Pumping potentially explosive atmospheres - Edwards
Pumping potentially explosive atmospheres - Edwards
Pumping potentially explosive atmospheres - Edwards

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
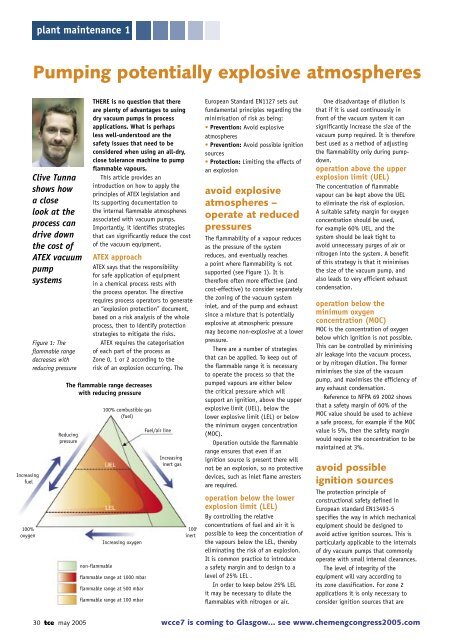
plant maintenance 1<strong>Pumping</strong> <strong>potentially</strong> <strong>explosive</strong> <strong>atmospheres</strong>Increasingfuel100%oxygenClive Tunnashows howa closelook at theprocess candrive downthe cost ofATEX vacuumpumpsystemsFigure 1: Theflammable rangedecreases withreducing pressureTHERE is no question that thereare plenty of advantages to usingdry vacuum pumps in processapplications. What is perhapsless well-understood are thesafety issues that need to beconsidered when using an all-dry,close tolerance machine to pumpflammable vapours.This article provides anintroduction on how to apply theprinciples of ATEX legislation andits supporting documentation tothe internal flammable <strong>atmospheres</strong>associated with vacuum pumps.Importantly, it identifies strategiesthat can significantly reduce the costof the vacuum equipment.ATEX approachATEX says that the responsibilityfor safe application of equipmentin a chemical process rests withthe process operator. The directiverequires process operators to generatean “explosion protection” document,based on a risk analysis of the wholeprocess, then to identify protectionstrategies to mitigate the risks.ATEX requires the categorisationof each part of the process asZone 0, 1 or 2 according to therisk of an explosion occurring. TheThe flammable range decreaseswith reducing pressureReducingpressurenon-flammable100% combustible gas(fuel)Increasing oxygenflammable range at 1000 mbarflammable range at 500 mbarflammable range at 100 mbarFuel/air lineIncreasinginert gas100%inert gasEuropean Standard EN1127 sets outfundamental principles regarding theminimisation of risk as being:• Prevention: Avoid <strong>explosive</strong><strong>atmospheres</strong>• Prevention: Avoid possible ignitionsources• Protection: Limiting the effects ofan explosionavoid <strong>explosive</strong><strong>atmospheres</strong> –operate at reducedpressuresThe flammability of a vapour reducesas the pressure of the systemreduces, and eventually reachesa point where flammability is notsupported (see Figure 1). It istherefore often more effective (andcost-effective) to consider separatelythe zoning of the vacuum systeminlet, and of the pump and exhaustsince a mixture that is <strong>potentially</strong><strong>explosive</strong> at atmospheric pressuremay become non-<strong>explosive</strong> at a lowerpressure.There are a number of strategiesthat can be applied. To keep out ofthe flammable range it is necessaryto operate the process so that thepumped vapours are either belowthe critical pressure which willsupport an ignition, above the upper<strong>explosive</strong> limit (UEL), below thelower <strong>explosive</strong> limit (LEL) or belowthe minimum oxygen concentration(MOC).Operation outside the flammablerange ensures that even if anignition source is present there willnot be an explosion, so no protectivedevices, such as inlet flame arrestersare required.operation below the lowerexplosion limit (LEL)By controlling the relativeconcentrations of fuel and air it ispossible to keep the concentration ofthe vapours below the LEL, therebyeliminating the risk of an explosion.It is common practice to introducea safety margin and to design to alevel of 25% LEL .In order to keep below 25% LELit may be necessary to dilute theflammables with nitrogen or air.One disadvantage of dilution isthat if it is used continuously infront of the vacuum system it cansignificantly increase the size of thevacuum pump required. It is thereforebest used as a method of adjustingthe flammability only during pumpdown.operation above the upperexplosion limit (UEL)The concentration of flammablevapour can be kept above the UELto eliminate the risk of explosion.A suitable safety margin for oxygenconcentration should be used,for example 60% UEL, and thesystem should be leak tight toavoid unnecessary purges of air ornitrogen into the system. A benefitof this strategy is that it minimisesthe size of the vacuum pump, andalso leads to very efficient exhaustcondensation.operation below theminimum oxygenconcentration (MOC)MOC is the concentration of oxygenbelow which ignition is not possible.This can be controlled by minimisingair leakage into the vacuum process,or by nitrogen dilution. The formerminimises the size of the vacuumpump, and maximises the efficiency ofany exhaust condensation.Reference to NFPA 69 2002 showsthat a safety margin of 60% of theMOC value should be used to achievea safe process, for example if the MOCvalue is 5%, then the safety marginwould require the concentration to bemaintained at 3%.avoid possibleignition sourcesThe protection principle ofconstructional safety defined inEuropean standard EN13493-5specifies the way in which mechanicalequipment should be designed toavoid active ignition sources. This isparticularly applicable to the internalsof dry vacuum pumps that commonlyoperate with small internal clearances.The level of integrity of theequipment will vary according toits zone classification. For zone 2applications it is only necessary toconsider ignition sources that are30 tce may 2005 wcce7 is coming to Glasgow... see www.chemengcongress2005.com
plant maintenance 1active in normal operation. In zone1 applications it is necessary to alsoconsider ignition sources that couldbecome active following an expectedmalfunction. In zone 0 applications itis necessary to also consider ignitionsources that could become active inrare malfunctions.Virtually all dry vacuum pumps(with the exception of dry runningrotary vane pumps) do not haveignition sources that are active duringnormal operation 1 and are thereforesafe for operation in an internalzone 2 environment, without flamearresters.To use dry vacuum pumps inzone 1 environments, it is necessaryto consider the potential for processbuild up on internal rotating partswithin the swept volume. Thiscan be condensed or polymerisedvapour deposits, or solid particlesin the pump. They can be removedusing solvent flushing and/or inletfiltration. The use of flame arrestersis also recommended despite the factthat many dry vacuum pumps are ATEXcategory 2 compliant without them.This is because the consequencesassociated with an explosion, howeverrare, are <strong>potentially</strong> catastrophic. Thisis a subject that should be carefullyconsidered in the operator’s ownHAZOP study.Where constructional safetyis being used as a strategy it isimportant that the manufacturer’smaintenance instructions are followedclosely to ensure that the pump doesnot suffer mechanical failure.limiting the effectsof an explosionThe avoidance of the flammable zoneand/or the elimination of ignitionsources is not always practical. Housevacuum systems will often be requiredto handle a wide range of duties, arevulnerable to the sudden ingress oflarge volumes of air, and it may oftennot be known what the make-up ofthe pumped stream is. When otherapproaches are not practical then theremaining option is to contain anypossible explosions. This may be donein a number of ways:• Pump construction: Most dry pumpsare designed to withstand an internalexplosion, and are independentlytested to ensure that they meet thisrequirement.• Flame arresters: Flame arrestershave been used effectively for manyyears within the chemical processindustry to prevent the propagationof internal explosions. However, theirperformance is dependent on thegeometry of the connecting pipeworkand pump. It is therefore essentialthat the performance of the flamearrester is tested in situ and thata full risk analysis is undertaken inorder to prove that as a combinationthey will contain an explosion.Depending on the internal zoneselected there are a number of ways inwhich flame arresters can be used:– Zone 1 flame arresters have beenselected to withstand a singleexplosion of the type which would beassociated with the seizure of a dryvacuum pump resulting from processbuild up. It is expected that thisseizure would bring the pump to ahalt and therefore stop the continuoussupply of fuel (process gases).– Zone 0 flame arresters have beenselected to withstand a continuousburn situation that is considered arare malfunction. In this scenarioit is expected that the pump couldremain running while a flame hasbeen established on either the inletor exhaust flame arrester. In this caseit is necessary to use a temperaturetransmitter to detect the presenceof a flame and stop the pump beforethe heat causes the arrester to fail.Typically the flame arrester would beexpected to withstand the burn forapproximately two minutes.– Flame arresters provide a highlevel of protection and remove fromthe operator the need to take anyadditional action other than to keepthe flame arrester element clean. Thisis easier to guarantee than ensuringthat the swept volume of the pumpis kept free of process deposits whichis required if constructional safety isbeing used.They provide a solution thatis generally independent of theflammable gases and vapours beingpumped (it is only necessary toselect a gas group and temperatureclassification). This is especiallyimportant on multi-purpose plantor house vacuum systems where thepumped materials are not known atthe point of purchase.process containmentFlame arresters are very effective atproviding protection from internalexplosions but they can restrict theBOC <strong>Edwards</strong> T4 vacuum pump for Zone 0 applicationsvacuum performance by anythingup to 50% and are vulnerable tocontamination. Therefore, it isdesirable to determine other waysof containing an explosion. Onesuch method is to use the factthat a pressure rating of 10 bargis considered suitable to containinternal explosions provided thatthe starting pressure is less than500 bara. As most vacuum processchambers and inlet pipework aredesigned to this pressure rating thenthey will be capable of withstandingan internal explosion in the unlikelyevent of an ignition source in thevacuum pumps. If the vessel is in aflammable atmosphere, it should alsocomply with EN50018 – Flame ProofEnclosures, to ensure that there is noflame path from the vessel interiorto the external atmosphere. It is thecustomer’s responsibility to confirmthat the vessel is suitable for thisapproach.The conclusion from all of this isfairly straightforward – when definingzoning in dry vacuum pump systems,one of the first actions should be tosee how the process can be modifiedto eliminate flammable <strong>atmospheres</strong>.This results in an inherently safersystem, and reduces the cost of thevacuum system. ■Footnote1When pumping flammables withlow autoignition temperatures it isnecessary to consider the potential ofthe internal temperatures within thevacuum pump acting as an ignitionsourceClive Tunna isglobal technicalmanager at BOC<strong>Edwards</strong>wcce7 is coming to Glasgow... see www.chemengcongress2005.com may 2005 tce 31