Catalog Download - Rock River Tool, Inc.
Catalog Download - Rock River Tool, Inc.
Catalog Download - Rock River Tool, Inc.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
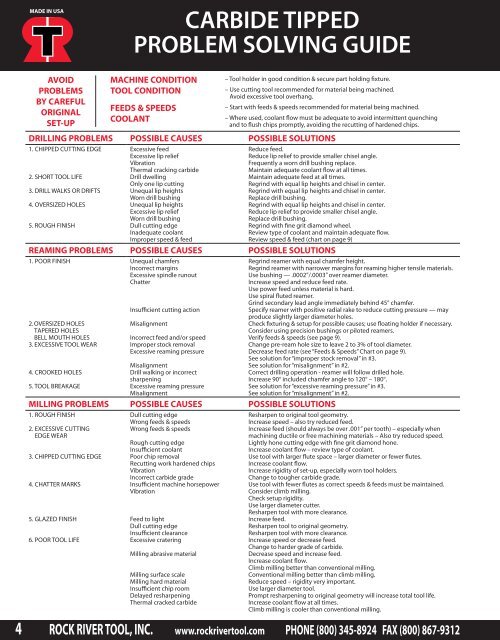
MADE IN USACARBIDE TIPPEDPROBLEM SOLVING GUIDEAVOIDPROBLEMSBY CAREFULORIGINALSET-UPDRILLING PROBLEMS POSSIBLE CAUSES POSSIBLE SOLUTIONS1. CHIPPED CUTTING EDGE2. SHORT TOOL LIFE3. DRILL WALKS OR DRIFTS4. OVERSIZED HOLES5. ROUGH FINISHExcessive feedExcessive lip reliefVibrationThermal cracking carbideDrill dwellingOnly one lip cuttingUnequal lip heightsWorn drill bushingUnequal lip heightsExcessive lip reliefWorn drill bushingDull cutting edgeInadequate coolantImproper speed & feedReduce feed.Reduce lip relief to provide smaller chisel angle.Frequently a worn drill bushing replace.Maintain adequate coolant flow at all times.Maintain adequate feed at all times.Regrind with equal lip heights and chisel in center.Regrind with equal lip heights and chisel in center.Replace drill bushing.Regrind with equal lip heights and chisel in center.Reduce lip relief to provide smaller chisel angle.Replace drill bushing.Regrind with fine grit diamond wheel.Review type of coolant and maintain adequate flow.Review speed & feed (chart on page 9)REAMING PROBLEMS POSSIBLE CAUSES POSSIBLE SOLUTIONS1. POOR FINISH2. OVERSIZED HOLESTAPERED HOLESBELL MOUTH HOLES3. EXCESSIVE TOOL WEAR4. CROOKED HOLES5. TOOL BREAKAGEUnequal chamfers<strong>Inc</strong>orrect marginsExcessive spindle runoutChatterInsufficient cutting actionMisalignment<strong>Inc</strong>orrect feed and/or speedImproper stock removalExcessive reaming pressureMisalignmentDrill walking or incorrectsharpeningExcessive reaming pressureMisalignmentMILLING PROBLEMS POSSIBLE CAUSES POSSIBLE SOLUTIONS1. ROUGH FINISH2. EXCESSIVE CUTTINGEDGE WEAR3. CHIPPED CUTTING EDGE4. CHATTER MARKS5. GLAZED FINISH6. POOR TOOL LIFEMACHINE CONDITIONTOOL CONDITIONFEEDS & SPEEDSCOOLANTDull cutting edgeWrong feeds & speedsWrong feeds & speedsRough cutting edgeInsufficient coolantPoor chip removalRecutting work hardened chipsVibration<strong>Inc</strong>orrect carbide gradeInsufficient machine horsepowerVibrationFeed to lightDull cutting edgeInsufficient clearanceExcessive crateringMilling abrasive materialMilling surface scaleMilling hard materialInsufficient chip roomDelayed resharpeningThermal cracked carbide– <strong>Tool</strong> holder in good condition & secure part holding fixture.– Use cutting tool recommended for material being machined.Avoid excessive tool overhang.– Start with feeds & speeds recommended for material being machined.– Where used, coolant flow must be adequate to avoid intermittent quenchingand to flush chips promptly, avoiding the recutting of hardened chips.Regrind reamer with equal chamfer height.Regrind reamer with narrower margins for reaming higher tensile materials.Use bushing — .0002”/.0003” over reamer diameter.<strong>Inc</strong>rease speed and reduce feed rate.Use power feed unless material is hard.Use spiral fluted reamer.Grind secondary lead angle immediately behind 45° chamfer.Specify reamer with positive radial rake to reduce cutting pressure — mayproduce slightly larger diameter holes.Check fixturing & setup for possible causes; use floating holder if necessary.Consider using precision bushings or piloted reamers.Verify feeds & speeds (see page 9).Change pre-ream hole size to leave 2 to 3% of tool diameter.Decrease feed rate (see “Feeds & Speeds” Chart on page 9).See solution for “improper stock removal” in #3.See solution for “misalignment” in #2.Correct drilling operation - reamer will follow drilled hole.<strong>Inc</strong>rease 90° included chamfer angle to 120° – 180°.See solution for “excessive reaming pressure” in #3.See solution for “misalignment” in #2.Resharpen to original tool geometry.<strong>Inc</strong>rease speed – also try reduced feed.<strong>Inc</strong>rease feed (should always be over .001” per tooth) – especially whenmachining ductile or free machining materials – Also try reduced speed.Lightly hone cutting edge with fine grit diamond hone.<strong>Inc</strong>rease coolant flow – review type of coolant.Use tool with larger flute space – larger diameter or fewer flutes.<strong>Inc</strong>rease coolant flow.<strong>Inc</strong>rease rigidity of set-up, especially worn tool holders.Change to tougher carbide grade.Use tool with fewer flutes as correct speeds & feeds must be maintained.Consider climb milling.Check setup rigidity.Use larger diameter cutter.Resharpen tool with more clearance.<strong>Inc</strong>rease feed.Resharpen tool to original geometry.Resharpen tool with more clearance.<strong>Inc</strong>rease speed or decrease feed.Change to harder grade of carbide.Decrease speed and increase feed.<strong>Inc</strong>rease coolant flow.Climb milling better than conventional milling.Conventional milling better than climb milling.Reduce speed – rigidity very important.Use larger diameter tool.Prompt resharpening to original geometry will increase total tool life.<strong>Inc</strong>rease coolant flow at all times.Climb milling is cooler than conventional milling.4 ROCK RIVER TOOL, INC. www.rockrivertool.com PHONE (800) 345-8924 FAX (800) 867-9312