Seal-Lok O-Ring Face Seal Tube Fittings - Precision Fitting & Gauge
Seal-Lok O-Ring Face Seal Tube Fittings - Precision Fitting & Gauge
Seal-Lok O-Ring Face Seal Tube Fittings - Precision Fitting & Gauge
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
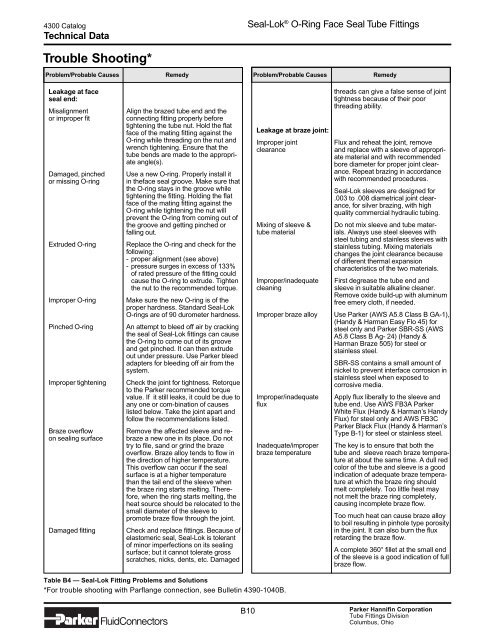
4300 Catalog <strong>Seal</strong>-<strong>Lok</strong> ® O-<strong>Ring</strong> <strong>Face</strong> <strong>Seal</strong> <strong>Tube</strong> <strong><strong>Fitting</strong>s</strong>Technical DataTrouble Shooting*Problem/Probable Causes Remedy Problem/Probable Causes RemedyLeakage at faceseal end:Misalignmentor improper fitDamaged, pinchedor missing O-ringExtruded O-ringImproper O-ringPinched O-ringImproper tighteningAlign the brazed tube end and theconnecting fitting properly beforetightening the tube nut. Hold the flatface of the mating fitting against theO-ring while threading on the nut andwrench tightening. Ensure that thetube bends are made to the appropriateangle(s).Use a new O-ring. Properly install itin theface seal groove. Make sure thatthe O-ring stays in the groove whiletightening the fitting. Holding the flatface of the mating fitting against theO-ring while tightening the nut willprevent the O-ring from coming out ofthe groove and getting pinched orfalling out.Replace the O-ring and check for thefollowing:- proper alignment (see above)- pressure surges in excess of 133%of rated pressure of the fitting couldcause the O-ring to extrude. Tightenthe nut to the recommended torque.Make sure the new O-ring is of theproper hardness. Standard <strong>Seal</strong>-<strong>Lok</strong>O-rings are of 90 durometer hardness.An attempt to bleed off air by crackingthe seal of <strong>Seal</strong>-<strong>Lok</strong> fittings can causethe O-ring to come out of its grooveand get pinched. It can then extrudeout under pressure. Use Parker bleedadapters for bleeding off air from thesystem.Check the joint for tightness. Retorqueto the Parker recommended torquevalue. If it still leaks, it could be due toany one or com-bination of causeslisted below. Take the joint apart andfollow the recommendations listed.Remove the affected sleeve and re-braze a new one in its place. Do nottry to file, sand or grind the brazeoverflow. Braze alloy tends to flow inthe direction of higher temperature.This overflow can occur if the sealsurface is at a higher temperaturethan the tail end of the sleeve whenthe braze ring starts melting. Therefore,when the ring starts melting, theheat source should be relocated to thesmall diameter of the sleeve topromote braze flow through the joint.Check and replace fittings. Because ofelastomeric seal, <strong>Seal</strong>-<strong>Lok</strong> is tolerantof minor imperfections on its sealingsurface; but it cannot tolerate grossscratches, nicks, dents, etc. DamagedBraze overflowon sealing surfaceDamaged fittingLeakage at braze joint:Improper jointclearance<strong>Seal</strong>-<strong>Lok</strong> sleeves are designed for.003 to .008 diametrical joint clearance,for silver brazing, with highquality commercial hydraulic tubing.Do not mix sleeve and tube mater-ials. Always use steel sleeves withsteel tubing and stainless sleeves withstainless tubing. Mixing materialschanges the joint clearance becauseof different thermal expansioncharacteristics of the two materials.First degrease the tube end andsleeve in suitable alkaline cleaner.Remove oxide build-up with aluminumfree emery cloth, if needed.Use Parker (AWS A5.8 Class B GA-1),(Handy & Harman Easy Flo 45) forsteel only and Parker SBR-SS (AWSA5.8 Class B Ag- 24) (Handy &Harman Braze 505) for steel orstainless steel.SBR-SS contains a small amount ofnickel to prevent interface corrosion instainless steel when exposed tocorrosive media.Apply flux liberally to the sleeve andtube end. Use AWS FB3A ParkerWhite Flux (Handy & Harman’s HandyFlux) for steel only and AWS FB3CParker Black Flux (Handy & Harman’sType B-1) for steel or stainless steel.The key is to ensure that both thetube and sleeve reach braze temperatureat about the same time. A dull redcolor of the tube and sleeve is a goodindication of adequate braze temperatureat which the braze ring shouldmelt completely. Too little heat maynot melt the braze ring completely,causing incomplete braze flow.Too much heat can cause braze alloyto boil resulting in pinhole type porosityin the joint. It can also burn the fluxretarding the braze flow.A complete 360° fillet at the small endof the sleeve is a good indication of fullbraze flow.Mixing of sleeve &tube materialImproper/inadequatecleaningImproper braze alloyImproper/inadequatefluxInadequate/improperbraze temperaturethreads can give a false sense of jointtightness because of their poorthreading ability.Flux and reheat the joint, removeand replace with a sleeve of appropriatematerial and with recommendedbore diameter for proper joint clearance.Repeat brazing in accordancewith recommended procedures.Table B4 — <strong>Seal</strong>-<strong>Lok</strong> <strong>Fitting</strong> Problems and Solutions*For trouble shooting with Parflange connection, see Bulletin 4390-1040B.B10Parker Hannifin Corporation<strong>Tube</strong> <strong><strong>Fitting</strong>s</strong> DivisionColumbus, Ohio