Tecweigh - Powder and Bulk Engineering Magazine
Tecweigh - Powder and Bulk Engineering Magazine
Tecweigh - Powder and Bulk Engineering Magazine

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
20 <strong>Powder</strong> <strong>and</strong> <strong>Bulk</strong> <strong>Engineering</strong>, February 1995<br />
Case history<br />
Feeders<br />
reliably add<br />
chemicals to<br />
kaolin clay<br />
I<br />
compounds<br />
A<br />
company called E.C.C. International,<br />
S<strong>and</strong>ersville, Ga., supplies<br />
clay compounds used in the<br />
ceramics, paper, plastic, paint, pharmaceutical,<br />
<strong>and</strong> chemical industries. E.C.C.<br />
also owns <strong>and</strong> operates the mining operation<br />
that supplies materials to the company’s<br />
plants.<br />
Kaolin clay is mined from pits as far as<br />
100 miles away <strong>and</strong> either mixed to a<br />
slurry on site <strong>and</strong> pumped to the plant or<br />
moved in solid form to the plant in trucks.<br />
Slurry is stored in tanks at the plant,<br />
while solid clay is stored in sheds <strong>and</strong><br />
later moved by front-end loaders to a<br />
slurry mixer. The plant’s slurry mixers<br />
When feeders designed in-house<br />
by a kaolin clay plant failed to<br />
reliably deliver chemical<br />
additives, the plant installed<br />
feeders that eliminated the<br />
problem.<br />
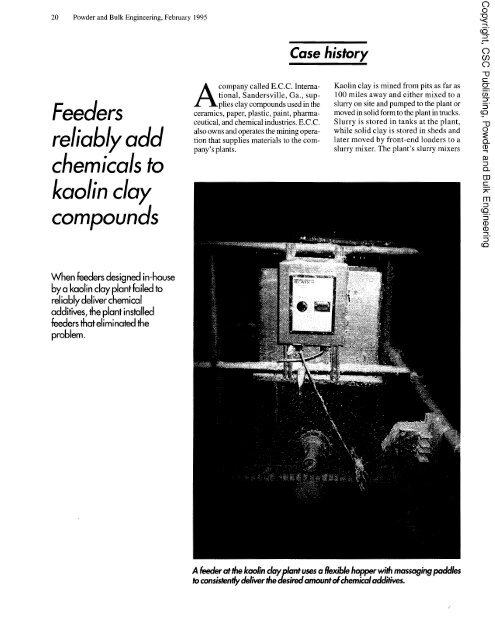
A M er at the kaolin clay plant uses a flexible hopper wifh massaging paddles<br />
to consisten+ deliver the desired amount of chemical addihes.
each use a 100- to 200-horsepower motor<br />
that drives a shaft bearing disc-mounted<br />
blades.<br />
The slurry is next pumped through several<br />
stages of high-speed centrifugal<br />
classification, known as degritting. Magnets<br />
then remove any metallic impurities<br />
before vacuum drum filters dewater the<br />
slurry to raise its solids level from about<br />
30 percent to about 50 percent. Pumps<br />
then move the slurry to a spray dryer’s<br />
top <strong>and</strong> through an atomizing nozzle that<br />
sprays a fine mist into the dryer’s heating<br />
chamber, which dries the slurry to bead<br />
form.<br />
Screw, belt, or pneumatic conveyors<br />
move the dried clay through the rest of<br />
the process, which begins in a calciner<br />
that heats the clay, changing its chemical<br />
properties. At various process stages,<br />
feeders add different amounts of various<br />
chemicals to form clay compounds with<br />
properties needed by end users. The<br />
chemicals vary from powders to granules<br />
<strong>and</strong> can be corrosive or abrasive. Dried<br />
clay compounds are finally shipped out<br />
in railcars or bags. The compounds can<br />
also be remixed with water <strong>and</strong> shipped<br />
in slurry form.<br />
High-maintenance feeders unreliably<br />
deliver chemical additives<br />
In the past, E.C.C. added chemicals to its<br />
clay compounds using dry product feeders<br />
with hard sides <strong>and</strong> no flow agitation.<br />
But the feeders were unreliable, often<br />
created a material bridging problem,<br />
were difficult to control, <strong>and</strong> required<br />
high maintenance. Each feeder was developed<br />
on-site <strong>and</strong> used a DC drive<br />
motor with sprockets <strong>and</strong> chains. A<br />
straight-sided sheet metal container<br />
served as the feeder hopper, <strong>and</strong> a screw<br />
at the hopper’s bottom fed material.<br />
However, fabricating the feeders was expensive<br />
<strong>and</strong> a local fabricator had to CUStom-make<br />
the feed screws.<br />
The feeders also needed frequent maintenance<br />
<strong>and</strong> replacement of items such as<br />
bearings <strong>and</strong> chains. In addition, the<br />
feeders were large <strong>and</strong> bulky to move <strong>and</strong><br />
required 440-volt power to operate. A<br />
broken feeder required an electrician because<br />
the plant couldn’t get safety-approved<br />
quick disconnect plugs for<br />
440-volt power. The electrician might<br />
not arrive for up to 3 hours.<br />
Even when the feeders were operating,<br />
the feedrate fluctuated considerably. “A<br />
<strong>Powder</strong> <strong>and</strong> <strong>Bulk</strong> <strong>Engineering</strong>, February 1995 21<br />
feeder operator could check the system<br />
every 2 hours <strong>and</strong> get a different reading<br />
each time,” said calcine plant process engineer<br />
Gregg Brantley. Then, the operator<br />
would try to adjust the feedrate <strong>and</strong><br />
possibly overadjust if a bridged feeder<br />
suddenly started feeding. “It was a nightmare<br />
as far as process control was concerned,”<br />
Brantley said.<br />
Material in the feeder often bridged or<br />
ratholed, <strong>and</strong> the feeder would run for<br />
hours without delivering material. Although<br />
the feeder hopper appeared full,<br />
the resulting kaolin clay compound<br />
was out of spec according to laboratory<br />
results.<br />
“Then we had to rework the material by<br />
running it back through the system,<br />
which reduced production,” Brantley<br />
said. A bridged feeder could result in<br />
anywhere from 50 to 400 tons of rework,<br />
which was very costly. In some cases,<br />
shipments had to be delivered out of spec<br />
when customers were waiting for the material.<br />
This kept customers supplied with<br />
clay, but reduced the plant’s quality credibility.<br />
Plant considers new feeders<br />
Brantley then read an ad in a trade magazine<br />
describing a feeder with a flexible<br />
hopper <strong>and</strong> agitation paddles. He was<br />
concerned a flexible hopper might wear<br />
too easily from the corrosive <strong>and</strong> abrasive<br />
materials. “We wouldn’t want to<br />
bust a hopper <strong>and</strong> let the material get<br />
down in the motor <strong>and</strong> sprockets <strong>and</strong><br />
everything,” Brantley said.<br />
0<br />
73<br />
2.<br />
ra<br />
5<br />
d<br />
0<br />
cn 0<br />
77<br />
P,<br />
3<br />
Q<br />
m<br />
r_<br />
x<br />
Frequent maintenance of a kaolin<br />
plant‘s previous feeders required up to<br />
a 3-hour wait for an electrician. Quickdisconnect<br />
plugs on the plant’s new<br />
feeders permit changing out an entire<br />
feeder in 3 to 4 minutes.<br />
An extended hopper on his feeder provides additional capcity
24 <strong>Powder</strong> <strong>and</strong> <strong>Bulk</strong> <strong>Engineering</strong>, February 1995<br />
After considering a variety of flexiblehopper<br />
feeders, Brantley chose to further<br />
investigate the one that had the fewest<br />
moving parts from a manufacturer who<br />
appeared very willing to work with the<br />
plant’s maintenance <strong>and</strong> engineering<br />
staff to come up with a working solution.<br />
An equipment sales representative then<br />
stopped at the plant to demonstrate some<br />
feeder options.<br />
In early 199 1, the plant tested a <strong>Tecweigh</strong><br />
Series E5 volumetric feeder with a Flex<br />
Feed hopper <strong>and</strong> st<strong>and</strong>ard digital control.<br />
A demonstration was scheduled using a<br />
variety of end product ingredients <strong>and</strong><br />
the company’s system process. Over several<br />
months, the company witnessed the<br />
unit’s reliability, elimination of product<br />
bridging, <strong>and</strong> ease of maintenance.<br />
Durable feeders use adiustable<br />
agitation paddles<br />
The feeder’s polyurethane hopper has a<br />
0.4-cubic-foot nominal capacity. Dual<br />
external paddles press in on the flexible<br />
hopper’s sides with a massaging action<br />
that conditions the material into a uniform<br />
bulk density to fill each flight of the<br />
unit’s feed auger. The amplitude of paddle<br />
actuation adjusts to various materials<br />
for optimal consistency <strong>and</strong> minimal<br />
hopper wear. The stainless steel agitation<br />
paddles don’t rust, pit, or damage the<br />
flexible hopper.<br />
A %-horsepower motor turns the feeder’s<br />
auger through a feed tube, delivering material<br />
at 0.0003 to 6.0 ft3/h. The feeder<br />
drive train <strong>and</strong> cabinet are sealed to<br />
protect the motor <strong>and</strong> all internal components<br />
from water <strong>and</strong> dust. A hopperto-drive-shaft<br />
seal protects against<br />
leakage of even abrasive materials into<br />
the feeder cabinet to prevent breakdowns.<br />
An automatic chain tensioner<br />
eliminates manual adjustment for chain<br />
stretch. The feeder disassembles quickly,<br />
<strong>and</strong> a twist <strong>and</strong> pull removes both the<br />
feed tube <strong>and</strong> the auger. The flexible hopper<br />
lifts out of the feeder cabinet, <strong>and</strong> the<br />
entire chassis <strong>and</strong> motor drive remove for<br />
repairs.<br />
z<br />
Feeders reliab deliier chemicals to<br />
claycompoun s<br />
The kaolin plant has installed eight of the<br />
feeders. The feeders consistently deliver<br />
a controllable flow of chemical additives<br />
that’s repeatable to k2 grams. Some have<br />
operated continuously for nearly 4 years<br />
with no maintenance. Some are controlled<br />
by computers <strong>and</strong> others use st<strong>and</strong>ard<br />
digital controls for very constant<br />
processes. E.C.C. has noticed reduced<br />
labor <strong>and</strong> maintenance <strong>and</strong> increased<br />
product quality, while experiencing almost<br />
no system downtime.<br />
The kaolin clay plant keeps spare feeders<br />
on h<strong>and</strong> to swap in quickly <strong>and</strong> reduce<br />
downtime when maintenance is required.<br />
Each feeder has a 1 IO-volt quick-disconnect<br />
plug from the feeder to the controller,<br />
which workers can disconnect<br />
without an electrician present. “That aspect<br />
has helped us a lot,” Brantley said.<br />
“We can change out a feeder in 3 to 4<br />
minutes, compared with the hour or more<br />
it used to take.” The quick-disconnect<br />
plugs are different for each size feeder<br />
drive to prevent any potential miswiring.<br />
The plant has worn out only one flexible<br />
hopper, which wasn’t due to material<br />
wear, but rather to an improperly adjusted<br />
agitation paddle that eventually<br />
wore through the hopper. The plant readjusted<br />
the paddle <strong>and</strong> has since had no<br />
hopper wear problems.<br />
The feeder manufacturer has worked<br />
with the kaolin plant to ensure continued<br />
success. In one case, a connecting spring<br />
between a feeder’s auger <strong>and</strong> drive shaft<br />
pushed into a seal <strong>and</strong> wore it over time.<br />
The manufacturer then put in several<br />
Teflon bushings, installed a different type<br />
of bearing, <strong>and</strong> reengineered the drive<br />
shaft coupling to take the pressure off the<br />
seal. The changes eliminated the seal<br />
wear problem. In another case, the auger<br />
flights weren’t sufficiently tapered,<br />
which packed material against a bearing.<br />
The manufacturer then worked with the<br />
plant to redesign the screw flights <strong>and</strong><br />
solve the problem.<br />
Regarding the feeder manufacturer,<br />
Brantley said, “I wish every company<br />
was like them because they’ve been willing<br />
to take criticism <strong>and</strong> put that criticism<br />
on the drawing board as many times as it<br />
takes until it’s right.”<br />
PBE<br />
Tecnetics Industries, St. Paul, MN<br />
6 1 217774780 #350<br />
0<br />
73<br />
2.<br />
ra<br />
5<br />
d<br />
0<br />
cn<br />
0<br />
77<br />
-0<br />
0<br />
d<br />
Q<br />
%<br />
P,<br />
3<br />
Q<br />
m<br />
r_<br />
7i