

Trespa Manufacturing Process - Decortech Exteriors
Trespa Manufacturing Process - Decortech Exteriors
Trespa Manufacturing Process - Decortech Exteriors

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Composition: DF prepregs<br />
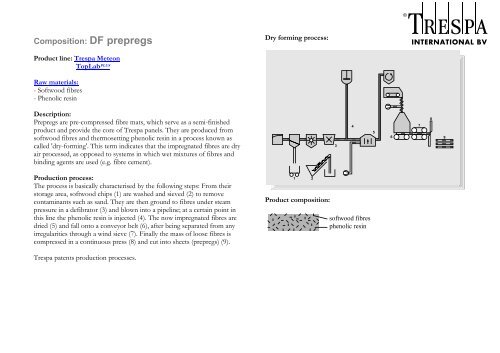
Dry forming process:<br />
Product line: <strong>Trespa</strong> Meteon<br />
TopLab PLUS<br />
Raw materials:<br />
- Softwood fibres<br />
- Phenolic resin<br />
Description:<br />
Prepregs are pre-compressed fibre mats, which serve as a semi-finished<br />
product and provide the core of <strong>Trespa</strong> panels. They are produced from<br />
softwood fibres and thermosetting phenolic resin in a process known as<br />
called 'dry-forming'. This term indicates that the impregnated fibres are dry<br />
air processed, as opposed to systems in which wet mixtures of fibres and<br />
binding agents are used (e.g. fibre cement).<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
Production process:<br />
The process is basically characterised by the following steps: From their<br />
storage area, softwood chips (1) are washed and sieved (2) to remove<br />
contaminants such as sand. They are then ground to fibres under steam<br />
pressure in a defibrator (3) and blown into a pipeline; at a certain point in<br />
this line the phenolic resin is injected (4). The now impregnated fibres are<br />
dried (5) and fall onto a conveyor belt (6), after being separated from any<br />
irregularities through a wind sieve (7). Finally the mass of loose fibres is<br />
compressed in a continuous press (8) and cut into sheets (prepregs) (9).<br />
1 2<br />
Product composition:<br />
softwood fibres<br />
phenolic resin<br />
<strong>Trespa</strong> patents production processes.
Composition: EBC surface<br />
Production scheme:<br />
Product line: <strong>Trespa</strong> Meteon<br />
TopLab PLUS<br />
<strong>Trespa</strong> Virtuon<br />
6<br />
Raw materials:<br />
- Impregnated kraft paper<br />
- EBC resin<br />
Description:<br />
The EBC (Electron Beam Curing) surface consists of an impregnated kraft<br />
paper substrate and a two-layer EBC resin coating; the top of this layer is<br />
clear, the area closest to the substrate is pigmented.<br />
2<br />
1<br />
3<br />
8<br />
7<br />
4<br />
5<br />
Production process:<br />
An impregnated kraft paper substrate (1) is coated with pigmented EBC<br />
resin (2) on a rotating silk screen-printing unit (3). A polyester film substrate<br />
(4) is coated with a clear EBC resin (5) on a similar unit (6). During further<br />
processing the polyester film serves as a protective and release film. Both<br />
layers are brought together with EBC resin layers facing each other in a<br />
lamination unit (7) and the EBC resins are cured by an electron beam (8).<br />
The EBC surface is then coiled on a roll (9) from which it will be cut into<br />
sheets prior to pressing.<br />
<strong>Trespa</strong> patents production processes.<br />
Product composition:<br />
polyester film<br />
clear resin<br />
pigmented resin<br />
kraft paper substrate<br />
core material<br />
9
Composition: Impregnated kraft paper<br />
Production impregnated kraft paper<br />
Product line: <strong>Trespa</strong> Meteon<br />
TopLab PLUS<br />
<strong>Trespa</strong> Virtuon<br />
<strong>Trespa</strong> Athlon<br />
3<br />
6<br />
Raw materials:<br />
- Kraft paper<br />
- Phenolic resin<br />
1<br />
4<br />
7<br />
Description:<br />
Impregnated kraft paper is used in the production of <strong>Trespa</strong> for two<br />
different purposes:<br />
- As a semi-finished product for the core of <strong>Trespa</strong> Virtuon and <strong>Trespa</strong><br />
Athlon.<br />
- As a substrate (carrier) material for the production of EBC surface. In<br />
the case of the latter, the paper is not cut into sheets, but rolled up on a<br />
coil for further processing.<br />
Production process:<br />
The impregnation process takes place as follows. A roll of kraft paper (1) is<br />
fed through a resin bath (2), which is filled with phenolic resin from a<br />
storage tank (3). The level of resin in the paper is controlled by a system of<br />
steel rollers (4) and directly afterwards, the paper is dried in an oven (5) by<br />
means of a steam-heated exchanger. The volatile components that escape in<br />
the process are extracted (6) and processed in compliance with<br />
environmental regulations. The impregnated paper is cooled by steel rollers<br />
(7) to stop the curing process of the resin. Final curing takes place in the<br />
press. Finally, the paper is cut into sheets or coiled on a roll (8).<br />
2<br />
Product composition:<br />
phenol-formaldehyde resin<br />
kraft paper<br />
5<br />
8
Composition: Impregnated decorative paper<br />
Production impregnated decorative paper<br />
Product line: <strong>Trespa</strong> Athlon<br />
Raw materials:<br />
- Decorative paper<br />
- Melamine resin<br />
3<br />
6<br />
Description:<br />
A variety of papers are used for the surface of <strong>Trespa</strong> Athlon:<br />
- Plain coloured paper in a range of colours.<br />
- Printed paper: a decorative paper on which a pattern is printed.<br />
- Underlay paper: used to prevent the dark core colour becoming visible<br />
through light-coloured decorative papers.<br />
- Overlay paper: a very thin, heavily impregnated paper used to provide<br />
an extra protective melamine surface layer.<br />
1<br />
2<br />
4<br />
5<br />
7<br />
8<br />
Production process:<br />
For each of these papers the impregnation process takes place in exactly the<br />
same way as with kraft paper. In the case of decorative paper, (1) is one of<br />
the papers described above and (3) is melamine resin. The paper is always<br />
cut into sheets (8). Due to lack of in-house capacity, the impregnation<br />
process is sub-contracted to a specialist.<br />
Product composition<br />
phenol-formaldehyde resin<br />
kraft paper
Composition: Pressing<br />
Product line: <strong>Trespa</strong> Meteon<br />
TopLab PLUS<br />
<strong>Trespa</strong> Virtuon<br />
<strong>Trespa</strong> Athlon<br />
Description:<br />
The final stage of production is panel pressing. The semi-finished products<br />
for both core and decorative surface are brought together in press packages.<br />
These packages are subjected to high pressure (approx. 90 bar) and high<br />
temperature (approx. 160 °C). Both pressure and temperature are applied in<br />
a computer-controlled cycle. During this press cycle - the duration of which<br />
varies with the thickness of the panels - the reactive resins in the semifinished<br />
products are completely and irreversibly cured, to form a<br />
homogeneous end product. After the press cycle, the panels are trimmed to<br />
size, inspected for quality and packaged for transport.<br />
Pressing<br />
press 2: 15 day lights<br />
2550 x 1860 mm<br />
press 3: 15 day lights<br />
3050 x 1530 mm<br />
press 5: 8 daylights<br />
3650 x 1860 mm<br />
press 6: 20 day lights<br />
3730 x 1860 mm<br />
press 7: 30 day lights<br />
4200 x 2200 mm<br />
Press package (<strong>Trespa</strong> Meteon)<br />
press packages<br />
press body<br />
polster paper<br />
texture mould<br />
EBC surface<br />
prepregs<br />
EBC surface<br />
texture mould<br />
polster paper<br />
transport plate<br />
press body


