Inch - korloy
Inch - korloy
Inch - korloy

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
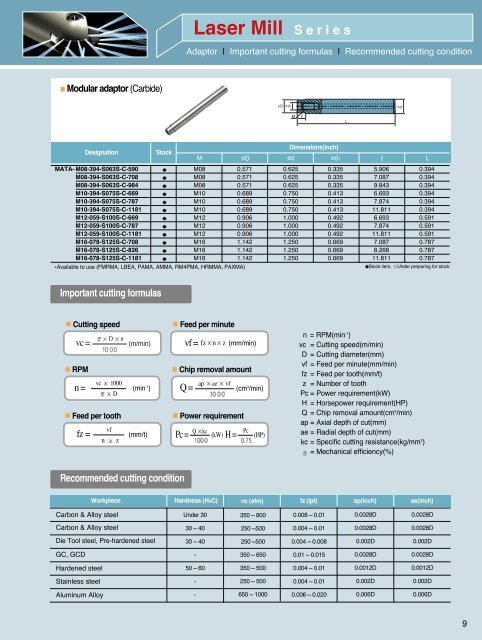
Laser Mill Series<br />
Adaptor | Important cutting formulas | Recommended cutting condition<br />
Modular adaptor (Carbide)<br />
Designation<br />
Stock<br />
Dimensions(inch)<br />
M øD ød ød1<br />
MATA- M08-394-S063S-C-590 M08 0.571 0.625 0.335 5.906 0.394<br />
M08-394-S063S-C-708 M08 0.571 0.625 0.335 7.087 0.394<br />
M08-394-S063S-C-984 M08 0.571 0.625 0.335 9.843 0.394<br />
M10-394-S075S-C-669 M10 0.689 0.750 0.413 6.693 0.394<br />
M10-394-S075S-C-787 M10 0.689 0.750 0.413 7.874 0.394<br />
M10-394-S075S-C-1181 M10 0.689 0.750 0.413 11.811 0.394<br />
M12-059-S100S-C-669 M12 0.906 1.000 0.492 6.693 0.591<br />
M12-059-S100S-C-787 M12 0.906 1.000 0.492 7.874 0.591<br />
M12-059-S100S-C-1181 M12 0.906 1.000 0.492 11.811 0.591<br />
M16-078-S125S-C-708 M16 1.142 1.250 0.669 7.087 0.787<br />
M16-078-S125S-C-826 M16 1.142 1.250 0.669 8.268 0.787<br />
M16-078-S125S-C-1181 M16 1.142 1.250 0.669 11.811 0.787<br />
Available to use (FMRMA, LBEA, PAMA, AMMA, RM4PMA, HRMMA, PAXMA)<br />
Stock item,<br />
L<br />
Under preparing for stock<br />
Important cutting formulas<br />
Cutting speed<br />
vc =<br />
RPM<br />
n =<br />
Feed per tooth<br />
fz =<br />
D n (m/min)<br />
vc 1000<br />
(min -1 )<br />
D<br />
vf<br />
(mm/t)<br />
n z<br />
Feed per minute<br />
vf = fz n z (mm/min)<br />
Chip removal amount<br />
Q = ap ae vf (cm 3 /min)<br />
Power requirement<br />
Pc = Q kc (kW) H = Pc (HP)<br />
n = RPM(min -1 )<br />
vc = Cutting speed(m/min)<br />
D = Cutting diameter(mm)<br />
vf = Feed per minute(mm/min)<br />
fz = Feed per tooth(mm/t)<br />
z = Number of tooth<br />
Pc = Power requirement(kW)<br />
H = Horsepower requirement(HP)<br />
Q = Chip removal amount(cm 3 /min)<br />
ap = Axial depth of cut(mm)<br />
ae = Radial depth of cut(mm)<br />
kc = Specific cutting resistance(kg/mm 2 )<br />
= Mechanical efficiency(%)<br />
Recommended cutting condition<br />
Workpiece<br />
Hardness (HRC) vc (sfm)<br />
fz (ipt)<br />
ap(inch) ae(inch)<br />
Carbon & Alloy steel<br />
Under 30<br />
350 ~ 800<br />
0.008 ~ 0.01<br />
0.0028D<br />
0.0028D<br />
Carbon & Alloy steel<br />
30 ~ 40<br />
250 ~500<br />
0.004 ~ 0.01<br />
0.0028D<br />
0.0028D<br />
Die Tool steel, Pre-hardened steel<br />
30 ~ 40<br />
250 ~500<br />
0.004 ~ 0.008<br />
0.002D<br />
0.002D<br />
GC, GCD<br />
-<br />
350 ~ 650<br />
0.01 ~ 0.015<br />
0.0028D<br />
0.0028D<br />
Hardened steel<br />
50 ~ 60<br />
350 ~ 500<br />
0.004 ~ 0.01<br />
0.0012D<br />
0.0012D<br />
Stainless steel<br />
-<br />
250 ~ 500<br />
0.004 ~ 0.01<br />
0.002D<br />
0.002D<br />
Aluminum Alloy<br />
-<br />
650 ~ 1000<br />
0.006 ~ 0.020<br />
0.006D<br />
0.006D<br />
9