1 Troubleshooting for Sheet Extrusion - LG MMA
1 Troubleshooting for Sheet Extrusion - LG MMA
1 Troubleshooting for Sheet Extrusion - LG MMA

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
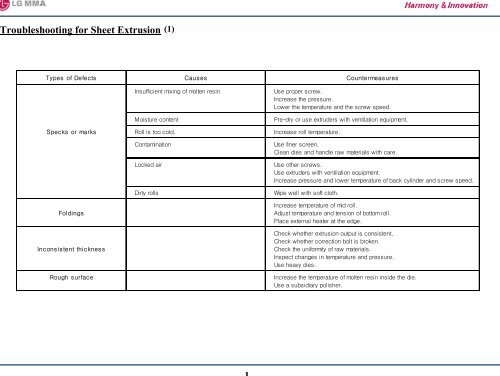
oubleshooting <strong>for</strong> <strong>Sheet</strong> <strong>Extrusion</strong> (1)<br />
Types of Defects<br />
Causes<br />
Countermeasures<br />
Insufficient mixing of molten resin<br />
Moisture content<br />
Use proper screw.<br />
Increase the pressure.<br />
Lower the temperature and the screw speed.<br />
Pre-dry or use extruders with ventilation equipment.<br />
Specks or marks Roll is too cold. Increase roll temperature.<br />
Contamination<br />
Locked air<br />
Dirty rolls<br />
Use finer screen.<br />
Clean dies and handle raw materials with care.<br />
Use other screws.<br />
Use extruders with ventilation equipment.<br />
Increase pressure and lower temperature of back cylinder and screw speed.<br />
Wipe well with soft cloth.<br />
Foldings<br />
Inconsistent thickness<br />
Rough surface<br />
Increase temperature of mid roll.<br />
Adjust temperature and tension of bottom roll.<br />
Place external heater at the edge.<br />
Check whether extrusion output is consistent.<br />
Check whether correction bolt is broken.<br />
Check the uni<strong>for</strong>mity of raw materials.<br />
Inspect changes in temperature and pressure.<br />
Use heavy dies.<br />
Increase the temperature of molten resin inside the die.<br />
Use a subsidiary polisher.
oubleshooting <strong>for</strong> <strong>Sheet</strong> <strong>Extrusion</strong> (2)<br />
Types of Defects<br />
Causes<br />
Countermeasures<br />
Die Lines<br />
Clean die lips.<br />
Streaks in the direction Moisture content Pre-dry or use extruders with ventilation equipment.<br />
of extrusion Sooted rolls Re-polish the roll surface.<br />
Streaks perpendicular to<br />
Lamination roll is too cold.<br />
Caking on rolls.<br />
Increase the temperature of lamination roll.<br />
Lower the roll temperature, the temperature of molten resin,<br />
or the temperature of blow air between sheet and roll.<br />
extraction Poor take-off unit or die. Fix take-off unit and improve die prop.<br />
Curvatures on the surface<br />
Insufficient mixing of molten resin<br />
Use other screws.<br />
Increase the extrusion pressure.<br />
Lower the screw speed.<br />
Decrease the temperature.<br />
of extrusion products Big rolling bank between roll gears. Decrease the pressure between rolls.<br />
Uni<strong>for</strong>malize thickness of sheets in the die.<br />
Increase the speed of take-off.<br />
Lamination is too hot.<br />
(Small curvatures at the edges)<br />
Lower the temperature of laminating roll.<br />
Inspect the roll surface.<br />
Clean inside the roll if possible.