A.O. Smith
A.O. Smith
A.O. Smith
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
NON-FACTORY CORVETTE BODY – Is Yours?CORVETTEENTHUSIASTCORVETTEMr. BigIn Scottsdale!C1: Taillight TroubleshootingC2: Monster Tri-Power With A/C!C3: Ultra-Low Mileage, One-Owner ’79C4: Selective Ride Control ExplainedC5: 800-HP Twin-Turbo Street TerrorALSO INSIDE:C5 Bolt-Ons Part 2Mid-Year Mono-Spring UpgradeU.S. $4.95 / CANADA $6.25 JUNE 2006DISPLAY UNTIL 05/01/2006 VOLUME 9, ISSUE 6
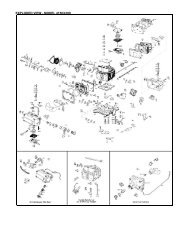
tec h n ical Th e “other” corvet te body bu i lde rMany new mid-year Corvette ownersaren’t aware that there wereTWO plants that built ’64-’67 Corvettebodies; half were built at St. Louis,and half were built under contract bythe A.O. <strong>Smith</strong> Corporation in Ionia,Michigan. This month we’ll examinea brief history of A.O. <strong>Smith</strong> (and itspredecessor, the Mitchell-BentleyCorporation), and describe theproduct they produced and shippedto St. Louis for final assembly.In The Beginning: The IoniaManufacturing Company produced truckand bus seating, and during World WarII produced Jeep components, seats,and tarps for the military. After the war,contracts were secured to build wood,wood/steel, and all-steel station wagonbodies for GM and Chrysler. In 1953,the name of the company changed to theMitchell-Bentley Corporation, and theirproduct line expanded to include interiortrim parts, interior plastics, and bucketseats for Dodge trucks. They also builthundreds of Glasspar fiberglass kit carbodies and over 500 fiberglass/aluminumbodies for the Nash-Healey sports car.By the end of 1964, when station wagonbody production ceased, Mitchell-BentleyCorvetteThe “Other”Body BuilderA. O. <strong>Smith</strong> helps St. Louis keep up with productionb y J o h n H i n c k l e yhad built over 400,000 station wagonbodies for GM, Chrysler, and Ford.Chevrolet Knocks On The Door: AsGM brought production of station wagonbodies in-house, and that businessopportunity was fading for Ionia, in mid-1963 Chevrolet asked Mitchell-Bentleyto submit a proposal to build 12,000Corvette bodies per year, as there wassome thought at the time of relocatingCorvette production to a proposed newplant in Flint. The Mitchell-Bentleyproposal was accepted, and they beganproduction of 1964 Corvette bodies inthe Ionia plant in late January 1964, usingfiberglass body panels molded by otheroutside suppliers.At about the same time, the Ioniaoperation was sold by Mitchell-Bentleyto the A.O. <strong>Smith</strong> Corporation, andit became known as the Dow-<strong>Smith</strong>Division of A.O. <strong>Smith</strong>. Constructionwas also started on a major fiberglassmolding facility on the same site, inorder to bring Corvette panel productionin-house.The A.O. <strong>Smith</strong>-Built Corvette Body:A.O. <strong>Smith</strong> built the Corvette bodies usinga duplicate set of body assembly toolingsupplied by Chevrolet, and designed andbuilt many of the smaller fixtures andhand tools themselves from Chevroletdrawings and their own productiondevelopmentefforts. A.O. <strong>Smith</strong> had6 4 C O R V E T T E e n t h u s i a s t
Th e “oth e r” corvet te body bu i lde r tec h n icalLeft: An A.O. <strong>Smith</strong> tri-level car being unloaded on the St. Louis body receiving dock inside the plant. Note theconvertible body on its build truck being hauled away on the right. (Photo Joe Trybulec)a large staff of production engineeringpersonnel from the Mitchell-Bentleyoperation and produced complete andhighly detailed assembly process sheetscovering every single panel, part, fastener,adhesive, primer, paint, and sealernecessary to build, paint, and partiallytrim the Corvette body.They were paid on a contract basis byChevrolet for each body, and were verycareful to thoroughly document everysingle operation and support it with labortimestudies in order to justify their charges.The A.O. <strong>Smith</strong> process sheets filled a500-page book, and each sheet not onlyhad an illustration and part numbers likethe Chevrolet Assembly Manual, but alsoincluded detailed step-by-step assemblyinstructions, along with the required tooland fixture numbers. Only two of theseA.O. <strong>Smith</strong> Assembly Process documentsare known to exist today.The Body Shop Process: The A.O. <strong>Smith</strong>Corvette body was built in essentially thesame manner as the St. Louis body, withseveral minor exceptions: The front fenderrear side panel was bonded in place inthe off-line front clip bonding fixtureversus the St. Louis process of bonding itin place after the front clip was bonded tothe body on the main line. Different sizerivets were used to attach the door hingepillar reinforcement to the front uppercorner of the door inner panel. All thevarious riveted-on underbody bracketsand reinforcements for body mounts, seatand seat belt anchors, the shifter openingreinforcement, and the radiator supportwere primed with green zinc chromateprimer versus the St. Louis process thatcoated these parts with black dip primer.A.O. <strong>Smith</strong> didn’t have a black dip-primepaint system, so they used the same zincchromate paint system that was installedfor the birdcage to paint the Body Shopinstalledplain steel parts.The cowl-mounted female hoodlatches and the cross-car hood releasecable weren’t installed until after the PaintShop at Ionia, and showed no underhoodblackout overspray. Those items wereinstalled in the Body Shop at St. Louis,and show underhood blackout as a result.The birdcage assembly tooling at Ioniadidn’t include provisions to die-pierce thenotches in the sills and sill reinforcementsrequired for later assembly clearance forunits with RPO N-14 side exhausts, sono orders for units specifying sidepipeswere ever allocated to A.O. <strong>Smith</strong>. Allbodies for sidepipe-equipped Corvetteswere built at St. Louis.The Paint Shop Process: The A.O. <strong>Smith</strong>paint shop used the same process andmaterials that were used at St. Louis,except for the 1967 big-block hood.The physical layout of the A.O. <strong>Smith</strong>paint shop wasn’t conducive to the timeconsumingand labor-intensive maskingrequired to paint the contrasting colors onthe big-block “stinger” hood and headerpanel, and their personnel were neverable to master the masking process. Asa result, it’s generally accepted that veryfew 1967 big-block bodies (or none)were built at A.O. <strong>Smith</strong> after the first fewweeks of 1967 production.The Body Trim Process: The Trim Lineprocess at A.O. <strong>Smith</strong> was quite simple,as the only parts installed were thoserequired to make the car watertight andsafe for rail shipping.A.O. <strong>Smith</strong> installed all glass –windshield, side glass, and backlites;they also installed the stainless front andrear outer reveal moldings and the outerwipe seals and window regulators for theside glass. Weatherstrips for the doors anddeck lid were also installed, along withthe trim tag; the VIN plate was installedat St. Louis when the body was loadedon their Trim Line. The trim tag on A.O.<strong>Smith</strong> cars had an “A” prefix for thebody number, and character spacing andalignment was different from the St. Louistrim tags. The A.O. <strong>Smith</strong> trim tags alsodidn’t show the ECL code suffixed to thetrim number like St. Louis tags did.All door hardware, including glass runchannels, outside handle, lock cylinders,inside remote door release and lock rodsand spindles, and access hole covers,plus power window conduits and wiringand the cross-car power window harnesswere installed on the Trim Line. Both stylesalso received the main body harness andaccelerator lever. The lock cylinders forthe ignition and spare tire lock and thekeys were placed in a plastic bag andtaped to the lower instrument panel bracefor use at St. Louis.12341 Finished Corvette bodies on a tri-level rail car at theA.O. <strong>Smith</strong> plant in Ionia, Michigan, awaiting their tripto St. Louis. (Photo Noland Adams)2 One of the 500+ A.O. <strong>Smith</strong> assembly process sheets,including the illustration, parts, assembly instructions,and fixture and tool numbers required.3 The large-head rivets A.O. <strong>Smith</strong> used at the frontupper corner of the door inner panel. St. Louis used a differenttype of rivet with a smaller head at this location.4 An original A.O. <strong>Smith</strong> underbody, showing the greenzinc chromate primer on riveted brackets and reinforcements.(Photo Robert Pelland)C O R V E T T E e n t h u s i a s t 6 5
tec h n ical Th e “other” corvet te body bu i lde r5 6 78 9 105 A St. Louis underbody, showing the black dip-primed riveted brackets and reinforcements.6 The hood latch and release cable were installed AFTER paint at A.O. <strong>Smith</strong>, andexhibit no underhood blackout overspray.7 The 1967 big-block “stinger” hood caused masking and painting problems at A.O.<strong>Smith</strong>, so very few were built there.8 An A.O. <strong>Smith</strong> trim tag – note the character double-spacing and alignment, the “A”prefix on the body number, and lack of an ECL code suffix on the trim number.9 A St. Louis trim tag – note the character single-spacing and alignment, the “S” prefixon the body number, and the presence of the ECL code suffix on the trim number.10 The trains from A.O. <strong>Smith</strong> rolled right into the St. Louis plant through these doorsfor unloading. (Photo Joe Trybulec)On coupes, all trim from the belt lineup was installed – inner back windowgarnish moldings, vinyl trim panel behindthe back window, headliner, halo panel,dome light (and top compartment lampon convertibles), top and side windshieldinner garnish moldings, inside mirror,sun visors, and the painted caps on thelock pillar. The convertible top was subassembledoff-line and installed with itsdeck lid latching hardware, plus the trimstrip at the front of the deck lid. If the carcalled for a hardtop, it was built up andinstalled, and the soft top was stowedfor shipping. Soft top-only cars had aprotective cover for the top taped inplace. Exterior trim installation includedthe parking lamps, license lamp and rearlicense plate bezel.All the rest of the interior trim andhardware (dash mats, carpets, brake andclutch pedals, steering column, seats,door trim panels, seat belts, storagecompartment cover, quarter trim panels,side vents and kickpads, sill plates, heater,wiper linkage, main dash panel andeyebrow pads, cluster, glove box, shiftconsole, instrument panel harness, andlower windshield inner garnish molding,6 6 C O R V E T T E e n t h u s i a s tetc.) were installed later at St. Louis.Final Assembly And Shipping: Holes inthe cowl and dash for the heater, wipertransmissions, dash grommets, fuse blockand steering column were taped over,and the finished body was vacuumed outand water-tested. Following the water testand final inspection, the completed bodyon its wheeled build truck was loadedon a tri-level railroad car and shippedto St. Louis. Transit time varied from fourdays to two weeks. The train came rightinto the plant at St. Louis, and the bodieswere unloaded into a scheduling area,where they were stored until they wererequired for production.Summary: The Body and Paint Shopsat St. Louis operated only on the dayshift from 1964-1967, producing halfthe bodies required; the other halfcame from A.O. <strong>Smith</strong>. As you mightexpect, a rivalry developed betweenSt. Louis and A.O. <strong>Smith</strong> in termsof producing the best quality paintedbody, and regular joint quality auditsfostered a continuing competitionbetween the two for continuous qualityimprovement, which benefited thecustomer during the mid-year era.The original Chevrolet plan to moveCorvette production to Flint nevercame to fruition, and the contractualarrangement with A.O. <strong>Smith</strong> for finishedbodies was phased out at the end of the1967 model year, following a fourmonthstrike at A.O. <strong>Smith</strong> that forced St.Louis to run their body and paint shopson a six-day, twelve-hour schedule inorder to maintain production during thestrike at Ionia.The huge A.O. <strong>Smith</strong> fiberglassmolding plant in Ionia continued tosupply many Corvette body panels andassemblies to St. Louis after 1967, allthe way through the C3 era. In 1971,the Ionia plant was sold to General Tireand Rubber and became part of GTR’s“GenCorp” division.When St. Louis was re-tooled inlate 1967 for production of the new1968 body styles, the second shift wasreinstated in the body and paint shops,and all bodies were produced in-housefrom that point until the plant closedin 1981 when Corvette production wasmoved to Bowling Green.n