Syngas - Associação Brasileira de Produtores de Florestas Plantadas
Syngas - Associação Brasileira de Produtores de Florestas Plantadas
Syngas - Associação Brasileira de Produtores de Florestas Plantadas
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
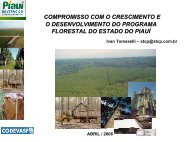
The SGT-300 Industrial Gas Turbine for Power Generation (ISO) 7.90MW(e)Power Generation PackageWeights and dimensionsSGT-300 Generator SetDiagrams, weights and dimensions are for typical standard equipment.Length(with package mounted controls)Length(without package mounted controls)WidthHeight(to top of enclosure)Weight12.30m (484ins)10.75m (423ins)2.40m (94ins)3.58m (141ins)57,000kg (125,628lbs)
As temperaturas <strong>de</strong>siguais no interiordos gaseificadores são•Zona <strong>de</strong> oxidação : 900 a 1200º C•Zona <strong>de</strong> redução: 650 a 900ºC•Zona <strong>de</strong> pirólise: 300 a 650ºC
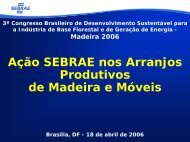
<strong>Syngas</strong><strong>Syngas</strong> (from synthesis gas) is the name given to gasses of varying composition that aregenerated in coal gasification and some types of waste-to-energy facilities. The name comesfrom their use in creating synthetic petroleum for use as a fuel or lubricant via Fischer-Tropschsynthesis.<strong>Syngas</strong> consists primarily of carbon monoxi<strong>de</strong> and hydrogen, and has less than half the energy<strong>de</strong>nsity of natural gas. It also contains some sulfur compounds, a safety feature since thisallows for its <strong>de</strong>tection in the case of leakage. <strong>Syngas</strong> can be produced from natural gas asfollows:CH 4+ H 2O → CO + 3 H 2These gasses are combustible, and are often stored to be burned as a fuel source.For the most part, the amount of synthetic gas produced in a waste to energy facility is onlyenough to keep the plant operating.Coal gasification processes(e.g., the water gas process) are reasonably efficient and wereused for many years to manufacture illuminating gas (coal gas) for gas lighting, before electriclighting became wi<strong>de</strong>ly available.
Fischer-Tropsch ProcessThe Fischer-Tropsch process is a catalyzed chemical reaction in which carbon dioxi<strong>de</strong>, carbonmonoxi<strong>de</strong> and methane are converted into liquid hydrocarbons of various forms. Typical catalystsused are based on iron and cobalt. The principal purpose of this process is to produce a syntheticpetroleum substitute.The original Fischer-Tropsch process is as follows:The mixture of carbon monoxi<strong>de</strong> and hydrogen is called synthesis gas or syngas.The resulting hydrocarbon products are refined to produce the <strong>de</strong>sired syntheticfuel.
German Diesel FuelsAugust 1945SummaryReview of the work done in Germany during the past few years to produce asatisfactory diesel fuel for high-speed engines, and the research conducted byscientists to investigate possibilities of further improvement. Study of additives suchas: nitrates, nitrites, peroxi<strong>de</strong>s, alcohols, etc., and of various processes such as"nitration" and "ozonisation" to raise the cetane rating of fuels.
Table of ContentsGerman Diesel Fuel SpecificationsSource of Diesel Fuel in GermanyNatural Petroleum DistillatesSynthetic Distillate, Kogasin IISynthetic Distillate, Kogasin ILow Temperature Distillation of LigniteHydrogenation ProductsHigh Temperature Distillation of CoalShale OilPreparation of Diesel Fuel BlendsDiesel Fuel AdditivesSolubility of Peroxi<strong>de</strong>sEffects of Peroxi<strong>de</strong>s on IgnitabilityEffect of other Additives on IgnitabilityEffect of Nitration on IgnitabilityEffect of Ozonisation on IgnitabilityObject of German Research with AdditivesThe Significance of Cetane RatingConclusionAppendix IAppendix II
Sources of Information and Key Persons InterviewedI.G. Farbenindustrie A.G.Technische Hochschule StuttgartTechnische Hochschule MunichM.A.N. Diesel Works at AugsburgBaierische Motoren Werke at Munich Dr. AmmamKlockner Humbolt Deutz A.G. atOberurselRhenania-Ossag(Shell Petroleum Co)at HamburgDeutsche Vakuum Oel (Vacuum Oil)at Schulau near HamburgIntavaWifo No. I at Hitzacker on/ElbaDr. Fritz Penzig (at Ungstein nearBad Durkheim)Dr. Mathias Pier (at Hei<strong>de</strong>lberg)Dr. Otto Wiedmaier (atHei<strong>de</strong>lberg)Dr. Fr. KneuleDr. Beck (at Munich)Dir. Prof. E. SorensenDr. K. ZinnerDr. Schnurle, DirectorDr. EmeleProf. ZerbeMr. Syamken, Director(Hamberg, and Ol<strong>de</strong>sloe nearLubeck)
1. German Diesel Fuel SpecificationsSlow speed stationary diesel engines engines were operated on such liquid fuels as wereavailable. These fuels inclu<strong>de</strong>d petroleum residues, petroleum cru<strong>de</strong>, coal and lignite tarsand cru<strong>de</strong> shale oil. No specifications could be maintained as the fuels for these types ofengines were ina<strong>de</strong>quate at all times and became increasingly scarcer as the warprogressed. So much so that attempts, only partly successful, were ma<strong>de</strong> to use these localsupplies, alone or mixed with other diesel fuels, in automotive engines. The results arereported in the 1944 quarterly reports on the "Reichs Minister fur Rustung und Kriegsproduktion"(Department of Planning and War Production), Fuels and Lubricants Section,un<strong>de</strong>r direction of Dr. Bokemuller of the Daimler Benz Company in Gaggenau (Ba<strong>de</strong>n).Diesel fuel specifications were prepared for the various armed forces. A comparison of therequirements of the "Wehrmacht", the "Luftwaffe" and the "Kriegsmarine" are tabulated onTable I. Small differences are apparent in this tabulation between the requirements of thevarious branches.The German Navy (Kriegsmarine) in particular was <strong>de</strong>finitely opposed to the use of anyadditive in diesel fuels for fear or corrosion, and never did use specification KI of theLuftwaffe for fear of vaporlock.In addition to these diesel fuels most generally used and recognized there came out, fromtime to time, certain fuels known as "Son<strong>de</strong>r Diesel Kraftstoff", "Leicht Diesel Kraftstoff","Speziall Diesel Kraftstoff" prepared to or<strong>de</strong>r for a <strong>de</strong>finite purpose or for certain experiments.Some were blends of various types of diesel fuels, others were blends of diesel fuels andgasolines. The latter could be classified in the United States as "tractor fuels".
2. Sources of Diesel Fuel in GermanyNote: Whenever a production process is mentioned, such as Fischer-Tropsch synthesis, or hydrogenation, the rea<strong>de</strong>r is referred to the reportson these various processes prepared by the U.S. Naval Technical Missionin Europe.(a) Natural Petroleum DistillatesCru<strong>de</strong> oil was obtained from the Polish, Rumanian, Austrian and GermanFields, to serve as a base for the German fuels and lubricants industry.Although the quantity of these oils was continually <strong>de</strong>creasing un<strong>de</strong>r theimpact of Allied air and land offensives, a surprisingly large amount wasstill on hand almost up to the end of hostilities.
(b) Synthetic Distillate known as Kogasin IIThe high boiling fractions distilled from the Fischer-Tropsch low pressure, low temperature, catalyticprocess for obtaining hydrocarbons from solid fuels has the following typical analysis (1945) and wasused as blending product for the preparation of Diesel fuels:Gravity .76Color 15 Saybolt I.B.P. 192°COdorSickley-Characteristic of F.T. 200°C3.5 percentproducts210°C17 percentCetane No. 90 and better 250°C 82 percentBromine No. 13.8 260°C 91 percentIodine No. 13 270°C 95 percentAromatics Nil E.P. 276°CUnsaturates 15 - 20 percent Recovery 97 percentFlash Point (PM) 195°FFire Point 215°FAsh ContentNilComradson CarbonNilViscosity 2.8 centiskokes @ 68°FSulphur.01 percentAniline Point 90°C
(c) Synthetic Distillate known as Kogasin I.The lighter fractions distilled in the Fischer Tropsch process, with boiling rangebelow 225 <strong>de</strong>grees centigra<strong>de</strong>, known as Kogasin I, and with a cetane numberfrom 35 to 60, according to the cut, have also been used as one ingredient invarious mixtures, for the production of Diesel fuels. Some work, mentioned belowhas been done to improve their suitability.(d) Distillates obtained from the Low-Temperature Carbonisation of Coal andLignite (Schwelter)Low-temperature carbonization of lignite produces about 3 percent of an oilcontaining as much as 20 percent of "creasote" and, according to the refiningprocess, varying in cetane rating from 38 to 48. Its composition makes it a ratherpoor diesel fuel, and it is not generally used without further treatment.
(e) Distillates from the Hydrogenation ProcessThe oil obtained from the hydrogenation of coal, coal tar and lignite constitutes a good diesel fuel, whether itis the middle from the sump phase, or the residue of distillation from the gas phase. Typical analysis ofthese hydrogenation diesel fuels cover a wi<strong>de</strong> variety according to their boiling range:Gravity .850 to .885Aniline Point 31 to 53°CAromatica and Unsaturgates38 to 49 percentBoiling In<strong>de</strong>x** 255 to 265Cetane Rating 30 to 45Pour PointBelow -35°C and as low as -70°CViscosity E @ 20°C 1.45 to 1.81°They are used either pure or mixed with Kogasin II.** The Germans refer to "Boiling In<strong>de</strong>x" as the sum divi<strong>de</strong>d by ten of thetemperatures at which 10 percent, 20 percent, 30 percent, etc., of the liquidhave distilled, including the end point, but not the initial boiling point. Somealso divi<strong>de</strong> by nine the sum of the 10 percent, 20 percent, etc. fractions butexclusive of both I.B.P. and E.P.
(f) Oils from High-Temperature Carbonized of CoalIn the Ruhr where large quantities of coal are coked for the metallurgical industry, a tar-oil is available, of highgravity and low ignitability which is not suitable as diesel fuel for high-speed engines. It can however, beprocessed and mixed with other products.(g) Shale OilThe distillation of shale yields about 3.5 percent of an oil suitable as a Diesel fuel after further treatment andmixed with other products, in a manner similar to the treatment of coal tar mentioned above. This will be<strong>de</strong>scribed further. A typical analysis of shale oil, such as produced at Dotternhausen (near Rottwell) is:DistillationGravity .916Cetane Rating 35Neutralization In<strong>de</strong>x 0 I.B.P. 124°CAsh .02 percent 10 percent 240°CWater .09 percent 20 percent 250°CSulphur 4.4 percent 50 percent 282°CSaponification No. 2.63 70 percent 315°CConradson Carbon .15 percent 90 percent 340°CAsphalt 0.06 percent E.P.Recovery371°C96 percent
3. Preparation of the Diesel Fuel BlendsIt is of interest to relate the manner in which all fuels, for aircraft as well as for ground forces, wereprepared for consumption in war-time Europe.The utmost secrecy was maintained at all times insi<strong>de</strong> and outsi<strong>de</strong> Germany regarding sources of fuelsand preparation of blends. Producers were or<strong>de</strong>red to ship certain quantities of products to locations<strong>de</strong>signated by a number and were not informed of the disposition or ultimate <strong>de</strong>stination of the products.Blending was accomplished upon the or<strong>de</strong>rs of certain organizations, without any knowledge of the i<strong>de</strong>ntityof the products blen<strong>de</strong>d. People who had complete knowledge of the i<strong>de</strong>ntity of the products blen<strong>de</strong>d.People who had complete knowledge of the fuels and lubricants situation were, for automotive engines,the personnel of the 'Zentral Buro fur Mineral Oel" in Berlin and for aviation engines, the personnel of the"Oberkommando <strong>de</strong>r Luftwaffe." Un<strong>de</strong>r these, the "Wirtschaftliche Forschung Gesellschaft" or WIFO,assisted by the "Reichs Amt fur Wirtschafts Ausbau" in Berlin, took care, at strategic points throughoutEurope, of the storage, blending and distribution of fuels and lubricants.WIFO Depots, such as the huge WIFO No.1 at Hizacker, on the Elbe south of Hamburg, were equippednot only to store fuels and lubricants in un<strong>de</strong>rground tanks and in barrels, but also to make control analysisin a well-equipped laboratory, and to carry on a certain amount of research in<strong>de</strong>pen<strong>de</strong>ntly from themanufacturers. This set-up explains some of the difficulties encountered in the attempt to get a completepicture of the liquid fuel situation in Central Europe.For diesel fuels the usual types of blends were prepared in WIFO <strong>de</strong>pots. For the more elaboratemixtures only, necessitating preliminary treatment, did the manufacturer take a hand on the process.From the point of view of ignitability alone, Kogasin II from the Fischer-Tropsch process is an i<strong>de</strong>alproduct. It has been <strong>de</strong>monstrated however that, used alone, it is far from being an advantageous dieselfuel. Tests have proven that, compared with a diesel fuel of petroleum origin having a cetane rating of 47and a specific gravity of .856, Kogasin II with 86 cetane rating and .770 specific gravity, when used inengines adapted to low cetane fuel, the only engines available at this time, showed:(1) an increase in consumption of around 5 percent (based on equal heat value)(2) an increase in exhaust gas temperature of about 25 percent
This was attributed to the fact that Kogasin II does not have enough "body", as it is referred to. It ignites too fast butburns too slowly and must be blen<strong>de</strong>d with some of the other products listed above. Therefore Kogasin II was usedmostly to upgra<strong>de</strong> the ignitability of other fuels.Typical blends used as Diesel Fuels, with the specifications indicated above, and abtained by simple mixing, were forinstance:45 percent Fischer-Tropsch Kogasin II50 Percent Light petroleum gasoil5 percent Spindle oil distillate or, as alternative:75 percent of this 45 - 50 - 5 blend25 percent of a slightly heavier petroleum gasoilWhen the mixture involves tar oils from the carbonization of coal, or shale oil, serious complications arise from the factthat these oils contain high percentages of asphalt, gum and carbon-forming elements which rapidly clog he injectionnozzles, especially in small high-speed engines. Furthermore these components have a ten<strong>de</strong>ncy to segregate out ofthe liquid, when Kogasin II is ad<strong>de</strong>d and to settle in storage tanks. Originally inhibitors were used to prevent thiscondition, either 2 cubic centimeters of cresol for 100 centimeters of fuel, or 0.02 grams of mono-benzyl-amido-phenolin weak alcohol solution per 100 centimeters of fuel.It became therefore necessary to refine the mixtures, and Dr. H. Kolbel of the "Rhein-Preussen Company" inHomberg, Ruhr, <strong>de</strong>veloped several processes for that purpose. The initial process consisted of a 20 percent liquidsulfuric acid was at atmospheric temperature followed by a caustic was with fullers earth filtration. Later aluminumchlori<strong>de</strong> was substituted for the sulfuric acid wash, followed by neutralization and filtration. The latest method, coveredby Deutsche Reichs Patent No. 730853 dated 28 January 1943 for the "cleaning of mixtures of tar oils and aliphatichydrocarbons" consists of a treatment by sulfur dioxi<strong>de</strong> SO2, in gas form, at atmospheric pressure. On the followingtabulation can be seen a typical picture of the changes taking place in the fuel by the use of this process.Proportions of carbon and hydrogen in these mixed Diesel fuels are:87-90 percent C, to 9-12 percent H with a fraction of one percent of sulfur compared with following proportions in theKogasin:C - 85 percentH - 15 percentNo sulfur
The proportions of Kogasin II in the mixtures vary according to the results <strong>de</strong>sired. It has been found that thecetane rating increases practically in proportion to the quantity of Kogasin in the mixture; thus 35 percent taroil and 65 percent Kogasin has a cetane rating of 57 while a 50-50 mixture has a cetane rating of 52.The refining process is said to be inexpensive, as the loss of SO2 is extremely small, the bulk being usedover and over again. The amount of heavy tar, asphalt, and carbon precipitated out of the fuel during thetreatment is about 10 percent of the total in weight. The phenolic products eliminated can be recovered andmarketed.The refined mixture, known as diesel fuel "R" is clear, stable, mixes readily with all other diesel fuels, and iseven less corrosive (zinc test) than petroleum gas oil. Diesel motor tests have shown that it comparesadvantageously with petroleum diesel fuel as to exhaust gas temperature, low co content of these gases,and consumption per horsepower.For production of a low pour point diesel fuel with high centane rating, distillates of paraffinic nature can betreated by liquid SO2 followed by a butane extraction, to remove most of the waxes that cause a high pourpoint. This process is very similar to the E<strong>de</strong>leanu process, but was not used extensively in Germany anaccount of the low yield. For example 200 kilograms of distillate from the liquefaction of brown coal, treatedas above, will yield only 60 kilograms of diesel fuel of -30°F pour, 53 cetane; or 88 kilograms of diesel fuel of-5°F pour, 44 cetane.
(a)Use of Gasoline in Diesel EnginesAt various times during the war the Germans experienced a serious shortage of a<strong>de</strong>quate diesel fuel. Theseshortages were partly due to the necessity of concentrating production efforts upon the preparation of high-testaviation gasoline. It was necessary at these times to operate diesel engines on gasoline and gasoline blendswhich were or could be ma<strong>de</strong> available locally. Regardless of the type of gasoline blend used, an addition of 5percent of motor oil to the fuel was prescribed, to protect the fuel injection pumps and not to improve theignitability. There is a basic difference between diesel injection pumps, lubricated and sealed by the fuel itselfand gasoline injection pumps, used currently on aircraft engines, lubricated by a supply of motor oil. Naturallythe situation being temporary, no change over of the injection system was ma<strong>de</strong>. The only difficulties mentionedin connection with the use of gasoline in diesel engines were the excessive overheating of the engine and someten<strong>de</strong>ncy to vapor-lock in hot weather. In certain cases additives were nee<strong>de</strong>d to reduce the octane rating andbring the fuel more in line with a diesel fuel. Chlorpicrin was used as one of these additives. A cetane rating of35 was aimed at. It can be obtained either by fractionating properly the Fischer-Trospch gasoline, or byblending a gasoline of as high as 60 octane with a high cetane diesel fuel. Naturally low aromatic gasolinessuch as "Ruhrbenzin" were selected in preference to higher gra<strong>de</strong>s.An attempt was ma<strong>de</strong> to use benzol. Ignition was possible only by mixing ethyl nitrate vapour with the air usedof vapour was cut off. The ethyl nitrate was kept in a brass container in a water bath, as its boiling point is194°C. The vapour circuit had to be absolutely tight as ethyl nitrate vapours are toxic. Approximately .3 cubiccentimeters of nitrate was used per one liter cylin<strong>de</strong>r. An attempt to spray liquid ethyl nitrate in very smallquantity into the cylin<strong>de</strong>r resulted in a serious explosion.During the diesel fuel shortage of 1941-42 tests were conducted at the Leuna plant of I.G. Farben for the use ofa 50-50 mixture of diesel fuel and Leuna gasoline produced from the hydrogenation of brown coal tar, andhaving a cetane rating of 35. No difficulties were noted except a slight reduction in power in trucks andlocomotive diesels or in small construction engines. In large, slow speed diesels vapor-lock difficulties<strong>de</strong>veloped.
4. Diesel Fuel AdditivesIn Germany as well as in the United States consi<strong>de</strong>rable research work was carried forward to raise the"ignitability", the cetane rating, of diesel fuels. Additives were used, either without further treatment, in variousproportions, or were ad<strong>de</strong>d to the fuel in conjunction with some treatment such as "nitration", "ozonisation".For convenience, the work done with various additives and the results obtained are summarized in table form.A further limitation is found in the solubility of some of these additives.(a) Solubility of Peroxi<strong>de</strong>s in Various FuelsAn important aspect of the addition of chemical into diesel fuels is their solubility in the various types of oils atdifferent temperatures. This in several cases, limits their use. In general it can be said that the solubility ofperoxi<strong>de</strong> additives increases as the percentage of un-saturated and aromatic hydrocarbons in the oil increases,while their solubility <strong>de</strong>creases proportionally to the percentage of paraffinic components.(b) Effect of Peroxi<strong>de</strong>s on IgnitablityFurther tests were conducted at the Technische Hochschule of Munich, in a test engine where the compressionratio could be modified from 10:1 to 18:1, for the purpose of <strong>de</strong>termining, with several diesel fuels and variousperoxi<strong>de</strong> additives, how low the compression ratio could be brought, in each case, before ignition would fail tooccur.The characteristics of the test were as follows:Air Temperature 86°FCooling Water 158°FR.P.M. 470 =/ 5Injection AngleTorqueInjection PressureInjector17° before Top Dead Center5 kg/m145 Atm.Bosch DL 120 S 5 P 6, 5 outlets.
Below are the results, indicated in "Degrees of ignition <strong>de</strong>lay, measured on the indicatordiagrams", for various fuels at various compression ratios. The sign = means that nomeasurement was available, the sign - means "ignition fails to occur".The reference fuel in all these tests is a petroleum gas-oil from Persian cru<strong>de</strong> with a cetane rating of 45.1st Series. The fuel selected for the tests was a wi<strong>de</strong>ly used type of brown coal tar oil referred to as "diesel fuelB" from the low-temperature distillation of lignite from Middle Germany (probably Saxony) with 2 percent of theadditives indicated:Tetraline, Dibenzoyl, Dioxy-Diethyl, etc. Show practically no difference in ignition <strong>de</strong>lay.2nd Series Same diesel fuel "B" but with only 1 percent of peroxi<strong>de</strong> additives:These two series of tests show the effect of even small percentages of certain peroxi<strong>de</strong> additives in bringingback the ignition <strong>de</strong>lay of a Diesel fuel towards the ignition <strong>de</strong>lay of the reference fuel of petroleum origin. Inother words it can be seen how certain additives permit the use of a synthetic diesel fuel which could not bea<strong>de</strong>quately consumed without these additives at the compression ration available in certain diesel engines.The next series of tests shows the influence of peroxi<strong>de</strong> additives on the stability of diesel fuels. For everycompression ration the ignition <strong>de</strong>lay is shorter when peroxi<strong>de</strong>s were ad<strong>de</strong>d to the fuel before its prolongedstorage.3rd Series A similar diesel fuel (brown coal tar) from low-temperature distillation of lignites, with 2 percentadditives except as noted, and after ten months of storage.The fourth series of tests reported on the next tabulation shows that some "ignition accelerator" must be ad<strong>de</strong>dto the diesel fuel obtained from low temperature coal tar before it can be used as diesel fuel.
4th Series A Diesel fuel from low-temperature distillation of coal, which does not ignite satisfactorily in the engine atcompression ratio of 18:1 or below, and even at 18:1 has a 27° ignition <strong>de</strong>lay, with 2 percent of various peroxi<strong>de</strong> additives, or1 percent as noted.A final set of tests was ma<strong>de</strong> to see the action of the peroxi<strong>de</strong> additives on a diesel fuel of petroleum origin. The same"reference fuel" is tabulated as for the first series of tests. Results show that the additives improve the ignitability of the dieselfuel beyond the quality of the reference fuel.5th Series. Same additives in 2 percent concentration in a petroleum gas-oil (origin not known):In addition to the better ignitability of diesel fuels containing peroxi<strong>de</strong> additives, a much smoother operation and a muchcleaner exhaust could be noticed.(c) Effect of Other Type Additives on IgnitabilityTwo additives, tried at the Technische Hochschule of Munich are worth mentioning. One is "chlorpicrin" which is "trichlor nitromethane"; ad<strong>de</strong>d in proportion up to 4 percent it increases the cetane value materially. For instance a Kogasin II, of 92 cetane,goes up to 116 cetane by nitration and to 170 with addition of chlorpicrin after nitration. The other additive is "Lupanol", a "teranitro methane" which in concentrations up to 3 percent has a marked influence on ignitability.In 1942 the Technische Hochschule in Munich conducted experiments with other organic additives. It was found that thefollowing chemicals reduce the ignitability:EstersCyclic hydrocarbons (like pseudocumol, cymol)Cyclic al<strong>de</strong>hy<strong>de</strong>s ( like benzoic al<strong>de</strong>hy<strong>de</strong>)Alcohols of low-molecular weightThe following chemicals, on the other hand, increase the ignitability:Straight-chains al<strong>de</strong>hy<strong>de</strong>s, in large proportion (as much as 20 percent)Alcohols of high molecular weightFor alcohols in particular the following tabulation illustrates the results, and shows that, from n-Octyl alcohol up an appreciableincrease in cetane rating can be noticed.
(d) Effect of Nitration on IgnitabilityBest results with high molecular alcohols were obtained when a "nitration" treatment was given the mixture, inthe following manner. First a Fischer-Tropsch Kogasin I was selected and the fractions boiling below 212°Fwere removed. The balance had a cetane rating of 39. This was mixed with 50 percent of various alcohols,and the mixture subjected to a nitration process by bubbling gaseous concentrated nitric acid through theliquid. The results were as follows:In most of these experiments a precipitation of pitch took place, and the oil had to be filtered after reaction.These fuels are not corrosive unless they are from coal origin and contain phenols.(e) Effect of Ozonisation on IgnitabilityThe Technische Hochschule of Munich conducted a consi<strong>de</strong>rable number of tests in 1940-42 along the line ofozonisation of Diesel fuels for the purpose of raising the cetane rating. It was found that the length of contactof the diesel fuel with the ozone was important, and that the ignitability was raised regardless of the oil, forinstance Ruhrchemie (gasoline) was as susceptible to the ozonisation treatment as Kogasin. Taking a Ruhrgasoline of 47 cetane the following increases were noted:The above tabulation is a self-explanatory. A comparison of the results with those obtained by the mereaddition of a chemical permits an evaluation of the effect of a treatment such as nitration, ozonisation, or acombination of the two processes.(f) Object of German Research with AdditivesIt is to be noted that the study of "diesel fuel additives", conducted in various German scientific activities wasconcentrated upon single feature; an increase in ignitability. Extensive studies of the performance of theseadditives in various oils, their stability, their corrosive action, before and after combustion, were apparently notma<strong>de</strong>. Neither have the investigators come in contact with any studies of real value about additives that wouldimprove the entire process of combustion regardless of the ignitability. The reason seems to be that, up to thisdate, additives have not been consi<strong>de</strong>red as the proper method to improve a diesel fuel. The German effortswere rather to concentrate upon the preparation of the proper blends of oils, natural or synthetic, which wouldoperate satisfactorily without the use of additives.
5. The Significance of Cetane IncreaseAt the Technische Hochschule of Stuttgart, consi<strong>de</strong>rable work was done to <strong>de</strong>termine, at various temperatures, the "criticalcompression ratio" of a diesel engine; that is, the compression ratio below which ignition of the diesel fuel cannot beentertained. The two charts show some of the results. In Figure 1 critical compression ratios are plotted against airtemperatures for fuels of various ignitabilities and for ignition accelerating vapours in the air used for combustion. Figure 2shows the correlation between cetane ratings and critical compression ratios at normal temperature (65°C) for variousadditions of ethyl nitrate.Thus it would appear that an increase in cetane rating by permitting a reduction of the "critical compression ratio" at everytemperature makes it possible to build an engine that <strong>de</strong>velops more power per pound or conversely, to obtain a greateroutput from an engine built for a given compression ratio.In reviewing these laboratory efforts to raise the cetane rating of oils used as diesel fuels the following questions have beenjustifiable asked. "How high should the cetane rating of a fuel be raised? What can be gained? What seems to be the<strong>de</strong>sirable cetane limit in the light of today's knowledge? What is the diesel engine manufacture's position with regards toextremely high cetane ratings?The German scientists and manufactures interviewed seem to agree on the answer summarized below. For the presenthigh speed diesel engine 50 cetane rating is satisfactory. For the engine of tomorrow the discussion revolved around thequestion of "efficiency versus compression ratio".An examination of Figure 3 shows, in the range of the Otto gasoline engine, an increase in efficiency with an increase incompression ratio, the latter being ma<strong>de</strong> possible by an increase in the "octane rating" of the fuel. A further examinationshows, in the range of the diesel engine, a somewhat smaller increase in efficiency with <strong>de</strong>creasing compression ratio.Such <strong>de</strong>crease, as shown above, is ma<strong>de</strong> possible by use of a fuel having a high ignition quality.Therefore an increase in cetane rating, in ignitability instead of being used to further an "increase in compression ratio" isused in an entirely opposite direction, namely to make a smoother running with a "lower" compression ratio, and all thesimplification in weight, material, lubrication friction losses, that such a reduction entails. The principles appears to beperfectly sound especially when friction losses are consi<strong>de</strong>red and will undoubtedly gui<strong>de</strong> manufacturers on both si<strong>de</strong>s ofthe ocean towards the construction of a lighter more economical engine that may eventually permit an engine intermeliatebetween Otto and diesel types.
6. ConclusionsDuring the war it can be said that the Germans had no high quality diesel fuel as such, but blends of syntheticand natural products, each playing a <strong>de</strong>finite part in the performance of the fuel. They explored the field ofchemicals additives but did not use them in practice. They <strong>de</strong>veloped certain treatments that resulted incetane ratings of fantastic proportions. Gasolines had to be used at times when other diesel fuels werescarse. No innovations were found in the way of producing, storing or handling diesel fuels. the processes ofnitration and ozonisation of diesel fuels and blends and the treatment of tar oil blends with gaseous SO2 forpurification are of major importance and may well contribute to an improvement in, or extension of Americandiesel fuel supplies, with their further exploration and adoption.
Operation PaperclipOperation Paperclip scientists pose together.Originally called Operation Overcast, Operation Paperclip was the co<strong>de</strong>name for the operation by the US intelligence services and military toextract scientists specialising in rocketry (e.g. V-1, V-2), chemical weapons (e.g. Zyklon-B),chemical reaction technology and medicine from Germanyafter the collapse of the Nazi government during World War II. These scientists and their families were secretly brought to the United States, withoutState Department review and approval. None of them qualified for visas because they had all served to further the cause of Hitler's Third Reich inWorld War II.Key figuresWernher von Braun ;Bernhard Tessmann ;Arthur RudolphKurt Blome ;Major General Walter Schreiber ;Reinhard Gehlen ;Allen Dulles (Op architect) ;Alexan<strong>de</strong>rLippisch ;Hans von OhainKey LocationsNordhausen ;Mittelwerk/Dora;Concentration Camp ;Peenemün<strong>de</strong> ;White Sands Missile Range ;
SasolThe South African SASOL was foun<strong>de</strong>d in1950 in Sasolburg, appr. 80 km south ofJohannnesburg. This then state-ownedcompany utilised the Fischer-Tropschprocess to produce synthetic fuel, diesel,and other liquid fuels through thegassification of coal on an industrial scale.The fast growing company rapidlydiversified into other chemical sectors andbecame one of the most importantsuppliers of chemical raw materials.The chemical direction and the production of chemical final products were continuedwith the establishment of Sasol II and III in Secunda. Through privatisation at theend of the nineteen-seventies SASOL became a valued and well-known supplier ofspecialities in wax and chemicals.SASOL Wax Limited specialises in the production of Fischer Tropsch waxes. FTwaxesoffer a number of application possibilities through the wi<strong>de</strong> range of lowmeltingto high-melting gra<strong>de</strong>s available. Particularly the Sasolwax hard waxes forman integral part of the processing or final make-up of a variety of products such ashotmelt adhesives, polishes, printing inks and coatings, plastics, textiles and leather.
DescriptionDensity at 15°C (kg/l)API GravityDistillation (°C)IBP10 % evap (v/v)50 % evap (v/v)90 % evap (v/v)Final boiling pointASTMD 4052 0.7850D86Typical SasolChevron GTL Fuel190210255330355Typical conventional diesel fuel0.82 - 0.8633-39171 - 216204 - 254243 - 293288 - 321204 - 349
Kinematic viscosityat40 <strong>de</strong>g C (cSt)D 445 2.0 2.0-4.1Flash point (<strong>de</strong>g C) D92 >55 >55Cetane Number D 613 >70 45 - 50Total sulphur (ppm) D 4294 350SFC Aromatics (vol.%)HPLC Aromatics(mass %)D 5186 10MonocyclicBicyclicPolycyclic0,4360,026
Fuel Prices in South Africa – How is it calculated?The petrol pump price is composed of a number of price elements and these can be divi<strong>de</strong>d into international elements anddomestic elements. The international element, or Basic Fuel price (BFP), is based on an import parity principal. In other words, it iswhat it would cost a SouthAfrican importer of petrol to buy the petrol from an international refinery, transport the productfrom that refinery, insure the product against losses at sea and land the product on South African shores.
Note – Diesel Retail price not regulated, retail margin estimated to be similar to regulated retail margin on petrol
MethanolMethanol is a colorless, odorless and nearly tasteless alcohol with the simplest chemical structure of all the alcohols.It is used as a chemical feedstock, extractant, solvent, a "neat" 85 percent by volume or more gasoline replacement and/or afeedstock for the manufacture of methyl tertiary butyl ether or MTBE.Methanol has been seen as a possible large volume motor fuel substitute at various times during gasoline shortages. It wasoften used in the early part of the century to power automobiles before inexpensive gasoline was wi<strong>de</strong>ly introduced. In theearly 1920s, some viewed it as a source of fuel before new techniques were <strong>de</strong>veloped to discover and extract oil. The WorldWar II era saw wi<strong>de</strong> use of synthetically produced methanol as a motor fuel in Germany. Wartime fuel shortages throughoutEurope prompted the use of the fumes produced by wood-burners as a source of fuel to power vehicles.The use of methanol as a motor fuel received attention during the oil crises of the 1970s due to its availability and low cost.Problems occurred early in the <strong>de</strong>velopment of gasoline-methanol blends. As a result of its low price some gasolinemarketers over blen<strong>de</strong>d. Others used improper blending and handling techniques. This led to consumer and media problemsand the eventual phase out of methanol blends. However, there is still a great <strong>de</strong>al of interest in using methanol as a neatfuel. Many tests have shown promising results using 85-100 percent by volume methanol as a transportation fuel inautomobiles, trucks and buses. The flexible-fuel vehicles currently being manufactured by General Motors, Ford and Chryslercan run on any combination of ethanol, methanol and/or gasoline. Neat alcohol fuels will become more prevalent as moreflexible-fuel automobiles are manufactured.Before mo<strong>de</strong>rn production technologies were <strong>de</strong>veloped in the 1920s, methanol was obtained from wood as a co-product ofcharcoal production and, for this reason, was commonly known as wood alcohol. Methanol was oftenused as a fuel for cooking, lighting and to power early automobiles. However, the yield from this method of production wasvery low. One ton of hardwood would only yield one or two percent, or about six gallons of methanol softwoods only half asmuch. This led to its eventual replacement by less expensive alternatives.Methanol from coal could be a very important source of liquid fuel in our future. Although the costs are prohibitive at this time,the technology is fairly simple and easily implemented. The coal is first pulverized and cleaned, then fed to a gasifier bedwhere it is reacted with oxygen and steam to produce the synthesis gas. Once these steps have been taken, the productionprocess is much the same as with the other feedstocks with some variations in the catalyst used and the <strong>de</strong>sign of theconverter vessel in which the reaction is carried out.
Although coal's cost on a British thermal unit basis is less expensive than natural gas, it is not enough to offsetthe high capital cost associated with coal conversion plants. Some research projects are paving the way formaking the coal-to-methanol process more economical, including efforts by the U.S. Department of Energy.Methanol from coal is attractive because coal reserves in the United States known and undiscovered areestimated to be about four trillion tons. A coal-to-methanol fuel industry producing one million barrels per daywould require about 150 to 200 million tons of coal per year. Recent concerns about sulfur oxi<strong>de</strong> emissions fromcoal combustion can be mitigated because, in coal-to-methanol gasification, sulfur is removed as a routine partof the process.Natural gas will remain the least-expensive feedstock for methanol in the near term. Natural gas resources in theUnited States are estimated to be from 300 to 500 trillion cubic feet. Current U.S. consumption of natural gas isabout 20 trillion cubic feet per year. The technology for making methanol from natural gas is already in place andrequires only efficiency improvements and scale-up to make methanol an economically viable alternativetransportation fuel.Biomass resources can be used to produce methanol. Estimates of biomass resources available for use in theproduction of alcohol fuels range from one million to 4.7 million dry tons per day one ton equaling 100 gallons ofmethanol when biomass is also used to fuel the processing plant. Biomass resources inclu<strong>de</strong> crop residues,forage, grass, crops, wood resources, forest residues, short-rotation wood energy crops and the cellulosiccomponents of municipal solid waste. As a renewable resource, biomass represents a potentially inexhaustiblesupply of feedstock for methanol production. Contrary to popular belief, methanol is eligible for the same fe<strong>de</strong>raltax incentives as ethanol, in fact even a greater amount, if ma<strong>de</strong> from renewable resources. Current natural gasfeedstocks are so inexpensive that even with tax incentives renewable methanol has not been able to competeeconomically. Technologies are being <strong>de</strong>veloping that may eventually result in commercial viability of renewablemethanol.
Methanol use in current-technology vehicles has somedistinct advantages and disadvantages. On the plus si<strong>de</strong>,methanol has a higher octane rating than gasoline. Thisreduces "knock" in today's engines and can result in greaterfuel efficiency with proper adjustment of the engine'scompression ratio. Methanol's high heat of vaporizationresults in lower peak flame temperatures than gasoline andlower nitrogen oxi<strong>de</strong> emissions. Its greater tolerance to leancombustion higher air-to-fuel equivalence ratio results ingenerally lower overall emissions and higher energyefficiency. Dedicated-methanol-fuel vehicles would increasethis advantage even further.However, several disadvantages must be studied andovercome before neat methanol is consi<strong>de</strong>red a viablealternative to gasoline. Methanol's energy <strong>de</strong>nsity is abouthalf that of gasoline, reducing the range a vehicle can travelon an equivalent tank of fuel. Current-technology vehiclesusing neat methanol at temperatures below 45 <strong>de</strong>greesFahrenheit are difficult to start because of methanol's lowervapor pressure and single boiling point.Leading Methanol Producing RegionsEurope.................................................2,616USA.....................................................1,805Australia/Asia..........................................900Canada/Mexico........................................837Far East/Asia..........................................733South America........................................713Middle East.............................................628Africa......................................................266Total World...........................................8,498Billions of Gallonsper YearSource: Information Resources, Inc. andClean Fuels Development CoalitionHowever, engineering solutions to these problems have been i<strong>de</strong>ntified and are un<strong>de</strong>r <strong>de</strong>velopment. For example, 85percent methanol solves the cold start difficulties because of its 15 percent-gasoline component. The availability of 85percent methanol is limited, but growing through a network of dozens of gasoline stations in the key, high-population areasof California.Because methanol is a liquid fuel, fueling mo<strong>de</strong>s are consistent with those already used for gasoline. As DOE, otheragencies and industry continue their <strong>de</strong>monstration and evaluation, answers will be found to mitigate barriers to the use ofmethanol as an alternative transportation fuel.
O etanol da ma<strong>de</strong>ira Fonte: ( http://www.<strong>de</strong>mec.ufmg.br/disciplinas/ema003/solidos/ma<strong>de</strong>ira/etanol.htm )O processo tecnológico <strong>de</strong> produção <strong>de</strong> etanol a partir <strong>de</strong> matéria celulósica po<strong>de</strong> ser esquematicamente dividida e trêsfases: Extração <strong>de</strong> acúcares a partir da matéria prima; fermentação alcóolica dos açúcares;<strong>de</strong>stilação e retificação doálcool contido na cerveja resultante da fermentação.A matéria prima utilizada pela COALBRA é a ma<strong>de</strong>ira (inicialmente eucalipto), cuja estrutura molecular complexa requer atransformação <strong>de</strong> seus polissacári<strong>de</strong>s ( celulose e hemicelulose) em açúcares mais simples que são fermentadosposteriormente pelas leveduras.O processo adotado para a obtenção <strong>de</strong> açúcares a partir da ma<strong>de</strong>ira foi a hidrólise ácida que consiste na aplicação <strong>de</strong>solução <strong>de</strong> ácido sufúrico ao cavaco <strong>de</strong> ma<strong>de</strong>ira sob condições <strong>de</strong> alta pressão e temperatura.Em função da presença <strong>de</strong> produtos tóxicos a levedura, o hidrolizado é submetido a uma sequência <strong>de</strong> tratamentos que otransforma em um padrão a<strong>de</strong>quado para a ativida<strong>de</strong> <strong>de</strong> levedura <strong>de</strong> fermentação alcóolica.Em resumo,po<strong>de</strong>-se dividir em quatro fases a etapa <strong>de</strong> transformação do hidrolizado em mosto para a fermentação:•VAPORIZAÇÃO, em que ocrre o <strong>de</strong>spreendimento da fração rica em furfural e um resfriamento inicial do hidrolizado.•NEUTRALIZAÇÃO, em que o pH do hidrolizado que é da or<strong>de</strong>m <strong>de</strong> 1,5, é levado a níveis mais a<strong>de</strong>quados a ativida<strong>de</strong> dalevedura, mediante a adição <strong>de</strong> leite e cal.•FILTRAÇÃO,em que o sulfato <strong>de</strong> cálcio que se formou na fase anterior e a matéria orgânica em suspensão sãoremovidos para evitar incrustações em fases posteriores do processo.•RESFRIAMENTO,Em que o hidrolizado filtrado a cerca <strong>de</strong> 95 graus Celsius é resfriado até 30 a 32 graus Celsius, que é atemperatura a<strong>de</strong>quada à fermentação alcóolica.O etanol é obtido a partir da fermentação dos açúcares por leveduras. As células <strong>de</strong> leveduras presentes no mostofermrntado são separadas por centrifugação recicladas no processo.A separação do etanol contido na cervejaobtida por <strong>de</strong>stilação sendo que o etanol obtido no fim do processo apresentaum grau alcóolico <strong>de</strong> 96gl.A lignina que permanece nos hidrolizadores após a saída dos açúcares é <strong>de</strong>scarregada com uma umida<strong>de</strong> <strong>de</strong> 96% e emseguida secada para a utilização como combustível na cal<strong>de</strong>ira.Uma alternativa para o aproveitamento industrial da lignina é o processo, em fase <strong>de</strong> <strong>de</strong>senvolvimento na COALBRA queconsiste da secagem, briquetagem e carbonização da lignina para a obtenção do coque
O hidrobesteirol e outras macaquicesRogério Cezar <strong>de</strong> Cerqueira LeiteA inumerável seqüência <strong>de</strong> "besteiróis" energéticos nacionais se reparte em dois subconjuntos distintos. O primeiroinclui os besteiróis autóctones, que servem para <strong>de</strong>monstrar que o Brasil, afinal <strong>de</strong> contas, não fica atrás <strong>de</strong> qualquerque seja o país em matéria <strong>de</strong> besteirol tecnológico. O segundo encerra as besteiras "macaqueadas" <strong>de</strong> outros países,principalmente dos EUA.Dentre os recentes besteiróis originais <strong>de</strong>stacam-se a Coalbra, o álcool da mandioca e, agora, culminando a paradagrotesca, o biodiesel <strong>de</strong> soja. A Coalbra foi um programa para produção <strong>de</strong> álcool etílico por hidrólise da ma<strong>de</strong>ira.Todavia sua real finalida<strong>de</strong> era a <strong>de</strong> fustigar os "usineiros", que controlavam a seu bel-prazer os preços do álcool dacana-<strong>de</strong>-açúcar. Foram, assim, adquiridos da Rússia equipamentos e tecnologias obsoletos que serviam para produzirglicose. O fracasso foi retumbante. A usina produzia menos álcool do que consumia <strong>de</strong> ácido sulfúrico. Outro fiasco foia usina <strong>de</strong> álcool <strong>de</strong> mandioca. Erigiram a usina e esqueceram que precisava <strong>de</strong> matéria-prima. Mas foi bom.Apren<strong>de</strong>mos o quanto é importante a logística em agronegócios (será que apren<strong>de</strong>mos?).Mas eis que, agora, o governo suplanta a si mesmo na categoria besteirol autóctone, ao incluir em seu programa <strong>de</strong>biodiesel usinas que usam como matéria-prima a soja (40% do programa), que, para a produção <strong>de</strong> energia, apresentauma produtivida<strong>de</strong> por unida<strong>de</strong> <strong>de</strong> área que é cerca <strong>de</strong> 10%, por exemplo, da <strong>de</strong> cana-<strong>de</strong>-açúcar e da do <strong>de</strong>ndê.E, como conseqüência, seu balanço energético é extremamente baixo. Para produzir 1 l <strong>de</strong> biodiesel <strong>de</strong> soja é preciso<strong>de</strong>spen<strong>de</strong>r a energia <strong>de</strong> quase 1 l <strong>de</strong> gasolina. Assim, a contribuição para redução do aquecimento global épraticamente nula.
Po<strong>de</strong>r-se-ia argumentar que, como aconteceu com o álcool, a produtivida<strong>de</strong> viesse a crescer significativamente com otempo. E isso é muito provavelmente verda<strong>de</strong> para outros cultivares, tais como o <strong>de</strong>ndê e a mamona, mas certamentenão para a soja. Contrariamente ao que muitos acreditam, o glorioso aumento <strong>de</strong> produtivida<strong>de</strong> na produção <strong>de</strong> álcoolnão <strong>de</strong>correu principalmente da tecnologia empregue no segmento industrial, mas antes da melhoria genética e logística.E estes últimos fatores já estão incluídos na produção <strong>de</strong> óleo <strong>de</strong> soja, mas ainda não nos casos do <strong>de</strong>ndê e da mamona.A produção <strong>de</strong> biodiesel <strong>de</strong> soja só se sustenta por causa <strong>de</strong> subsídio. E, além do mais, ocupando terras <strong>de</strong>z vezes maisextensas do que ocupariam outros cultivares energéticos para o mesmo volume <strong>de</strong> produção, logo será umconstrangimento econômico e social insuportável.O pior, entretanto, é quando o besteirol é macaqueado. A retórica é sempre a mesma. Se é bom para os americanos, ébom para nós, brasileiros. Eles têm uma matriz energética diversificada. Então a nossa, que baseia sua produção <strong>de</strong>eletricida<strong>de</strong> quase que exclusivamente em potenciais hídricos, só po<strong>de</strong> ser <strong>de</strong>feituosa. Esse é um argumento pereneque serviu para justificar tanto o <strong>de</strong>sventurado acordo nuclear com a Alemanha como o <strong>de</strong>sastroso programa <strong>de</strong>termonucleares a gás da dupla Cardoso-Parente. Esse argumento também serviu para ajudar a sufocar o Proálcool.Pois bem, nessa mesma esteira simiesca eclo<strong>de</strong> agora o besteirol supremo, a badalada "economia do hidrogênio". NoBrasil e no mundo, o hidrogênio já vem sendo consi<strong>de</strong>rado há muitas décadas um energético secundário para certasaplicações restritas. Na Unicamp, para dar um exemplo, esse combustível vem sendo estudado há mais <strong>de</strong> 30 anos.Como não é poluente, a possibilida<strong>de</strong> <strong>de</strong> o usar em meios urbanos <strong>de</strong>nsamente povoados parece atraente. Todavia osinúmeros esquemas <strong>de</strong>senvolvidos para produzir hidrogênio diretamente da energia solar têm sido <strong>de</strong>cepcionantes, comrendimentos ínfimos. Produzi-lo, por outro lado, a partir <strong>de</strong> outros energéticos não faz tanto sentido no que concerne aocombate ao aquecimento global. Pois ou usamos como combustível primário um dos fósseis, e somos obrigados arecorrer a um dos insólitos e dispendiosos esquemas <strong>de</strong> seqüestro <strong>de</strong> carbono, ou usamos eletricida<strong>de</strong> <strong>de</strong> origemhídrica, e com isso esgotamos nosso potencial.
Uma economia <strong>de</strong> hidrogênio inclui, necessariamente, produção, armazenamento, transporte,aplicação e segurança. Não sendo encontrado livre na natureza, para o produzir temos que buscá-loem compostos químicos que o contenham (água, hidrocarbonetos etc.). E existem inúmeras rotastecnológicas. Porém, qualquer que seja o processo, haverá perdas energéticas expressivas.Armazenar hidrogênio é também dispendioso financeira e energeticamente, pois para liquefazê-lo énecessário <strong>de</strong>sperdiçar um terço da energia contida, e recuperá-la envolve custos significativos. Essegás é constituído <strong>de</strong> moléculas pequenas, menores que as <strong>de</strong> outros gases, que escapam por fendasinsuspeitas, inva<strong>de</strong>m metais e outros materiais, fragilizando-os. O transporte, assim como oarmazenamento, embora inúmeros esquemas tenham sido consi<strong>de</strong>rados, teria que ter seus custosreduzidos por fatores entre <strong>de</strong>z e cem para se tornar competitivo.Mais valeria para o Brasil (e talvez para o mundo) instalar uma economia do etanol ou talvez dometanol, embora envolvesse uma <strong>de</strong>ssas opções o risco <strong>de</strong> se tornar um sucesso econômico etecnológico e, assim, termos que abdicar do troféu <strong>de</strong> campeões mundiais do besteirol energético.Neste artigo, publicado pela Folha <strong>de</strong> S. Paulo, o físico e professor emérito da Unicamp RogérioCezar <strong>de</strong> Cerqueira Leite explica que o uso da soja para a produção <strong>de</strong> biodiesel não seria umaopção interessante, pois “para produzir 1 litro <strong>de</strong> biodiesel <strong>de</strong> soja é preciso <strong>de</strong>spen<strong>de</strong>r a energia <strong>de</strong>quase 1 litro <strong>de</strong> gasolina”. O texto também aborda as dificulda<strong>de</strong>s <strong>de</strong> produzir energia a partir <strong>de</strong>hidrogênio, visto com simpatia por não ser poluente, mas consi<strong>de</strong>rado pelo autor como “dispendiosofinanceira e energeticamente”.Fonte: Folha <strong>de</strong> S.Paulo - 06 <strong>de</strong> Maio <strong>de</strong> 2005
Energias AlternativasNo final dos anos 80, no Estado <strong>de</strong> São Paulo, saíamos do governo ungido <strong>de</strong> Paulo Maluf, para o primeiro eleito <strong>de</strong>Franco Montoro. Na época, <strong>de</strong>senvolvíamos o Pró-Turfa, diante das notáveis jazidas indicadas no Vale do Paraíba. Foiuma dinheirama para nada.O período foi pródigo. Realizamos além da Paulipetro (que aqui está fora do escopo), o Pró-xisto. O País investiu, comrecursos da Petrobras, o <strong>de</strong>senvolvimento da produção <strong>de</strong> óleo cru a partir do xisto betuminoso, em Irati, no Sul. Aliextraímos óleo e enxofre. Faz mais <strong>de</strong> 25 anos este experimento no Canadá que, hoje, nos atuais níveis <strong>de</strong> preçosmundiais do petróleo, vai transformando em maior escala a partir <strong>de</strong> suas areias oleosas em Alberta.Vale dizer: um país pobre <strong>de</strong> recursos para os investimentos estatais, como tem sido o Brasil, gastou mal, em horaprecoce, <strong>de</strong> modo açodado.Montoro assumiu São Paulo com sua Cia. Energética, a Cesp, fracassando na produção <strong>de</strong> metanol <strong>de</strong> ma<strong>de</strong>ira. ACesp chegou a gastar alguns milhões <strong>de</strong> dólares em sua planta <strong>de</strong> Corumbataí. Ao final, a unida<strong>de</strong> não extraiu metano,quanto mais metanol.Nunca se po<strong>de</strong>rá esquecer que o então empreen<strong>de</strong>dor Sergio Motta, <strong>de</strong>pois ministro <strong>de</strong> FHC, construiu a Coalbra —Coque Álcool <strong>de</strong> Ma<strong>de</strong>ira, no triângulo mineiro, para produzir álcool <strong>de</strong> ma<strong>de</strong>ira, a partir <strong>de</strong> florestas ociosas na região.A tecnologia era russa, porém direcionada para a extração <strong>de</strong> lignina e outros <strong>de</strong>rivados da ma<strong>de</strong>ira. Os brasileirospagaram mais essa aventura.E o Pró-Óleo? A Merce<strong>de</strong>s Benz, o Instituto Tecnológico da Aeronáutica (ITA), o IPT-SP e tanta gente séria, testarammotores a biodiesel nos anos 80. Valeu <strong>de</strong> tudo: babaçu, girassol, arroz e o que <strong>de</strong>sse óleo.
Ocorre que o barril <strong>de</strong> diesel no mercado internacional valia quatro vezes menos do que um barril <strong>de</strong> óleo vegetal,para ração animal, nas bolsas <strong>de</strong> commodities. A substituição era inviável. A<strong>de</strong>mais, inundar o mercado <strong>de</strong>rrubariapreços (internos e ou externos) do farelo <strong>de</strong> soja ou o que quer que fosse.Alguém recorda do álcool <strong>de</strong> mandioca da Petrobras em Curvelo, em Minas Gerais? Não havia mandioca para a usinanum raio <strong>de</strong> distância econômico! Pior, o mandorová, uma lagarta, comia as folhas do tubérculo.E no Pró-álcool? Trouxemos difusores sul africanos para competir com nossas reconhecidas moendas <strong>de</strong> cana. Hojetentamos trazer enzimas... Disseminamos pequenas usinas... enquanto o programa mergulhava e os veículos a álcoolsumiam.Infelizmente, das melhores idéias, atrasamos a multiplicação <strong>de</strong> biodigestores, baratos, ecologicamente perfeitos,produtores <strong>de</strong> gás metano e fertilizantes, reinjetando aquilo que tiramos da terra, num compromisso ético com asgerações futuras.Por tudo isso, pergunta-se: é hora <strong>de</strong> abandonarmos nosso enorme potencial hidrelétrico por energias alternativas? Éhora <strong>de</strong> multiplicarmos o preço da energia elétrica no Nor<strong>de</strong>ste e no Sul com geradores eólicos? As tecnologias e asfontes energéticas escolhidas são as mais a<strong>de</strong>rentes ás necessida<strong>de</strong>s presentes e futuras do País?Há pontos sem retorno. O Próalcool renasceu e é cobiçado pelo mundo, <strong>de</strong>s<strong>de</strong> seu etanol, ao bagaço e ao vinhoto(fertilizante potássico). E o biodiesel? Como errar menos?O autor é jornalista, engenheiro, professor <strong>de</strong> Comunicação da FAAP, diretor da ABRACE – <strong>Associação</strong><strong>Brasileira</strong> <strong>de</strong> Gran<strong>de</strong>s Consumidores Industriais <strong>de</strong> Energia e <strong>de</strong> Consumidores Livres e escritor com o sitewww.pauloludmer.com.br .Fonte: DCI - Comércio Indústria & Serviços 15/03/06