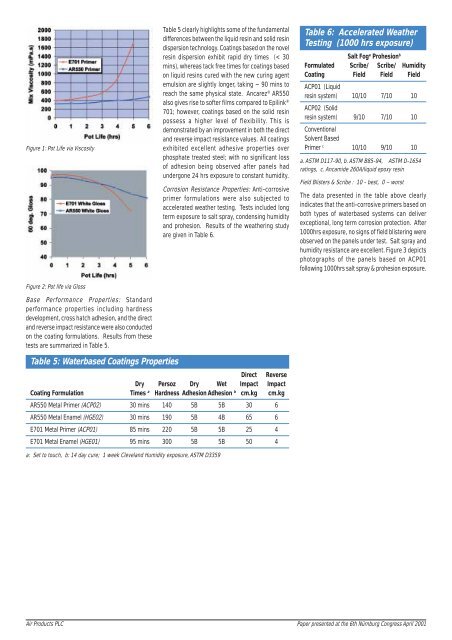
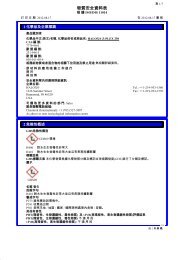
For metal primer applications, optimum results forcoatings based on Epilink ® 701 are obtained forprimers with a PVC in the range of 30-35%.Preferred anti-corrosive pigments include <strong>Halox</strong>SZP 391, <strong>Halox</strong> SW-111 and Heucophos ZMP,which can be added to paint formulations at 60-100g/l. Extender pigments are selected to give avariety of particle shapes and good filler packing.Epilink ® 701 is an excellent pigment wetter sopigments can be ground into the curing agent side,without the need for additional pigment dispersingaids.Novel Epoxy ResinTechnologyAn <strong>epoxy</strong> resin dispersion, (Ancarez ® AR550) hasbeen developed which incorporates the bestcharacteristics of both Type I and Type II systems 7 .The unique chemistry of this <strong>epoxy</strong> resin enablesthe formulation of a Type II system that retains theadvantages of such systems including high <strong>epoxy</strong>equivalent weight (EEW), long pot life and fastlacquer dry. Coatings based on this new resin alsoexhibit desirable performance attributes previouslyonly found with Type I waterborne <strong>epoxy</strong> systemsincluding zero VOC and lower cost-in-use.Important aspects of the <strong>epoxy</strong> resin’s propertiesinclude its volume average diameter (D v) of 0.5microns, consistent with other high-quality Type IIdispersions. Particle size in Type II systems isimportant for two reasons. First, overall particlesize distribution impacts film formation, emulsionstability and emulsion viscosity. Second, becausethe curing agent must penetrate and react withthe <strong>epoxy</strong> resin in Type II systems, the smaller theparticle size the greater the overall surface areaof all the particles, and hence, the greater theopportunity for reaction between the curing agentand the <strong>epoxy</strong> resin. Typical properties for the newresin dispersion are given in Table 3.Table 3:Resin Dispersion PropertiesAppearance, liquidMilky whiteAppearance, filmClear, GlossySolids content (wt. %) 55SolventwaterViscosity @ 25 °C (mPa.s) a 100Specific Gravity @ 25 °C 1.09Epoxy Equivalent Weight(EEW, g/eq) b712 on solidsVolume Average Diameter(D v, microns) 0.5a Brookfield viscosity, Spindle #3, 12 rpm, bEmpirical calculationAnother important property of the Ancarez ® AR550resin is its molecular weight distribution. Molecularweight distribution impacts film formation, intraparticleviscosity and cure kinetics in waterborne<strong>epoxy</strong> systems. The unique manufacturing processof Ancarez ® AR550 resin leads to a significantlylarger percentage of lower molecular weightmaterial than other established Type II soliddispersion resins. This allows Ancarez ® AR550resin to coalesce without the aid of co-solvents.Thus Ancarez ® AR550 resin can be readilyformulated to zero or low VOC coatings whileretaining the film formation characteristics of TypeII systems.Formulations based onNovel Resin TechnologyCoatings were formulated to evaluate theperformance of the Ancarez ® AR550 resin in twocomponent ambient cure <strong>epoxy</strong> systems. Thesystems evaluated include a low-VOC,anticorrosive metal primer and an ultra-low VOC,high gloss metal enamel 8 , (Appendix I & II).Formulation attributes for the two coatings arepresented in Table 4.Table 4: Formulation AttributesAnti-Corrosive High-GlossMetal Primer Metal EnamelProperty (ACP02) (HGE02)VOC (g/l) 76 6Mix Viscosity (mPa.s) 500 1000Weight Solids (%) 61.0 58.7Volume Solids (%) 47.1 47.8PVC (%) 30.0 15.5Resin Stoichiometry(Epoxy:Amine) 0.8:1 1.15:1Three important factors need to be considered whenformulating Type II waterborne epoxies, these include:(a) coalescence, (b) stoichiometry and (c) stability. Aspreviously mentioned, good coalescence is critical foruniform film formation and for good barrier properties.Ancarez ® AR550 resin exhibits very good coalescencewhen used with either Anquamine ® 401 orAnquamine ® 419 curing agents. To further improveproperties such as gloss or pot life, aromatic <strong>epoxy</strong>diluents such as Epodil ® 742 (cresyl glycidyl ether)can be added to the Ancarez ® AR550 resin atapproximately 5% (w/w).Changing the curing agent to <strong>epoxy</strong> resinstoichiometry is a valuable formulation tool. Foroptimum corrosion protection, 20-40% excess<strong>epoxy</strong> resin is desirable. Faster propertydevelopment, in terms of dry speed and hardnessbuild up are obtained when 10-20% excess curingagent is employed, whereas a good balance ofproperties is obtained at 1:1 stoichiometry.Pigments or high levels of dilution can de-stabilizeeither the <strong>epoxy</strong> side of the formulation or thecuring agent side of the formulation. Whenpigmenting the <strong>epoxy</strong> dispersion, a suitabledispersing agent dispersant should be added toavoid agglomeration of the <strong>epoxy</strong> particles. Whenpigmenting the curing agent side of theformulation, small amounts of acetic acid (0.2-0.5% based on curing agent weight) can assist inimproving water solubility and avoid separation.This is especially true when formulating withhydrophobic curing agents.Coating and PanelPreparationThe two components of the paint formulation arebest mixed at high viscosity and then let down withwater to the desired application viscosity. Saltspray and prohesion tests were conducted oncoatings spray applied on to shot blasted steel (50microns profile). The coatings (75-100 micronsDFT), were allowed to cure seven days at ambienttemperature before testing. Bonderite 1000 panelswere used for humidity and Electrochemical (EIS)testing.Handling andPerformance Results ofWaterbased EpoxyCoatingsPot Life Characteristics: Pot life profiles are verymuch dependent upon the type of resin technologyutilized. Formulations based on Epilink ® 701exhibit the typical Type I viscosity profile, moderaterise during the working life, followed by a morerapid rise leading to gelation. This usually occursafter 3-4hrs from the initial point of mixing.The two coating formulations based on Ancarez ®AR550 exhibit longer pot lives (4-6hrs). Viscositychanges over the pot life are minimal, with no signof gelation occurring even after 24hrs. Pot life ofcoatings based on Ancarez ® AR550 is viewed asthe point where significant changes in gloss startto occur, resulting in its decreasing ability tocoalesce. Pot life profiles via viscosity and glosschanges are given in Figures 1 & 2Air Products PLC Paper presented at the 6th Nürnburg Congress April 2001
Figure 1: Pot Life via ViscosityTable 5 clearly highlights some of the fundamentaldifferences between the liquid resin and solid resindispersion technology. Coatings based on the <strong>novel</strong>resin dispersion exhibit rapid dry times (< 30mins), whereas tack free times for coatings basedon liquid resins cured with the new curing agentemulsion are slightly longer, taking ~ 90 mins toreach the same physical state. Ancarez ® AR550also gives rise to softer films compared to Epilink ®701; however, coatings based on the solid resinpossess a higher level of flexibility. This isdemonstrated by an improvement in both the directand reverse impact resistance values. All coatingsexhibited excellent adhesive properties overphosphate treated steel; with no significant lossof adhesion being observed after panels hadundergone 24 hrs exposure to constant humidity.Corrosion Resistance Properties: Anti-corrosiveprimer formulations were also subjected toaccelerated weather testing. Tests included longterm exposure to salt spray, condensing humidityand prohesion. Results of the weathering studyare given in Table 6.Table 6: Accelerated WeatherTesting (1000 hrs exposure)Salt Fog a Prohesion bFormulated Scribe/ Scribe/ HumidityCoating Field Field FieldACP01 (Liquidresin system) 10/10 7/10 10ACP02 (Solidresin system) 9/10 7/10 10ConventionalSolvent BasedPrimer c 10/10 9/10 10a. ASTM D117-90, b. ASTM B85-94, ASTM D-1654ratings, c. Ancamide 260A/liquid <strong>epoxy</strong> resinField Blisters & Scribe : 10 - best, 0 – worstThe data presented in the table above clearlyindicates that the anti-corrosive primers based onboth types of waterbased systems can deliverexceptional, long term corrosion protection. After1000hrs exposure, no signs of field blistering wereobserved on the panels under test. Salt spray andhumidity resistance are excellent. Figure 3 depictsphotographs of the panels based on ACP01following 1000hrs salt spray & prohesion exposure.Figure 2: Pot life via GlossBase Performance Properties: Standardperformance properties including hardnessdevelopment, cross hatch adhesion, and the directand reverse impact resistance were also conductedon the coating formulations. Results from thesetests are summarized in Table 5.Table 5: Waterbased Coatings PropertiesDirect ReverseDry Persoz Dry Wet Impact ImpactCoating Formulation Times a Hardness Adhesion Adhesion b cm.kg cm.kgAR550 Metal Primer (ACP02) 30 mins 140 5B 5B 30 6AR550 Metal Enamel (HGE02) 30 mins 190 5B 4B 65 6E701 Metal Primer (ACP01) 85 mins 220 5B 5B 25 4E701 Metal Enamel (HGE01) 95 mins 300 5B 5B 50 4a: Set to touch, b: 14 day cure; 1 week Cleveland Humidity exposure, ASTM D3359Air Products PLC Paper presented at the 6th Nürnburg Congress April 2001