Design Guide for Bonding Rubber & Thermoplastic Elastomers
Design Guide for Bonding Rubber & Thermoplastic Elastomers
Design Guide for Bonding Rubber & Thermoplastic Elastomers

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Volume 22/05
Table Of ContentsPage NumberIntroduction 2Description Of Adhesives 3• Cyanoacrylate Adhesives 3• Epoxy Adhesives 4• Hot Melt Adhesives 5• Light Curing Acrylic Adhesives 6• Polyurethane Adhesives 7• Silicone Adhesives 8• No-Mix and Static Mix Acrylic Adhesives 9• Why Bond <strong>Elastomers</strong> With Loctite ® Brand Adhesives? 10How To Use The <strong>Rubber</strong> and TPE <strong>Bonding</strong> Chapters 11How to Use The Adhesive Shear Strength Table 12<strong>Rubber</strong> and TPE <strong>Bonding</strong> Chapters 14• Butyl <strong>Rubber</strong> (IIR) 14• Chlorosulfonated Polyethylene (CSM) 16• Copolyester TPE 18• Epichlorohydrin <strong>Rubber</strong> (CO, ECO, GCO, GECO) 20• Ethylene Acrylic <strong>Rubber</strong> (EEA) 22• Ethylene Propylene <strong>Rubber</strong> (EPM, EPDM) 24• Ethylene-Vinyl Acetate Copolymer (EVA) 26• Fluorocarbon <strong>Rubber</strong> (FKM) 28• Fluorosilicone <strong>Rubber</strong> (FVMQ) 30• Halogenated Butyl <strong>Rubber</strong> (BIIR, CIIR) 32• Hydrogenated Nitrile <strong>Rubber</strong> (H-NBR, HSN) 34• Melt Processible <strong>Rubber</strong> (MPR) 36• Natural <strong>Rubber</strong> (NR) 38• Neoprene <strong>Rubber</strong> (CR) 40• Nitrile <strong>Rubber</strong> (NBR, XNBR) 42• Polyether Block Amide (PEBA) 44• Polyacrylate <strong>Rubber</strong> (ACM) 46• Polyisoprene <strong>Rubber</strong> (IR) 48• Polyolefin <strong>Elastomers</strong> (POE) 50• Poly(propylene oxide) <strong>Rubber</strong> (GPO) 52• Polysulfide <strong>Rubber</strong> (TM) 54• Silicone-Modified EPDM 56• Silicone <strong>Rubber</strong> (MQ, VMQ, PMQ, PVMQ) 58• Styrene-Butadiene <strong>Rubber</strong> (SBR) 60• Styrenic TPE (S-B-S, S-I-S, S-EB-S) 62• <strong>Thermoplastic</strong> Vulcanizates (TPV) 64Adhesive Joint <strong>Design</strong> 66Test Methodology 69Index of Trade Names 73Acknowledgements 76Disclaimer 76The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 1
The ProblemFrom the discovery of natural rubber to the developmentof modern day thermoplastic elastomers (TPEs),elastomeric materials have found a wide variety ofuses that make them an integral part of an industrialsociety. In a diverse variety of products ranging fromautomobile tires to lifesaving implantable medicaldevices, their unique ability to be greatly de<strong>for</strong>medand return to their original shape fills an importantniche in the world of engineering materials. It wouldbe difficult to identify a manufacturing process whichdoes not use elastomers in one <strong>for</strong>m or another.Elastomeric materials have achieved widespreadacceptance due to the virtually limitless combinationsof elastomer types, fillers and additives which can becompounded at relatively low costs and processed bya wide variety of methods. This gives end-users theability to develop specific <strong>for</strong>mulations with propertiestailored to their needs. By properly selecting the baseelastomer, additives and fillers, as well as the appropriatecure method, the physical, chemical and thermalproperties of an elastomer can be made to meet orexceed the per<strong>for</strong>mance requirements of almost anyapplication requiring elastomeric properties.However, while the limitless variety of elastomers is aninvaluable asset to a designer selecting an elastomer,it is the designer’s biggest limitation when selecting anadhesive. The countless adhesives available, coupledwith the virtually limitless elastomer <strong>for</strong>mulationspossible, make it highly unlikely that there will bebond strength data <strong>for</strong> the specific adhesive/elastomercombination in the designer's application.The SolutionBond Strength In<strong>for</strong>mationThis guide is designed to indicate the bondability of the26 most commonly used families of elastomers. Thiswas accomplished using two approaches. The majorityof elastomers which were evaluated were compoundedspecifically to determine the effect different additivesand fillers had on the bondability of these materials.Once the designer identifies the elastomer <strong>for</strong>mulationscontaining the same fillers and additives that aredesired to be bonded, the adhesives can then bepinpointed which per<strong>for</strong>med best on those materials.Although this will probably not tell the designer theexact bond strength that will be achieved by thatspecific adhesive on that specific material, it will givethe designer a general idea of what bond strengths canbe achieved. For the other elastomers, bond strengthtesting was per<strong>for</strong>med on commercially availablegrades which were selected to represent each majorcategory of the elastomer based on the major end-useapplications, and/or the chemical structure of thatelastomer.2Adhesive In<strong>for</strong>mationAn adhesive cannot be selected <strong>for</strong> an applicationsolely on the basis of bond strength in<strong>for</strong>mation. Otherfactors such as the cure speed, environmentalresistance, thermal resistance, and suitability <strong>for</strong>automation of an adhesive will play a critical role indetermining the best adhesive <strong>for</strong> a specific application.To give a designer insight into these design parameters,an in-depth description of the seven adhesive types,namely cyanoacrylates, no-mix/static mix acrylics, hotmelts, epoxies, polyurethanes, silicones and light curingacrylics, has been included in this guide. Theseadhesive sections contain a general description of eachadhesive, a detailed discussion of the chemicalstructure and cure mechanism of each adhesive, andthe benefits and limitations of using each adhesive.Elastomer In<strong>for</strong>mationManufacturers may have the flexibility to select theelastomers which are best suited <strong>for</strong> their applicationsin terms of per<strong>for</strong>mance and bondability. To aid thedesigner, an in-depth discussion of each of theelastomer types is included. In<strong>for</strong>mation coveredincludes a general description of the elastomer and itsproperties, as well as a list of trade names, suppliersand typical applications.Cure Process EffectsFor thermoset rubbers, the ultimate bond strength mightbe improved by stopping the vulcanization processbe<strong>for</strong>e all cross-linking sites available have beenconsumed. Stopping the vulcanization process be<strong>for</strong>ethe rubber has achieved its ultimate modulus will leaveunreacted cross-linking sites on the rubber backboneand <strong>for</strong>m a polymer with a lower cross-link density. As aresult, the unreacted cross-linking sites may improvebond strength by reacting with the adhesive. In addition,the lower cross-link density of the rubber may facilitateadhesive penetration of the rubber polymer network. Toinvestigate this phenomenon, each of the thermosetrubbers, except the PEBA, was cured to 80% of theirultimate modulus (noted as T80 cure in the adhesiveshear strength tables), and tested <strong>for</strong> bond strength.These results were then compared with those of thecontrol <strong>for</strong> statistically significant differences.Bond <strong>Design</strong> In<strong>for</strong>mationFinally, a manufacturer may have a design in which hedesires to incorporate an adhesively bonded joint. Toeffectively design that joint, the designer must knowwhich parameters are critical to the bond strengthsachieved by a bonded joint and the effect thatchanging these parameters will have. A bond designsection which reviews the basics of designing anadhesively bonded single lap joint is included in anattempt to give the designer insight into this area.Although most “real world” bond geometries are morecomplex than single lap joints, this in<strong>for</strong>mation can beextrapolated as a general indicator of the effectscaused by changing bond geometries.The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
CyanoacrylateAdhesivesGeneral DescriptionCyanoacrylates are one-part, room-temperature-curingadhesives that are available in viscosities ranging fromwater-thin liquids to thixotropic gels. When pressed intoa thin film between two surfaces, cyanoacrylates curerapidly to <strong>for</strong>m rigid thermoplastics with excellentadhesion to most substrates.One of the benefits cyanoacrylates offer is theavailability of a wide variety of specialty <strong>for</strong>mulationswith properties tailored to meet particularly challengingapplications. For example, rubber-toughenedcyanoacrylates offer high peel strength and impactresistance to complement the high shear and tensilestrengths characteristic of cyanoacrylates. Thermallyresistant cyanoacrylates are available which offerexcellent bond strength retention after exposure totemperatures as high as 250°F <strong>for</strong> thousands of hours.Moreover, “Surface-insensitive” cyanoacrylates offerrapid fixture times and cure speeds on acidic surfaces,such as wood or dichromated metals, which could slowthe cure of a cyanoacrylate. In some cases, the use of ageneral-purpose cyanoacrylate adhesive was hamperedby the appearance of a white haze around the bondline. This phenomenon is known as “blooming” or“frosting” and occurs when cyanoacrylate monomervolatizes, reacts with moisture in the air, and settles onthe part. To eliminate this problem, “Low Odor/LowBloom” cyanoacrylates were developed. They have alower vapor pressure than standard cyanoacrylates andthere<strong>for</strong>e are less likely to volatize. Ultraviolet curing(UV) cyanoacrylates are the latest advancement incyanoacrylate technology. UV cyanoacrylates utilizeproprietary photoinitiators to allow cyanoacrylates tosurface cure in seconds when exposed to ultraviolet orvisible light of the appropriate wavelength. Light CureTechnology makes cyanoacrylates cure even faster,overcome blooming, and limiting or eliminating stresscracking. While advances in cyanoacrylate <strong>for</strong>mulatingtechnology have played a key role in offering additionalbenefits to the end user, there have also beenimportant developments in cyanoacrylate primer andaccelerator technology.Accelerators speed the cure of cyanoacrylate adhesivesand are primarily used to reduce cure/fixture times, tocure fillets on bond lines and/or excess adhesive.Accelerators consist of an active ingredient dispersedin a solvent. The accelerator is typically applied to asubstrate surface prior to the application of theadhesive. Once the carrier solvent has evaporated, thecyanoacrylate can immediately be applied and its cureinitiated by the active species that the accelerator hasleft behind. Depending on the particular solvent andactive species present in the accelerator, the solventcan require 10 to 60 seconds to evaporate, and theactive species can have an on-part life ranging from 1minute to 72 hours. Accelerator can also be sprayedover a drop of free cyanoacrylate to rapidly cure it. Thistechnique has been widely used <strong>for</strong> wire tacking in theelectronics industry.Another benefit offered by cyanoacrylates is theavailability of primers which enable them to <strong>for</strong>m strongbonds with polyolefins and other difficult-to-bondplastics such as fluoropolymers and acetal resins. Likethe accelerators, polyolefin primers consist of an activeingredient dispersed in a solvent. Once the carriersolvent has evaporated, the surface is immediatelyready <strong>for</strong> bonding, and the primer will have an on-partlife ranging from minutes to hours. Depending on theplastic, bond strengths up to 20 times the unprimedbond strength can be achieved.ChemistryCyanoacrylate adhesives are cyanoacrylate esters, ofwhich methyl and ethyl cyanoacrylates are the mostcommon. Cyanoacrylates undergo anionic polymerizationin the presence of a weak base, such as water, and arestabilized through the addition of a weak acid. Whenthe adhesive contacts a surface, the water present onthe surface neutralizes the acidic stabilizer in theadhesive, resulting in the rapid polymerization of thecyanoacrylate.Advantages• One-part system• Solvent-free• Rapid room temperature cure• Excellent adhesion to many substrates• Easy to dispense in automated systems• Wide range of viscosities available• Excellent bond strength in shear and tensile mode• Primers available <strong>for</strong> polyolefins and difficult to bondplastics• UV/Visible cure <strong>for</strong>mulas availableDisadvantages• Poor peel strength• Limited gap cure• Poor durability on glass• Poor solvent resistance• Low temperature resistance• Bonds skin rapidly• May stress crack some plasticsThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 23
Epoxy AdhesivesGeneral DescriptionEpoxy adhesives are typically two-part systems (resinand hardener) which cure at room temperature,although one-part pre-mixes which utilize a heat cureare also available, as are UV curable one and twocomponent epoxies. The two components reactstoichiometrically, so maintaining proper mix ratio isimportant to ensure consistent per<strong>for</strong>mance. Uponmixing, the curing reaction of the epoxy can release agreat deal of heat and result in a significanttemperature rise in the adhesive. In some applications,such as deep section potting, this heat rise can besufficient to char the adhesive. Upon cure, epoxies <strong>for</strong>mtough, rigid thermoset polymers with high adhesion toa wide variety of substrates and good environmentalresistance. The viscosities of epoxy adhesives canrange from a few thousand centipoise to thixotropicpastes.The wide variety of chemical species that can reactwith the epoxide end group and the inherent stability oftwo-part adhesive systems lead to a wide variety ofepoxy <strong>for</strong>mulations available to the end-user. Theper<strong>for</strong>mance properties of epoxies can be tailored tospecific needs through a wide variety of techniques.Epoxy adhesives are typically rigid and <strong>for</strong>mulatingtechniques must be employed to produce flexibleepoxies. These techniques include the use of nonreactiveplasticizers, the incorporation of rubber into theepoxy and the use of epoxy resins with flexiblebackbones. The properties of epoxy adhesives are alsovaried through the use of fillers. For example, quartzfillers can impart improved impact resistance, ceramicfillers can offer improved abrasion resistance, and silvercan be used to produce epoxies which are electricallyconductive.ChemistryEpoxy adhesives polymerize to <strong>for</strong>m thermosetpolymers when covalent bonds between the epoxyresin and the hardener are <strong>for</strong>med through the reactionof the epoxide ring with the ring-opening species onthe hardener. Amines, amides, mercaptans, andanhydrides are some of the types of hardener that arecommonly used. Catalysts can be employed toaccelerate the reaction rate between the epoxy resinand hardener. In addition, heat will also accelerate thereaction. If heat is used to accelerate the cure of theepoxy, the increase in temperature can result in a dropof viscosity and an increased flow of the adhesive. Inaddition, curing the epoxy at a higher temperature willusually result in a stiffer material with a higher crosslinkdensity and glass transition temperature.Advantages• High cohesive strength• High adhesion to a wide variety of substrates• Good toughness• Cure can be accelerated with heat• Excellent depth of cure• Good environmental resistanceDisadvantages• Two-part systems require mixing• One-part systems require heat cure• Long cure and fixture times• Limited pot life and work time• Exotherm may be problematic4The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
Hot Melt AdhesivesGeneral DescriptionHot melt adhesives are one-part solvent-freethermoplastic adhesives that are solid at roomtemperature and a low to medium viscosity (750-10,000cP) adhesive at dispense temperatures (typicallygreater than 195°C). After dispense, hot melt adhesivesrapidly cool to <strong>for</strong>m a strong bond. In the cured orcooled state, hot melt adhesives can vary in physicalproperties from soft rubbery and very tacky to hard andrigid. Hot melts have excellent long term durability andresistance to moisture, chemicals, oils, and temperatureextremes.The latest advancement in hot melt technology is thereactive polyurethane adhesive (PUR). PURs initiallybehave like standard hot melts. That is, heat is addedto the soften the urethane prepolymer and it isdispensed hot. Once the PUR cools, it reacts withmoisture to cross-link into a tough thermosetpolyurethane adhesive that cannot be remelted byadding heat.ChemistryChemistries include ethylene vinyl acetate (EVA),polyolefin and polyamide based hot melts. EVA hotmelts are the “original” hot melt and are thought of asthe low cost, low per<strong>for</strong>mance hot melt. EVAs providegood adhesion to steel aluminum, rubber, and manyplastics. Typical EVA hot melt applications include boxand carton sealing. EVA hot melts can be <strong>for</strong>mulated tocarry a FDA approval <strong>for</strong> use in food packaging. Out ofall available hot melts, EVAs typically have the pooresthigh temperature resistance.Polyolefin hot melts are specially <strong>for</strong>mulated <strong>for</strong>adhesion to polyolefin (polypropylene, polyethylene,etc.) plastics. Compared to other chemistries, they havelonger open times and they have excellent resistanceagainst polar solvents.Reactive polyurethanes are supplied as an urethaneprepolymer, behaving much like a standard hot meltuntil it cools. Once the PUR cools, it reacts withmoisture over time (a few days) to cross-link into atough thermoset polyurethane.Advantages• One-part, solvent-free• Fast fixturing• High adhesion to plastics• Wide variety of <strong>for</strong>mulations available• Low volumetric costDisadvantages• Hot dispense point• Operator safety – Hot dispense point• Poor adhesion on metals• Cools quickly• Equipment is required• <strong>Thermoplastic</strong> parts may de<strong>for</strong>m• Charring in reservoir• Moisture sensitivityPolyamide hot melts are a higher cost, higherper<strong>for</strong>ming adhesive with excellent high temperatureresistance (up to 300°F). Specialty <strong>for</strong>mulations areavailable that carry a UL-94V-0 rating (flameresistance). Polyamide hot melts have a tendency toabsorb moisture from the air and require specialpackaging and storage considerations.The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 5
Light CuringAcrylic AdhesivesGeneral DescriptionLight curing acrylic adhesives are supplied as one-part,solvent-free liquids with viscosities ranging from 50 cPto thixotropic gels. Upon exposure to ultraviolet orvisible light of the proper intensity and spectral output,these adhesives cure rapidly to <strong>for</strong>m thermosetpolymers with excellent adhesion to a wide variety ofsubstrates. The cure times of light curing acrylicadhesives are dependent on many parameters,however, cure times of 2 to 60 seconds are typical andcure depths in excess of 0.5" (13 mm) are possible.Formulations of light curing acrylic adhesives areavailable which vary in cured properties from veryrigid, glassy materials to soft, flexible elastomers.Light curing acrylic adhesives cure rapidly on demand,which minimizes work in progress and offers virtuallyunlimited repositioning time. In addition, the wide rangeof viscosities available facilitates the selection of aproduct <strong>for</strong> automated dispensing. These qualitiesmake light curing acrylics ideally suited <strong>for</strong> automatedbonding processes.ChemistryLight curing acrylic adhesives are composed of a blendof monomers, oligomers, and polymers containing theacrylate functionality to which a photoinitiator is added.Upon exposure to light of the proper intensity andspectral output, the photoinitiator decomposes to yieldfree radicals. The free radicals then initiatepolymerization of the adhesive through the acrylategroups to yield a thermoset polymer.When the adhesive is cured in contact with air, thefree radicals created by the decomposition of thephotoinitiator can be scavenged by oxygen prior toinitiating polymerization. This can lead to incompletecure of the adhesive at the adhesive/oxygen interface,yielding a tacky surface. To minimize the possibility of<strong>for</strong>ming a tacky surface, the irradiance of light reachingthe adhesive can be increased, the spectral output ofthe light source can be matched to the absorbancespectrum of the photoinitiator, and/or the adhesive canbe covered with an inert gas blanket during cure.Advantages• Cure on demand• Good environmental resistance• Wide range of viscosities available• Solvent-free• Good gap filling• One part• Dispensing is easily automated• Clear bond lines• Rapid fixture and complete cure• Wide range of physical properties• UV/Visible cure systems available• Fluorescent dyes can be added to easeinspection/detectionDisadvantages• Light must be able to reach bond line• Oxygen can inhibit cure• Equipment expense <strong>for</strong> light source• Ozone created by high intensity light source mustbe vented6The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
PolyurethaneAdhesivesGeneral DescriptionPolyurethane adhesives are supplied as one and twopartsystems which range in viscosity from self-levelingliquids to non-slumping pastes. They cure to <strong>for</strong>mthermoset polymers with good solvent and chemicalresistance. They are extremely versatile and can rangein cured <strong>for</strong>m from extremely soft elastomers to rigid,extremely hard plastics. Polyurethanes offer a goodblend of cohesive strength and flexibility which makesthem very tough, durable adhesives.Polyurethanes bond well to most unconditionedsubstrates, but may require the use of solvent-basedprimers to achieve high bond strengths. They offergood toughness at low temperatures, but typicallydegrade in strength after long-term exposure over302°F (150°C). Since the cure of one-part, moisturecuringpolyurethanes is dependent on moisturediffusing through the polymer, the maximum depth ofcure that can be achieved in a reasonable time islimited at approximately 0.375''(9.5 mm). Two-partsystems, on the other hand, offer unlimited depth ofcure.Advantages• Extremely tough• Good resistance to solvents• High cohesive strength• Good impact resistance• Good abrasion resistanceDisadvantages• Limited depth of cure <strong>for</strong> one-part polyurethanes• Mixing required <strong>for</strong> two-part polyurethanes• Primer may be needed <strong>for</strong> adhesion to somesubstrates• Limited high temperature useChemistryOne-part polyurethane adhesives can react withmoisture to polymerize. Another cure mechanisminvolves the evolution of species that inhibit the cure ofthe polyurethane. In either case, cure is dependent ona chemical species diffusing through the polyurethanematrix, so the depth of cure is limited. Two-partpolyurethanes, which generally cure through thereaction of an isocyanate and a polyol, avoid thislimitation and offer superior depth of cure. In eithercase, the polyurethane polymer <strong>for</strong>ms rigid and softdomains that give the polymer its balance of flexibilityand high strength.The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 7
Silicone AdhesivesGeneral DescriptionSilicone adhesives are typically supplied as one-partsystems which range in viscosity from self-levelingliquids to non-slumping pastes. They cure to soft,thermoset elastomers with excellent property retentionover a wide temperature range. Silicones have goodadhesion to many substrates, but are limited in theirutility as structural adhesives by their low cohesivestrength.Silicone adhesives are typically cured via reaction withambient humidity, although <strong>for</strong>mulations are alsoavailable which can be cured by exposure to ultravioletlight of the proper irradiance and spectral output. Sincethe cure of moisture curing silicones is dependent onmoisture diffusing through the silicone matrix, the curerate is strongly affected by the ambient relativehumidity. Moisture curing silicones have a maximumdepth of cure which is limited to 0.375 - 0.500". At 50%RH, moisture cure silicones will cure to a tack freesurface in 5-60 minutes depending on the type used.Complete cure through thick sections of silicone cantake up to 72 hours. It should be noted that adhesivestrength may continue to develop <strong>for</strong> 1-2 weeks afterthe silicone has been applied. This occurs because thereaction between the reactive groups on the siliconepolymer and the reactive groups on the substratesurface is slower than the cross-linking reaction of thesilicone groups with themselves.Moisture curing silicones are categorized by the byproductgiven off as they cure with moisture. Forexample, acetoxy cure silicones give off acetic acid.Alkoxy cure silicones give off alcohols, typicallymethanol or ethanol, and oxime curing silicones evolveoxime. Acetoxy cure silicones are known <strong>for</strong> their abilityto cure rapidly and develop good adhesion to manysubstrates. Their largest limitation is the potential <strong>for</strong>the by-product acetic acid to promote corrosion. Alkoxycure silicones, on the other hand, do not have thislimitation because the alcohol by-products are noncorrosive.This makes them well suited <strong>for</strong> electronicand medical applications where the acetic acid couldbe a problem. Un<strong>for</strong>tunately, alkoxy silicones typicallyhave lower adhesion and take longer to cure thanacetoxy silicones. Oxime evolving silicones offer curespeeds and adhesion which rivals, and in some casessurpasses, that of acetoxy cure silicones. However, theoxime they evolve will not corrode ferric substrates,although it can stain copper or brass.Consequently, oxime silicones have found widespreaduse in automotive gasketing applications. The chieflimitation of all moisture curing silicones is the difficultyassociated with accelerating the cure rate. This concernwas addressed through the development of UV curesilicones.Ultraviolet light curing silicones generally also have asecondary moisture cure mechanism to insure that anysilicone which is not irradiated with ultraviolet light willstill cure. Upon exposure to ultraviolet light of theproper irradiance and intensity, they will <strong>for</strong>m a tackfree surface and cure to a polymer with up to 80% ofits ultimate physical strength in less than a minute.Initial adhesion can be good, but because ultimatebond strength is dependent on the moisture cureportion of the silicone, full bond strength can take 1-2weeks to develop. The adhesive strength achieved by aUV/moisture cure silicone is typically a function of thetype of moisture cure used. Silicones with a secondaryacetoxy cure show good bond strength while thosewith a secondary alkoxy cure are lower.ChemistrySilicone <strong>for</strong>mulations are available which can be curedthrough moisture, heat, mixing two components andexposure to ultraviolet light. The silicones used <strong>for</strong>adhesives are typically the one-part moisture curingand UV curing silicones. All silicones have a chemicalbackbone made up of silicone to oxygen bonds, knownas siloxane bonds. It is the high energy of this bondthat gives silicones their unique high temperatureper<strong>for</strong>mance properties.Advantages• One-part systems available• Solvent free• Room temperature cure• Excellent adhesion to many substrates• Extremely flexible• UV Curing <strong>for</strong>mulations availableDisadvantages• Poor cohesive strength• Moisture cure systems have limited depth of cure• Swelled by non-polar solvents8The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
No-Mix and Static MixAcrylic AdhesivesGeneral DescriptionAcrylic adhesives consist of a resin and an activator/hardener. The resin component is a solvent-free, highviscosityliquid, typically in the range of 10,000 to100,000 cP, while the activator component can be asolvent dispersion of the cure catalyst (no-mix) or ahigh viscosity mix of the cure catalyst and per<strong>for</strong>manceadditives.If the carrier solvent present in the activator solventdispersion is undesirable, the pure catalyst is alsoavailable as a solvent-free activator. However, whenusing a solvent-free activator, the amount of activatorapplied must be tightly controlled, as excessiveactivator will detrimentally affect the per<strong>for</strong>mance ofthe adhesive. With static-mix acrylics, the viscosity ofthe resin and hardener are <strong>for</strong>mulated to be verysimilar in order to ensure good mixing through thestatic mix tip. A primer may also be incorporated intothe resin or hardener in order to enhance the bondstrength on some substrates.The resin base of no-mix acrylic adhesives can also beheat cured. A typical heat cure cycle is ten minutes at300°F (149°C). Heat curing normally offers higher bondstrengths and shorter cure times. However, heating theadhesive lowers the resin’s viscosity and may result insome adhesive flow out of large gaps. In someinstances, it is desired to use a combination of thesetwo cure methods, fixturing the assembly with activatorprior to heat cure.Application MethodWhen an activator is used, the adhesive is cured in thefollowing manner:✓ The resin is applied to one of the substrate surfaces.✓ The activator is typically applied to the other surface.✓ The activator’s carrier solvent is allowed to flash off.✓ The two surfaces are mated together.✓ The catalyst from the activator then initiates thepolymerization of the resin.Typically, these systems develop fixture strength in twominutes and full strength in 4-24 hours. The activatorserves only as a catalyst <strong>for</strong> the polymerization of theresin, so when using an activator, the ratio of activatorto resin is not critical. However, this is not the case <strong>for</strong>solventless activators, because the activator is soconcentrated that excess activator can prevent theadhesive from <strong>for</strong>ming an intimate bond with thesubstrate. Since polymerization is initiated at theinterface between the activator and resin, the curedepth is limited. Typically, the maximum cure-throughdepthis 0.30" (0.76 mm) from this interface.Static-mix acrylic adhesives are dispersed using handheld applicators and the appropriate static-mix tip(typically 24 elements). Static-mix acrylics offerunlimited depth of cure but due to the exothermicnature of the reaction, caution must be exercised. Theexotherm may de<strong>for</strong>m temperature sensitive substratesor cause “read-through” on the opposite surface.ChemistryThe resin base consists of an elastomer dissolved inacrylic monomers. Peroxides are then blended in toprovide the resin with a source of free radicals. Theelastomers <strong>for</strong>m a rubbery phase which gives theadhesive its toughness, and the acrylic monomers <strong>for</strong>mthe thermoset polymer matrix which gives the adhesiveits environmental resistance and strength.The type of cure catalyst used in the activator will varydepending on the cure chemistry of the adhesive. Inno-mix acrylics, the catalyst(s) are often diluted in asolvent, although in some cases, they are supplied insolventless <strong>for</strong>mulations. In static-mix acrylics thecatalyst is blended in with a portion of the elastomer inorder to match the viscosity of the resin. Upon contactof the cure catalyst(s) with the resin base, the peroxidein the resin base decomposes to yield free radicals.These radicals then initiate polymerization through theacrylate groups on the monomer in the resin base.Advantages• No mixing required (no-mix acrylics only)• Good environmental resistance• High peel and impact strength• Bonds to lightly contaminated surfaces• Fast fixture and cure• Room temperature cure• Good adhesion to many substrates• Cure can be accelerated with heatDisadvantages• Higher viscosity systems can make automateddispensing difficult• Activator may contain solvents (no-mix acrylics only)• Unpleasant odor• Limited cure-through depth (no-mix acrylics only)• High exotherm (static-mix acrylics)• Short worklife of some <strong>for</strong>mulations (static-mixacrylics)The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 9
Why Bond <strong>Elastomers</strong>With Loctite ® BrandAdhesives?Advantages Over OtherAssembly MethodsAdhesives offer an array of benefits to the manufacturerwho needs to join elastomeric substrates to othersubstrates in their manufacturing process. Thesebenefits are best understood by comparing adhesivejoining processes with the other options amanufacturing engineer can consider.Advantages Versus MechanicalFastenersMechanical fasteners are quick and easy to use, buthave a number of significant drawbacks.• They create stresses in the elastomer, which maylead to distortion or ripping of the part; adhesivesdo not.• There are extra components which must bepurchased and inventoried. Adhesives requireno extra components.• They require altering the design of the product toinclude bosses and holes. Adhesives require nospecial features.• Their appearance often interferes with the stylingof the product. Adhesives are invisible inside abonded joint.• They concentrate all of the holding power at thefastener location, causing the applied load to becarried by a small area of elastomer. Adhesivesspread the load evenly over the entire joint area.Advantages Versus Ultrasonic WeldingUltrasonic welding can be an excellent method <strong>for</strong>certain types of assemblies. There are, however, anumber of factors which limit its usefulness.• The dampening characteristics of most elastomerscan make them poor candidates <strong>for</strong> ultrasonicwelding. Adhesives are not limited in this fashion.• Ultrasonic welding is not usable <strong>for</strong> thermosetrubbers. Adhesives are.• Joining of elastomers to metal, glass, or othermaterials is not feasible in most cases. Adhesivesdo this easily.• The design of joints is restricted to geometrieswhich are favorable to the process. Ideally, theyshould have a small, uni<strong>for</strong>m contact area toconcentrate the ultrasonic energy. Adhesivescan accommodate irregular bond lines.• The capability of joining different thermoplasticelastomers in the same assembly is limited tothose which are chemically compatible and havesimilar melting points. Adhesives are not restrictedin this way.• Ultrasonic welding requires investment inmachinery as well as special tooling <strong>for</strong> eachpart. Adhesives require no machinery or tooling.Advantages Versus Solvent WeldingSolvent welding can be a useful, low-cost method ofbonding elastomers. However, its usefulness is limitedby a number of disadvantages.• Solvent welding cannot be used with dissimilarmaterials such as metals or glass. Adhesives dothe job.• Solvents will not work with thermoset rubbers.Adhesives will.• Solvents are more likely to cause stress crackingthan are adhesives.• The time between application of the solvent andjoining the parts is critical. The joints are weak iftoo much solvent remains in the bond area or iftoo much solvent has flashed off prior toassembly. Adhesives have a much less criticalopen time.• Solvent cementing is not capable of joining partswith significant gaps between them. Adhesivestolerate much larger gaps.10The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
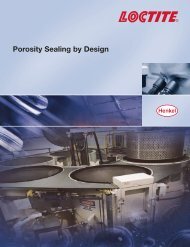
How To Use The <strong>Bonding</strong> ChaptersABCDEFTrade NamesLists common suppliers ofeach elastomer and the tradenames of their products.Typical ApplicationsLists common markets wherethe elastomer is used andspecific applications.General DescriptionProvides in<strong>for</strong>mationconcerning the chemicalstructure, types available andcure method used (ifappropriate).Relative AdhesivePer<strong>for</strong>manceProvides relative ranking ofbond strengths achieved withadhesives tested.General PropertiesDescribes the keycharacteristics of eachelastomer.Effects of Formulationand ProcessingHighlights <strong>for</strong>mulation orelastomer processing changeswhich had a significant effecton adhesive per<strong>for</strong>mance.ACEPolysulfide <strong>Rubber</strong>thermoset rubberTrade Names• LP• Thiokol54ManufacturerMorton ThiokolMorton ThiokolGeneral DescriptionThe key factor that distinguishes polysulfide rubbersfrom other rubbers is the high sulfur content of thepolymer backbone. This results in a very flexible,virtually impermeable rubber. Polysulfide elastomersare produced by the condensation reaction of anorganic dihalide with sodium tetrasulfide. Examplesof organic dihalides used include ethylene dichlorideand di-2-chloroethyl ether. Commercial grades vary insulfur content from 37 to 84%; the sulfur content ofthe resulting rubber being dependent on the basemonomer selected. In addition to the per<strong>for</strong>mancebenefits offered by the high sulfur content of thebackbone, the various reactive sites on the polymerbackbone facilitate cross-linking by a wide variety ofmethods. Generally, a metal oxide or peroxide is usedto cross-link the terminal thiol groups, althoughterminal chlorine and hydroxide groups can also beused. Polysulfide polymers are available in viscositiesranging from pourable liquids to millable gum stock.The strong odor of polysulfides, coupled with the needto peptize some of the gum rubber stocks, can makethem difficult to process.General PropertiesThe key per<strong>for</strong>mance benefits of polysulfide elastomersare their outstanding chemical resistance and virtualimpermeability to most gases, hydrocarbon solventsand moisture. This, coupled with their high flexibilityand long-term resistance to both polar and non-polarsolvents, makes them especially well suited <strong>for</strong> sealingapplications that require exceptional barrier andresistance properties. Other per<strong>for</strong>mancecharacteristics include good per<strong>for</strong>mance at lowtemperatures and good resistance to UV and ozone.Polysulfide elastomers do not have very goodcompression set resistance and have fair physicalproperties. The limited physical properties can beaddressed by compounding them with other rubbers,such as polychloroprene. Polysulfide rubber has arecommended service temperature of approximately -40 to 250°F (-40 to -121°C).B Typical Applications• Aerospace Propellant binders, gas bladders,sealants, valves• Automotive Gaskets, rubber washers• Construction Building caulk, window glazingD Relative Adhesive Per<strong>for</strong>mance• High Methyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Medium Oxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantF Effects of Formulation and Processing• Additives Carbon Black - IncreaseClay - IncreaseSilica - IncreaseAromatic Oil - DecreaseAntistatic - Increase• T 80 Cure IncreaseGSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend ApparentThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2GSurface TreatmentsSummarizes the effect ofLoctite ® 770 Prism ® Primeron cyanoacrylate adhesiveper<strong>for</strong>mance.The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 11
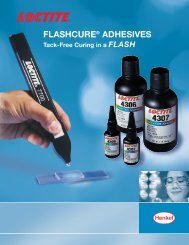
How To Use The Adhesive Shear Strength TableABCControlThe control is an unfilled elastomer that wasused as the base resin <strong>for</strong> all compounded<strong>for</strong>mulations. It is listed at the top of the tableand is indicated as the “control”. Each<strong>for</strong>mulation of elastomer was produced bycompounding the unfilled elastomer with asingle additive or filler. That <strong>for</strong>mulation wasthen compared to the control to determinestatistically significant effects within 95%confidence limits. In some cases, a change inthe process or the chemical composition wasevaluated. In these cases, that specific<strong>for</strong>mulation may not have been compoundedusing the control elastomers but wascompared to the control to determine theeffect of the change.Elastomer DescriptionThe elastomer <strong>for</strong>mulations were selected intwo ways. For five of the twenty-five elastomersevaluated, commercially available grades wereevaluated which were selected to representeach of the major categories of that elastomer.The twenty remaining elastomers werespecifically compounded <strong>for</strong> the purpose ofdetermining the effect of individual additivesand fillers on the bondability of that material.• Commercially Available GradesIf commercially available grades wereevaluated, then the specific grades whichwere tested were listed in the left-handcolumn of this table.• Specialty FormulationsIf special <strong>for</strong>mulations were compounded,then the additive, filler, processing change orchange in chemical structure was indicated,as well as the specific concentration andproduct used, in the left-hand column ofthis table.NotesThis section explains the superscriptsand shading used in the table.DEFShadingWhen the cell is shaded grey, the addition ofthe indicated additive or filler, the processingchange or the change in the chemical makeupof the polymer resulted in a statisticallysignificant increase in bondability whencompared to the control. A statisticallysignificant decrease is denoted by redshading. If there is a change in the failuremode, the cell is also shaded accordingly.Single LineA single line in the table indicates that theelastomer evaluated below the line was<strong>for</strong>mulated from a control and comparedback to that control to determine the effectof an additive, filler, processing change orchange in chemistry. To determine thecontrol, move up the table from the singleline until a row has a double line on top ofthe table. That row will be the control and isoften denoted as the “control”.Double LineA double line in the table indicates that theelastomer evaluated below the line was notcompared to a control to determine the effectof a filler, additive, processing change orchange in the polymer chemistry.T80 Cure (not shown)Stopping the polymerization process be<strong>for</strong>ecompletion could theoretically increase itsbondability <strong>for</strong> two reasons. The first reasonbeing that the lower cross-link density of thepolymer allows <strong>for</strong> increased diffusion of theadhesive into the rubber. The second reasonbeing that the active species that were notutilized during vulcanization can now reactwith the adhesive. In this testing, thepolymerization was stopped when themodulus was 80% of the modulus at full cure.12The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
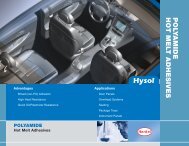
BACADHESIVE SHEAR STRENGTH(psi)(MPa)Styrene Butadiene TPE Kraton by Shell Chemical and C-Flex by Concept Polymer TechnologyLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Kraton G 1650 100 phr 290 >510 ∆ 370 230 230 90 170 170 660S-EB-S 2.00 >3.52 ∆ 2.55 1.59 1.59 0.62 1.17 1.17 4.55Carbon Black Kraton G 1650 100 phr 530 >810 ∆ 570 360 620 50 170 280 660N-550 100 phr 3.65 >5.59 ∆ 3.93 2.48 4.27 0.34 1.17 1.93 4.55Clay Kraton G 1650 100 phr 220 510 580 320 340 50 170 230 >1090 ∆Dixie Clay 100 phr 1.52 3.52 4.00 2.21 2.34 0.34 1.17 1.59 >7.52 ∆Silica Kraton G 1650 100 phr 440 >550 ∆ >550 ∆ 390 510 30 60 390 >660 ∆Hi Sil 233 50 phr 3.03 >3.52 ∆ >3.79 ∆ 2.69 3.52 0.21 0.41 2.69 >4.55 ∆Whiting Kraton G 1650 100 phr 50 180 >200 ∆ 40 40 30 30 30 180Precipitated Whiting 100 phr 0.34 1.24 >1.35 ∆ 0.28 0.28 0.21 0.21 0.21 1.24Aromatic Oil Kraton G 1650 100 phr 140 >300 ∆ 150 150 140 20 50 40 160Aromatic Oil 100 phr 0.97 >2.07 ∆ 1.03 1.03 0.97 0.14 0.34 0.28 1.10Naphthenic Oil Kraton G 1650 100 phr 80 300 >370 ∆ 90 80 2.55 ∆ 0.62 0.55
Butyl <strong>Rubber</strong> (IIR)thermoset rubberTrade Names• Exxon Butyl• Polysar ButylManufacturerExxon ChemicalBayerGeneral DescriptionButyl rubber is poly(methylpropene-co-2-methyl-1,3butadiene) or poly(isobutylene-co-isoprene). Therubber gum stock is produced through the cationicpolymerization of isobutylene with 1-3% isoprene. Theisoprene is incorporated into the polymer structure toprovide unsaturated sites which can be utilized to <strong>for</strong>mcured rubber from the gum stock. Butyl rubber istypically cross-linked using sulfur, however, two othermethods are also available. The first method is to reactthe butyl gum stock with phenol-<strong>for</strong>maldehyde resin.The other involves reacting it with p-quinone dioxime,or p-quinone dioxime dibenzoate, in conjunction withlead oxide. The cross-link density and ultimateproperties of the cured rubber can be controlled byvarying the amount of unsaturation in the basepolymer. The properties of the base polymer are alsocontrolled by varying the molecular weight of thepolymer and the degree of branching in the gum stock.Halogenation of these rubbers has been used toproduce the family of halogenated butyl rubbers whichare discussed in a separate chapter.General PropertiesThe saturation of the polymer backbone and lack ofreactive groups result in a combination of valuableproperties that have made butyl polymers one of themost widely used synthetic elastomers. The aliphaticnature of the polymer gives it good resistance toozone, UV light, moisture and mineral acids. This alsocontributes to its thermal resistance, which is limitedmore by the type of cross-link system used than thestability of the polymer backbone. Butyl rubber<strong>for</strong>mulations cured using sulfur tend to degrade afterlong-term exposure to temperatures above 302°F(150°C). Formulations which utilize the phenol<strong>for</strong>maldehyde resin cure system offer much betterthermal resistance. Butyl rubber is attacked by nonpolarsolvents, such as hydrocarbon oils, greases andfuels. Alternatively, butyl rubbers have good resistanceto polar liquids such as oxygenated solvents, ester typeplasticizers, vegetable oils and synthetic hydraulicfluids. The lack of bulky pendant groups on thepolymer chains allows them to pack closely and give avulcanizate with extremely low gas permeability. Thishas resulted in the widespread use of butyl rubber ininner tubes and other industrial gas bladders. Butylcompounds have good damping and shock absorptioncharacteristics which has led to their use in automotivebody mounts.Typical Applications• Automotive• Electronics• Industrial• MiscellaneousTire inner liners, inner tubes,radiator hose, beltsElectrical insulationConveyor belts, curing bladders,membranes, freezer gaskets, tanklinings, steam hose, diaphragmsDock fendersRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium <strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseClay - IncreaseSilica - IncreaseParaffinic Oil - DecreaseProcessing Aid - DecreaseAntistat - Increase CANo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – Increase14The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Butyl <strong>Rubber</strong> Butyl <strong>Rubber</strong> by Exxon ChemicalLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Butyl 165 100 phr >90 ∆ >110 ∆ >140 ∆ 100 >110 ∆ 0.62 ∆ >0.76 ∆ >0.97 ∆ 0.69 >0.76 ∆ 110 ∆ >130 ∆ >140 ∆ 80 110 30 60 60 60Cured to 80% of Modulus at Full Cure >0.76 ∆ >0.90 ∆ >0.97 ∆ 0.55 0.76 0.21 0.41 0.41 0.41Low Unsaturation Butyl 065 100 phr >110 ∆ >140 ∆ >140 ∆ 100 110 20 40 80 800.8% Unsaturation >0.76 ∆ >0.97 ∆ >0.97 ∆ 0.69 0.76 0.14 0.28 0.55 0.55High Unsaturation Butyl 268 100 phr >100 ∆ >110 ∆ >140 ∆ >100 ∆ >100 ∆ 30 60 60 901.6% Unsaturation >0.69 ∆ >0.76 ∆ >0.97 ∆ >0.69 ∆ >0.69 ∆ 0.21 0.41 0.41 0.62Carbon Black Butyl 165 100 phr 430 >490 ∆ >640 ∆ 170 340 80 130 170 300N-550 40 phr 2.97 >3.38 ∆ >4.41 ∆ 1.17 2.34 0.55 0.90 1.17 2.07Clay Butyl 165 100 phr >210 ∆ >270 ∆ >230 ∆ 150 150 60 100 140 160Dixie Clay 100 phr >1.45 ∆ >1.86 ∆ >1.59 ∆ 1.03 1.03 0.41 0.69 0.97 1.10Silica Butyl 165 100 phr >210 ∆ >330 ∆ >360 ∆ 160 200 50 70 90 120Hi Sil 233 20 phr >1.45 ∆ >2.28 ∆ >2.48 ∆ 1.10 1.38 0.34 0.48 0.62 0.83Paraffinic Oil Butyl 165 100 phr >80 ∆ >110 ∆ >100 ∆ 60 70 20 30 30 60Paraffinic Oil 20 phr >0.55 ∆ >0.76 ∆ >0.69 ∆ 0.41 0.48 0.14 0.21 0.21 0.41Processing Aid Butyl 165 100 phr 80 >110 ∆ >140 ∆ 70 80 30 20 60 60Petrolatum 4 phr 0.55 >0.76 ∆ >0.97 ∆ 0.48 0.55 0.21 0.14 0.41 0.41Antiozonant Butyl 165 100 phr >120 ∆ >110 ∆ >140 ∆ >140 ∆ >110 ∆ 20 40 60 90Vanox NBC 3.5 phr >0.83 ∆ >0.76 ∆ >0.97 ∆ >0.97 ∆ >0.76 ∆ 0.14 0.28 0.41 0.62Antistatic Butyl 165 100 phr >120 ∆ >140 ∆ >140 ∆ >130 ∆ >160 ∆ 40 40 60 70Armostat 550 5 phr >0.83 ∆ >0.97 ∆ >0.97 ∆ >0.90 ∆ >1.10 ∆ 0.28 0.28 0.41 0.48NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved bythe adhesive could be determined.Cure System Usedin All FormulationsStearic Acid 1.00 phrZinc Oxide 5.00 phrSulfur 2.00 phrMBT 0.50 phrTMTD 1.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 15
Chlorosulfonated Polyethylene (CSM)thermoset rubberTrade Names• HypalonManufacturerDuPont Dow <strong>Elastomers</strong>General DescriptionChlorosulfonated polyethylene (CSM) is produced viathe simultaneous chlorination and chlorosulfonationof polyethylene in an inert solvent. The addition of thechlorine groups increases the molecular irregularityof the CSM which contributes to its flexibility. Thependant chlorine groups also increase chemicalresistance and flame retardance, while the sulfonylgroups provide cross-linking sites. The sulfur contentof CSM is normally maintained at approximately 1%,while the chlorine content varies over a wide range.Low chlorine content <strong>for</strong>mulations retain some of thestiffer mechanical properties of PE due to their partialcrystallinity. Increasing the chlorine content improvesoil resistance and flame resistance.General PropertiesThe most notable properties of CSM are its chemicalresistance (especially to oxygen, oil and ozone), tensileproperties and low temperature properties. Thechemical resistance of CSM is much better than thatof neoprene and nitrile rubbers. The extremely polarnature of the polymer’s backbone makes it especiallywell suited <strong>for</strong> non-polar service environments. Theozone resistance of CSM is such that antiozonants arenot normally used. CSM is tougher than silicone andEPDM. This is illustrated by the high tensile strengthsthat are achieved by CSM without high filler levels. Theproperties of CSM are very dependent on the chlorinecontent. As the chlorine content increases, the heatresistance, low temperature flexibility and electricalresistance decrease. The ozone resistance alsodecreases, but the effect is much lower in magnitudethan that of the a<strong>for</strong>ementioned properties. On theother hand, as the chlorine content increases, theflame resistance and oil resistance increase. Theelectrical properties of CSM are better than mostelastomers, but not as good as EPDM. Compounds ofCSM can be <strong>for</strong>mulated with excellent abrasionresistance and brittle temperatures as low as -76°F(-60°C). Other noteworthy properties of CSM are itsexcellent radiation resistance and color stability.Typical Applications• Automotive Hoses, spark plug boots• Industrial• ConsumerHoses, coatingsPond liners, roof membranesRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium <strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureLow Chlorine - IncreaseHigh Chlorine - IncreaseCarbon Black - IncreaseCalcium Carbonate - IncreaseClay - IncreaseSilica - IncreaseTitanium Dioxide - IncreaseAntistatic - IncreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – Increase16The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Chlorosulfonated Polyethylene Hypalon by DuPont Dow <strong>Elastomers</strong>Loctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Hypalon 40 100 phr >510 ∆ >610 ∆ >550 ∆ 190 270 60 120 160 25035% Chlorine >3.52 ∆ >4.21 ∆ >3.79 ∆ 1.31 1.86 0.41 0.83 1.10 1.72T 80 Cure Hypalon 40 100 phr >510 ∆ >610 ∆ >550 ∆ 190 270 50 120 110 180Cured to 80% of Modulus at Full Cure >3.52 ∆ >4.21 ∆ >3.79 ∆ 1.31 1.86 0.34 0.83 0.76 1.24Low Chlorine Hypalon 45 100 phr >660 ∆ >870 ∆ >550 ∆ 410 >520 ∆ 90 240 360 40024% Chlorine >4.55 ∆ >6.00 ∆ >3.79 ∆ 2.83 >3.59 ∆ 0.62 1.66 2.48 2.76High Chlorine Hypalon 48 100 phr >510 ∆ >610 ∆ 700 260 270 80 150 240 48043% Chlorine >3.52 ∆ >4.21 ∆ 4.83 1.79 1.86 0.55 1.03 1.66 3.31Carbon Black Hypalon 40 100 phr >850 ∆ >1010 ∆ >870 ∆ 540 840 100 240 830 1030N-990 100 phr >5.86 ∆ >6.97 ∆ >6.00 ∆ 3.72 5.79 0.69 1.66 5.72 7.10Calcium Carbonate Hypalon 40 100 phr >400 ∆ >450 ∆ >410 ∆ 390 >390 ∆ 120 210 330 >700 ∆Calcium Carbonate 100 phr >2.76 ∆ >3.10 ∆ >2.83 ∆ 2.69 >2.69 ∆ 0.83 1.45 2.28 >4.83 ∆Clay Hypalon 40 100 phr >510 ∆ >610 ∆ >550 ∆ 190 390 100 120 200 930Dixie Clay 50 phr >3.52 ∆ >4.21 ∆ >3.79 ∆ 1.31 2.69 0.69 0.83 1.38 6.41Silica Hypalon 40 100 phr >540 ∆ >1000 ∆ >550 ∆ 510 720 60 210 540 860Hi Sil 233 50 phr >3.72 ∆ >6.90 ∆ >3.79 ∆ 3.52 4.97 0.41 1.45 3.72 5.93Titanium Dioxide Hypalon 40 100 phr >510 ∆ >800 ∆ >750 ∆ 260 270 60 150 230 1050Titanium Dioxide 40 phr >3.52 ∆ >5.52 ∆ >5.17 ∆ 1.79 1.86 0.41 1.03 1.59 7.24Aromatic Oil Hypalon 40 100 phr 160 >610 ∆ >550 ∆ >190 ∆ >270 ∆ 4.21 ∆ >3.79 ∆ >1.31 ∆ >1.86 ∆ 990 ∆ >940 ∆ >960 ∆ 190 270 40 120 160 250Calsol 8240 30 phr >6.83 ∆ >6.48 ∆ >6.62 ∆ 1.31 1.86 0.28 0.83 1.10 1.72Polyethylene Wax Hypalon 40 100 phr >510 ∆ >410 ∆ >550 ∆ 120 270 120 50 200 250AC617A 10 phr >3.52 ∆ >2.83 ∆ >3.79 ∆ 0.83 1.86 0.83 0.34 1.38 1.72Antistatic Hypalon 40 100 phr >510 ∆ >610 ∆ >550 ∆ 430 >360 ∆ 60 140 250 550Armostat 550 5 phr >3.52 ∆ >4.21 ∆ >3.79 ∆ 2.97 >2.48 ∆ 0.41 0.97 1.72 3.79NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsMagnesium Oxide 4.00 phrTMTD 2.00 phr<strong>Rubber</strong> Maker’s Sulfur 1.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 17
Copolyester TPEthermoplastic elastomerTrade Names• Ecdel• Hytrel• Lomod• RiteflexManufacturerEastmanDuPontGEHoescht CelaneseTypical Applications• Automotive• ConsumerFuel tanks, gear wheels, boots,drive beltsSki bootsGeneral DescriptionCopolyester TPE is composed of alternating hardpoly-1,4-butanediol terephthalate and soft long-chainpolyalkylene ether terephthalate block copolymersconnected by ester and ether linkages. Copolyesterhas an -A-B-A-B- structure. However, the per<strong>for</strong>manceof copolyester TPE is analogous to that of three blockcopolymers such as styrenic TPEs.General PropertiesThe cost of copolyester TPE is above average, but theper<strong>for</strong>mance is also above average. They have 2 to 15times the strength of conventional rubbers. This meansthat replacing a thermoset rubber with a copolyesterTPE can result in a significant decrease in the partvolume and weight. Consequently, the option ofreducing the required size of the part while achievingthe original mechanical and strength properties cansignificantly offset the higher cost of copolyester TPE.Copolyester TPE has very good resistance to organicsolvents and aqueous solutions. However, they havepoor resistance to halogenated solvents, acids andbases. They have moderate thermal resistance withrecommended service temperatures ranging from-67 to 285°F (-55 to 140°C). Below their elastic limit,copolyester TPE has excellent physical properties.Tensile strength ranges from 3000 to 8000 psi (20.7 to55.2 MPa). The elastic limit of copolyester TPE is only25%, which is low <strong>for</strong> an elastomer. Above thiselongation, the polymer will be permanently de<strong>for</strong>med.The low elongation is accompanied by an unusuallyhigh hardness. The hardness typically ranges from 40to 75 Shore D. Plasticizer is not used whencompounding copolyester TPEs. This makescopolyester TPE purer than most other TPEs which,consequently, makes them especially well suited <strong>for</strong>medical and food applications.• IndustrialGears, belts, bellows, boots, coiltubing and cablesRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® PrimerLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodySurface Treatments• Loctite ® 770 Prism ® Primer – Decrease18The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Copolyester TPE Hytrel by DuPontLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveHytrel G5544 100 phr 330 1570 1510 510 560 20 170 350 12202.28 10.83 10.41 3.52 3.86 0.14 1.17 2.41 8.41Hytrel 7246 100 phr 1180 1020 650 400 470 120 120 470 11708.14 7.03 4.48 2.76 3.24 0.83 0.83 3.24 8.07NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsNone RequiredThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 19
Epichlorohydrin <strong>Rubber</strong> (CO, ECO, GCO, GECO)thermoset rubberTrade Names• HydrinManufacturerZeonGeneral DescriptionEpichlorohydrin polymers are available as ahomopolymer (CO) of epichlorohydrin,epichlorohydrin/ethylene oxide copolymer (ECO),epichlorohydrin/allyl glycidyl ether copolymer (GCO)and epichlorohydrin/ethylene oxide/allyl glycidyl etherterpolymer (GECO). The ethylene oxide content variesfrom zero in the homopolymer, to 32 to 35% <strong>for</strong>terpolymers and up to 50% <strong>for</strong> copolymers. As ethyleneoxide content increases, the halogen content andpolarity of the polymer decreases. Blends of the variousrubber types are used to obtain specific properties. Theallyl glycidyl ether provides a cure site on the polymerbackbone. This permits the use of other cure systems,such as peroxides, rather than the sulfur-basedsystems which are typically used <strong>for</strong> CO and ECO.General PropertiesAll epichlorohydrin polymers offer low temperatureflexibility; resistance to oils, fuel and common solvents;low gas permeability; good weatherability and gooddynamic properties. The specific degree to which theseproperties are manifested varies with each type ofepichlorohydrin polymer. Because all epichlorohydrinpolymers have a completely saturated backbone, theyall have good resistance to UV, ozone and thermaldegradation. For the lowest gas permeability, thehomopolymer is the polymer of choice. The lowerhalogen content in the copolymers and terpolymerimparts a higher degree of flexibility to the backboneand results in improved low temperature per<strong>for</strong>manceof the material. This improvement is gained at theexpense of an increase in permeability. If the ECOcopolymer is difficult to cure, or the properties thatresult from the sulfur-based cure systems areunacceptable, copolymer or terpolymer containing theallyl glycidyl ether monomer can be used. Theunsaturated site opens the door to cure by a peroxidesystem. This yields improved high temperatureproperties and compression set resistance over sulfurcured systems. The copolymers and terpolymer have alower halogen content than the pure homopolymer.Consequently, the resistance to non-polar solvents,such as fuels and oils, is decreased. Aqueous and nonaqueouselectrolytes rapidly degrade the polarepichlorohydrin polymer.Typical Applications• Automotive• Industrial• MedicalFuel pump diaphragms, hoses,motor mounts, boots, seals,o-rings, air conditioning systemcomponentsGaskets, rolls, belts, bladdersOxygen mask hosesRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant Adhesive• Medium Two-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyEffects of Formulation and Processing• Additives• T 80 CureHydrin C - Increase CAHydrin T - Increase CACarbon Black - IncreasePlasticizer - DecreaseIncrease CASurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent20The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Epichlorohydrin <strong>Rubber</strong> Hydrin by Zeon Chemical CorporationLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Hydrin H 100 phr >120 ∆ >110 ∆ >140 ∆ >100 ∆ >120 ∆ 60 60 100 >160 ∆Homopolymer >0.83 ∆ >0.76 ∆ >0.97 ∆ >0.69 ∆ >0.83 ∆ 0.41 0.41 0.69 >1.10 ∆T 80 Cure Hydrin H 100 phr >150 ∆ >160 ∆ >140 ∆ >130 ∆ >120 ∆ 40 60 100 >200 ∆Cured to 80% of Modulus at Full Cure >1.03 ∆ >1.10 ∆ >0.97 ∆ >0.90 ∆ >0.83 ∆ 0.28 0.41 0.69 >1.38 ∆Hydrin C Hydrin C 100 phr >310 ∆ >150 ∆ >160 ∆ >120 ∆ >120 ∆ 60 60 80 160ECO copolymer >2.14 ∆ >1.03 ∆ >1.10 ∆ >0.83 ∆ >0.83 ∆ 0.41 0.41 0.55 1.10Hydrin T Hydrin T 100 phr >140 ∆ >150 ∆ >140 ∆ >100 ∆ >110 ∆ 40 70 >60 ∆ >160 ∆GECO Terpolymer >0.97 ∆ >1.03 ∆ >0.97 ∆ >0.69 ∆ >0.76 ∆ 0.28 0.48 >0.41 ∆ >1.10 ∆Carbon Black Hydrin H 100 phr >750 ∆ >870 ∆ >480 ∆ 330 290 90 140 140 160N-550 25 phr >5.17 ∆ >6.00 ∆ >3.31 ∆ 2.28 2.00 0.62 0.97 0.97 1.10Calcium Carbonate Hydrin H 100 phr >110 ∆ >130 ∆ >140 ∆ >120 ∆ >120 ∆ 30 60 100 >160 ∆Calcium Carbonate 50 phr >0.76 ∆ >0.90 ∆ >0.97 ∆ >0.83 ∆ >0.83 ∆ 0.21 0.41 0.69 >1.10 ∆Plasticizer Hydrin H 100 phr >90 ∆ >110 ∆ >100 ∆ >80 ∆ >90 ∆ 30 50 70 >130 ∆Dioctyl Phthalate 10 phr >0.62 ∆ >0.76 ∆ >0.69 ∆ >0.55 ∆ >0.62 ∆ 0.21 0.34 0.48 >0.90 ∆NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsZinc Oxide 3.00 phrZO-9 2.00 phrEthylene Thiurea 2.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 21
Ethylene Acrylic <strong>Rubber</strong> (EEA)thermoset rubberTrade Names• VamacManufacturerDuPontGeneral DescriptionEthylene acrylic rubber is manufactured exclusivelyby DuPont under the trade name Vamac. Vamac is aterpolymer of ethylene, methacrylate and a smallquantity of a third monomer which contributes acarboxylate cure site. Raising the level of methacrylatemonomer in the terpolymer blend improves oilresistance, at the expense of low temperature flexibility.Ester plasticizers are used to improve low temperatureproperties, but can be lost in heat aging or extractedby solvents at high temperatures. These rubbers tendto stick to processing equipment and generally containprocessing aids such as release agents. Theseproducts can be cured with peroxide cure systems,although superior properties generally result from theuse of multivalent diamine cure systems. Ethyleneacrylic rubber is commonly rein<strong>for</strong>ced with carbonblack to obtain best per<strong>for</strong>mance properties.General PropertiesEthylene acrylic rubbers have better heat resistanceand low temperature flexibility than polyacrylaterubbers. Ethylene acrylic rubber also offers excellentresistance to water. This, coupled with its resistance toUV and ozone, give it excellent weathering resistance.These improvements are gained while offeringequivalent oil resistance to polyacrylate rubber. Otherless notable improvements include the improvedoxidative, alkali and acid resistance of Vamac overpolyacrylate rubbers. Ethylene acrylic rubber offerspoor resistance to non-mineral oil brake fluid, esters orketones. They do, however, offer excellent resistance todiesel fuel, kerosene, ethylene glycol and water. Vamachas combustion products that are have a very lowsmoke density, toxicity and corrosivity.Typical Applications• Automotive• ElectricalAutomotive fluid seals, gaskets,boots, grommets, vibration mounts,pads, cam covers, filters, o-rings,door seals, hose coversWire and cable insulationRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant Adhesive• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant AdhesiveTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseClay - IncreaseSilica - IncreaseAntistatic - IncreaseIncreaseSurface Treatments• Loctite ® 770 Prism ® Primer – Increase22The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Ethylene Acrylic <strong>Rubber</strong> Vamac by DuPontLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Vamac B-124 100 phr 130 >330 ∆ >420 ∆ 130 140 30 110 170 1900.90 >2.28 ∆ >2.90 ∆ 0.90 0.97 0.21 0.76 1.17 1.31T 80 Cure Vamac B-124 100 phr >400 ∆ >330 ∆ >420 ∆ 200 >370 ∆ 2.76 ∆ >2.28 ∆ >2.90 ∆ 1.38 >2.55 ∆ 810 ∆ >970 ∆ 360 >740 ∆ 60 170 300 290N-550 25 phr 3.24 >5.59 ∆ >6.69 ∆ 2.48 >5.10 ∆ 0.41 1.17 2.07 2.00Clay Vamac B-124 100 phr 260 330 420 >320 ∆ 470 710 ∆Dixie Clay 50 phr 1.79 2.28 2.90 >2.21 ∆ 3.24 4.90 ∆Silica Vamac B-124 100 phr >420 ∆ >790 ∆ >860 ∆ 330 >600 ∆ 2.90 ∆ >5.45 ∆ >5.93 ∆ 2.28 >4.14 ∆ 320 ∆ >410 ∆ >420 ∆ >360 ∆ >360 ∆ 110 110 120 190Armostat 550 5 phr >2.21 ∆ >2.83 ∆ >2.90 ∆ >2.48 ∆ >2.48 ∆ 0.76 0.76 0.83 1.31NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsArmeen 18D 0.50 phrHVA-2 1.00 phrDiak #1 (All Except Grade G) 1.25 phrVulcup R (Grade G only) 1.50 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 23
Ethylene Propylene <strong>Rubber</strong> (EPM, EPDM)thermoset rubberTrade Names• Nordel• Polysar EPDM• Royalene• VistalonManufacturerDuPontBayerUniroyalExxon ChemicalGeneral DescriptionEPDM is <strong>for</strong>med via the copolymerization of ethylene,propylene and a third comonomer in slurry or solution.The ethylene content of EPDM is typically 45 to 75%.The third comonomer is a non-conjugated diene. Thethree most prevalent in industry are dicyclopentadiene(DCPD), ethylidene norbornene (ENB) and 1,4hexadiene (1,4 HD); the most commonly used beingENB. The polymerization of EPDM is catalyzed with avanadium halide, halogenated aluminum alkyl and, insome cases, an activator. Due to the poor mechanicalproperties of unfilled EPDM, it typically requiresrein<strong>for</strong>cing filler levels greater than 70 phr to be ofpractical value.General PropertiesEPDM is known <strong>for</strong> its superior resistance to ozoneand oxidation as well as its relatively low cost. The lowcost of compounded EPDM stems from its potential <strong>for</strong>high loading with low cost fillers. The aliphatic natureof the backbone results in the excellent weatherabilityof EPDM and also makes it extremely stable in color.Due to its non-polarity, EPDM has poor resistance tonon-polar chemicals, such as aliphatic, aromatic andchlorinated hydrocarbons, and high resistance to polarsolvents, such as ketones and alcohols. EPDM alsoexhibits good electrical properties due to the non-polarbackbone and the amorphous regions of the polymer.EPDM responds well to loading, developing hightensile, tear and abrasion properties, and is frequentlyfilled in high amounts (up to 700 phr). The mostprevalent filler is carbon black. Other fillers that arecommonly used are silicas, clays, talcs and groundwhitings. EPDM has favorable thermal properties. Heatresistance of 300°F (150°C) can be achieved withsulfur accelerated cure systems, while 350°F (177°C)can be achieved using peroxide cure systems. Inaddition, peroxide cure systems result in EPDMrubbers with better compression set properties.Typical Applications• Automotive• Consumer• ElectronicHoses, belts, cable insulation,boots, seals, weatherstripGarden hose, roof sheeting, ditchliners, coated fabricsCable covers, underground wire,power cable insulationRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrism Primer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium <strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure AdhesiveEffects of Formulation and Processing• Additives• T 80 CureClay - IncreaseNaphthenic Oil - DecreaseParaffinic Oil - DecreaseIncreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent24The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Ethylene Propylene <strong>Rubber</strong> Vistalon 2504 by Exxon Chemical, Nordel by DuPont, Royalene by UniroyalLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Vistalon 2504 100 phr 270 >680 ∆ >580 ∆ 230 240 80 140 130 110EPDM, ENB Terpolymer 1.86 >4.69 ∆ >4.00 ∆ 1.59 1.66 0.55 0.97 0.90 0.76T 80 Cure Vistalon 2504 100 phr >270 ∆ >680 ∆ >680 ∆ >230 ∆ >500 ∆ 1.86 ∆ >4.69 ∆ >4.69 ∆ >1.59 ∆ >3.45 ∆ 270 ∆ >360 ∆ >350 ∆ 80 140 60 140 80 110EP Copolymer >1.86 ∆ >2.48 ∆ >2.41 ∆ 0.55 0.97 0.41 0.97 0.55 0.76Nordel 1040 100 phr >390 ∆ >440 ∆ >490 ∆ 230 >350 ∆ 80 170 220 340EPDM, HD Terpolymer >2.69 ∆ >3.03 ∆ >3.38 ∆ 1.59 >2.41 ∆ 0.55 1.17 1.52 2.34Royalene 301-T 100 phr >270 ∆ >210 ∆ >250 ∆ 230 >240 ∆ 80 40 130 110EPDM, DCPD Terpolymer >1.86 ∆ >1.45 ∆ >1.72 ∆ 1.59 >1.66 ∆ 0.55 0.28 0.90 0.76Vistalon 3708 100 phr 190 410 >580 ∆ 230 340 50 70 130 110EPDM, High Ethylene 1.31 2.83 >4.00 ∆ 1.59 2.34 0.34 0.48 0.90 0.76Carbon Black Vistalon 2504 100 phr 510 >680 ∆ >410 ∆ 230 >540 ∆ 60 230 110 210N-550 65 phr 3.52 >4.69 ∆ >2.83 ∆ 1.59 >3.72 ∆ 0.41 1.59 0.76 1.45Clay Vistalon 2504 100 phr >290 ∆ >270 ∆ >250 ∆ >280 ∆ >220 ∆ 80 240 250 >290 ∆Dixie Clay 200 phr >2.00 ∆ >1.86 ∆ >1.72 ∆ >1.93 ∆ >1.52 ∆ 0.55 1.66 1.72 >2.00 ∆Silica Vistalon 2504 100 phr 270 >530 ∆ >580 ∆ 230 240 3.66 ∆ >366 ∆ 1.59 1.66 380 ∆ >510 ∆ >580 ∆ 120 160 40 100 80 110Naphthanic Oil 25 phr >2.62 ∆ >3.52 ∆ >4.00 ∆ 0.83 1.10 0.28 0.69 0.55 0.76Paraffinic Oil Vistalon 2504 100 phr 100 >500 ∆ >580 ∆ 150 200 40 70 90 70Paraffinic Oil 25 phr 0.69 >3.45 ∆ >4.00 ∆ 1.03 1.38 0.28 0.48 0.62 0.48Antistatic Vistalon 2504 100 phr >470 ∆ >400 ∆ >390 ∆ >400 ∆ >420 ∆ 50 110 130 110Armostat 550 5 phr >3.24 ∆ >2.76 ∆ >2.69 ∆ >2.76 ∆ >2.90 ∆ 0.34 0.76 0.90 0.76NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidencelimits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidencelimits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strengthachieved by the adhesive could be determined.Cure System andRein<strong>for</strong>cements Usedin Vistalon 404N-550 25.00 phrZinc Oxide 5.00 phrVAROX DBPH-50 5.00 phrVANAX MBM 1.50 phrZinc Stearate 1.00 phrCure System andRein<strong>for</strong>cements Used inAll Other FormulationsN-550 25.00 phrZinc Oxide 5.00 phrCAPTAX 1.50 phrMethyl TUADS0 .80 phrStearic Acid 1.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 25
Ethylene-Vinyl Acetate Copolymer (EVA)thermoset rubber or thermoplastic elastomerTrade Names• Elvax• Escorene• Evazote• UltratheneManufacturerDuPontExxon ChemicalB.P. ChemicalsQuantum ChemicalsGeneral DescriptionEthylene-vinyl acetate copolymer is <strong>for</strong>med through thecopolymerization of ethylene and vinyl acetate bycontinuous bulk polymerization or solutionpolymerization. Since bulk polymerization producespolymer too low in molecular weight to be useful in therubber industry, solution polymerization is predominatelyused. Common grades have vinyl acetate contentsranging from 2% to 50%. As the vinyl acetate contentchanges, the crystallinity of the polymer decreasesfrom 60% to 10%, respectively. Since EVA is athermoplastic, it can be processed by methodscommon to thermoplastics such as extrusion, injectionmolding, blow molding, calendering, and rotationalmolding. Subsequent cross-linking with a peroxidecure system can yield thermoset EVA.General PropertiesThe properties of ethylene-vinyl acetate copolymer varydepending primarily on the level of vinyl acetate in thecopolymer. At lower levels of vinyl acetate, thecopolymer is a thermoplastic with properties similar tolow density polyethylene. As the vinyl acetate contentis increased, the copolymer takes on the per<strong>for</strong>mancecharacteristics of a thermoplastic elastomer until thecrystallinity drops so low that the copolymer <strong>for</strong>ms asoft rubbery material with minimal physical strength.The copolymer containing high levels of vinyl acetate isprimarily used as a component in adhesives andcoatings but can be vulcanized to obtain usefulphysical properties. As vinyl acetate content increases,polymer flexibility, toughness, solubility in organicsolvents and clarity increase. The lowered crystallinitycaused by the addition of the vinyl acetate contributesto good durability at lower temperatures andenvironmental stress cracking resistance. Theenhanced flexibility is accompanied by lower softeningpoint temperatures as the vinyl acetate contentincreases, which limits the upper service temperaturesof these materials. EVA has good resistance to saltwater and bases, but is not compatible with strongoxidizers. Grades offering good resistance tohydrocarbon greases are available, but EVAcopolymers are generally readily soluble in a widerange of aliphatic, aromatic and chlorinated solvents.Grades offering good resistance to UV degradationand ozone are also available.Typical Applications• Appliances• Electrical• Industrial• Packaging• Medical• MiscellaneousFreezer door gaskets, convolutedtube <strong>for</strong> vacuum cleanersFoams <strong>for</strong> static sensitive devicesHoses, tubesShrink wrap filmDisposable gloves, anaesthesiaface masks and hosesAdhesives, coatings, sealants,solar cell encapsulants, babybottle nipplesRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyEffects of Formulation and Processing• AdditivesAntistatic - IncreaseHigh Vinyl Acetate - DecreaseLow Vinyl Acetate - IncreaseSurface Treatments• Loctite ® 770 Prism ® Primer – Increase26The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Ethylene-Vinyl Acetate Copolymer Elvax by DuPontLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Elvax 560 100 phr 360 430 >470 ∆ 240 300 50 50 360 78015% Vinyl Acetate 2.48 2.97 >3.24 ∆ 1.66 2.07 0.34 0.34 2.48 5.38Antistatic Elvax 560 100 phr 510 550 >830 ∆ 530 >580 ∆ 10 10 220 780Armostat 550 5 phr 3.52 3.79 >5.72 ∆ 3.66 >4.00 ∆ 0.07 0.07 1.52 5.38Elvax 150 100 phr 300 320 >830 ∆ 220 290 10 70 290 67032% Vinyl Acetate 2.07 2.21 >5.72 ∆ 1.52 2.00 0.07 0.48 2.00 4.62Elvax 760 100 phr 250 >870 ∆ >660 ∆ 360 >410 ∆ 10 50 410 7809.3% Vinyl Acetate 1.72 >5.72 ∆ >4.55 ∆ 2.48 >2.83 ∆ 0.07 0.34 2.83 5.38NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsNone UsedThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 27
Fluorocarbon <strong>Rubber</strong> (FKM)thermoset rubberTrade Names• Dai-el• Fluorel• Kalrez• Tecnoflon• VitonManufacturerDaikin3MDuPontAusimontDuPont Dow <strong>Elastomers</strong>General DescriptionFluoroelastomers are produced by the polymerizationof various fluorine containing monomers. Commonlyused monomers include vinylidene fluoride,hexafluoropropylene, per fluoro (methyl vinyl ether)and tetrafluoroethylene. Generally, these monomers areused in conjunction with other non-fluorine containingmonomers which contribute cure sites and help alterthe fluorine content. The primary factors that influencethe cured per<strong>for</strong>mance characteristics are the fluorinecontent and the cure system used. Fluoroelastomersof varying fluorine content are divided into thefollowing groups: A-66%; B-68%; F-70% and a fourthgroup of specialty grades. The fluorine content ofthe rubber is controlled by monomer type andmonomer ratio. Cure systems commonly used withfluoroelastomers include diamines, bisphenol andperoxide types.General PropertiesFluoroelastomers are known <strong>for</strong> their outstandingthermal and chemical resistance. They are generallycapable of long-term service at temperatures of 392°F(200°C). It has been reported that some grades canwithstand intermittent exposure to temperatures ashigh as 644°F (340°C). These properties stem fromthe high polarity of the fluorine group, the high bondenergy of the fluorine-carbon bond and the completesaturation of the fluorocarbon backbone. The physicalproperties of fluorocarbon elastomers are dependenton the ionic attraction between adjacent fluorine andhydrogen atoms. This attraction leads to brittle pointtemperatures as high as -13°F (-25°C). This tendencytowards poor flexibility at low temperatures increasesas the fluorine content of the polymer increases.Fluorosilicones or specialty grades of fluorocarbonelastomers are generally used where good lowtemperature flexibility is required. Fluoroelastomersshow very good resistance to hydrocarbons, acids andchlorinated solvents. To improve the oil resistance offluoro-elastomers, the fluorine content can beincreased. Increasing the fluorine content will decreaseits resistance to polar solvents due to the increasedpolarity of the polymer. Fluoroelastomers can also beattacked by bases and amines. To address theselimitations, specialty <strong>for</strong>mulations are available withimproved chemical resistance.Typical Applications• Aerospace• Appliances• Automotive• Electronics• IndustrialFuel seals, manifold gaskets, fueltank bladders, firewall sealsCopier fuser rollsShaft seals, fuel lines and seals,carburetor parts, gasketsElectrical connectors, wire andcable insulationFlue ducts, gaskets, hoses, oil wellseals, pump liningsRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseBarium Sulfate - IncreaseSilica - IncreaseProcessing Aid - DecreaseAntistat - DecreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent28The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Fluorocarbon <strong>Rubber</strong> Viton by DuPont Dow <strong>Elastomers</strong> and Fluorel by 3MLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Viton E-60C 100 phr >300 ∆ >300 ∆ 280 >330 ∆ >270 ∆ 70 120 130 >510 ∆Group A: Dipolymer, 66% Fluorine >2.07 ∆ >2.07 ∆ 1.93 >2.28 ∆ >1.86 ∆ 0.48 0.83 0.90 >3.52 ∆T 80 Cure Viton E-60C 100 phr >300 ∆ >300 ∆ 280 >330 ∆ 270 70 120 130 >510 ∆Cured to 80% of Modulus at Full Cure >2.07 ∆ >2.07 ∆ 1.93 >2.28 ∆ 1.86 0.48 0.83 0.90 >3.52 ∆Viton B 100 phr >300 ∆ >300 ∆ >280 ∆ 200 >210 ∆ 70 110 130 >400 ∆Group B: Terpolymer, 68% Fluorine >2.07 ∆ >2.07 ∆ >1.93 ∆ 1.38 >1.45 ∆ 0.48 0.76 0.90 >2.76 ∆Fluorel 5730Q SMR-5 100 phr >280 ∆ >350 ∆ >280 ∆ 230 >270 ∆ 40 80 80 >510 ∆Group F: High Fluorine, 70% Fluorine >2.93 ∆ >2.41 ∆ >1.93 ∆ 1.59 >1.86 ∆ 0.28 0.55 0.55 >3.52 ∆Carbon Black Viton E-60C 100 phr >440 ∆ >530 ∆ >520 ∆ >520 ∆ >560 ∆ 70 190 240 >830 ∆MT N990 30 phr >3.03 ∆ >3.66 ∆ >3.59 ∆ >3.59 ∆ >3.86 ∆ 0.48 1.31 1.66 >5.72 ∆Barium Sulfate Viton E-60C 100 phr >240 ∆ >300 ∆ >280 ∆ >330 ∆ >270 ∆ 100 170 200 >510 ∆Barium Sulfate 50 phr >1.66 ∆ >2.07 ∆ >1.93 ∆ >2.28 ∆ >1.86 ∆ 0.69 1.17 1.38 >3.52 ∆Silica Viton E-60C 100 phr >660 ∆ >750 ∆ >730 ∆ >690 ∆ >790 ∆ 70 210 310 >1060 ∆Polyethylene Glycol 2.5 phr, Hi Sil 233 15 phr >4.55 ∆ >5.17 ∆ >5.03 ∆ >4.76 ∆ >5.45 ∆ 0.48 1.45 2.14 >7.31 ∆Processing Aid Viton E-60C 100 phr >250 ∆ >300 ∆ >280 ∆ >330 ∆ >270 ∆ 70 120 130 >410 ∆Carnauba Wax 5 phr >1.72 ∆ >2.07 ∆ >1.93 ∆ >2.28 ∆ >1.86 ∆ 0.48 0.83 0.90 >2.83 ∆Processing Aid Viton E-60C 100 phr >120 ∆ >140 ∆ >150 ∆ >110 ∆ >140 ∆ 70 120 150 >170 ∆Dynamar PPA-790 5 phr >0.83 ∆ >0.97 ∆ >1.03 ∆ >0.76 ∆ >0.97 ∆ 0.48 0.83 1.03 >1.17 ∆Antistatic Viton E-60C 100 phr >150 ∆ >200 ∆ >180 ∆ >160 ∆ >270 ∆ 50 100 >170 ∆ >360 ∆Armostat 550 5 phr >1.03 ∆ >1.38 ∆ >1.24 ∆ >1.10 ∆ >1.86 ∆ 0.34 0.69 >1.17 ∆ >2.48 ∆NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsMaglite D 3.00 phrCalcium Hydroxide 6.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 29
Fluorosilicone <strong>Rubber</strong> (FVMQ)thermoset rubberTrade Names• FE• FSE• LSManufacturerShinetsu Chemical CompanyGeneral ElectricDow CorningGeneral DescriptionFluorosilicone rubber has an inorganic siliconebackbone, comprised of siloxane linkages (siliconoxygenbonds). This, coupled with the highly polarpendant trifluoropropyl groups, give fluorosilicones aunique combination of properties. The siloxanebackbone provides superior flexibility at lowtemperatures compared to other fluoroelastomers. Thependant trifluoropropyl groups make the elastomerextremely polar which increases its resistance to nonpolarsolvents. Silicone elastomers have one pendantmethyl group and one pendant trifluoropropyl group<strong>for</strong> 40-90 mole % of the silicon atoms on the backbonedepending on the fluorine content of the monomersselected. A small percent of silicon atoms with apendant vinyl group will be incorporated into thepolymer chain to serve as cross-link sites. Typically, it isrequired <strong>for</strong> fluorosilicones to be rein<strong>for</strong>ced with silicato obtain useful physical properties.General PropertiesFluorosilicones are renowned <strong>for</strong> their fuel resistanceand utility in extreme temperature serviceenvironments. The siloxane backbone results in apolymer with excellent UV, ozone and thermalresistance. The maximum recommended servicetemperature is in excess of 392˚F (200˚C) <strong>for</strong> mostgrades with brittle points as low as -85˚F (-65˚C). Thisresults in better flexibility at low temperatures thanfluorocarbon elastomers can offer. The polarity of thefluorosilicone elastomer results in very good resistanceto non-polar solvents such as aliphatic and aromatichydrocarbons commonly used in fuels. In comparisonto silicone rubbers, the primary advantage offluorosilicone rubbers is their exceptional resistance tonon-polar solvents which would normally cause severeswelling of the PMVQ rubbers. On the other hand, thefluorosilicone will have less resistance to polar solventsthan PMVQ rubbers.Typical Applications• Automotive O-rings, seals• Industrial• ElectronicsShaft seals, gaskets, moldedgoods, duct hosesWire and cable insulationRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium <strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveAcetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• LowMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant AdhesiveTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseCalcium Carbonate - IncreaseFluorosilicone Oil - DecreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – Increase30The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Fluorosilicone <strong>Rubber</strong> FSE 2620U by General ElectricLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: FSE 2620U 100 phr 60 >190 ∆ >240 ∆ 70 110 110 160 90 1200.41 >1.31 ∆ >1.66 ∆ 0.48 0.76 0.76 1.10 0.62 0.83T 80 Cure FSE 2620U 100 phr 60 230 >240 ∆ 70 110 80 160 60 120Cured to 80% of Modulus at Full Cure 0.41 1.59 >1.66 ∆ 0.48 0.76 0.55 1.10 0.41 0.83Carbon Black FSE 2620U 100 phr 80 210 >240 ∆ 120 120 110 240 90 120N-550 25 phr 0.55 1.45 >1.66 ∆ 0.83 0.83 0.76 1.66 0.62 0.83Calcium Carbonate FSE 2620U 100 phr 100 >190 ∆ >240 ∆ 90 110 170 160 90 190Calcium Carbonate 40 phr 0.69 >1.31 ∆ >1.66 ∆ 0.62 0.76 1.17 1.10 0.62 1.31Silica FSE 2620U 100 phr 60 >190 ∆ >240 ∆ 70 110 110 160 90 120Aerosil 200 10 phr 0.41 >1.31 ∆ >1.66 ∆ 0.48 0.76 0.76 1.10 0.62 0.83Fluorosilicone Oil FSE 2620U 100 phr 260 >130 ∆ >150 ∆ 50 80 110 160 0.90 ∆ >1.03 ∆ 0.34 0.55 0.76 1.10
Halogenated Butyl <strong>Rubber</strong> (BIIR, CIIR)thermoset rubberTrade Names• Exxon Bromobutyl• Exxon Chlorobutyl• Polysar Bromobutyl• Polysar ChlorobutylManufacturerExxon ChemicalExxon ChemicalBayerBayerTypical Applications• Automotive• ElectronicsTire inner liners, tire sidewalls, tiretread components, hoses, enginemountsElectrical insulationGeneral DescriptionHalogenated butyl rubber is created by thehalogenation of butyl rubber with either bromine orchlorine. Bromine or chlorine is added to the butylpolymer at a 1:1 molar ratio of halogen to isoprene.The addition of the halogen atoms to the butylbackbone increases the polarity of the non-polar butylrubber. The increase in polarity yields rubber withbetter resistance to non-polar hydrocarbons andallows it to be blended with more polar rubbers whichcontain unsaturation. As a result, halobutyl rubberscan be covulcanized with natural rubber, neoprene,styrene butadiene, nitrile, chlorosulfonatedpolyethylene, butyl, EPDM, and epichlorohydrinelastomers. Another benefit of halogenation is that theallylic halogen structures <strong>for</strong>med facilitate cross-linkingby cure systems other than sulfur. This avoids thethermal limitations of sulfur cured butyl rubber whileretaining the low gas permeability and goodenvironmental resistance inherent in butyl rubbers.General PropertiesThe key per<strong>for</strong>mance feature of butyl rubber is itsextremely low permeability to gas and moisture. Thisis attributed to the long aliphatic polymer backboneand absence of bulky pendant groups which allow thepolymer chains to pack together very well. The primarydifference between halogenated butyl and butyl rubbersis that the <strong>for</strong>mer can be cross-linked by a variety ofdifferent cure systems, while the latter cannot. Thisresults in halogenated butyl rubbers having improvedthermal resistance over butyl rubbers because theycan be cross-linked with non-sulfur cross-link systems.Furthermore, the use of non-sulfur based cure systemsalso results in a purer rubber with less extractables.This makes halobutyl rubber compounds well suited<strong>for</strong> pharmaceutical closures. When <strong>for</strong>mulated to offergood flex resistance, chlorobutyl covulcanizates withnatural rubber are widely used as inner liners <strong>for</strong>tubeless tires, especially in steel-belted radial tires.• Industrial• Medical• MiscellaneousConveyor belts, curing bladders,membranes, tank linings, steamhose, diaphragms, gas bladdersPharmaceutical closuresBridge bearing pads, ball bladders,pond-liner membranes, roofingRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium <strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseCalcium Carbonate - IncreaseClay - IncreaseSilica - IncreaseAliphatic Oil - IncreaseNaphthenic Oil - DecreaseAntistatic - Increase <strong>for</strong> CAsNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent32The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Halogenated Butyl <strong>Rubber</strong> Bromobutyl and Chlorobutyl by Exxon ChemicalLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Bromobutyl 2244 100 phr >170 ∆ >190 ∆ >180 ∆ 80 110 40 80 60 130>1.17 ∆ >1.31 ∆ >1.24 ∆ 0.55 0.76 0.28 0.55 0.41 0.90T 80 Cure Bromobutyl 2244 100 phr >170 ∆ >190 ∆ >180 ∆ 80 >130 ∆ 20 60 60 130Cured to 80% of Modulus at Full Cure >1.17 ∆ >1.31 ∆ >1.24 ∆ 0.55 >0.90 ∆ 0.14 0.41 0.41 0.90Chlorobutyl Chlorobutyl 1066 100 phr >130 ∆ >130 ∆ >130 ∆ 80 110 40 80 80 130>0.90 ∆ >0.90 ∆ >0.90 ∆ 0.55 0.76 0.28 0.55 0.55 0.90Carbon Black Bromobutyl 2244 100 phr 500 >560 ∆ >540 ∆ 140 230 50 130 140 130N-550 40 phr 3.45 >3.86 ∆ >3.72 ∆ 0.97 1.59 0.34 0.90 0.97 0.90Calcium Carbonate Bromobutyl 2244 100 phr >140 ∆ >140 ∆ >140 ∆ 120 >110 ∆ 60 80 100 190Calcium Carbonate 100 phr >0.97 ∆ >0.97 ∆ >0.97 ∆ 0.83 >0.76 ∆ 0.41 0.55 0.69 1.31Clay Bromobutyl 2244 100 phr 190 240 180 160 150 80 140 140 320Dixie Clay 100 phr 1.31 1.66 1.24 1.10 1.03 0.55 0.97 0.97 2.21Silica Bromobutyl 2244 100 phr >260 ∆ >280 ∆ >320 ∆ 150 180 50 100 100 210Hi Sil 233 15 phr >1.79 ∆ >1.93 ∆ >2.21 ∆ 1.03 1.24 0.34 0.69 0.69 1.45Aliphatic Oil Bromobutyl 2244 100 phr >300 ∆ >300 ∆ >260 ∆ 130 150 60 80 80 130Aliphatic Oil 20 phr >2.07 ∆ >2.07 ∆ >1.79 ∆ 0.90 1.03 0.41 0.55 0.55 0.90Naphthenic Oil Bromobutyl 2244 100 phr >130 ∆ >140 ∆ >140 ∆ 80 >110 ∆ 40 60 60 130Naphthenic Oil 15 phr >0.90 ∆ >0.97 ∆ >0.97 ∆ 0.55 >0.76 ∆ 0.28 0.41 0.41 0.90Processing Aid Bromobutyl 2244 100 phr 140 >180 ∆ >180 ∆ 100 130 30 80 60 130Struktol 40 MS 10 phr 0.97 >1.24 ∆ >1.24 ∆ 0.69 0.90 0.21 0.55 0.41 0.90Antistatic Bromobutyl 2244 100 phr >170 ∆ >190 ∆ >180 ∆ >130 ∆ >140 ∆ 40 80 60 130Armostat 550 5 phr >1.17 ∆ >1.31 ∆ >1.24 ∆ >0.90 ∆ >0.97 ∆ 0.28 0.55 0.41 0.90NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsStearic Acid 1.00 phrZinc Oxide 5.00 phrMaglite D 0.50 phrSulfur 2.00 phrTMTD 1.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 33
Hydrogenated Nitrile <strong>Rubber</strong> (H-NBR, HSN)thermoset rubberTrade Names• Therban• ZetpolManufacturerBayerZeon ChemicalTypical Applications• AutomotiveLip seals, valve-stem seals, o-rings,gasketsGeneral DescriptionNitrile elastomer is produced through the emulsioncopolymerization of butadiene and acrylonitrilemonomer. Selective hydrogenation is then per<strong>for</strong>medin a solvent with a noble metal catalyst to yield highlysaturated hydrogenated nitrile polymer.General PropertiesDue to the aliphatic nature of the backbone, the thermaland chemical resistance are much improved over thatof nitrile rubber. Hydrogenated nitriles are known <strong>for</strong>their exceptional oil, gasoline and solvent resistance,tensile properties and extreme temperatureper<strong>for</strong>mance. These properties, coupled with theirgood abrasion and water resistance, make themsuitable <strong>for</strong> a wide variety of applications.Hydrogenated nitriles react to filler loading, plasticizerloading and acrylonitrile content in much the samemanner as unsaturated nitriles, except that the physicalproperties of hydrogenated nitriles are higher. Theacrylonitrile content determines the per<strong>for</strong>mancecharacteristics of the rubber. For superior tensileproperties and oil resistance, a high level ofacrylonitrile should be used. If low temperatureper<strong>for</strong>mance is more important, a low acrylonitrile levelis more appropriate. Fillers can also be used toincrease the per<strong>for</strong>mance of hydrogenated nitriles. Theaddition of carbon black and/or mineral fillers willincrease the hardness at the cost of decreasedelongation. These relationships occur in an almostlinear fashion. Fillers can also be used to increase thetensile strength of halogenated nitriles, however, theeffect is not as clear. Normally, the tensile strength willincrease to a maximum and begin decreasing. Anotherway to increase the strength, particularly the abrasionresistance, is to carboxylate the polymer. This producescarboxylic acid groups on the backbone which <strong>for</strong>madditional cross-link sites during vulcanization. Theseadditional cross-link sites increase the cross-linkdensity of the resulting nitrile elastomer which,consequently, increases the strength as well. Toincrease the heat resistance of nitrile elastomers,antioxidants may be permanently bound into thepolymer molecule. Since the antioxidants cannotevaporate or be extracted by solvents, this dramaticallyprolongs the useful life of the material.• IndustrialOil field valve seals, o-rings, pistoncups, annular blowout preventersRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Medium Two-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyEffects of Formulation and Processing• Additives• T 80 CureLow Acrylonitrile - DecreaseCarbon Black - DecreaseSilica - IncreaseAntistat - DecreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – Decrease34The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Hydrogenated Nitrile <strong>Rubber</strong> Zetpol by Zeon ChemicalLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Zetpol 0020 100 phr >930 ∆ >1060 ∆ 280 >500 ∆ 770 50 150 220 105050% Acrylonitrile, 10% unsaturation >6.41 ∆ >7.31 ∆ 1.93 >3.45 ∆ 5.31 0.34 1.03 1.52 7.24T-80 Cure Zetpol 0020 100 phr >930 ∆ >1060 ∆ 280 >830 ∆ >990 ∆ 60 150 170 660Cured to 80% of Modulus at Full Cure >6.41 ∆ >7.31 ∆ 1.93 >5.72 ∆ >6.83 ∆ 0.41 1.03 1.17 4.55Low Acrylonitrile Zetpol 2000L 100 phr >760 ∆ >700 ∆ >960 ∆ >500 ∆ >770 ∆ 50 120 180 35037% Acrylonitrile, 5% unsaturation >5.24 ∆ >4.83 ∆ >6.62 ∆ >3.45 ∆ >5.31 ∆ 0.34 0.83 1.24 2.41Carbon Black Zetpol 0020 100 phr >530 ∆ >500 ∆ >430 ∆ >500 ∆ >490 ∆ 40 100 110 480N-339 50 phr >3.66 ∆ >3.45 ∆ >2.97 ∆ >3.45 ∆ >3.38 ∆ 0.28 0.69 0.76 3.31Silica Zetpol 0020 100 phr 710 >1240 ∆ 420 500 >770 ∆ 50 210 340 1050Hi Sil 255 50 phr 4.90 >8.55 ∆ 2.90 3.45 >5.31 ∆ 0.34 1.45 2.34 7.24Plasticizer Zetpol 0020 100 phr >660 ∆ >1060 ∆ >750 ∆ >880 ∆ >770 ∆ 100 200 220 770Dibutyl Phthalate 25 phr >4.55 ∆ >7.31 ∆ >5.17 ∆ >6.07 ∆ >5.31 ∆ 0.69 1.38 1.52 5.31Antistatic Zetpol 0020 100 phr 400 410 400 500 >400 ∆ 50 130 160 1050Armostat 550 5 phr 2.76 2.83 2.76 3.45 >2.76 ∆ 0.34 0.90 1.10 7.24NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsZinc Oxide 6.00 phrNaupard 445 1.50 phrVanox ZMTI 1.50 phrStruktol WB212 2.00 phrVul Cup 40KE 8.25 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 35
Melt Processible <strong>Rubber</strong> (MPR)thermoplastic elastomerTrade Names• AlcrynManufacturerDuPontTypical Applications• Construction WeatherstrippingGeneral DescriptionMelt processible rubber is a single phase polymeralloy. The first and only commercially available singlephase MPR was developed by DuPont and is knownexclusively by the trade name Alcryn. It is a blend ofethylene interpolymers, chlorinated polyolefins withpartial cross-linking of the ethylene components,plasticizers and fillers. Hydrogen bonding between theethylene interpolymers and the chlorinated polyolefinsis achieved by incorporating the proper functionalgroups on the ethylene interpolymer. The strongresulting attraction between the two polymer speciesenables Alcryn to function as a single phase system.Alcryn can be processed by typical methods used <strong>for</strong>thermoplastics such as extrusion, injection molding,calendering, vacuum <strong>for</strong>ming and blow molding. Alcryndoes not melt, but softens above 300°F (149°C) enoughto be molded with sufficient shear and pressure.General PropertiesAlcryn is a very soft rubber with a suppleness and feelsimilar to vulcanized rubber. The key benefits offeredby Alcryn are oil resistance, good heat agingresistance and weatherability. Alcryn shows goodresistance to hydrocarbon-based oils, as well aslithium- and silicone-based greases. In solvents andfuels, Alcryn has poor resistance to aromatic andchlorinated structures. Alcryn offers excellent propertyretention when exposed to water and aqueoussolutions of inorganic acids up to 212°F (100°C).However, mineral acids degrade Alcryn, especially atelevated temperatures. It has a (continuousrecommended) service temperature ranging from -40to 225°F (-40 to 107°C). This is typical of many of thenon-vulcanized elastomers. While Alcryn exhibits goodproperty retention in this range, its low crystallinity andlack of a vulcanizate phase make it prone tounacceptable compression set at elevatedtemperatures. Alcryn is thermally stable below 360°F(182°C) but degrades above 400°F (204°C) to evolvehydrochloric acid. Alcryn has shown good propertyretention in both long-term exposure to outdoorweathering and simulated aging environments.• Electrical• Industrial• MiscellaneousWire and cable jackets, electricalbootsSeals, gaskets, tubing, hoses,conveyor belts, coated fabricsSuction cups, athletic field markersRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant Adhesive• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant AdhesiveOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantEffects of Formulation and Processing• AdditivesTitanium Dioxide - IncreaseColorant - DecreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent36The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Melt Processible <strong>Rubber</strong> Alcryn by DuPontLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Alcryn 2070 NC 100 phr 250 >470 ∆ >590 ∆ 190 370 60 170 230 5401.72 >3.24 ∆ >4.07 ∆ 1.31 2.55 0.41 1.17 1.59 3.72Titanium Dioxide Alcryn 2070 NC 100 phr 400 >640 ∆ >590 ∆ 360 370 10 170 230 540TiO 2 30 phr 2.76 >4.41 ∆ >4.07 ∆ 2.48 2.55 0.07 1.17 1.59 3.72Colorant Alcryn 2070 NC 100 phr 210 >320 ∆ >390 ∆ 190 370 20 170 150 540PVC-based yellow dye 6 phr 1.45 >2.21 ∆ >2.69 ∆ 1.31 2.55 0.14 1.17 1.03 3.72Antistatic Alcryn 2070 NC 100 phr 280 >360 ∆ >400 ∆ 370 >450 ∆ 2.48 ∆ >2.76 ∆ 2.55 >3.10 ∆ 680 ∆ >700 ∆ 180 250 40 140 150 1300.55 >4.69 ∆ >4.83 ∆ 1.24 1.72 0.28 0.97 1.03 0.90Alcryn 2070 BK 100 phr 60 >400 ∆ 320 240 180 2.76 ∆ 2.21 1.65 1.24 550 ∆ >540 ∆ 240 300 30 170 120 2001.38 >3.79 ∆ >3.72 ∆ 1.65 2.07 0.21 1.17 0.83 1.38Alcryn 3055 NC 100 phr 60 250 >250 ∆ 80 110 10 110 170 >270 ∆0.41 1.72 >1.72 ∆ 0.55 0.76 0.07 0.76 1.17 >1.86 ∆NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsNone RequiredThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 37
Natural <strong>Rubber</strong> (NR)thermoset rubberInternational Types of Natural <strong>Rubber</strong>• Compo Crepe• Estate Brown Crepe• Flat Bark Crepe• Pale Crepe• Pure Smoked Blanket Crepe• Ribbed Smoked Sheet• Thick Blanket Crepe• Thin Brown CrepeGeneral DescriptionNatural rubber is created by processing the latex ofHevea brasiliensis. Hevea brasiliensis is a plantindigenous to the Amazon valley and is the only knownplant to produce high molecular weight linear polymerwith 100% cis 1,4 polyisoprene. The average dry weightof latex is normally between 30 and 35%, typicallyranging from 25 to 45%. To obtain the latex, the tree is“tapped”. This is the process of cutting the bark back inthin sections so that the latex flows. The latex is thencollected, treated with a stabilizer to prevent prematurecoagulation and brought to a processing center. Thecollection and processing technique determines thegrade of natural rubber. There are eight different typesof natural rubber which are then classified into 35technically specified international grades. The gradeindicates the color, cleanliness, presence of bubblesand uni<strong>for</strong>mity of appearance.General PropertiesRapid crystallization on stretching gives natural rubberits exceptional tensile strength, tear strength andabrasion resistance properties. The tensile strengthof unfilled vulcanates ranges from 2,500 to 3,500 psi(17 to 24 MPa), while fillers can increase that in excessof 4,500 psi (31 MPa). The resilience of natural rubberis excellent. At large strains, the fatigue life of naturalrubber is better than SBR. At low strains, the oppositeis true. The strength characteristics of natural rubberdecrease with increasing temperature. However, thestrength at temperature of natural rubber is normallysuperior to that of other elastomers. Natural rubber hasvery good processing properties and can be processedby a variety of different techniques. Conventionalprocessing yields natural rubber with excellent initialproperties such as strength, abrasion resistance andfatigue resistance. The thermal resistance, creep andstress-relaxation properties of conventionallyprocessed natural rubber are not as desirable. Toincrease the thermal stability and improve the lowcompression set, an efficient (EV) accelerated sulfurvulcanization system can be used. A semi-EV systemcan be used to help trade off the increase in cost withthe increase in per<strong>for</strong>mance.Typical Applications• Industrial Hoses, conveyor belts, gaskets, seals• Engineering• LatexSprings, mountings, bushingsGloves, condoms, carpet backing,threadsRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® PrimerLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseCalcium Carbonate - IncreaseClay - IncreaseAntistatic - Increase CANo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent38The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Natural <strong>Rubber</strong> Standard Malaysian <strong>Rubber</strong> (SMR)Loctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: SMR-5 SMR-5 100 phr 160 >300 ∆ >270 ∆ 130 140 30 50 40 2301.10 >2.07 ∆ >1.86 ∆ 0.90 0.97 0.21 0.34 0.28 1.59T 80 Cure SMR-5 100 phr 160 >300 ∆ >270 ∆ 130 140 40 50 40 230Cured to 80% of Modulus at Full Cure 1.10 >2.07 ∆ >1.86 ∆ 0.90 0.97 0.28 0.34 0.28 1.59SMR-10 SMR-10 100 phr >200 ∆ >300 ∆ >200 ∆ 130 140 30 50 40 70>1.38 ∆ >2.07 ∆ >1.38 ∆ 0.90 0.97 0.21 0.34 0.28 0.48Carbon Black SMR-5 100 phr 470 490 >470 ∆ 200 270 40 110 80 240N-550 25 phr 3.24 3.38 >3.24 ∆ 1.38 1.86 0.28 0.76 0.55 1.66Calcium Carbonate SMR-5 100 phr 300 300 >390 ∆ 190 230 60 120 80 110Calcium Carbonate 100 phr 2.07 2.07 >2.69 ∆ 1.31 1.59 0.41 0.83 0.55 0.76Clay SMR-5 100 phr 290 300 270 170 140 40 130 100 240McNamee Clay 100 phr 2.00 2.07 1.86 1.17 0.97 0.28 0.90 0.69 1.66Silica SMR-5 100 phr 250 >300 ∆ 270 130 140 30 80 40 60Hi Sil 233 15 phr 1.72 >2.07 ∆ 1.86 0.90 0.97 0.21 0.55 0.28 0.41Naphthenic Oil SMR-5 100 phr 160 300 >270 ∆ 190 140 40 50 40 230Naphthenic Oil 10 phr 1.10 2.07 >1.86 ∆ 1.31 0.97 0.28 0.34 0.28 1.59Processing Aid SMR-5 100 phr 160 >300 ∆ >270 ∆ 130 140 30 40 40 50Polyethylene 1702 4 phr 1.10 >2.07 ∆ >1.86 ∆ 0.90 0.97 0.21 0.28 0.28 0.34Antiozonant SMR-5 100 phr >280 ∆ >660 ∆ >270 ∆ 130 140 40 50 40 80Santoflex 13 3 phr >1.93 ∆ >4.55 ∆ >1.86 ∆ 0.90 0.97 0.28 0.34 0.28 0.55Antistatic SMR-5 100 phr >240 ∆ 300 >270 ∆ >360 ∆ >280 ∆ 30 50 40 230Armostat 550 5 phr >1.66 ∆ 2.07 >1.86 ∆ >2.48 ∆ >1.93 ∆ 0.21 0.34 0.28 1.59NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsStearic Acid 1.00 phrZinc Oxide 3.00 phrAgerite Stalite S 1.50 phrSulfur 2.00 phrAccelerator MBTS 1.00 phrTMTD 0.10 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 39
Neoprene <strong>Rubber</strong> (Polychloroprene, CR)thermoset rubberTrade Names• Baypren• Butaclor• NeopreneManufacturerBayerEnichem <strong>Elastomers</strong>DuPontGeneral DescriptionPolychloroprene is manufactured by the emulsionpolymerization of 2-chloro-1,3 butadiene monomer andcan be modified with sulfur and/or 2,3 dichloro-1,3-butadiene (ACR). The final structure and per<strong>for</strong>manceproperties of the rubber are determined by threevariables: the addition of chain transfer agents duringthe polymerization process; quenching the reactionthrough the addition of stabilizers; and breaking downthe gel <strong>for</strong>med during the polymerization processthrough peptization. Consequently, the manufacturingtechnique used will strongly influence the per<strong>for</strong>manceproperties of the resulting rubber.General PropertiesNeoprene offers better resistance to oxidation, ozone,weathering, water, oil and fuel than natural rubber.Although neoprene does not have any per<strong>for</strong>manceproperties that are particularly outstanding, it doesoffer a good balance of various properties. The selectionof the gum stock will determine the range of propertieswhich can be attained in the final rubber. The curemethod and selection of type and level of fillers,plasticizers, processing aids and antioxidants willdetermine where the properties will fall in that range.The differences between the most common gradesused <strong>for</strong> molded assemblies can be explained in termsof their processing differences. Neoprene GN, <strong>for</strong>example, is produced by polymerizing chloroprenemonomer in the presence of elemental sulfur. Theresulting polymer is then broken down throughpeptization. This yields a rubber with the best tearstrength, flex and resiliency. On the other hand, the Tand W types of neoprene cannot be peptized, but offersuperior stability in the uncured <strong>for</strong>m as well as betterheat aging and compression set resistance whencured. The T and W types of neoprene are similar butprincipally differ in terms of nerve, with the T typehaving much less than the W. This makes it muchmore suitable <strong>for</strong> extrusion and calendering processes.In general, neoprenes also offer high tensile strength,good abrasion resistance and less compression set.Neoprenes show good per<strong>for</strong>mance at low temperatures,although some types are more prone to crystallizationthan others. In recent years, the use of neoprene inautomotive applications has decreased due to thedemand <strong>for</strong> per<strong>for</strong>mance at higher temperatures.Typical Applications• Aerospace Gaskets, seals, deicers• Automotive• Industrial• Electronics• MiscellaneousTiming belts, window gaskets, fuelhose covers, cable jacketing, sparkplug boots, hoses, joint sealsPipeline pigs, gaskets, hoses,power transmission belts,conveyor belts, escalator handrailsWire and cable jacketingSponge shoe soles, foam cushionsRelative Adhesive Per<strong>for</strong>mance• High• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure AdhesiveOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantEffects of Formulation and Processing• Additives• T 80 CureNeoprene GN - IncreaseNeoprene TW - IncreaseCarbon Black - IncreaseCalcium Carbonate - IncreaseClay - IncreaseSilica - IncreaseAromatic Oil - DecreaseAntistat - IncreaseIncreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent40The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Polychloroprene <strong>Rubber</strong> Neoprene by DuPontLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Neoprene W 100 phr >270 ∆ >310 ∆ >270 ∆ >260 ∆ >280 ∆ 60 50 60 200>1.86 ∆ >2.14 ∆ >1.86 ∆ >1.79 ∆ >1.93 ∆ 0.41 0.34 0.41 1.38T 80 Cure Neoprene W 100 phr >270 ∆ >310 ∆ >340 ∆ >260 ∆ >280 ∆ 60 80 60 >430 ∆Cured to 80% of Modulus at Full Cure >1.86 ∆ >2.14 ∆ >2.34 ∆ >1.79 ∆ >1.93 ∆ 0.41 0.55 0.41 >2.97 ∆Neoprene GN Neoprene GN 100 phr >750 ∆ >580 ∆ >570 ∆ >350 ∆ >450 ∆ 60 110 90 630>5.17 ∆ >4.00 ∆ >3.93 ∆ >2.41 ∆ >3.10 ∆ 0.41 0.76 0.62 4.34Neoprene TW Neoprene TW 100 phr >790 ∆ >580 ∆ >510 ∆ >260 ∆ >280 ∆ 60 110 60 >440 ∆>5.45 ∆ >4.00 ∆ >3.52 ∆ >1.79 ∆ >1.93 ∆ 0.41 0.76 0.41 >3.03 ∆Carbon Black Neoprene W 100 phr >800 ∆ >930 ∆ >600 ∆ >640 ∆ >630 ∆ 60 150 100 >980 ∆N-550 25 phr >5.52 ∆ >6.41 ∆ >4.14 ∆ >4.41 ∆ >4.34 ∆ 0.41 1.03 0.69 >6.76 ∆Calcium Carbonate Neoprene W 100 phr >330 ∆ >380 ∆ >360 ∆ >350 ∆ >350 ∆ 60 130 110 >540 ∆Calcium Carbonate 50 phr >2.28 ∆ >2.62 ∆ >2.48 ∆ >2.41 ∆ >2.41 ∆ 0.41 0.90 0.76 >3.72 ∆Clay Neoprene W 100 phr 340 420 350 380 380 80 180 310 >870 ∆Dixie Clay 100 phr 2.34 2.90 2.41 2.62 2.62 0.55 1.24 2.14 >6.00 ∆Silica Neoprene W 100 phr >700 ∆ >990 ∆ >510 ∆ >580 ∆ >570 ∆ 60 130 110 >1190 ∆Hi Sil 233 15 phr >4.83 ∆ >6.83 ∆ >3.52 ∆ >4.00 ∆ >3.93 ∆ 0.41 0.90 0.76 >8.21 ∆Aromatic Oil Neoprene W 100 phr >200 ∆ >250 ∆ >210 ∆ >260 ∆ >180 ∆ 40 50 60 >390 ∆Aromatic Oil 20 phr >1.38 ∆ >1.72 ∆ >1.45 ∆ >1.79 ∆ >1.24 ∆ 0.28 0.34 0.41 >2.69 ∆Naphthenic Oil Neoprene W 100 phr >270 ∆ >310 ∆ >270 ∆ >260 ∆ >280 ∆ 40 50 60 >940 ∆Naphthenic Oil 20 phr >1.86 ∆ >2.14 ∆ >1.86 ∆ >1.79 ∆ >1.93 ∆ 0.28 0.34 0.41 >6.48 ∆Antistatic Neoprene W 100 phr >270 ∆ >310 ∆ >360 ∆ >260 ∆ >280 ∆ 60 50 90 >460 ∆Armostat 550 5 phr >1.86 ∆ >2.14 ∆ >2.48 ∆ >1.79 ∆ >1.93 ∆ 0.41 0.34 0.62 >3.17 ∆NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure Systems Used in AllNeoprene W FormulationsStearic Acid 0.50 phrZinc Oxide 5.00 phrAgerite Stalite S 2.00 phrMagnesium Oxide 4.00 phrEthylene Thiourea 0.60 phrVanax NP 1.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 41
Nitrile <strong>Rubber</strong> (NBR, XNBR)thermoset rubberTrade Names• Breon• Chemigum• Humex• Krynac• Nipol• Nysen• Perbunan42ManufacturerB.P. ChemicalsGoodyearHuels MexicanosPolysar InternationalNippon ZeonCopolymer <strong>Rubber</strong>MobayGeneral DescriptionNitrile elastomers are produced via the copolymerizationof butadiene and acrylonitrile monomers. The propertiesof the resulting elastomer are dependent on theacrylonitrile/butadiene ratio of the elastomer. Theacrylonitrile content typically ranges from 15 to 50%.Although thiazole and sulfenamide cure systems (thecure systems typically used to process SBR and naturalrubber) can be used to vulcanize nitrile rubber,thiurams and peroxides are normally the preferred curesystems due to the increased thermal resistance.General PropertiesNitriles are known <strong>for</strong> their superior high and lowtemperature per<strong>for</strong>mance and their exceptional oil,gasoline and solvent resistance. These properties,coupled with their good abrasion resistance, waterresistance and compression set make them suitable <strong>for</strong>a wide variety of applications. Their thermal resistanceallows them to be used at service temperaturesranging from -49 to 300°F (-45 to 149°C). Since themonomer ratio has a large effect on the properties ofthe elastomer, the ratio is dictated by its end use. Forsuperior tensile properties or oil resistance, a high levelof acrylonitrile should be used. If low temperatureper<strong>for</strong>mance is paramount, a low acrylonitrile level ismore appropriate. Fillers can also be used to increasethe per<strong>for</strong>mance of nitrile elastomers. The addition ofcarbon black and/or mineral fillers will increase thehardness at the cost of decreased elongation. Theserelationships occur in an almost linear fashion. Fillerscan also be used to increase the tensile strength ofnitrile elastomers, however, the effect is not as clear.Normally, the tensile strength will increase to amaximum at approximately 50 phr of rein<strong>for</strong>cing fillerand begin decreasing. Another way to increase thestrength, particularly the abrasion resistance, is tocarboxylate the polymer to <strong>for</strong>m carboxylated nitrilerubber (XNBR). This produces carboxylic acid groupson the backbone which <strong>for</strong>m additional cross-link sitesduring vulcanization. These additional cross-link sitesincrease the cross-link density of the resultingelastomer thereby increasing its strength. To increasethe heat resistance of nitrile elastomers, antioxidantsmay be permanently bound into the polymer molecule.Since the antioxidants cannot evaporate or beextracted by solvents, this dramatically prolongs theuseful life of the material. Hydrogenated nitrile rubbersare also available which contain little or no unsaturatedgroups in the polymer backbone. These elastomersshow improved resistance to severe environments andare covered in more detail in a separate chapter.Typical Applications• Automotive• Consumer• MiscellaneousThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2Seals, hoses, tubing, belts,electrical jacketing, gasketsShoe products, coated fabrics,flooringAdhesives, cements, PVC andABS additiveRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant Adhesive• Medium Oxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantEffects of Formulation and Processing• Additives• T 80 CureLow Acrylonitrile - DecreaseCarboxylated - IncreaseCarbon Black - IncreaseClay - IncreaseSilica - IncreasePlasticizer - DecreaseDecreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent
ADHESIVE SHEAR STRENGTH(psi)(MPa)Nitrile <strong>Rubber</strong> Chemigum by GoodyearLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Chemigum N687B 100 phr >260 ∆ >290 ∆ >290 ∆ 220 >240 ∆ 60 130 240 >240 ∆33% Acrylonitrile >1.79 ∆ >2.00 ∆ >2.00 ∆ 1.52 >1.66 ∆ 0.41 0.90 1.66 >1.66 ∆T 80 Cure Chemigum N687B 100 phr >260 ∆ >290 ∆ >240 ∆ 220 >240 ∆ 60 130 150 240Cured to 80% of Modulus at Full Cure >1.79 ∆ >2.00 ∆ >1.66 ∆ 1.52 >1.66 ∆ 0.41 0.90 1.03 1.66Low Acrylonitrile Chemigum N984B 100 phr >260 ∆ >290 ∆ >260 ∆ >170 ∆ >200 ∆ 50 130 130 24020% Acrylonitrile >1.79 ∆ >2.00 ∆ >1.79 ∆ >1.17 ∆ >1.38 ∆ 0.34 0.90 0.90 1.66High Acrylonitrile Chemigum 386B 100 phr >260 ∆ >290 ∆ >290 ∆ 270 >300 ∆ 60 130 170 24040% Acrylonitrile >1.79 ∆ >2.00 ∆ >2.00 ∆ 1.86 >2.07 ∆ 0.41 0.90 1.17 1.66Carboxylated Chemigum NX775 100 phr >280 ∆ >290 ∆ >290 ∆ 280 >270 ∆ 90 130 250 430>1.93 ∆ >2.00 ∆ >2.00 ∆ 1.93 >1.86 ∆ 0.62 0.90 1.72 2.97Carbon Black Chemigum N687B 100 phr >360 ∆ >450 ∆ >370 ∆ >340 ∆ >370 ∆ 100 200 280 240FEF N-550 60 phr >2.48 ∆ >3.10 ∆ >2.55 ∆ >2.34 ∆ >2.55 ∆ 0.69 1.38 1.93 1.66Clay Chemigum N687B 100 phr 300 >290 ∆ >330 ∆ >310 ∆ >300 ∆ 80 190 >330 ∆ 530Dixie Clay 120 phr 2.07 >2.00 ∆ >2.28 ∆ >2.14 ∆ >2.07 ∆ 0.55 1.31 >2.28 ∆ 3.66Silica Chemigum N687B 100 phr >970 ∆ >950 ∆ >710 ∆ 670 >680 ∆ 60 190 240 240Hi Sil 233 30 phr >6.69 ∆ >6.55 ∆ >4.90 ∆ 4.62 >4.69 ∆ 0.41 1.31 1.66 1.66Plasticizer Chemigum N687B 100 phr >210 ∆ >290 ∆ >250 ∆ >240 ∆ >200 ∆ 40 130 110 >240 ∆Dibutyl Phthalate 15 phr >1.45 ∆ >2.00 ∆ >1.72 ∆ >1.66 ∆ >1.38 ∆ 0.28 0.90 0.76 >1.66 ∆Processing Aid Chemigum N687B 100 phr >260 ∆ >290 ∆ >240 ∆ >220 ∆ >240 ∆ 70 130 180 >240 ∆Strurktol WB-16 2.5 phr >1.79 ∆ >2.00 ∆ >1.66 ∆ >1.52 ∆ >1.66 ∆ 0.48 0.90 1.24 >1.66 ∆Antistatic Chemigum N687B 100 phr >210 ∆ >290 ∆ >220 ∆ >220 ∆ >230 ∆ 70 100 150 240Armostat 550 5 phr >1.45 ∆ >2.00 ∆ >1.52 ∆ >1.52 ∆ >1.59 ∆ 0.48 0.69 1.03 1.66NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsStearic Acid 1.50 phrZinc Oxide 5.00 phrAgerite Stalite S 1.50 phr<strong>Rubber</strong> Maker’s Sulfur 1.75 phrAccelerator MBTS 1.50 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 43
Polyether Block Amide (PEBA)thermoplastic elastomerTrade Names• PebaxManufacturerArkema Inc.Typical Applications• Industrial Conveyor belts, gears, packagingGeneral DescriptionPolyether block amide (PEBA) is a thermoplasticelastomer <strong>for</strong>med via the copolymerzation of polyetherand polyamide. The PEBA resin family is commonlyreferred to by the trade name Pebax. PEBA is atwo-phase linear chain of polyamide segmentsinterconnected with flexible polyether segments.Hence, PEBA is a flexible polyamide withoutplasticizers.General PropertiesThe core characteristics of PEBA include outstandingflexibility and impact resistance at wide range oftemperatures, its low density, high elastic memory, andsuperior chemical resistance. It is melt processableand accepts various colors, filler, and rein<strong>for</strong>cementsystems.PEBA is available in a variation of durometers from 70Shore A to 72 Shore D. This thermoplastic elastomerhas high load bearing capabilities, high tensilestrength, good hydrolytic stability, and is biocompatibleand chemically resistant, with high mechanicalproperties. PEBA has low water absorption, althoughit can be <strong>for</strong>mulated <strong>for</strong> high absorption and can bewelded and sterilized.• Medical• ConsumerCatheters, surgical gowns, bagsSportswear, clothingRelative Adhesive Per<strong>for</strong>mance• High Cyanoacrylates, Epoxies, Urethanes• Medium• LowAcrylics, Reactive Urethane Hot MeltSilicones, Hot MeltsRelative Resin Per<strong>for</strong>mance• High 7233, 6333• Medium 5533• Low 4033, 2533Surface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent• Loctite ® 793 Prism ® Primer – Increase44The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTHLIGHT CUREADHESIVE CHEMISTRY CATEGORY ACRYLICEPOXIES FLEXIBLE CYANOACRYLATESLoctite ® BrandIndustrial AdhesiveLoctite ® Loctite ® Loctite ® Loctite ® Loctite ® Loctite ® Loctite ® Loctite ® Loctite ®3105 Light E-00CL Hysol ® E-90FL Hysol ® E-30CL Hysol ® E-20HP Hysol ® E-40FL Hysol ® E-214HP Hysol ® 4851 Prism ® 4861 Prism ®Cure Adhesive Epoxy Adhesive Epoxy Adhesive Epoxy Adhesive Epoxy Adhesive Epoxy Adhesive Epoxy Adhesive Instant Adhesive Instant AdhesiveLoctite ® BrandMedical AdhesiveLoctite ® Loctite ®Loctite ® M-31CL Hysol ® E-21HP Hysol ® Loctite ® Loctite ®3311 Light Medical Device Medical Device 4851 Prism ® 4861 Prism ®Cure Adhesive Epoxy Adhesive Epoxy Adhesive Instant Adhesive Instant AdhesivePebax 6333 240 535 695 365 635 295 200 915 680Pebax 7233 180 495 445 430 380 385 285 815 625 ∆Pebax 4033 225 210 165 140 115 60 60 135 260Pebax 5533 615 225 670 520 395 415 355 445 595Pebax 2533 100 170 100 120 40 40 60 395 ∆ 490 ∆FLASHCURE ®ADHESIVE CHEMISTRY CATEGORY CYANOACRYLATES CYANOACRYLATESILICONESLoctite ® BrandIndustrial AdhesiveLoctite ® BrandMedical AdhesiveLoctite ® Loctite ® Loctite ®401 Prism ® 401 Prism ® Loctite ® Loctite ® 4305Loctite ® Instant Adhesive Instant Adhesive 414 Super Loctite ® 496 Super Flashcure ® Loctite ® Loctite ®401 Prism ® with Loctite ® 770 with Loctite ® 793 Bonder ® 480 Prism ® Bonder ® Light Cure 5900 ® Superflex ®Instant Adhesive Prism ® Primer Prism ® Primer Instant Adhesive Instant Adhesive Instant Adhesive Adhesive Flange Sealant RTVLoctite ®4011 Prism ®Loctite ® Medical Device Loctite ®4011 Prism ® Adhesive with 4305 Flashcure ®Medical Device Loctite ® 7701 Light CureInstant Adhesive Prism ® Primer AdhesivePebax 6333 840 ∆ 630 985 ∆ 590 ∆ 480 ∆ 670 680 199 122Pebax 7233 1030 ∆ 750 1275 ∆ 690 ∆ 520 680 845 116 107Pebax 4033 395 485 690 ∆ 645 ∆ 90 95 625 107 61Pebax 5533 580 ∆ 910 ∆ 830 ∆ 285 ∆ 440 455 560 113 55Pebax 2533 455 ∆ 305 ∆ 505 ∆ 460 ∆ 310 275 ∆ 405 49 37ADHESIVE CHEMISTRY CATEGORY ACRYLICSHOT MELTS MROLoctite ® BrandIndustrial AdhesiveLoctite ® Loctite ® Loctite ®H3000 H4500 3631 Hysol ® Loctite ® Loctite ®Speedbonder Speedbonder Loctite ® Loctite ® Reactive 7804 Hysol ® 1942 Hysol ®Structural Structural 3030 330 Depend ® Urethane Hot Melt Hot Melt Hot MeltAdhesive Adhesive Adhesive Adhesive Adhesive Adhesive AdhesiveLoctite ® BrandMedical AdhesivePebax 6333 280 594 436 201 902 158 164 335 493Pebax 7233 185 326 193 228 947 174 159 198 550Pebax 4033 116 349 162 207 375 46 51 331 483Pebax 5533 124 864 592 377 870 175 14 754 511Pebax 2533 69 133 128 97 192 128 95 100 309Loctite ®Fixmaster ®EpoxyAdhesiveLoctite ®Fixmaster ®Rapid <strong>Rubber</strong>Repair UrethaneAdhesiveNOTES: ∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by the adhesive could be determined.The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 45
Polyacrylate <strong>Rubber</strong> (ACM)thermoset rubberTrade Names• Europrene• Hycar• HyTempManufacturerEnichem <strong>Elastomers</strong> AmericaB.F. GoodrichZeon ChemicalGeneral DescriptionPolyacrylate rubber is produced by polymerizing acrylicmonomers. Since acrylic monomer only contains asingle double bond, polyacrylate rubber has a saturatedor aliphatic backbone. A comonomer is required ifvulcanization is desired because, otherwise, thepolymer would lack the reactive species necessary <strong>for</strong>cross-linking. Typically, an active halogen or epoxidecure system is used to vulcanize polyacrylate rubber.Varying the size of the pendant carboxylate group onthe polymer backbone has a dramatic effect on theproperties of the elastomer. Acrylate rubbers arecommonly rein<strong>for</strong>ced with carbon black and/or silicato achieve acceptable physical properties.General PropertiesPolyacrylate rubbers belong to the family of specialpurpose, oil resistant rubbers which have servicetemperatures in excess of 300°F (149°C). The aliphaticnature of the polymer backbone results in superiorper<strong>for</strong>mance properties highlighted by resistance toUV, thermal degradation, ozone and oxidation. The sizeof the pendant carboxylate group has a significanteffect on the properties of the resulting polymer.Increasing the length of the alkane chain on thecarboxylate group improves the low temperatureproperties of the polyacrylate. However, this decreasesthe overall polarity of the polymer which, consequently,reduces its resistance to non-polar solvents. Animportant characteristic of polyacrylate rubbers iscompatibility with sulfur-bearing, extreme-pressuregear lubricants. The tear strength and abrasionresistance of polyacrylate rubbers are not exemplary,while the flame resistance and resistance to acids andbases are poor.Typical Applications• Aerospace Rocket propellant binders• Automotive• MiscellaneousAutomotive fluid seals, highpressure hoses, seals, gaskets,bootsAdhesives, caulks, hot meltsRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyEffects of Formulation and Processing• Additives• T 80 CureMedium Alkane Chain - DecreaseLong Alkane Chain - DecreaseCarbon Black - IncreaseSynthetic Graphite - IncreaseClay - IncreaseSilica - IncreasePlasticizer - DecreaseIncreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent46The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Polyacrylate <strong>Rubber</strong> HyTemp by Zeon ChemicalLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: HyTemp 4051 100 phr >80 ∆ >80 ∆ >70 ∆ >70 ∆ >90 ∆ 70 ∆ >110 ∆Short Alkane Chain >0.55 ∆ >0.55 ∆ >0.48 ∆ >0.48 ∆ >0.62 ∆ 0.48 ∆ >0.76 ∆T 80 Cure HyTemp 4051 100 phr >80 ∆ >80 ∆ >90 ∆ >90 ∆ >110 ∆ 10 70 >70 ∆ >110 ∆Cured to 80% of Modulus at Full Cure >0.55 ∆ >0.55 ∆ >0.62 ∆ >0.62 ∆ >0.76 ∆ 0.07 0.48 >0.48 ∆ >0.76 ∆Medium Alkane Chain HyTemp 4052 100 phr >50 ∆ >50 ∆ >50 ∆ >50 ∆ >50 ∆ 40 ∆ >80 ∆>0.34 ∆ >0.34 ∆ >0.34 ∆ >0.34 ∆ >0.34 ∆ 0.28 ∆ >0.55 ∆Long Alkane Chain HyTemp 4054 100 phr >40 ∆ >50 ∆ >60 ∆ >30 ∆ >50 ∆ 40 ∆ >80 ∆>0.28 ∆ >0.34 ∆ >0.41 ∆ >0.21 ∆ >0.34 ∆ 0.28 ∆ >0.55 ∆Carbon Black HyTemp 4051 100 phr >440 ∆ >370 ∆ >490 ∆ >380 ∆ >450 ∆ 3.03 ∆ >2.55 ∆ >3.38 ∆ >2.62 ∆ >3.10 ∆ 120 ∆ >140 ∆ >140 ∆ >130 ∆ >140 ∆ 110 ∆ >200 ∆A99 Graphite 20 phr >0.83 ∆ >0.97 ∆ >0.97 ∆ >0.90 ∆ >0.97 ∆ 0.76 ∆ >1.38 ∆Clay HyTemp 4051 100 phr >210 ∆ >200 ∆ >210 ∆ >200 ∆ >220 ∆ 20 90 110 >280 ∆Carbowax 3350 3 phr, Dixie Clay 50 phr >1.45 ∆ >1.38 ∆ >1.45 ∆ >1.38 ∆ >1.52 ∆ 0.14 0.62 0.76 >1.93 ∆Silica HyTemp 4051 100 phr >140 ∆ >130 ∆ >120 ∆ >140 ∆ >160 ∆ 120 ∆ >210 ∆Carbowax 3350 3 phr, Diethylene Glycol 2 phr, Hi Sil 233 15 phr >0.97 ∆ >0.90 ∆ >0.83 ∆ >0.97 ∆ >1.10 ∆ 0.83 ∆ >1.45 ∆Plasticizer HyTemp 4051 100 phr >60 ∆ >70 ∆ >70 ∆ >70 ∆ >70 ∆ 100 ∆Paraplex G-25 15 phr >0.41 ∆ >0.48 ∆ >0.48 ∆ >0.48 ∆ >0.48 ∆ 0.68 ∆Processing Aid HyTemp 4051 100 phr >80 ∆ >80 ∆ >80 ∆ >70 ∆ >90 ∆ 10 60 >70 ∆ >110 ∆Vanfre A1-2 5 phr >0.55 ∆ >0.55 ∆ >0.55 ∆ >0.48 ∆ >0.62 ∆ 0.07 0.41 >0.48 ∆ >0.76 ∆Antistatic HyTemp 4051 100 phr >60 ∆ >80 ∆ >90 ∆ >70 ∆ >90 ∆ 20 60 >70 ∆ >130 ∆Armostat 550 5 phr >0.41 ∆ >0.55 ∆ >0.62 ∆ >0.48 ∆ >0.62 ∆ 0.14 0.41 >0.48 ∆ >0.90 ∆NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.Cure System Usedin All Formulations∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.NPC-50 1.50 phrSodium Stearate 1.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 47
Polyisoprene (IR)thermoset rubberTrade Names• Isolene• Natsyn• Nipol• SKI-3ManufacturerHardmanGoodyearGoldsmith and EggletonAlcanGeneral DescriptionPolyisoprene is <strong>for</strong>med via the polymerization ofisoprene in a hydrocarbon solution. When the isoprenemonomer is added to the backbone, it can be addedin either an R or S configuration. As a result, thepolymerization addition can proceed in severaldifferent ways. In isotactic addition, the monomergroups are exclusively added in the same configuration(RRRRRR). In syndiotactic addition, the monomergroups are added to the backbone in alternatingconfigurations (RSRSRS). Finally, in atactic addition,the addition is random (RSSSRRS). Consequently, inorder to create a stereoregular polymer matrix whichwould have physical properties similar to NR, astereospecific catalyst is required. This stereospecificcatalyst, Al-Ti, was developed in 1960 which resulted inthe first commercially viable synthetic polyisoprene.General PropertiesNatural rubber and synthetic isoprene both have hightensile properties, good hysteresis and good hot tearproperties. The main advantages that syntheticpolyisoprenes have over natural rubbers are theirincreased process control and processability. Theseprocess characteristics arise from the fact that naturalrubber is harvested from a natural source whilesynthetic polyisoprene is produced using a highlycontrolled manufacturing process. The primaryprocessing benefits offered by synthetic isoprene areits increased processing speeds and extrusion values.Other advantages of synthetic polyisoprene are that itdoes not contain water-sensitive residues orcontaminants, and it cures more consistently. Inaddition, synthetic polyisoprene can be used at ahigher loading than natural rubber in SBR and EPDMblends. The disadvantages of synthetic polyisopreneare its decreased green strength, cure speed andaging properties when compared to NR.Typical Applications• Automotive• Consumer• MiscellaneousTires, motor mounts, gaskets,bushings, hoses, coatings, tubes,belts<strong>Rubber</strong> bands, baby bottle nipples,footwear, sporting goods, fabricthreadsAdhesives, conveyorsRelative Adhesive Per<strong>for</strong>mance• High• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseCalcium Carbonate - IncreaseClay - Decrease CAClay - Increase Silicones and AcrylicsNaphthenic Oil - DecreaseAntioxidant - DecreaseAntistatic - DecreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent48The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Polyisoprene Natsyn by GoodyearLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Natsyn 2200 >240 ∆ >240 ∆ >290 ∆ >250 ∆ >200 ∆ 50 60 50 100>1.66 ∆ >1.66 ∆ >2.00 ∆ >1.72 ∆ >1.38 ∆ 0.34 0.41 0.34 0.69T 80 Cure Natsyn 2200 100 phr >270 ∆ >300 ∆ >290 ∆ >250 ∆ >290 ∆ 50 60 40 100Cured to 80% of Modulus at Full Cure >1.86 ∆ >2.07 ∆ >2.00 ∆ >1.72 ∆ >2.00 ∆ 0.34 0.41 0.28 0.69Carbon Black Natsyn 2200 100 phr >450 ∆ >480 ∆ >480 ∆ >370 ∆ 360 60 90 70 100N-550 25 phr >3.10 ∆ >3.31 ∆ >3.31 ∆ >2.55 ∆ 2.48 0.41 0.62 0.48 0.69Calcium Carbonate Natsyn 2200 100 phr >190 ∆ >240 ∆ >290 ∆ >250 ∆ >200 ∆ 70 110 70 >280 ∆Calcium Carbonate 100 phr >1.31 ∆ >1.66 ∆ >2.00 ∆ >1.72 ∆ >1.38 ∆ 0.48 0.76 0.48 >1.93 ∆Clay Natsyn 2200 100 phr 140 240 180 100 120 60 120 100 220Dixie Clay 100 phr 0.97 1.66 1.24 0.69 0.83 0.41 0.83 0.69 1.52Silica Natsyn 2200 100 phr >240 ∆ >240 ∆ >290 ∆ 170 >150 ∆ 50 70 60 100Hi Sil 233 15 phr >1.66 ∆ >1.66 ∆ >2.00 ∆ 1.17 >1.03 ∆ 0.34 0.48 0.41 0.69Naphthenic Oil Natsyn 2200 100 phr >240 ∆ >240 ∆ >290 ∆ 130 >200 ∆ 40 40 40 40Naphthenic Oil 25 phr >1.66 ∆ >1.66 ∆ >2.00 ∆ 0.90 >1.38 ∆ 0.28 0.28 0.28 0.28Antioxidant Natsyn 2200 100 phr >240 ∆ >240 ∆ >290 ∆ >250 ∆ >200 ∆ 40 40 40 100Venox 2-AZ 2 phr >1.66 ∆ >1.66 ∆ >2.00 ∆ >1.72 ∆ >1.38 ∆ 0.28 0.28 0.28 0.69Antistatic Natsyn 2200 100 phr >240 ∆ >240 ∆ >210 ∆ >220 ∆ >280 ∆ 30 30 10 70Armostat 550 5 phr >1.66 ∆ >1.66 ∆ >1.45 ∆ >1.52 ∆ >1.93 ∆ 0.21 0.21 0.07 0.48NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsStearic Acid 1.00 phrZinc Oxide 3.00 phrAgerite Superlite 1.50 phrSulfur 2.00 phrDurax 1.00 phrTMTM 0.20 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 49
Polyolefin <strong>Elastomers</strong> (POE)thermoplastic elastomerTrade Names• Engage• Hercuprene• SarlinkManufacturerDuPont Dow <strong>Elastomers</strong>J-VonDSMGeneral DescriptionPolyolefin elastomers can be divided into two majorcategories. The first type is a two-phase polymersystem consisting of a thermoplastic matrix, such aspolypropylene or polyethylene, with a dispersed secondphase of an unvulcanized rubber, such as EPDM,natural rubber and SBR. Hercuprene is an example ofthis type of polyolefin elastomer. The second categoryis a family of ethylene-octene copolymers. They areproduced by DuPont Dow <strong>Elastomers</strong> via a proprietarypolymerization technique and marketed under thetrade name Engage. These systems can be vulcanizedusing peroxides, silanes or irradiation to yield improvedhigh temperature properties.General PropertiesPolyolefin elastomers are characterized by excellentlow temperature properties, clarity and crackresistance. Engage has a brittle point below -60°F (-76°C) <strong>for</strong> <strong>for</strong>mulations with hardnesses ranging from60 to 90 Shore A. In addition, they offer excellent UV,ozone and weatherability resistance. They also offergood resistance to polar fluids. Resistance to non-polarfluids is poor due to the aliphatic nature of the polymerbackbone. Room temperature physical properties aregood. Like most thermoplastic systems, the physicalproperties at temperature decrease with increasingtemperature. This limitation can be addressed byvulcanizing the polymer. However, this extra processingstep mitigates the economic benefits of the polyolefinelastomers over conventional vulcanized rubber.Polyolefin elastomers typically have very low specificgravities and can be utilized in applications wherereducing weight is critical.Typical Applications• Automotive• ElectricalRub strips, fascias, bumper covers,molding, trimWire and cable insulation andjacketingRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® PrimerLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantEffects of Formulation and Processing• Additives Antistatic - DecreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent50The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Polyolefin Elastomer Engage by DuPont Dow <strong>Elastomers</strong>Loctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveEngage EP 8100 270 >540 ∆ >440 ∆ 210 280 70 200 210 >540 ∆1.86 >3.72 ∆ >3.03 ∆ 1.45 1.93 0.48 1.38 1.45 >3.72 ∆Engage EP 8150 270 >550 ∆ >500 ∆ 200 230 70 150 210 4001.86 >3.79 ∆ >3.45 ∆ 1.38 1.59 0.48 1.03 1.45 2.76Engage EP 8200 310 >460 ∆ >460 ∆ 180 >270 ∆ 60 190 170 >560 ∆2.14 >3.17 ∆ >3.17 ∆ 1.24 >1.86 ∆ 0.41 1.31 1.17 >3.86 ∆Engage EP 8500 230 >380 ∆ >470 ∆ 190 200 60 130 180 3301.59 >2.62 ∆ >3.24 ∆ 1.31 1.38 0.41 0.90 1.24 2.28Antistatic EP 8500 100 phr 230 >380 ∆ >470 ∆ 70 200 2.62 ∆ >3.24 ∆ 0.48 1.38
Poly(propylene oxide) <strong>Rubber</strong> (GPO)thermoset rubberTrade Names• ParelManufacturerZeon ChemicalGeneral DescriptionPoly(propylene oxide) rubber is <strong>for</strong>med by thecopolymerization of propylene oxide and allyl glycidylether. The allyl glycidyl ether monomer is present atlower quantities (approximately 6% by weight) andprovides cross-link sites <strong>for</strong> the polymer via theunsaturated group. The propylene oxide providesflexibility in the backbone in several ways. First, thepresence of the oxygen atom in the backbone aidspolymer chain flexibility. Secondly, the propylene oxidemonomer can polymerize with itself to <strong>for</strong>m atactic aswell as isotactic regions. The combination of these tworegions results in irregular packing of the polymerchains which reduces crystallinity. Another factorcontributing to the flexibility of PPO is the bulky allylglycidyl ether pendant group which further reducescrystallinity by disrupting ordered packing of thepolymer. Sulfur-based curative systems are generallyused with these polymers, even though peroxides arecapable of taking advantage of the unsaturation.Peroxide cure systems tend to cause chain scission,resulting in unacceptable properties.General PropertiesThe most notable characteristic of poly(propyleneoxide) rubber is its ability to offer excellent hysteresisproperties and dynamic properties over a widetemperature range. Even after exposure to elevatedtemperatures as high as 302°F (150°C) <strong>for</strong> a week, thedynamic properties of GPO rubber remain excellent.Typically, they offer good low temperature flexibility,good ozone resistance, fair fuel and oil resistance andgood properties retention at high temperatures. GPOrubber has fair resistance to hydrocarbon fuels and oilsand good hydrolysis and swelling resistance in polarsolvents such as water and alcohol. GPO rubber doesnot have outstanding physical properties and tends tohave poor compression set and flame resistance. Thelimited physical properties of GPO rubber can beimproved using rein<strong>for</strong>cing fillers, such as carbon blackor silica. However, the poor compression set of GPOrubber is a function of the sulfur cross-links andcannot be easily remedied.Typical Applications• AutomotiveMotor mounts, body mounts, suspensionbushings, dust seals, bootsRelative Adhesive Per<strong>for</strong>mance• HighMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium <strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseAromatic Oil - DecreasePlasticizer - DecreaseDecreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent52The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Poly(propylene oxide) <strong>Rubber</strong> Parel 58 by Zeon ChemicalLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Parel 58 Parel 58 100 phr >120 ∆ >120 ∆ >110 ∆ >120 ∆ >110 ∆ 40 50 50 >170 ∆>0.83 ∆ >0.83 ∆ >0.76 ∆ >0.83 ∆ >0.76 ∆ 0.28 0.34 0.34 >1.17 ∆T 80 Cure Parel 58 100 phr >80 ∆ >90 ∆ >90 ∆ >80 ∆ >90 ∆ 40 50 50 >150 ∆Cured to 80% of Modulus at Full Cure >0.55 ∆ >0.62 ∆ >0.62 ∆ >0.55 ∆ >0.62 ∆ 0.28 0.34 0.34 >1.03 ∆Carbon Black Parel 58 100 phr >330 ∆ >350 ∆ >360 ∆ >410 ∆ >350 ∆ 50 100 70 170N550 25 phr >2.28 ∆ >2.41 ∆ >2.48 ∆ >2.83 ∆ >2.41 ∆ 0.34 0.69 0.48 1.17Aromatic Oil Parel 58 100 phr >90 ∆ >90 ∆ >90 ∆ >90 ∆ >80 ∆ 40 50 50 >140 ∆Aromatic Oil 20 phr >0.62 ∆ >0.62 ∆ >0.62 ∆ >0.62 ∆ >0.55 ∆ 0.28 0.34 0.34 >0.97 ∆Plasticizer Parel 58 100 phr >80 ∆ >80 ∆ >90 ∆ >90 ∆ >80 ∆ 40 50 50 >120 ∆Dioctyl Phthalate 15 phr >0.55 ∆ >0.55 ∆ >0.62 ∆ >0.62 ∆ >0.55 ∆ 0.28 0.34 0.34 >0.83 ∆Antistatic Parel 58 100 phr >110 ∆ >100 ∆ >110 ∆ >100 ∆ >100 ∆ 50 70 50 >170 ∆Armostat 550 5 phr >0.76 ∆ >0.69 ∆ >0.76 ∆ >0.69 ∆ >0.69 ∆ 0.34 0.48 0.34 >1.17 ∆NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsZinc Oxide 5.00 phrSulfur 1.25 phrTMTM 1.50 phrMBT 1.50 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 53
Polysulfide <strong>Rubber</strong>thermoset rubberTrade Names• LP• ThiokolManufacturerMorton ThiokolMorton ThiokolTypical Applications• AerospacePropellant binders, gas bladders,sealants, valvesGeneral DescriptionThe key factor that distinguishes polysulfide rubbersfrom other rubbers is the high sulfur content of thepolymer backbone. This results in a very flexible,virtually impermeable rubber. Polysulfide elastomersare produced by the condensation reaction of anorganic dihalide with sodium tetrasulfide. Examplesof organic dihalides used include ethylene dichlorideand di-2-chloroethyl ether. Commercial grades vary insulfur content from 37 to 84%; the sulfur content ofthe resulting rubber being dependent on the basemonomer selected. In addition to the per<strong>for</strong>mancebenefits offered by the high sulfur content of thebackbone, the various reactive sites on the polymerbackbone facilitate cross-linking by a wide variety ofmethods. Generally, a metal oxide or peroxide is usedto cross-link the terminal thiol groups, althoughterminal chlorine and hydroxide groups can also beused. Polysulfide polymers are available in viscositiesranging from pourable liquids to millable gum stock.The strong odor of polysulfides, coupled with the needto peptize some of the gum rubber stocks, can makethem difficult to process.General PropertiesThe key per<strong>for</strong>mance benefits of polysulfide elastomersare their outstanding chemical resistance and virtualimpermeability to most gases, hydrocarbon solventsand moisture. This, coupled with their high flexibilityand long-term resistance to both polar and non-polarsolvents, makes them especially well suited <strong>for</strong> sealingapplications that require exceptional barrier andresistance properties. Other per<strong>for</strong>mancecharacteristics include good per<strong>for</strong>mance at lowtemperatures and good resistance to UV and ozone.Polysulfide elastomers do not have very goodcompression set resistance and have fair physicalproperties. The limited physical properties can beaddressed by compounding them with other rubbers,such as polychloroprene. Polysulfide rubber has arecommended service temperature of approximately -40 to 250°F (-40 to -121°C).• AutomotiveGaskets, rubber washers• Construction Building caulk, window glazingRelative Adhesive Per<strong>for</strong>mance• High• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure AdhesiveOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseClay - IncreaseSilica - IncreaseAromatic Oil - DecreaseAntistatic - IncreaseIncreaseSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent54The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Polysulfide <strong>Rubber</strong> Thiokol by Morton ThiokolLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Thiokol FA 100 phr 150 >180 ∆ >170 ∆ >190 ∆ >140 ∆ 80 150 110 >240 ∆Linear structure 1.03 >1.24 ∆ >1.17 ∆ >1.31 ∆ >0.97 ∆ 0.55 1.03 0.76 >1.66 ∆T 80 Cure Thiokol FA 100 phr >270 ∆ >270 ∆ >230 ∆ >280 ∆ >290 ∆ 80 150 140 >370 ∆Cured to 80% of Modulus at Full Cure >1.86 ∆ >1.86 ∆ >1.59 ∆ >1.93 ∆ >2.00 ∆ 0.55 1.03 0.97 >2.55 ∆Thiokol ST Thiokol ST 100 phr >180 ∆ >180 ∆ >170 ∆ >190 ∆ >180 ∆ 70 150 150 >300 ∆Branched structure >1.24 ∆ >1.24 ∆ >1.17 ∆ >1.31 ∆ >1.24 ∆ 0.48 1.03 1.03 >2.07 ∆Carbon Black Thiokol FA 100 phr >390 ∆ >380 ∆ >470 ∆ >470 ∆ >500 ∆ 110 250 290 240N-550 100 phr >2.69 ∆ >2.62 ∆ >3.24 ∆ >3.24 ∆ >3.45 ∆ 0.76 1.72 2.00 1.66Clay Thiokol FA 100 phr 250 >290 ∆ 310 280 310 130 230 260 >460 ∆Dixie Clay 100 phr 1.72 >2.00 ∆ 2.14 1.93 2.14 0.90 1.59 1.79 >3.17 ∆Silica Thiokol FA 100 phr 330 340 290 350 330 110 240 310 420Hi Sil 233 100 phr 2.28 2.34 2.00 2.41 2.28 0.76 1.66 2.14 2.90Aromatic Oil Thiokol FA 100 phr >90 ∆ 100 80 110 90 60 110 60 >140 ∆Aromatic Oil 15 phr >0.62 ∆ 0.69 0.55 0.76 0.62 0.41 0.76 0.41 >0.97 ∆Antistatic Thiokol FA 100 phr >190 ∆ 180 >220 ∆ >190 ∆ >220 ∆ 80 150 180 >340 ∆Armostat 550 5 phr >1.31 ∆ 1.24 >1.52 ∆ >1.31 ∆ >1.52 ∆ 0.55 1.03 1.24 >2.34NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bondstrength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bondstrength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e theactual bond strength achieved by the adhesive could be determined.Polysulfide Cure SystemsThiokol FA <strong>for</strong>mulationsStearic Acid 0.5 phrMTBS 0.3 phrDPG 0.1 phrZinc Oxide 10.0 phrMaglite D 4.0 phrThiokol ST <strong>for</strong>mulationsStearic Acid 1.0 phrCalcium Hydroxide 1.0 phrZinc Peroxide 5.0 phrMaglite D 4.0 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 55
Silicone-Modified EPDMthermoset rubberTrade Names• RoyalthermManufacturerUniroyal ChemicalGeneral DescriptionSilicone-modified EPDM represents a uniquecombination of the benefits offered by silicone andEPDM rubbers. The inorganic polysiloxane backboneof the silicone contributes low temperature flexibilityand high temperature resistance, while the EPDMcontributes good mechanical properties. The resultingpolymer has better physical properties than a siliconeand better thermal resistance and strength attemperature than EPDM. Silicone-modified EPDM canbe vulcanized by sulfur-based curatives or peroxidecure systems. Peroxide cure systems are generallyutilized to maximize heat resistance and compressionset resistance. Specialty purpose base compoundsoffering non-halogen flame retardancy, translucency,FDA approval or utility in sponge applications arealso available.General PropertiesThe per<strong>for</strong>mance properties of silicone-modified EPDMare best understood in terms of the properties of eachof the pure components. In general, it has the goodmechanical properties of EPDM rubber with theimproved thermal resistance of silicone elastomers.However, there are some trade-offs. For example, theservice life at temperatures ranging from 300 to 400°F(149 to 204°C) is an order of magnitude longer thanthat achieved by EPDM and at least an order ofmagnitude less than that achieved by silicone.Silicone-modified EPDM offers much better strengthretention than silicone when exposed to steam at 327°F(164°C), but only slightly less than EPDM. Tensilestrength and abrasion resistance follow the sametrend. Silicone-modified EPDM also offers the excellentchemical resistance and wet electrical properties ofEPDM. The hot tear strength of silicone-modifiedEPDM exhibits a synergistic effect between the twophases since it has hot tear strengths superior to thatof either of its pure components.Typical Applications• Automotive• IndustrialIgnition cables, seals, gaskets,weatherstrippingSteam hoses, gaskets, sealsRelative Adhesive Per<strong>for</strong>mance• High• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure AdhesiveOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseSilica - IncreasePlasticizer - DecreaseAntistatic - DecreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent56The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Silicone Modified EPDM Royaltherm by Uniroyal Chemical CompanyLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Royaltherm 1411 >380 ∆ >350 ∆ >310 ∆ >270 ∆ >250 ∆ 40 110 110 >350 ∆>2.62 ∆ >2.41 ∆ >2.14 ∆ >1.86 ∆ >1.72 ∆ 0.28 0.76 0.76 >2.41 ∆T 80 Cure Royaltherm 1411 100 phr >380 ∆ >420 ∆ >420 ∆ >270 ∆ >250 ∆ 40 110 110 >350 ∆Cured to 80% of Modulus at Full Cure >2.62 ∆ >2.90 ∆ >2.90 ∆ >1.86 ∆ >1.72 ∆ 0.28 0.76 0.76 >2.41 ∆Royaltherm 1721 Royaltherm 1721 100 phr >260 ∆ >350 ∆ >310 ∆ >270 ∆ >250 ∆ 60 160 140 350Improved heat resistance >1.79 ∆ >2.41 ∆ >2.14 ∆ >1.86 ∆ >1.72 ∆ 0.41 1.10 0.97 2.41Carbon Black Royaltherm 1411 100 phr >380 ∆ >640 ∆ >620 ∆ >480 ∆ >610 ∆ 110 210 210 350N-330 30 phr >2.62 ∆ >4.41 ∆ >4.27 ∆ >3.31 ∆ >4.21 ∆ 0.76 1.45 1.45 2.41Silica Royaltherm 1411 100 phr 580 >720 ∆ >720 ∆ >470 ∆ >540 ∆ 90 210 240 860VN-3 silica 45 phr 4.00 >4.97 ∆ >4.97 ∆ >3.24 ∆ >3.72 ∆ 0.62 1.45 1.66 5.93Plasticizer Royaltherm 1411 100 phr >260 ∆ >280 ∆ >260 ∆ >270 ∆ >250 ∆ 30 70 70 >350 ∆Dioctyl Phthalate 12 phr >1.79 ∆ >1.93 ∆ >1.79 ∆ >1.86 ∆ >1.72 ∆ 0.21 0.48 0.48 >2.41 ∆Antistatic Royaltherm 1411 100 phr >230 ∆ >290 ∆ >160 ∆ 200 >250 ∆ 40 90 90 350Armostat 550 5 phr >1.59 ∆ >2.00 ∆ >1.10 ∆ 1.38 >1.72 ∆ 0.28 0.62 0.62 2.41NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System Usedin All FormulationsStearic Acid 1.50 phrZinc Oxide 4.00 phrDi Cup 40C 7.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 57
Silicone <strong>Rubber</strong> (MQ, VMQ, PMQ, PVMQ)thermoset rubberTrade Names• Blensil• Elastosil• SilasticManufacturerG.E. SiliconesWacker Chemical Corp.Dow Corning STIGeneral DescriptionSilicone rubber is characterized by an inorganicpolymeric backbone made up of silicon to oxygen bondswhich are known as siloxane linkages. The majority ofsilicon atoms in the silicone polymer backbone have twopendant methyl groups, which <strong>for</strong>ms the most commonsilicone polymer used in silicone rubbers, polydimethylsiloxane (MQ). By replacing a portion of the methylgroups with other species, the silicone rubber can begiven cross-link sites or properties tailored <strong>for</strong> specificneeds. For example, in peroxide cured silicone rubbersystems, a small percentage of the methyl groups arereplaced with vinyl groups (VMQ). The vinyl groupcontaining polymers is also used in conjunction with aplatinum catalyst and suitable hydride cross-linkers toproduce addition cure silicone <strong>for</strong>mulations. In RTVsilicone adhesives and condensation cure compounds,hydrolyzable groups are capped onto the terminal endsof the silicone polymer to provide sites <strong>for</strong> cross-linkingto occur when moisture reacts with these sites to leavereactive silanol sites. As was mentioned, replacing aportion of the methyl groups with other species can alsoprovide properties <strong>for</strong> specific needs. For example,replacing 5-10% of the methyl groups with bulkierphenyl groups will dramatically drop the brittle point ofthe silicone (PMQ). Replacing a portion of the methylgroups with trifluoropropyl groups will increase thepolarity of the silicone rubber, thus improving itsresistance to non-polar solvents. These types ofsilicones are known as fluorosilicone elastomers andare discussed in a separate chapter.General PropertiesThe unique properties of polydimethyl siloxaneelastomers arise primarily from the high bond energyof the silicon oxygen bonds along the backbone, andfrom the non-polar nature of the two methyl groupswhich are pendant from each of the silicon atoms.The result is an elastomer with good flexibility andcompression set resistance over a wide temperaturerange. The silicone oxygen bond results in a polymerwith excellent resistance to UV and ozone, as well aslong-term exposure to temperatures of 400°F (204°C)and intermittent exposure to temperatures as high as600°F (316°C). More importantly, silicone elastomersretain much of their tensile strength and compressionset resistance at these high temperatures. The largevolume of the silicon atom also results in a polymerwith a large amount of free space and flexibility.Consequently, silicone polymers have high gaspermeation rates and remain flexible to temperaturesas low as -60°F (-51°C). With the addition of phenylgroups on the backbone, the brittle point can belowered to -120°F (-84°C). The lack of polarity in thesilicone elastomer results in very good resistance topolar solvents such as water and alcohols. Non-polarsolvents such as aliphatic and aromatic hydrocarbonstend to swell silicones 200-300% and often require theuse of the more polar fluorosilicone elastomers.Resistance to many acids and salts is good, thoughstrong bases will degrade the polymer.Typical Applications• Automotive• Industrial• MedicalHoses, gaskets, seals, ignitioncable insulationAdhesives, oven door gaskets,seals, spongesImplantable devices, tubingRelative Adhesive Per<strong>for</strong>mance• High Primer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesiveAcetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• LowMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives All Except Plasticizer - Increase CA• T 80 CureNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – Increase58The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Silicone <strong>Rubber</strong> SE 456U by General ElectricLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: SE 456U 100 phr
Styrene-Butadiene <strong>Rubber</strong> (SBR)thermoset rubberTrade Names• Afpol• Buna• Copeflex• Duradene• Europrene• Kraton• Plioflex• Pliolite• Solprene• StereonManufacturerCal PolymersBayerCoperboFirestoneEnichemShell ChemicalGoodyearGoodyearHousmexFirestoneGeneral DescriptionSBR is <strong>for</strong>med via the copolymerization of styrene andbutadiene. This can be per<strong>for</strong>med as an emulsion orsolution polymerization. In emulsion polymerizations,the monomer is emulsified in a medium, such as water,using an emulsifying agent, such as soap. This can beper<strong>for</strong>med as a hot process at 122°F (50°C) or a coldprocess at 41-50°F (5-10°C). Solution polymerizationstypically occur in a hydrocarbon solution with an alkyllithium catalyst. Solution polymerizations offer improvedproperties due to the increased control of molecularweight and stereospecificity. In addition, emulsion SBRtypically contains 4-7% of non-rubber emulsifierresidues which solution SBR does not.General PropertiesApproximately 75% of the SBR produced in the USis used in tires. This is due to the superior abrasionresistance and traction of SBR. For tire applications,the glass transition temperature (Tg) is critical. If theTg is too high, the tires will become brittle in coldconditions. If the Tg is too low, the tire traction iscompromised. Consequently, any rubber with a Tgwhich is not between -58 and -94°F (-50 and -70°C)must be mixed with at least one other rubber <strong>for</strong> tireapplications. NR and SBR have Tgs which allow themto be used as the sole elastomer in a tire compound.The processing temperature of SBR has a large effecton the resulting properties of the material. Cold SBRhas better abrasion resistance and dynamic properties,as well as a higher capacity to be extended, than hotSBR. There<strong>for</strong>e, hot SBR is no longer used <strong>for</strong> tireapplications. Due to the increased control of solutionSBR, improved abrasion resistance, traction andhysteretic properties have been realized. Consequently,solution SBR is rapidly replacing emulsion SBR <strong>for</strong> tireproduction. The addition of carbon black has manyadvantageous effects on the properties of SBR. Inparticular, it increases the strength properties,hardness and dimensional stability of SBR. In addition,it can provide electrical and thermal conductivity, allwhile lowering cost.Typical Applications• Automotive Tires, hoses, belts• Industrial• Consumer• MiscellaneousFoamed products, extruded goodsShoe soles, waterproof materialsAdhesives, asphaltRelative Adhesive Per<strong>for</strong>mance• High• MediumMethyl CA - Loctite ® 496Super Bonder ® Instant AdhesiveSurface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantEffects of Formulation and Processing• Additives• T 80 CureHigh Styrene - IncreaseCarbon Black - IncreaseClay - IncreaseSilica - IncreaseStyrene Resin - IncreaseAromatic Oil - DecreaseProcessing Aid - IncreaseAntioxidant - IncreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent60The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Styrene Butadiene <strong>Rubber</strong> Plioflex by GoodyearLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Plioflex 1502 100 phr >220 ∆ >260 ∆ >260 ∆ >180 ∆ >190 ∆ 60 60 60 110Cold Emulsion Polymer, 23.5% Styrene >1.52 ∆ >1.79 ∆ >1.79 ∆ >1.24 ∆ >1.31 ∆ 0.41 0.41 0.41 0.76T 80 Cure Plioflex 1502 100 phr >220 ∆ >260 ∆ >260 ∆ >180 ∆ >110 ∆ 60 100 40 110Cured to 80% of Modulus at Full Cure >1.52 ∆ >1.79 ∆ >1.79 ∆ >1.24 ∆ >0.76 ∆ 0.41 0.69 0.28 0.76Cold Solution Polymer Firestone SBR 710 100 phr >220 ∆ >260 ∆ >260 ∆ >180 ∆ >110 ∆ 50 100 60 70>1.52 ∆ >1.79 ∆ >1.79 ∆ >1.24 ∆ >0.76 ∆ 0.34 0.69 0.41 0.48High Styrene Content Plioflex 1513 100 phr >310 ∆ >340 ∆ >260 ∆ >270 ∆ >290 ∆ 60 90 130 110Cold Emulsion Polymer, 40% Styrene >2.14 ∆ >2.34 ∆ >1.79 ∆ >1.86 ∆ >2.00 ∆ 0.41 0.62 0.90 0.76Carbon Black Plioflex 1502 100 phr >550 ∆ >560 ∆ >530 ∆ >360 ∆ >350 ∆ 60 140 110 110FEF N-550 15 phr >3.79 ∆ >3.86 ∆ >3.65 ∆ >2.48 ∆ >2.41 ∆ 0.41 0.97 0.76 0.76Calcium Carbonate Plioflex 1502 100 phr >220 ∆ >260 ∆ >260 ∆ >180 ∆ >190 ∆ 80 140 140 110Calcium Carbonate 60 phr >1.52 ∆ >1.79 ∆ >1.79 ∆ >1.24 ∆ >1.31 ∆ 0.55 0.97 0.97 0.76Clay Plioflex 1502 100 phr >410 ∆ >460 ∆ >390 ∆ 270 270 60 150 170 210Dixie Clay 60 phr >2.83 ∆ >3.17 ∆ >2.69 ∆ 1.86 1.86 0.41 1.03 1.17 1.45Silica Plioflex 1502 100 phr 460 >510 ∆ >570 ∆ 300 >330 ∆ 80 130 60 110Hi Sil 233 15 phr 3.17 >3.52 ∆ >3.93 ∆ 2.07 >2.28 ∆ 0.55 0.90 0.41 0.76Styrene Resin Plioflex 1502 100 phr >460 ∆ >510 ∆ >490 ∆ 370 450 90 170 130 180Resin S6B 25 phr >3.17 ∆ >3.52 ∆ >3.38 ∆ 2.55 3.10 0.62 1.17 0.90 1.24Aromatic Oil Plioflex 1502 100 phr >160 ∆ >170 ∆ >180 ∆ >180 ∆ >190 ∆ 40 60 60 110Aromatic Oil 37.5 phr >1.10 ∆ >1.17 ∆ >1.24 ∆ >1.24 ∆ >1.31 ∆ 0.28 0.41 0.41 0.76Processing Aid Plioflex 1502 100 phr >220 ∆ >310 ∆ >260 ∆ >180 ∆ >240 ∆ 60 90 80 110Struktol WB212 4 phr >1.52 ∆ >2.14 ∆ >1.79 ∆ >1.24 ∆ >1.65 ∆ 0.41 0.62 0.55 0.76Antioxidant Plioflex 1502 100 phr >220 ∆ >260 ∆ >260 ∆ >250 ∆ >250 ∆ 60 90 80 110DMQ 3 phr >1.52 ∆ >1.79 ∆ >1.79 ∆ >1.72 ∆ >1.72 ∆ 0.41 0.62 0.55 0.76Antistatic Plioflex 1502 100 phr >220 ∆ >260 ∆ >260 ∆ >180 ∆ >270 ∆ 60 120 60 110Armostat 550 5 phr >1.52 ∆ >1.79 ∆ >1.79 ∆ >1.24 ∆ >1.86 ∆ 0.41 083 0.41 0.76NOTES: = The addition of the indicated additive (or processing change) caused a statistically significant increase in the bond strength within 95% confidence limits.= The addition of the indicated additive (or processing change) caused a statistically significant decrease in the bond strength within 95% confidence limits.∆ = The <strong>for</strong>ce applied to the test specimens exceeded the strength of the material resulting in substrate failure be<strong>for</strong>e the actual bond strength achieved by theadhesive could be determined.Cure System andRein<strong>for</strong>cement Usedin All FormulationsStearic Acid 1.00 phrZinc Oxide 5.00 phrSulfur 2.50 phrMBTS 1.50 phrTMTD 0.10 phrCarbon Black FEF N-550 10.00 phrThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 61
Styrenic TPEs (S-B-S, S-I-S, S-EB-S)thermoplastic elastomerTrade Names• C-Flex• Coperflex• Dynaflex• Europrene SOL• K-Resin• Kraton• Rimflex• SolpreneManufacturerConceptCoperboGLS Corp.EniChemPhillipsShell Chemical Co.Synthetic <strong>Rubber</strong> Tech.HousmexGeneral DescriptionStyrenic TPEs are block copolymers of styrene and adiene. In block copolymers, there are two distinctphases present. Each phase is composed of repeatingsegments of the same molecule. The simplestarrangement being A-B-A or a three-block structure.The dienes most commonly used are butadiene (S-B-S), isoprene (S-I-S) and ethylene-cobutylene (S-EB-S),an olefinic pair. The A indicates the hard copolymerblocks, and the B indicates the soft blocks. A blockcopolymer with an A-B or B-A-B backbone would nothave the desired properties of a TPE because the endsof the elastomeric regions would not be anchored incrystalline regions of the TPE.General PropertiesStyrenic TPEs are typically the lowest cost TPEs butalso have the lowest per<strong>for</strong>mance. Specific gravitiesrange from 0.9 to 1.1, hardnesses range from 33 ShoreA to 55 Shore D, and ultimate tensile strengths rangefrom 500 to 4000 psi (3.5 to 27.6 MPa). Due to thenon-polar nature of the backbone, styrenic TPEs canbe extended with hydrocarbon-based oils and haveexcellent chemical resistance to polar solvents suchas aqueous solutions, acetones and alcohols. However,this results in poor resistance to such non-polar solventsas oils, fuel and hydrocarbon solvents. As the styrenecontent is increased, the TPE changes from a weak,soft material to a strong elastomer and then willeventually become leathery. At styrene contents above75%, they are hard, clear, glass-like products which areused as impact resistant polystyrene. Increasing thestyrene content hardens the polymer, while theaddition of extending oil softens the polymer. Bothincrease its processability. The weathering resistanceof styrenic rubbers is dictated by the soft elastomersegment. S-B-S and S-I-S structures have a doublebond per original monomer unit in the backbone. Thisunsaturation limits their thermal, chemical andweathering resistance. Alternatively, S-EB-S has acompletely aliphatic backbone resulting in its superiorweatherability. Compounds based on S-EB-S normallycontain polypropylene which increases the solventresistance, service temperature and processability.Useful service temperatures are low <strong>for</strong> styrenic TPEsranging from -70 to 200°F (-57 to 93°C).Typical Applications• Automotive Hoses, tubing• Consumer• Electrical• MiscellaneousFootwear solesInsulation and jackets <strong>for</strong> wireand cableSealants, coatings, caulkingadhesives, modified thermoplasticsRelative Adhesive Per<strong>for</strong>mance• High Surface Insensitive CA - Loctite ®401 Prism ® Instant AdhesivePrimer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® PrimerLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• Medium Methyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant Adhesive• Low Acetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveEffects of Formulation and Processing• Additives• T 80 CureCarbon Black - IncreaseSilica - IncreaseWhiting - DecreaseAromatic Oil - DecreaseNaphthenic Oil - DecreasePlasticizer - DecreaseEVA Blend - DecreasePE Blend - IncreaseAntistat - DecreaseC-Flex - DecreaseNo Trend ApparentSurface Treatments• Loctite ® 770 Prism ® Primer – No Trend Apparent62The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)Styrene Butadiene TPE Kraton by Shell Chemical and C-Flex by Concept Polymer TechnologyLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveControl: Kraton G 1650 100 phr 290 >510 ∆ 370 230 230 90 170 170 660S-EB-S 2.00 >3.52 ∆ 2.55 1.59 1.59 0.62 1.17 1.17 4.55Carbon Black Kraton G 1650 100 phr 530 >810 ∆ 570 360 620 50 170 280 660N-550 100 phr 3.65 >5.59 ∆ 3.93 2.48 4.27 0.34 1.17 1.93 4.55Clay Kraton G 1650 100 phr 220 510 580 320 340 50 170 230 >1090 ∆Dixie Clay 100 phr 1.52 3.52 4.00 2.21 2.34 0.34 1.17 1.59 >7.52 ∆Silica Kraton G 1650 100 phr 440 >550 ∆ >550 ∆ 390 510 30 60 390 >660 ∆Hi Sil 233 50 phr 3.03 >3.52 ∆ >3.79 ∆ 2.69 3.52 0.21 0.41 2.69 >4.55 ∆Whiting Kraton G 1650 100 phr 50 180 >200 ∆ 40 40 30 30 30 180Precipitated Whiting 100 phr 0.34 1.24 >1.35 ∆ 0.28 0.28 0.21 0.21 0.21 1.24Aromatic Oil Kraton G 1650 100 phr 140 >300 ∆ 150 150 140 20 50 40 160Aromatic Oil 100 phr 0.97 >2.07 ∆ 1.03 1.03 0.97 0.14 0.34 0.28 1.10Naphthenic Oil Kraton G 1650 100 phr 80 300 >370 ∆ 90 80 2.55 ∆ 0.62 0.55
<strong>Thermoplastic</strong> Vulcanizates (TPV)thermoplastic elastomerTrade Names• Geolast• SantopreneManufacturerAdvanced Elastomer SystemsAdvanced Elastomer SystemsTypical Applications• AutomotiveAir ducts, rack and pinion steeringboots, motor drive beltsGeneral Description<strong>Thermoplastic</strong> vulcanizates are elastomeric alloysof a continuous plastic phase and a fine dispersionof dynamically vulcanized rubber. Santoprene, <strong>for</strong>example, uses polypropylene as the plastic phasewith EPDM as the rubber phase. Geolast also usespolypropylene <strong>for</strong> the plastic phase, however, nitrilerubber is used <strong>for</strong> the thermoset rubber phase.Generally, these compounds derive their physicalproperties from the interaction of the two phases anddo not use the fillers and extenders commonly usedwith most thermoset rubber systems. Consequently,material properties are primarily a function of the typeand level of vulcanizate and its degree of cross-linking.Even though TPVs contain a vulcanizate phase, thesematerials can still be processed by commonthermoplastic processing equipment such as extrusion,injection molding, blow molding, thermo<strong>for</strong>mingand calendering.General PropertiesIn general, TPVs offer the per<strong>for</strong>mance propertiesof a thermoset rubber with the processing ease of athermoplastic. These properties include good tensilestrength, good abrasion resistance and outstandingfatigue flex resistance. The saturated nature of theolefinic backbone in the Santoprene and Geolastplastic phases, coupled with the highly cross-linkednature of their vulcanizate phases, gives them excellentchemical resistance, as well as good thermal andweathering resistance. Santoprene has shown goodproperty retention after long-term exposure to acids,bases, and aqueous solutions. Resistance to oils andother hydrocarbons varies with grade and fluid type.However, the higher the polarity of the fluid, the morelikely it is to attack Santoprene. For increased oilresistance, Geolast offers superior per<strong>for</strong>mancebecause it utilizes nitrile as the vulcanizate phaserather than EPDM. Unlike most TPEs, which soften athigh temperatures, TPVs have shown good propertyretention at temperatures as high as 275°F (135°C) andgood compression set resistance at temperatures ashigh as 212°F (100°C). Their low temperatureper<strong>for</strong>mance is also good with brittle pointsbelow -67°F (-55°C).• Construction• Electrical• Medical• MiscellaneousGlazing seals, expansion jointsSpecialty wire and cable insulationDrug vial stoppers, grommets,syringe plunger tips, volumetricinfusion pump tipsSander grips, squeegees, dustseals, clothes washer filter sealsRelative Adhesive Per<strong>for</strong>mance• High Primer - Loctite ® 401 Prism ®Instant Adhesive with Loctite ®770 Prism ® Primer• Medium Surface Insensitive CA - Loctite ®401 Prism ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®4204 Prism ® Instant AdhesiveTwo-Part No-Mix Acrylic - Loctite ®330 Depend ® AdhesiveLight Curing Acrylic - Loctite ® 3105Light Cure Adhesive• LowMethyl CA - Loctite ® 496Super Bonder ® Instant Adhesive<strong>Rubber</strong> Toughened CA - Loctite ®480 Prism ® Instant AdhesiveAcetoxy Silicone - Loctite ® Superflex ®RTV Silicone Adhesive SealantOxime Silicone - Loctite ® 5900 ® FlangeSealant, Heavy BodyEffects of Formulation and Processing• Additives Grey Concentrate - IncreaseSurface Treatments• Loctite ® 770 Prism ® Primer – Increase64The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
ADHESIVE SHEAR STRENGTH(psi)(MPa)<strong>Thermoplastic</strong> Vulcanizates Santoprene and Geolast by Advanced Elastomer SystemsLoctite ® Brand AdhesivesLoctite ®Loctite ® 401 Prism ® Loctite ® Loctite ® Loctite ®496 Super Loctite ® Instant Adhesive Loctite ® Loctite ® Superflex ® 5900 ® Loctite ® 3105Bonder ® 401 Prism ® with Loctite ® 770 480 Prism ® 4204 Prism ® RTV Silicone Flange Sealant, 330 Depend ® Light CureInstant Adhesive Instant Adhesive Prism ® Primer Instant Adhesive Instant Adhesive Adhesive Sealant Heavy Body Adhesive AdhesiveSantoprene 101-55 Santoprene 101-55 100 phr 30 80 220 20 20 20 60 50 1200.21 0.55 1.52 0.14 0.14 0.14 0.41 0.34 0.83Santoprene 101-73 Santoprene 101-73 100 phr 390 ∆ 90 140 20 60 110 2102.69 ∆ 0.62 0.97 0.14 0.41 0.76 1.45Santoprene 103-50 Santoprene 103-50 100 phr
Adhesive Joint <strong>Design</strong>IntroductionIn this section, the terms and concepts related tojoint design are divided into three categories whichinclude:• Types of Joints • Joint Stress Distribution • <strong>Design</strong><strong>Guide</strong>linesBe<strong>for</strong>e looking at different types of joints, a fewterms need to be explained.Types of JointsThe specific types of joints which will be examined inthis section include:• Lap/Overlap • Joggle Lap • Butt Joint • Scarf Joint• Strap/Double Strap • CylindricalLap/Overlap Joint: A lap joint, also called anoverlap joint, is <strong>for</strong>med by placing one substratepartially over another substrate.Joint: A joint is the location where an adhesive joinstwo substrates.Joint Geometry: Joint geometry refers to the generalshape of an adhesive bond. Is the shape of the bondlong and narrow, short and wide, thick or thin?Joggle Lap Joint: The joggle lap joint is an offsetjoint and is very similar to the lap joint.Butt Joint: A butt joint is <strong>for</strong>med by bonding twoobjects end to end.Scarf Joint: A scarf joint is an angular butt joint.Cutting the joint at an angle increases the surfacearea.Strap Joint (Single or Double): A strap joint is acombination overlap joint with a butt joint.Cylindrical Joint: A cylindrical joint uses a butt jointto join two cylindrical objects.66The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
Joint Stress DistributionJoint stress distribution is the location of stresseswithin a bond.Stress: Usually expressed as Newtons per squaremeter (N/m 2 ), which is equivalent to a Pascal (Pa.)In the English system, stress is normally expressedin pounds per square inch (psi).Types of StressesThere are several types of stresses commonly found inadhesive bonds which include:• Shear• Tensile• Compressive• Peel• CleavageShear Stress: A shear stress resultsin two surfaces sliding over oneanother.ABABA B A BABTensile and Compressive StressDistribution: When a bondexperiences either a tensile or acompressive stress, the joint stressdistribution is illustrated as a straightline. The stress is evenly distributedacross the entire bond. Tensile stressalso tends to elongate an object.ABABPeel Stress: A peel stress occurswhen a flexible substrate is beinglifted or peeled from the othersubstrate.NOTE: The stress is concentrated atone end.Cleavage Stress: A cleavage stressoccurs when rigid substrates arebeing opened at one end.NOTE: The stress is concentratedat one end.ABABThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 67
<strong>Design</strong> <strong>Guide</strong>linesEngineers must have a good understanding of howstress is distributed across a joint which is under anapplied <strong>for</strong>ce. There are several design guidelineswhich should be considered when designing anadhesive joint.• Maximize Shear/Minimize Peel and CleavageNote from the stress distribution curve <strong>for</strong> cleavageand peel, that these bonds do not resist stress verywell. The stress is located at one end of the bondline. Whereas, in the case of shear, both ends of thebond resist the stress.• Maximize Compression/Minimize TensileNote from the stress distribution curve <strong>for</strong>compression and tension, that stress was uni<strong>for</strong>mlydistributed across the bond. In most adhesive films,the compressive strength is greater than the tensilestrength. An adhesive joint which is feeling acompressive <strong>for</strong>ce is less likely to fail than a jointundergoing tension.• Joint Width More Important Than OverlapNote from the shear stress distribution curve, thatthe ends of the bond resist a greater amount ofstress than does the middle of the bond. If thewidth of the bond is increased, the bond area ateach end also increases; the overall result is astronger joint.In this same overlap joint, if the overlapping lengthis greatly increased, there is little, if any, change inthe bond strength. The contribution of the ends isnot increased. The geometry of the ends has notchanged, thus their contribution to the bondstrength has not changed.• Bond Shear Strength Width vs OverlapAs a general rule, increase the joint width ratherthan the overlap area (“wider is better”).Mathematical ConversionsThe following are some common conversions thatmight be helpful when utilizing Loctite ® brandproducts:• 1 milliliter (ml) = 1 cubic centimeter (cc)• 1,000 ml = 1 liter• 29.5 ml = 1 fl. oz.• 3.78 liters = 1 gallon• 473 ml = 1 pint• 454 grams = 1 lb.• 947 ml = 1 quart• 1 kilogram = 2.2 lbs.• Weight to Volume: grams ÷ specific gravity = cc (ml)• Volume to Weight: cc (ml) x specific gravity = grams• Density = specific gravity x 0.99823• Centipoises = centistokes x density (at a given temp.)• Temperature: degrees F - 32 x 0.556 = degrees Cdegrees C x 2 - 10% + 32 = degrees F• Square Inches to Square Feet: ÷ by 144• Square Feet to Square Inches: x by 144• In./lbs. ÷ 12 = ft./lbs.• Ft./lbs. x 12 = in./lbs.• 16 in. oz. = 1 in. lb.• 192 in. oz. = 1 ft. lb.Area CoverageFlat Parts:Length(in.) x Width(in.) x bond line Thickness(in.) x16.4 = cc/ml requirement per partNon-threaded Cylindrical Parts:Diameter x Engagement Length x bond lineThickness (on radius/per side) x 3.14 x 16.4 =cc/ml requirement per partPotting/ Encapsulating Applications:Area (3.14 x R2 ) x Potting Depth x 16.4 = cc/mlrequirement per partFor no induced gap, make the bond line thickness figure 0.001".16.4 is a constant <strong>for</strong> converting cubic inches to cubic centimeters.68The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
Test MethodologyDetermining The Experimental MatrixThe Selection of AdhesivesIt was desired to evaluate adhesives from all familiesthat are best suited <strong>for</strong> bonding elastomers. Thefamilies were identified as cyanoacrylates; no-mixand static mix acrylics; hot melts; epoxies;polyurethanes; silicones; and light curing acrylics.From each of these categories, an adhesive was thenselected which was believed to be representative ofthe per<strong>for</strong>mance of that family of adhesives whenbonding elastomers. The adhesives which wereselected are tabulated in the table on the right:The Selection of <strong>Elastomers</strong>The various types of elastomers which are currentlyavailable were surveyed, and twenty-six of the mostcommonly used elastomers were selected <strong>for</strong>testing. The specific <strong>for</strong>mulations of theseelastomers which were evaluated were chosenin one of the two following ways:Specialty Formulations1. A grade of the elastomer which had no fillers oradditives was selected and tested <strong>for</strong> bondstrength per<strong>for</strong>mance with the a<strong>for</strong>ementionedadhesives. This was the control which was usedto determine the effect of additives, fillers andprocessing changes on the bondability of anelastomer.2. The most common additives and fillers used witheach elastomer were identified. Variations inpolymer structure which differentiate differentgrades of the elastomer were also identified. Forexample, acrylonitrile level in nitrile rubber or vinylacetate level in ethylene-vinyl acetate copolymer.3. A separate <strong>for</strong>mulation of the elastomer wascompounded which represented a high level ofadditive or filler, a processing change or avariation in the polymer structure.4. Adhesive bond strength evaluations wereper<strong>for</strong>med.5. The results were analyzed to determine if thefiller, additive or change in polymer structureresulted in a statistically significant change in thebondability of the elastomer in comparison withthe unfilled control within 95% confidence limits.Commercially Available GradesFor five elastomers, commercially available grades wereselected to represent a cross section of the variousgrades which were available and tested <strong>for</strong> bondstrength.AdhesiveLoctite ® 496 Super Bonder ® InstantAdhesiveLoctite ® 401 Prism ® Instant AdhesiveMEDICAL: Loctite ® 4011 Prism ®Loctite ® 414 Super Bonder ® InstantAdhesiveLoctite ® 480 Prism ® Instant AdhesiveLoctite ® 4204 Prism ® InstantAdhesiveLoctite ® 4851 Prism ® Instant AdhesiveMEDICAL: Loctite ® 4851 Prism ®Loctite ® 4861 Prism ® Instant AdhesiveMEDICAL: Loctite ® 4861 Prism ®Loctite ® 401 Prism ® Instant AdhesiveLoctite ® 770 Prism ® PrimerMEDICAL: Loctite ® 4011 Prism ®Loctite ® 7701 Prism ® PrimerLoctite ® 401 Prism ® Instant AdhesiveLoctite ® 793 Prism ® PrimerLoctite ® 330 Depend ® AdhesiveLoctite ® 3030 AdhesiveLoctite ® H3000 SpeedbonderLoctite ® H4500 SpeedbonderLoctite ® 3105 Light Cure AdhesiveMEDICAL: Loctite ® 3105Loctite ® 4305 Flashcure ® Light CureAdhesive FLUORESCENT: Loctite ®4307 Flashcure ® Light Cure AdhesiveLoctite ® E-00CL Hysol ® Epoxy Adh.Loctite ® E-90FL Hysol ® Epoxy Adh.Loctite ® E-30CL Hysol ® Epoxy Adh.MEDICAL: Loctite ® E-31CL Hysol ®Loctite ® E-20HP Hysol ® Epoxy Adh.MEDICAL: Loctite ® E-21HP Hysol ®Loctite ® E-40FL Hysol ® Epoxy Adh.Loctite ® E-214HP Hysol ® Epoxy Adh.Loctite ® 3631 Hysol ® Hot Melt Adh.Loctite ® 7804 Hysol ® Hot Melt Adh.Loctite ® 1942 Hysol ® Hot Melt Adh.Loctite ® Fixmaster ® Rapid <strong>Rubber</strong> RepairOEM: Loctite ® U-04FL Hysol ®Loctite ® Fixmaster ® EpoxyLoctite ® Superflex ® RTVLoctite ® 5900 ® Flange SealantAdhesive DescriptionMethyl cyanoacrylateSurface sensitive ethylcyanoacrylateGeneral-purpose ethyl instantadhesive<strong>Rubber</strong> toughened ethylcyanoacrylateClear, rubber toughened,surface insensitive, thermallyresistant cyanoacrylateFlexible instant adhesiveFlexible instant adhesiveSurface insensitive ethyl instantadhesives used in conjunctionwith polyolefin primerSurface insensitive ethyl instantadhesives used in conjunctionwith polyolefin primerTwo-part no-mix acrylicadhesivePolyolefin BonderTwo-part acrylicTwo-part acrylicLight cure acrylic adhesiveLight cure adhesiveFast setting epoxyTough, flexible epoxyClear, glass bonding epoxyHigh strength epoxyHigh strength epoxyOne component heat cureepoxyReactive urethane hot meltPolyamide hot meltEVA hot meltRapid rubber repair urethanetwo-part fast setting urethaneHigh per<strong>for</strong>mance epoxyRTV silicone adhesive sealantHeavy body RTV flange sealantThe Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 69
Determining The Test MethodThe lap shear test method (ASTM D1002) is typicallyused to determine adhesive shear strengths. However,because it was designed <strong>for</strong> use with metals, it hasseveral serious limitations when evaluating elastomers.For example, because elastomers have much lowertensile strength than metals, the lap shear specimensare much more likely to experience substrate failurethan the metal lap shear specimens. This makes thecomparative analysis of different adhesives on anelastomer very difficult, since many of the adhesiveswill achieve substrate failure, rendering it impossibleto make per<strong>for</strong>mance comparisons. Another majordisadvantage to using the lap shear test method isthat elastomers will de<strong>for</strong>m more readily than metalas a result of their lower moduli. This results in severepart de<strong>for</strong>mation which introduces peel and cleavage<strong>for</strong>ces on the joint. While this cannot be avoided whiletesting elastomers, especially under high loads,providing a rigid support <strong>for</strong> the rubber can minimizethis effect. For this testing, the rubber samples werebonded to steel lap shears to provide this rigid support.Proper selection of the joint overlap can also givebond strength results which more accurately reflect theadhesive bond strength. When testing flexible materialsin a lap joint, it is desirable to minimize the overlap toproduce as uni<strong>for</strong>m a stress distribution as possibleover the bond area. Due to the flexibility of elastomericmaterials, stresses on a lap joint are concentrated onthe leading edge of the bonded assembly. As a result,when the overlap length is increased, the measuredbond strength appears to drop. This occurs becausethe area of the joint increases, but the <strong>for</strong>ce that thejoint can withstand does not increase proportionately,since it is still concentrated on the leading edges ofthe joint. Through experimentation, it was found thatdecreasing the overlap below 0.25" did not significantlyincrease the measured bond strength. As a result,it was concluded that the stress distribution overthis bond area was sufficiently uni<strong>for</strong>m to use <strong>for</strong>comparative testing.The flexibility and low tensile strength inherent inelastomeric materials make it difficult to design a testspecimen which will omit peel <strong>for</strong>ces and notexperience substrate failure at low loadings. This isparticularly difficult when the test specimen must becompatible with a large-scale test program, that is, itmust be amenable to consistent assembly in largenumbers. The test assembly which was selected toaddress these concerns in this test program is shownin Figure 1.1" x 4" x 1/16" steel lapshear specimen1/4" overlapFigure 1 <strong>Rubber</strong> <strong>Bonding</strong> Test Specimen1" x 1" x 1/8" rubber specimensLimitationsWhile the bond strengths in this guide give a goodindication of the typical strengths that can be achievedwith many elastomers, as well as the effect of manyfillers and additives, they also face several limitations.For example, the additives and fillers were selectedbecause they were believed to be representative ofthe most commonly used additives and fillers. Thereare, however, many types of each additive and fillerproduced by many different companies, as well asdifferent types of the same additives and/or fillers.These additives and fillers may not influence thebondability of an elastomer consistently. In addition,the additives and fillers were tested individually in thisguide. Consequently, the effect of interactions betweenthese different fillers and additives on the bondabilityof materials could not be determined.Another consideration that must be kept in mindwhen using this data to select an adhesive/elastomercombination is how well the test method will reflectthe stresses that an adhesively bonded joint will see in“real world” applications. Adhesively bonded joints aredesigned to maximize tensile and compressive stressesand to minimize peel and cleavage stresses. Theoptimum adhesive joint will have a much largermagnitude of the <strong>for</strong>mer two stresses than of the lattertwo. Thus, the shear strength of an adhesive isgenerally most critical to adhesive joint per<strong>for</strong>mance.However, since all adhesive joints will experience peeland cleavage stresses to some degree, their effectsshould not be disregarded.Finally, selecting the best adhesive <strong>for</strong> a givenapplication involves more than selecting the adhesivewhich provides the highest bond strength. Otherfactors such as speed of cure, environmentalresistance, thermal resistance, suitability <strong>for</strong>automation and price will play a large role indetermining the optimum adhesive system <strong>for</strong> agiven application. It is suggested that the reader referto the chapters which explain the properties of thevarious adhesives in greater detail be<strong>for</strong>e choosingthe best adhesive <strong>for</strong> an application.70The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
Test MethodsSubstrate Preparation1. Substrates were cut into 1" by 1" by 0.125"block shear test specimens.2. All bonding surfaces were cleaned with isopropylalcohol.Adhesive Application and Cure MethodCyanoacrylates(Loctite ® 496 Super Bonder ® , 401 Prism ® ,414 Super Bonder ® , 480 Prism ® , 4204Prism ® , 4851 Prism ® and 4861 Prism ® InstantAdhesives)1. Adhesive was applied in an even film to one testspecimen.2. A second test specimen was mated to the firstwith a 0.5" overlap (bond area = 0.5 in 2 ).3. The block shear assembly was clamped with twoBrink and Cotton No. 1 clamps.4. The bonded assembly was allowed to cure atambient conditions <strong>for</strong> 1 week be<strong>for</strong>e testing.Cyanoacrylates with Polyolefin Primers(Loctite ® 401 Prism ® Instant Adhesive andLoctite ® 770 Prism ® Primer, Loctite ® 401Prism ® Instant Adhesive and Loctite ® 793Prism ® Primer)1. Polyolefin primer was brushed onto each bondingsurface.2. The polyolefin primer’s carrier solvent was allowedto flash off.3. Adhesive was applied in an even film to onesubstrate.4. The second test specimen was mated to the firstwith a 0.5" overlap (bond area = 0.5 in 2 ).5. The block shear assembly was clamped with twoBrink and Cotton No. 1 clamps.6. The bonded assembly was allowed to cure atambient conditions <strong>for</strong> 1 week be<strong>for</strong>e testing.Two-Part No-Mix Acrylic(Loctite ® 330 Depend ® Adhesive)1. Loctite ® 7387 Depend ® Activator was sprayed onone test specimen.2. The activator’s carrier solvent was allowed to flashoff <strong>for</strong> more than two minutes.3. Loctite ® 330 Depend ® Adhesive was applied in aneven film to a second test specimen.4. Within 30 minutes, the second test specimen wasmated to the first with a 0.5" overlap (bond area=0.5 in 2 ).5. The block shear assembly was clamped with twoBrink and Cotton No. 1 clamps.6. The bonded assembly was allowed to cure atambient conditions <strong>for</strong> one week be<strong>for</strong>e testing.Light Cure Adhesives(Loctite ® 3105 Light Cure Adhesive, Loctite ®4305 Flashcure ® Light Cure Adhesive)1. Adhesive was applied in an even film to one testspecimen.2. A UV transparent, polycarbonate 1" by 1" by 0.125"test specimen was cleaned with isopropyl alcohol.3. The second test specimen was mated to the firstwith a 0.5" overlap (bond area = 0.5 in 2 ).4. The block shear assembly was irradiated (throughthe polycarbonate) by an ultraviolet light source <strong>for</strong>30 seconds to cure the adhesive. The ultravioletlight source used was a Fusion UV Curing System,equipped with an H-bulb having an irradiance ofapproximately 100 mW/cm 2 @ 365 nm.5. The assembly was left at ambient conditions <strong>for</strong>one week prior to testing.The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 71
Block Shear Test Method1. Assemblies were tested on an Instron 4204mechanical properties tester, equipped with a 50kN load cell, and a pull speed of 0.05"/minute.2. Five replicates of each assembly were tested.Two-Part Static Mix Adhesives(Loctite ® E-00CL Hysol ® Epoxy Adhesive,Loctite ® E-90FL Hysol ® Epoxy Adhesive,Loctite ® E-30CL Hysol ® Epoxy Adhesive,Loctite ® E-20HP Hysol ® Epoxy Adhesive,Loctite ® E-40FL Hysol ® Epoxy Adhesive,Loctite ® 3030 Adhesive, Polyolefin Bonder,Loctite ® H3000 Speedbonder Structural Adhesive,Loctite ® H4500 Speedbonder Structural Adhesive,Loctite ® Fixmaster ® Rapid <strong>Rubber</strong> Repair,Loctite ® Fixmaster ® Epoxy)1. The adhesive was dispensed onto the end of onelapshear through an appropriate static mixingnozzle to achieve thorough mixing of the twoadhesive components.2. A second lapshear was mated to the first with anoverlap area of 0.5 in 2 .3. The mated assembly was clamped with two clampsthat exerted a clamping <strong>for</strong>ce ofapproximately 20 lb.4. The bonded assembly was allowed to cure <strong>for</strong> oneweek at ambient conditions be<strong>for</strong>e conditioningand testing.One-Part Heat Cure Epoxy Adhesive(Loctite ® E-214HP Hysol ® Epoxy Adhesive)1. Adhesive was applied in an even film to the end ofone lapshear.2. A second lapshear was mated to the first with anoverlap area of 0.5 in 2 .3. The mated assembly was clamped with two clampsthat exerted a clamping <strong>for</strong>ce of approximately 20lb.4. The clamped assembly was heated at 350°F(177°C) <strong>for</strong> 1 hour.5. The assembly was left at ambient conditions <strong>for</strong>one week prior to conditioning and testing.Moisture Cure Products(Loctite ® Superflex 595 RTV, Loctite ® 5900 ®Flange Sealant, Loctite® 3631 Hysol ® Hot MeltAdhesive)1. Adhesive was applied in an even film to the end ofone lap shear.2. A short length of 10 mil thick wire was embeddedin the sealant to induce a 10 mil gap between thebonded lap shears (except <strong>for</strong> Loctite® 3631Hysol® Hot Melt Adhesive).3. A second lapshear was mated to the first with anoverlap area of 0.5 in 2 .4. The mated assembly was clamped with two clampsthat exerted a clamping <strong>for</strong>ce ofapproximately 20 lb.5. The mated assembly was allowed to moisture cure<strong>for</strong> one week prior to conditioning and testing.Hot Melt Products(Loctite ® 7804 and 1942 Hysol ® Hot MeltAdhesives)1. The adhesive was heated to its dispensetemperature in the appropriate hot melt dispenser.2. Adhesive was applied in an even film to the end ofone lapshear.3. A second lapshear was mated to the first with anoverlap area of 0.5 in 2 .4. The mated assembly was clamped with two clampsthat exerted a clamping <strong>for</strong>ce ofapproximately 20 lb.5. The assemblies were left at ambient conditions <strong>for</strong>one week prior to conditioning and testing.72The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
Index of Trade Names and AcronymsTrade Name/Acronym Elastomer Type Manufacturer/Comment PageACM Polyacrylate <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 46Afpol Styrene-Butadiene <strong>Rubber</strong> Cal Polymers 60Alcryn Melt Processible <strong>Rubber</strong> DuPont 36Baypren Polychloroprene Bayer 40BIIR Halogenated Butyl <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 33Blensil Silicone General Electric Silicones 58Breon Nitrile <strong>Rubber</strong> B.P. Chemicals 42Buna Styrene-Butadiene <strong>Rubber</strong> Bayer 60Butaclor Polychloroprene Enichem <strong>Elastomers</strong> 40C-Flex Styrenic TPE Concept 62Chemigum Nitrile <strong>Rubber</strong> Goodyear 42CIIR Halogenated Butyl <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 32CO Epichlorohydrin <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 20Compo Crepe Natural <strong>Rubber</strong> International Type of NR 38Copeflex Styrene-Butadiene <strong>Rubber</strong> Coperbo 60Coperflex Styrenic TPE Coperbo 62CR Polychloroprene Acronym <strong>for</strong> Elastomer 40CSM Chlorosulfonated Polyethylene Acronym <strong>for</strong> Elastomer 16Dai-el Fluorocarbon <strong>Rubber</strong>s Daikin 28Duradene Styrene-Butadiene <strong>Rubber</strong> Firestone 60Dynaflex Styrenic TPE GLS Corporation 62Ecdel Copolyester TPE Eastman 18ECO Epichlorohydrin <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 20EEA Ethylene Acrylic <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 22Elastosil Silicone Wacker Chemical Corporation 58Elvax Etylene-Vinyl Acetate DuPont 26Engage Polyolefin DuPont Dow <strong>Elastomers</strong> 50EPDM Ethylene Propylene <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 24EPM Ethylene Propylene <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 24Epsyn Ethylene Propylene <strong>Rubber</strong> Copolymer <strong>Rubber</strong> Co. 22Escorene Etylene-Vinyl Acetate Exxon Chemical 26Estate Brown Crepe Natural <strong>Rubber</strong> International Type of NR 38Europrene SOL Styrenic TPE Enichem 62Europrene Styrene-Butadiene <strong>Rubber</strong> Enichem 60Europrene Polyacrylate <strong>Rubber</strong> Enichem <strong>Elastomers</strong> America 46EVA Ethylene Vinyl Acetate Acronym <strong>for</strong> Elastomer 26Evazote Ethylene Vinyl Acetate B.P. Chemicals 26Exxon Bromobutyl Halogenated Butyl <strong>Rubber</strong> Exxon Chemical 32Exxon Butyl Butyl <strong>Rubber</strong> Exxon Chemical 14Exxon Chlorobutyl Halogenated Butyl <strong>Rubber</strong> Exxon Chemical 32FE Fluorosilicone <strong>Rubber</strong> Shinetsu Chemical 30FKM Fluorocarbon <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 28Flat Bark Crepe Natural <strong>Rubber</strong> International Type of NR 38Fluorel Fluorocarbon <strong>Rubber</strong> 3M 28The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 73
Trade Name/Acronym Elastomer Type Manufacturer/Comment PageFSE Fluorosilicone <strong>Rubber</strong> General Electric 30FVMQ Fluorosilicone <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 30GCO Epichlorohydrin <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 20GECO Epichlorohydrin <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 20Geolast <strong>Thermoplastic</strong> Vulcanizate Advanced Elastomer Systems 64GPO Poly(propylene oxide) <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 52Hercuprene Polyolefin J-Von 50H-NBR Hydrogenated Nitrile <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 34HSN Hydrogenated Nitrile <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 34Humex Nitrile <strong>Rubber</strong> Huels Mexicanos 42Hycar Polyacrylate <strong>Rubber</strong> B.F. Goodrich 46Hydrin Epichlorohydrin <strong>Rubber</strong> Zeon 20Hypalon Chlorosulfonated Polyethylene DuPont 16HyTemp Polyacrylate <strong>Rubber</strong> Zeon Chemical 46Hytrel Copolyester TPE DuPont 18IIR Butyl <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 14IR Polyisoprene Acronym <strong>for</strong> Elastomer 48Isolene Polyisoprene Hardman 48Kalrez Fluorocarbon <strong>Rubber</strong> DuPont 28Kraton Styrene-Butadiene <strong>Rubber</strong> Shell Chemical 60Kraton Styrenic TPE Shell Chemical 62K-Resin Styrenic TPE Phillips 62Krynac Nitrile <strong>Rubber</strong> Polysar International 42Lomod Copolyester TPE General Electric 18LP Polysulfide <strong>Rubber</strong> Morton Thiokol 54LS Fluorosilicone <strong>Rubber</strong>s Dow Corning 30MPR Melt Processible <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 36MQ Silicone <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 58Natsyn Polyisoprene Goodyear 48NBR Nitrile <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 42Neoprene Polychloroprene DuPont 40Nipol Polyisoprene Goldsmith & Eggleton 48Nipol Nitrile <strong>Rubber</strong> Nippon Zeon 42Nordel Ethylene Propylene <strong>Rubber</strong> DuPont 24NR Natural <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 38Nysen Nitrile <strong>Rubber</strong> Copolymer <strong>Rubber</strong> 42Pale Crepe Natural <strong>Rubber</strong> International Type of NR 38Parel Poly(propylene oxide) <strong>Rubber</strong> Zeon Chemical 52Pebax Polyether Block Amide Arkema Inc. 44Perbunan Nitrile <strong>Rubber</strong> Mobay 42Plioflex Styrene-Butadiene <strong>Rubber</strong> Goodyear 60Pliolite Styrene-Butadiene <strong>Rubber</strong> Goodyear 60PMQ Silicone <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 58POE Polyolefin Acronym <strong>for</strong> Elastomer 50Polysar EPDM Ethylene Propylene <strong>Rubber</strong> Bayer 24Polysar Bromobutyl Halogenated Butyl <strong>Rubber</strong> Bayer 32Polysar Butyl Butyl <strong>Rubber</strong> Bayer 1474The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
Trade Name/Acronym Elastomer Type Manufacturer/Comment PagePolysar Chlorobutyl Halogenated Butyl <strong>Rubber</strong> Bayer 32Pure Smoked Blanket Crepe Natural <strong>Rubber</strong> International Type of NR 38PVMQ Silicone <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 58Ribbed Smoked Sheet Natural <strong>Rubber</strong> International Type of NR 38Rimflex Styrenic TPE Synthetic <strong>Rubber</strong> Technologies 62Riteflex Copolyester TPE Hoescht Celanese 18Royalene Ethylene Propylene <strong>Rubber</strong> Uniroyal Chemical 24Royaltherm Silicone-Modified EPDM Uniroyal Chemical 56Santoprene <strong>Thermoplastic</strong> Vulcanizate Advanced Elastomer Systems 64Sarlink Polyolefin DSM <strong>Thermoplastic</strong> 50SBR Styrene-Butadiene <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 60S-B-S Styrenic TPE Acronym <strong>for</strong> Elastomer 62S-EB-S Styrenic TPE Acronym <strong>for</strong> Elastomer 62Silastic Silicone Dow Corning STI 58S-I-S Styrenic TPE Acronym <strong>for</strong> Elastomer 62Ski-3 Polyisoprene Alcan 48Solprene Styrene-Butadiene <strong>Rubber</strong> Housmex 60Solprene Styrenic TPE Housmex 62Stereon Styrene-Butadiene <strong>Rubber</strong> Firestone 60Synthetic Natural <strong>Rubber</strong> Polyisoprene Common Name <strong>for</strong> IR 48Tecnoflon Fluorocarbon <strong>Rubber</strong> Ausimont 28Therban Hydrogenated Nitrile <strong>Rubber</strong> Bayer 34Thick Blanket Crepe Natural <strong>Rubber</strong> International Type of NR 38Thin Brown Crepe Natural <strong>Rubber</strong> International Type of NR 38Thiokol Polysulfide <strong>Rubber</strong> Morton Thiokol 54TPV <strong>Thermoplastic</strong> Vulcanizate Acronym <strong>for</strong> Elastomer 64Ultrathene Ethylene-Vinyl Acetate Quantum Chemicals 26Vamac Ethylene Acrylic <strong>Rubber</strong> DuPont 22Vistalon Ethylene Propylene <strong>Rubber</strong> Exxon Chemical 24Viton Fluorocarbon <strong>Rubber</strong>s DuPont 28VMQ Silicone <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 58XNBR Nitrile <strong>Rubber</strong> Acronym <strong>for</strong> Elastomer 42Zetpol Hydrogenated Nitrile <strong>Rubber</strong> Zeon Chemical 34The trade names mentioned above are the property of the manufacturing companies listed.The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2 75
AcknowledgementsThis design guide would not have been possiblewithout the expertise, advice and material samplesgraciously provided by the companies listed below.Henkel Corporation would like to take this opportunityto thank them <strong>for</strong> their invaluable assistance indeveloping this resource.Advanced Elastomer SystemsWayne BuchheimSenior Marketing Technical Service SpecialistAkron <strong>Rubber</strong> Development Laboratory, Inc.Krishna C. Baranwal, Ph.D.Executive Vice President, TechnicalRobert MayManager Compound Development Mixingand ProcessingRobert SamplesChief Executive OfficerMalcolm WilbornVice President, Business Development ServicesBose CorporationRobert LituriCorporate ChemistFlorida State UniversityJoe De<strong>for</strong>teMechanical EngineerR. T. Vanderbilt CompanyJoseph DeMelloSales RepresentativeDisclaimerThe in<strong>for</strong>mation contained herein is intended to beused solely as an indicator of the bondability of theevaluated elastomers. The in<strong>for</strong>mation is believed to beaccurate, and is well suited <strong>for</strong> comparative analysis;however, the testing was per<strong>for</strong>med using a limitednumber of adhesive lots, elastomer lots, and replicates.Consequently, this makes the in<strong>for</strong>mation containedherein inappropriate <strong>for</strong> specification purposes.All polymeric materials have the potential <strong>for</strong> swellingor stress cracking when exposed to uncured adhesivedepending on the exposure time, part geometry,stresses, and composition variables. Consequently, itis important that the end user evaluate the suitabilityof the adhesive in their process to insure that theadhesive does not detrimentally affect the per<strong>for</strong>manceof the plastic or elastomer.Henkel cannot assume responsibility <strong>for</strong> the resultsobtained by others over whose methods we have nocontrol. It is the user’s responsibility to determinesuitability <strong>for</strong> the user’s purpose of any productionmethod mentioned herein and to adopt suchprecautions as may be advisable <strong>for</strong> the protection ofproperty and of persons against any hazards that maybe involved in the handling and use thereof.In light of the <strong>for</strong>egoing, Henkel Corporationspecifically disclaims all warranties ofmerchantability or fitness <strong>for</strong> a particular purposearising from sale or use of Henkel Corporation’sproducts. Henkel Corporation specificallydisclaims any liability <strong>for</strong> consequential orincidental damages of any kind, including lostprofits. The discussion herein of various process orcompositions is not to be interpreted asrepresentation that they are free from domination ofpatents owned by others or as a license under anyHenkel Corporation patents which may cover suchprocesses, or compositions. We recommend that eachprospective user test the proposed application in itsmanufacturing process, using this data as a guide.This product may be covered by one or more UnitedStates or <strong>for</strong>eign patents or patent applications.76The Loctite ® <strong>Design</strong> <strong>Guide</strong> <strong>for</strong> <strong>Bonding</strong> <strong>Rubber</strong>s and TPEs, Volume 2
For more in<strong>for</strong>mation, please call 1-800-LOCTITE (562-8483) inthe U.S.; 1-800-263-5043 in Canada; 01-800-901-8100 in MexicoHenkel CorporationIndustry and Maintenance1001 Trout Brook Crossing, Rocky Hill, CT 06067 U.S.A. • 800-562-8483 • www.henkel.us • www.loctite.comLoctite, Depend, Fixmaster, Flashcure, Prism, PST, Speedbonder Super Bonder, Superflex, 222MS, 242, 262, 290, 330, 334, 366, 382, 401,403, 406, 409, 410, 411, 414, 420, 422, 480, 496, 609, 635, 675, 640, 770, 793, 1942, 3030, 3105, 3106, 3631, 4011, 4203, 4204, 4211, 4305,4307, 4471, 4851, 4861, 5140, 5699, 5900, 7701, 7804, and E-00CL, E-20HP, E-21HP, E-30CL, E-31CL, E-40FL, E-90FL, E-60HP, E-214HP,U-04FL, H3000, and H4500, are trademarks of Henkel Corporation, U.S.A.Karo is a registered trademark of ACH. Hershey is a registered trademark of Hershey Foods Corporation.© Copyright 2005. Henkel Corporation. All rights reserved. 2696/LT-2662A 2/05