TOPTIG - Vítejte > Air Liquide Welding Czech
TOPTIG - Vítejte > Air Liquide Welding Czech
TOPTIG - Vítejte > Air Liquide Welding Czech

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
6<br />
<strong>TOPTIG</strong> performance<br />
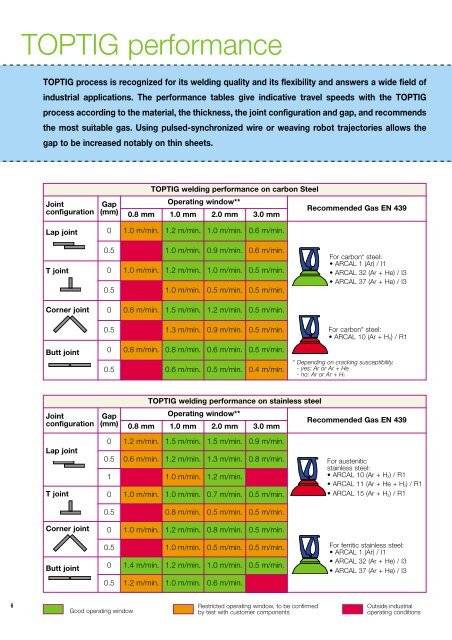
<strong>TOPTIG</strong> process is recognized for its welding quality and its flexibility and answers a wide field of<br />
industrial applications. The performance tables give indicative travel speeds with the <strong>TOPTIG</strong><br />
process according to the material, the thickness, the joint configuration and gap, and recommends<br />
the most suitable gas. Using pulsed-synchronized wire or weaving robot trajectories allows the<br />
gap to be increased notably on thin sheets.<br />
Joint<br />
configuration Gap<br />
(mm)<br />
<strong>TOPTIG</strong> welding performance on carbon Steel<br />
Operating window**<br />
0.8 mm 1.0 mm 2.0 mm 3.0 mm<br />
Lap joint 0 1.0 m/min. 1.2 m/min. 1.0 m/min. 0.6 m/min.<br />
0.5 1.0 m/min. 0.9 m/min. 0.6 m/min.<br />
T joint 0 1.0 m/min. 1.2 m/min. 1.0 m/min. 0.5 m/min.<br />
0.5 1.0 m/min. 0.5 m/min. 0.5 m/min.<br />
Corner joint 0 0.8 m/min. 1.5 m/min. 1.2 m/min. 0.5 m/min.<br />
0.5 1.3 m/min. 0.9 m/min. 0.5 m/min.<br />
Butt joint 0 0.8 m/min. 0.8 m/min. 0.6 m/min. 0.5 m/min.<br />
Joint<br />
configuration Gap<br />
(mm)<br />
Lap joint<br />
0.5 0.6 m/min. 0.5 m/min. 0.4 m/min.<br />
<strong>TOPTIG</strong> welding performance on stainless steel<br />
Operating window**<br />
0.8 mm 1.0 mm 2.0 mm 3.0 mm<br />
0 1.2 m/min. 1.5 m/min. 1.5 m/min. 0.9 m/min.<br />
0.5 0.6 m/min. 1.2 m/min. 1.3 m/min. 0.8 m/min.<br />
1 1.0 m/min. 1.2 m/min.<br />
T joint 0 1.0 m/min. 1.0 m/min. 0.7 m/min. 0.5 m/min.<br />
0.5 0.8 m/min. 0.5 m/min. 0.5 m/min.<br />
Corner joint 0 1.0 m/min. 1.2 m/min. 0.8 m/min. 0.5 m/min.<br />
Butt joint<br />
Good operating window<br />
0.5 1.0 m/min. 0.5 m/min. 0.5 m/min.<br />
0 1.4 m/min. 1.2 m/min. 1.0 m/min. 0.5 m/min.<br />
0.5 1.2 m/min. 1.0 m/min. 0.6 m/min.<br />
Restricted operating window, to be confirmed<br />
by test with customer components<br />
Recommended Gas EN 439<br />
For carbon* steel:<br />
• ARCAL 1 (Ar) / I1<br />
• ARCAL 32 (Ar + He) / I3<br />
• ARCAL 37 (Ar + He) / I3<br />
For carbon* steel:<br />
• ARCAL 10 (Ar + H2) / R1<br />
* Depending on cracking susceptibility.<br />
- yes: Ar or Ar + He<br />
- no: Ar or Ar + H2<br />
Recommended Gas EN 439<br />
For austenitic<br />
stainless steel:<br />
• ARCAL 10 (Ar + H2) / R1<br />
• ARCAL 11 (Ar + He + H2) / R1<br />
• ARCAL 15 (Ar + H2) / R1<br />
For ferritic stainless steel:<br />
• ARCAL 1 (Ar) / I1<br />
• ARCAL 32 (Ar + He) / I3<br />
• ARCAL 37 (Ar + He) / I3<br />
Outside industrial<br />
operating conditions