Acrylite Acrylic Sheet Fabrication - Curbellplastics.com
Acrylite Acrylic Sheet Fabrication - Curbellplastics.com
Acrylite Acrylic Sheet Fabrication - Curbellplastics.com
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
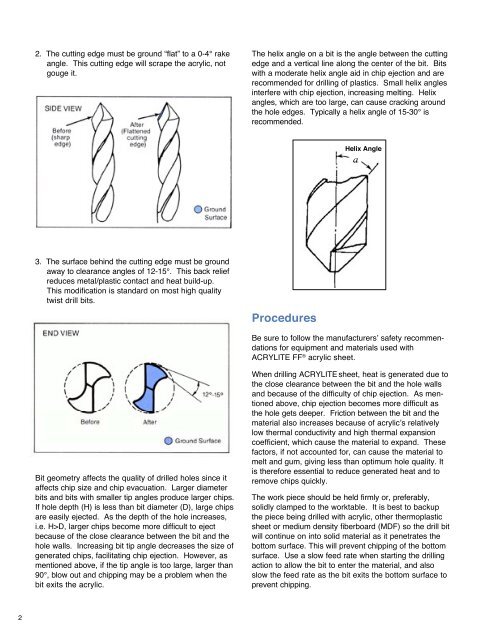
2. The cutting edge must be ground “flat” to a 0-4° rakeangle. This cutting edge will scrape the acrylic, notgouge it.The helix angle on a bit is the angle between the cuttingedge and a vertical line along the center of the bit. Bitswith a moderate helix angle aid in chip ejection and arere<strong>com</strong>mended for drilling of plastics. Small helix anglesinterfere with chip ejection, increasing melting. Helixangles, which are too large, can cause cracking aroundthe hole edges. Typically a helix angle of 15-30° isre<strong>com</strong>mended.Helix Anglea3. The surface behind the cutting edge must be groundaway to clearance angles of 12-15°. This back reliefreduces metal/plastic contact and heat build-up.This modification is standard on most high qualitytwist drill bits.ProceduresBe sure to follow the manufacturers’ safety re<strong>com</strong>mendationsfor equipment and materials used withACRYLITE FF ® acrylic sheet.Bit geometry affects the quality of drilled holes since itaffects chip size and chip evacuation. Larger diameterbits and bits with smaller tip angles produce larger chips.If hole depth (H) is less than bit diameter (D), large chipsare easily ejected. As the depth of the hole increases,i.e. H>D, larger chips be<strong>com</strong>e more difficult to ejectbecause of the close clearance between the bit and thehole walls. Increasing bit tip angle decreases the size ofgenerated chips, facilitating chip ejection. However, asmentioned above, if the tip angle is too large, larger than90°, blow out and chipping may be a problem when thebit exits the acrylic.When drilling ACRYLITE sheet, heat is generated due tothe close clearance between the bit and the hole wallsand because of the difficulty of chip ejection. As mentionedabove, chip ejection be<strong>com</strong>es more difficult asthe hole gets deeper. Friction between the bit and thematerial also increases because of acrylic’s relativelylow thermal conductivity and high thermal expansioncoefficient, which cause the material to expand. Thesefactors, if not accounted for, can cause the material tomelt and gum, giving less than optimum hole quality. Itis therefore essential to reduce generated heat and toremove chips quickly.The work piece should be held firmly or, preferably,solidly clamped to the worktable. It is best to backupthe piece being drilled with acrylic, other thermoplasticsheet or medium density fiberboard (MDF) so the drill bitwill continue on into solid material as it penetrates thebottom surface. This will prevent chipping of the bottomsurface. Use a slow feed rate when starting the drillingaction to allow the bit to enter the material, and alsoslow the feed rate as the bit exits the bottom surface toprevent chipping.2