
energy savings are not reduced by <strong>the</strong> use <strong>of</strong> o<strong>the</strong>r energy forms. When an energy storage system<br />
is used, <strong>the</strong> hot water balance is closed within <strong>the</strong> brewhouse. Thus complete condensation <strong>of</strong><br />
<strong>the</strong> vapour is possible also during atmospheric boiling.<br />
Installation and retr<strong>of</strong>itting<br />
<strong>The</strong> <strong>Jetstar</strong> can be installed with little downtime. If <strong>the</strong> design data <strong>of</strong> <strong>the</strong> existing<br />
tubular boiler are right, a <strong>new</strong> optimized outlet cone for improved flow with a two-level wort<br />
spreader is mounted on <strong>the</strong> existing boiler. <strong>The</strong> subjet orifice is located in <strong>the</strong> upper part <strong>of</strong><br />
<strong>the</strong> outlet cone below <strong>the</strong> wort level during casting. Variations in <strong>the</strong> cast-out quantity can be<br />
compensated for by a simple mechanism. Depending on <strong>the</strong> kettle design, <strong>the</strong> mechanical<br />
equipment for opening and closing <strong>the</strong> two outlets is installed on <strong>the</strong> kettle bottom or at <strong>the</strong><br />
kettle outlet.<br />
Summary<br />
<strong>Huppmann</strong> AG has developed a <strong>new</strong> boiler <strong>generation</strong>. For <strong>the</strong> very first time, <strong>the</strong> <strong>Jetstar</strong><br />
enables a division <strong>of</strong> wort boiling into <strong>the</strong>rmal conversion and evaporation in <strong>internal</strong> <strong>boilers</strong><br />
with natural circulation. This procedure enables wort boiling to be more flexible and allows <strong>the</strong><br />
specific setting <strong>of</strong> all important wort parameters. <strong>The</strong> <strong>Jetstar</strong> can be easily retr<strong>of</strong>itted in all wort<br />
kettles with an <strong>internal</strong> boiler. <strong>The</strong> system saves primary energy without reducing wort quality.<br />
Acknowledgments<br />
<strong>Huppmann</strong> AG would like to thank <strong>the</strong> Löwenbräu Brewery in Munich, part <strong>of</strong> <strong>the</strong> InBev<br />
Germany group, represented by Dr Lehmann, Mr Viehhauser and Mr Kaup, for <strong>the</strong>ir excellent<br />
cooperation. <strong>The</strong> authors would like to thank Mr Sven Milosevic for conducting <strong>the</strong> trials. <strong>The</strong>y<br />
would also like to thank Pr<strong>of</strong>. Delgado and <strong>the</strong> staff members <strong>of</strong> <strong>the</strong> Chair for Fluid Mechanics<br />
and Process Automation <strong>of</strong> <strong>the</strong> Technical University <strong>of</strong> Munich for <strong>the</strong> fruitful discussions.<br />
All <strong>the</strong> best,<br />
Your <strong>Huppmann</strong> Team<br />
5<br />
© <strong>Huppmann</strong> AG 2006