Magival DATA - Free Machining Ferritic Stainless Steels - Inox A/S
Magival DATA - Free Machining Ferritic Stainless Steels - Inox A/S
Magival DATA - Free Machining Ferritic Stainless Steels - Inox A/S
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
ACCIAIERIE VALBRUNACustomer’s Technical AssistanceFREE MACHINING FERRRITIC STAINLESS STEELSThere are five standard grade in our production. When looking for the right steel for your solenoidcores, it’s better to begin the evaluation with the popular AISI 430F, whose Valbruna’s trade markbeing:MG1 AISI 430F – ALLOY 2 ASTM838- W.nr.1.4105 EN10088 – UNS 43020This grade is well know and widely used in many industries. Most magnetic parts of fuel injectionsystems are produced with MG1.Chemical composition and special processing assure high permeability and low coercive whendelivered in a soft magnetic annealed condition. Machinability is reduce a little bit when comparedto unannealed bars after cold drawing. However, there is no wide gap between the two conditions.Some differences may be found in drilling and tapping due to low hardness and coarse grains.MG2 ALLOY 2 ASTM 838When taking into consideration machinability and soft annealing, MG2 can be compared to MG1.Due to a higher Silicon content, MG2 has a higher resistivity that reduces the eddy current effectin the ore.MG2 is a little harder than MG1 and this gives some advantage in drilling, tapping, surfacefinishing and penning.This grade is the “ best sellers “ in solenoid core production, due to its high magneticperformances as highest permeability and right price.MG3 XM34 ASTM 582Improvements in machinability by the addition of Sulphur lead to a degradation of corrosionresistance. Harmful effects of this element is considerably reduced when Molybdenum is added.A good machinability and corrosion resistance imply a compromise.During the past few years, several solenoid part Makers preferred high machinability, in order tosave costs and tools. In grades such as MG3, the machinability is increased by lowering theMolybdenum content and by increasing the Sulphur content.The chemical balance of MG3 was design to satisfy these requirements.Resistance corrosion may be better if the sulphur were reduced to a low limit of range.Valbruna suggests to follow this way if corrosion resistance were a primary target .Raising the content of Molybdenum would increase the cost and lower the machinability.MG4 W. N° 1.4106It can be defined as MG2 with molybdenum or MG3 with Silicon.The main properties are higher resistivity and greater hardness when compared with MG3.Corrosion resistance is the same as MG3, but lower than MGT.This grade has achieved great and unexpected sales success in Italy.The reason for this, is that some solenoid Makers probably want the same magnetic properties ofMg2, even if the use of a cheaper grade could assure similar performances.In other words, there is no reason to use Molybdenum grades if operating environment isn’tcorrosive.<strong>Magival</strong> Pag. 1 Of 5
ACCIAIERIE VALBRUNACustomer’s Technical AssistanceMGT S18235 ASTM A582 - W. N° 1.4523It’s well known that, in order to strongly reduce pitting and crevice corrosion, Molybdenum has tobe added in ferritic stainless steel.Moreover, to improve machinability, we have “ to dirty “ the steel with Sulphur.This element combines with manganese and forms Manganese-sulphides that have favourableinfluence on machinability. Unfortunately, these Mn-S small inclusions are points of primer ofcorrosion. To reduce the problems, Titanium is added in order to form Mn-S-Ti inclusions thathave a different behaviour and don’t prime pitting corrosion.Nevertheless, Titanium slightly reduces a little bit the life of tools and magnetic properties whencompared to MG2, MG3 and MG4.INCREASING MACHINABILITYMG2MG1MG4MG3MGTX17LXDMX17M0IMPROVED RESISTANCE CORROSIONFig.5 : Soft Magnetic <strong>Stainless</strong> <strong>Steels</strong>‘ Corrosion Resistance and Machinability<strong>Magival</strong> Pag. 2 Of 5
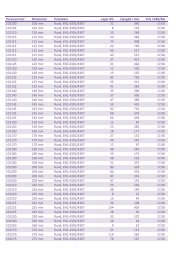
ACCIAIERIE VALBRUNACustomer’s Technical AssistanceFERRITIC STAINLESS STEELSThis series of steels is used the primary target is resistance corrosion.Obviously, machinability will be poor if compared to Sulphur grades. Unless otherwise specifiedin the purchase order, all these grades are produced with Sulphur content in upper limit of range( S = 0.02 - 0.03 ), to avoid great drops in machinability.There is an easy correspondence between varied steels.For instance, MG1, MG3 and MG4 are free machining version which refer to X17L, X17M andXD4 respectively. They offer improved resistance corrosion and weldability.In chloride environments, it’s better to use Molybdenum grade X17M or XD4 if higher resistivityis required (i.e. alternative current excitation).Soft Magnetic Annealing (all grades)Machined parts produced from unannealed bar items require heat treatment (annealing) to attainthe best magnetic properties (magnetically soft condition). An usually heat treatment is:Heating to 830÷870 °CSoak Time, 2 hours at temperatureFurnace cooling up to 600°C, then AirCaution: Atmospheres having high dew points or containing traces of oxigen can produce a thinchrome oxide surface layer. Nitrogen bearing atmosphere can produce surface nitriding. Either orboth of there conditions are detrimental to the magnetic properties.Typical physical properties on <strong>Stainless</strong> steelsDensity (Kg/dm 3 ) 760÷780Electrical Resistivity (µΩ-cm) 600÷790Saturation Flux Density (T) 1.45÷1.60Curie Temperature (°C) 660÷670Magnetic properties on <strong>Stainless</strong> steels (from 1 Tesla)Typical Max Permeability 1200÷2200Typical Br values (T) 0.4÷0.8D-C Coercive Force (A/m) 100÷240LOW CHROMIUM FERRITIC STEELSThe XCr series is an intermediary of FeSi silicon-iron and MG ferritic stainless steel.These grades don’t have higher resistance corrosion and right evaluations have to be made aboutthis subject. For instance, they may be used in damp air, fuels or fresh water ( XCr12 ), but theyrust in salt environments.Magnetic properties are good and, obviously, polarization J is better than ferritic stainless steelsdue to a lower content of elements and a more favourable Iron balance.There are two grades XCr8 and XCr12 (with sulphur in upper limit of range) and two freemachining version XCr8S and XCr12S .<strong>Magival</strong> Pag. 3 Of 5
ACCIAIERIE VALBRUNACustomer’s Technical AssistanceRecommended heat treatment for XCR gradesGradeSOFT ANNEALING(°C) SOAKING COOLING(Vacuum or inert gases) (hours) RATEXCr8, XCr8S 770° – 780° 3 – 4 Still airXCr12, XCr12S 790° - 800° 3 –4 Still airDo not overcome these temperatures to avoid to entry in austenitic field.What About Weldability ?<strong>Ferritic</strong> stainless steelsThe term weldabilty is defined here as the ease with which sound weld may be made andsuitability of these welds to perform successfully . It’s necessary therefore, that weldabilityincludes both mechanical aspects such as ductility and impact thoughness, and corrosion aspects,such as resistance to stress corrosion, intergranular attack, pitting and general corrosion.All these aspects are important when welding, but it should be borne in mind that, in solenoidcore production, small thicknesses are welded and autogenous welds are used. Therefore, due to arapid cooling rate, it’s improbable that, for instance, the heat affected zone of a core has a longtermexposure at a dangerous temperature. This avoids embrittlement, due to decomposition of anIiron-chromium ferrite phase into a mixture of iron- rich α and chromium- rich α phases.The same evaluation is valid for the precipitation of tetragonal sigma σ -phase, which is based onthe compound FeCr. Thus, we have to pay attention to other kinds of welding defects such as hotcrack and porosity in weld zone and how resistance corrosion will be influenced in both heataffected zones and fuse zones.However, welding is known to reduce toughness. Corrosion resistance due to grain coursing andright parameters of welding, avoidance some typical defects such as porosity.To improve the corrosion resistance of the MAGIVAL series, special melting and refiningpractices in steel making , produce a high purity ferritic alloy by controlling of interstitialelements content. With low levels of Carbon and Nitrogen, Chromium carbide and nitrideprecipitation will happen within limits. Thus, welded corrosion resistance will be maintained.Ductility in welding condition is degraded due to grain coarsening, which is unavoidable inferritic steels. A proper welding procedure is very important. In the same manner, efficientlydegreasing and drying the parts before welding is a good rule in order to avoid porosity in fusezone.<strong>Free</strong> machining stainless steelsThe main application for free machining steels is in the production of solenoid cores, that are tobe machined to offer the best performances in CNC.Always remember that all these grades are not recommended for welding, because high sulphurcontents may cause hot cracking and porosity in fused zone. Pay attention to shifting off the centreof welding when these steels are welded together with stainless steel with lower sulphur content.Proper heat inputs allow to have sound welds.What About Passivating?<strong>Magival</strong> Pag. 4 Of 5
ACCIAIERIE VALBRUNACustomer’s Technical AssistanceAll ferritic stainless steel may be passivated to eliminate iron particles, dirt and surfacecontamination. Use nitric acid and sodium dichromate for ferritic stainless steels.Passivation or decontamination of free machining grades is not currently recommended.Please contact Customer’s Technical Assistance for passivating procedure.<strong>Magival</strong> Pag. 5 Of 5