Tap and Drill Bit Selection Guide - Bosch Power Tools
Tap and Drill Bit Selection Guide - Bosch Power Tools
Tap and Drill Bit Selection Guide - Bosch Power Tools

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
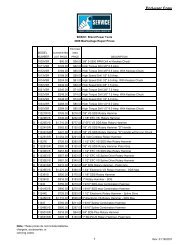
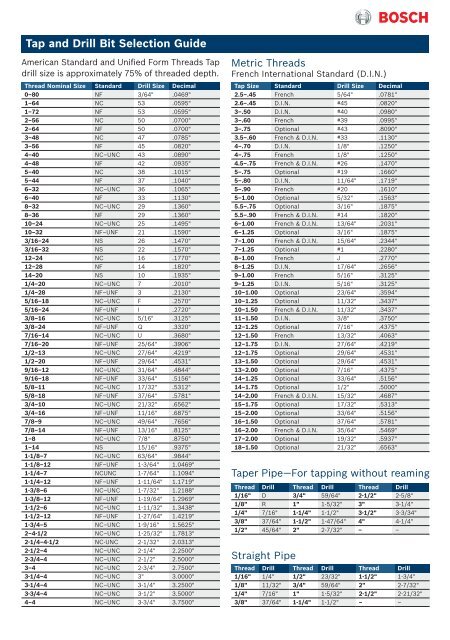
<strong>Tap</strong> <strong>and</strong> <strong>Drill</strong> <strong>Bit</strong> <strong>Selection</strong> <strong>Guide</strong><br />
American St<strong>and</strong>ard <strong>and</strong> Unified Form Threads <strong>Tap</strong><br />
drill size is approximately 75% of threaded depth.<br />
Thread Nominal Size St<strong>and</strong>ard <strong>Drill</strong> Size Decimal<br />
0–80 NF 3/64" .0469"<br />
1–64 NC 53 .0595"<br />
1–72 NF 53 .0595"<br />
2–56 NC 50 .0700"<br />
2–64 NF 50 .0700"<br />
3–48 NC 47 .0785"<br />
3–56 NF 45 .0820"<br />
4–40 NC–UNC 43 .0890"<br />
4–48 NF 42 .0935"<br />
5–40 NC 38 .1015"<br />
5–44 NF 37 .1040"<br />
6–32 NC–UNC 36 .1065"<br />
6–40 NF 33 .1130"<br />
8–32 NC–UNC 29 .1360"<br />
8–36 NF 29 .1360"<br />
10–24 NC–UNC 25 .1495"<br />
10–32 NF–UNF 21 .1590"<br />
3/16–24 NS 26 .1470"<br />
3/16–32 NS 22 .1570"<br />
12–24 NC 16 .1770"<br />
12–28 NF 14 .1820"<br />
14–20 NS 10 .1935"<br />
1/4–20 NC–UNC 7 .2010"<br />
1/4–28 NF–UNF 3 .2130"<br />
5/16–18 NC–UNC F .2570"<br />
5/16–24 NF–UNF I .2720"<br />
3/8–16 NC–UNC 5/16" .3125"<br />
3/8–24 NF–UNF Q .3320"<br />
7/16–14 NC–UNC U .3680"<br />
7/16–20 NF–UNF 25/64" .3906"<br />
1/2–13 NC–UNC 27/64" .4219"<br />
1/2–20 NF–UNF 29/64" .4531"<br />
9/16–12 NC–UNC 31/64" .4844"<br />
9/16–18 NF–UNF 33/64" .5156"<br />
5/8–11 NC–UNC 17/32" .5312"<br />
5/8–18 NF–UNF 37/64" .5781"<br />
3/4–10 NC–UNC 21/32" .6562"<br />
3/4–16 NF–UNF 11/16" .6875"<br />
7/8–9 NC–UNC 49/64" .7656"<br />
7/8–14 NF–UNF 13/16" .8125"<br />
1–8 NC–UNC 7/8" .8750"<br />
1–14 NS 15/16" .9375"<br />
1-1/8–7 NC–UNC 63/64" .9844"<br />
1-1/8–12 NF–UNF 1-3/64" 1.0469"<br />
1-1/4–7 NCUNC 1-7/64" 1.1094"<br />
1-1/4–12 NF–UNF 1-11/64" 1.1719"<br />
1-3/8–6 NC–UNC 1-7/32" 1.2188"<br />
1-3/8–12 NF–UNF 1-19/64" 1.2969"<br />
1-1/2–6 NC–UNC 1-11/32" 1.3438"<br />
1-1/2–12 NF–UNF 1-27/64" 1.4219"<br />
1-3/4–5 NC–UNC 1-9/16" 1.5625"<br />
2–4-1/2 NC–UNC 1-25/32" 1.7813"<br />
2-1/4–4-1/2 NC-UNC 2-1/32" 2.0313"<br />
2-1/2–4 NC–UNC 2-1/4" 2.2500"<br />
2-3/4–4 NC–UNC 2-1/2" 2.5000"<br />
3–4 NC–UNC 2-3/4" 2.7500"<br />
3-1/4–4 NC–UNC 3" 3.0000"<br />
3-1/4–4 NC–UNC 3-1/4" 3.2500"<br />
3-3/4–4 NC–UNC 3-1/2" 3.5000"<br />
4–4 NC–UNC 3-3/4" 3.7500"<br />
Metric Threads<br />
French International St<strong>and</strong>ard (D.I.N.)<br />
<strong>Tap</strong> Size St<strong>and</strong>ard <strong>Drill</strong> Size Decimal<br />
2.5–.45 French 5/64" .0781"<br />
2.6–.45 D.I.N. #45 .0820"<br />
3–.50 D.I.N. #40 .0980"<br />
3–.60 French #39 .0995"<br />
3–.75 Optional #43 .8090"<br />
3.5–.60 French & D.I.N. #33 .1130"<br />
4–.70 D.I.N. 1/8" .1250"<br />
4–.75 French 1/8" .1250"<br />
4.5–.75 French & D.I.N. #26 .1470"<br />
5–.75 Optional #19 .1660"<br />
5–.80 D.I.N. 11/64" .1719"<br />
5–.90 French #20 .1610"<br />
5–1.00 Optional 5/32" .1563"<br />
5.5–.75 Optional 3/16" .1875"<br />
5.5–.90 French & D.I.N. #14 .1820"<br />
6–1.00 French & D.I.N. 13/64" .2031"<br />
6–1.25 Optional 3/16" .1875"<br />
7–1.00 French & D.I.N. 15/64" .2344"<br />
7–1.25 Optional #1 .2280"<br />
8–1.00 French J .2770"<br />
8–1.25 D.I.N. 17/64" .2656"<br />
9–1.00 French 5/16" .3125"<br />
9–1.25 D.I.N. 5/16" .3125"<br />
10–1.00 Optional 23/64" .3594"<br />
10–1.25 Optional 11/32" .3437"<br />
10–1.50 French & D.I.N. 11/32" .3437"<br />
11–1.50 D.I.N. 3/8" .3750"<br />
12–1.25 Optional 7/16" .4375"<br />
12–1.50 French 13/32" .4063"<br />
12–1.75 D.I.N. 27/64" .4219"<br />
12–1.75 Optional 29/64" .4531"<br />
13–1.50 Optional 29/64" .4531"<br />
13–2.00 Optional 7/16" .4375"<br />
14–1.25 Optional 33/64" .5156"<br />
14–1.75 Optional 1/2" .5000"<br />
14–2.00 French & D.I.N. 15/32" .4687"<br />
15–1.75 Optional 17/32" .5313"<br />
15–2.00 Optional 33/64" .5156"<br />
16–1.50 Optional 37/64" .5781"<br />
16–2.00 French & D.I.N. 35/64" .5469"<br />
17–2.00 Optional 19/32" .5937"<br />
18–1.50 Optional 21/32" .6563"<br />
<strong>Tap</strong>er Pipe — For tapping without reaming<br />
Thread <strong>Drill</strong> Thread <strong>Drill</strong> Thread <strong>Drill</strong><br />
1/16" D 3/4" 59/64" 2-1/2" 2-5/8"<br />
1/8" R 1" 1-5/32" 3" 3-1/4"<br />
1/4" 7/16" 1-1/4" 1-1/2" 3-1/2" 3-3/34"<br />
3/8" 37/64" 1-1/2" 1-47/64" 4" 4-1/4"<br />
1/2" 45/64" 2" 2-7/32" – –<br />
Straight Pipe<br />
Thread <strong>Drill</strong> Thread <strong>Drill</strong> Thread <strong>Drill</strong><br />
1/16" 1/4" 1/2" 23/32" 1-1/2" 1-3/4"<br />
1/8" 11/32" 3/4" 59/64" 2" 2-7/32"<br />
1/4" 7/16" 1" 1-5/32" 2-1/2" 2-21/32"<br />
3/8" 37/64" 1-1/4" 1-1/2" – –
f<br />
f<br />
f<br />
f<br />
f<br />
Black Oxide <strong>Tap</strong>s <strong>and</strong> Dies<br />
Heat-treated<br />
carbon steel<br />
provides long<br />
life <strong>and</strong> clean,<br />
accurate threads<br />
Rolled threads<br />
provide more<br />
accuracy than<br />
machined threads<br />
Black oxide<br />
coating<br />
provides<br />
corrosion<br />
resistance<br />
Laser-etched<br />
marking<br />
ensures size<br />
identification<br />
won't wear off<br />
Product Info — <strong>Tap</strong> Point Styles<br />
<strong>Tap</strong>er<br />
Plug<br />
Bottoming<br />
<strong>Tap</strong>er<br />
f f8–10 chamfered threads at the<br />
tip ideal for starting threads in<br />
tough materials<br />
f Longest chamfer of all<br />
three types<br />
f Commonly used in through holes<br />
<strong>and</strong> with materials where a guide<br />
is necessary<br />
f Requires less torque due to<br />
more working teeth<br />
Plug (most widely used)<br />
f fGeneral purpose tap, with<br />
3–5 chamfered threads<br />
f Used when there is sufficient<br />
room on a blind hole <strong>and</strong> tapping<br />
to the bottom is not required<br />
Bottoming<br />
f fUsed after the threads have<br />
been started<br />
f 1–3 chamfered threads at the tip<br />
are enough to start the hole <strong>and</strong><br />
taps all the way to the bottom<br />
Note: <strong>Tap</strong> <strong>and</strong> die size is indicated by two<br />
numbers. The first number represents the<br />
diameter of the screw or bolt. The second<br />
number represents threads per inch. The<br />
letters after the tap size indicate particular<br />
screw or bolt st<strong>and</strong>ard:<br />
NC = National Coarse<br />
NF = National Fine<br />
NS = National Special<br />
NEF = National Extra Fine<br />
NPT = National Pipe <strong>Tap</strong>er<br />
BSP = British St<strong>and</strong>ard Pipe<br />
D.I.N. = French International St<strong>and</strong>ard<br />
Example: A 1/4-20 NC tap will cut 1/4"<br />
outside diameter with 20 threads per inch<br />
for a National Coarse-type screw.