Experimental Investigation of Pattern-less Casting ... - MIT Publications
Experimental Investigation of Pattern-less Casting ... - MIT Publications
Experimental Investigation of Pattern-less Casting ... - MIT Publications

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
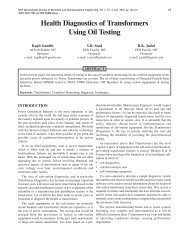
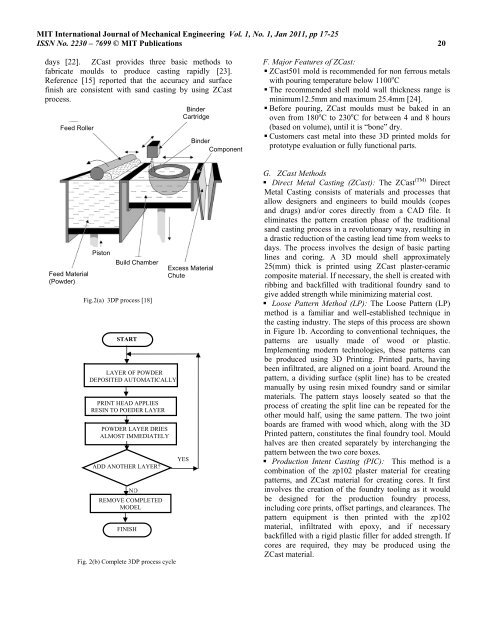
<strong>MIT</strong> International Journal <strong>of</strong> Mechanical Engineering Vol. 1, No. 1, Jan 2011, pp 17-25ISSN No. 2230 – 7699 © <strong>MIT</strong> <strong>Publications</strong> 20days [22]. ZCast provides three basic methods t<strong>of</strong>abricate moulds to produce casting rapidly [23].Reference [15] reported that the accuracy and surfacefinish are consistent with sand casting by using ZCastprocess.Feed RollerBinderCartridgeBinderComponentF. Major Features <strong>of</strong> ZCast:• ZCast501 mold is recommended for non ferrous metalswith pouring temperature below 1100 o C• The recommended shell mold wall thickness range isminimum12.5mm and maximum 25.4mm [24].• Before pouring, ZCast moulds must be baked in anoven from 180 o C to 230 o C for between 4 and 8 hours(based on volume), until it is “bone” dry.• Customers cast metal into these 3D printed molds forprototype evaluation or fully functional parts.Feed Material(Powder)PistonBuild ChamberFig.2(a) 3DP process [18]STARTLAYER OF POWDERDEPOSITED AUTOMATICALLYPRINT HEAD APPLIESRESIN TO POEDER LAYERPOWDER LAYER DRIESALMOST IMMEDIATELYADD ANOTHER LAYER?NOREMOVE COMPLETEDMODELFINISHFig. 2(b) Complete 3DP process cycleExcess MaterialChuteYESG. ZCast Methods(TM)• Direct Metal <strong>Casting</strong> (ZCast): The ZCast DirectMetal <strong>Casting</strong> consists <strong>of</strong> materials and processes thatallow designers and engineers to build moulds (copesand drags) and/or cores directly from a CAD file. Iteliminates the pattern creation phase <strong>of</strong> the traditionalsand casting process in a revolutionary way, resulting ina drastic reduction <strong>of</strong> the casting lead time from weeks todays. The process involves the design <strong>of</strong> basic partinglines and coring. A 3D mould shell approximately25(mm) thick is printed using ZCast plaster-ceramiccomposite material. If necessary, the shell is created withribbing and backfilled with traditional foundry sand togive added strength while minimizing material cost.• Loose <strong>Pattern</strong> Method (LP): The Loose <strong>Pattern</strong> (LP)method is a familiar and well-established technique inthe casting industry. The steps <strong>of</strong> this process are shownin Figure 1b. According to conventional techniques, thepatterns are usually made <strong>of</strong> wood or plastic.Implementing modern technologies, these patterns canbe produced using 3D Printing. Printed parts, havingbeen infiltrated, are aligned on a joint board. Around thepattern, a dividing surface (split line) has to be createdmanually by using resin mixed foundry sand or similarmaterials. The pattern stays loosely seated so that theprocess <strong>of</strong> creating the split line can be repeated for theother mould half, using the same pattern. The two jointboards are framed with wood which, along with the 3DPrinted pattern, constitutes the final foundry tool. Mouldhalves are then created separately by interchanging thepattern between the two core boxes.• Production Intent <strong>Casting</strong> (PIC): This method is acombination <strong>of</strong> the zp102 plaster material for creatingpatterns, and ZCast material for creating cores. It firstinvolves the creation <strong>of</strong> the foundry tooling as it wouldbe designed for the production foundry process,including core prints, <strong>of</strong>fset partings, and clearances. Thepattern equipment is then printed with the zp102material, infiltrated with epoxy, and if necessarybackfilled with a rigid plastic filler for added strength. Ifcores are required, they may be produced using theZCast material.