Large Scale Process Development for Hydrophobic ... - Validated
Large Scale Process Development for Hydrophobic ... - Validated
Large Scale Process Development for Hydrophobic ... - Validated

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
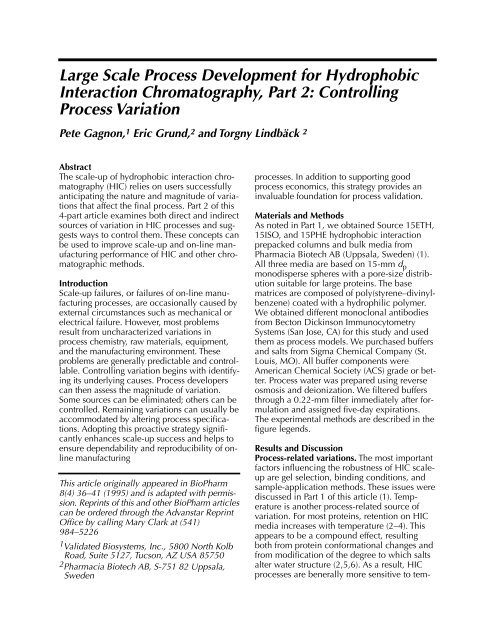
<strong>Large</strong> <strong>Scale</strong> <strong>Process</strong> <strong>Development</strong> <strong>for</strong> <strong>Hydrophobic</strong>Interaction Chromatography, Part 2: Controlling<strong>Process</strong> VariationPete Gagnon, 1 Eric Grund, 2 and Torgny Lindbäck 2AbstractThe scale-up of hydrophobic interaction chromatography(HIC) relies on users successfullyanticipating the nature and magnitude of variationsthat affect the final process. Part 2 of this4-part article examines both direct and indirectsources of variation in HIC processes and suggestsways to control them. These concepts canbe used to improve scale-up and on-line manufacturingper<strong>for</strong>mance of HIC and other chromatographicmethods.Introduction<strong>Scale</strong>-up failures, or failures of on-line manufacturingprocesses, are occasionally caused byexternal circumstances such as mechanical orelectrical failure. However, most problemsresult from uncharacterized variations inprocess chemistry, raw materials, equipment,and the manufacturing environment. Theseproblems are generally predictable and controllable.Controlling variation begins with identifyingits underlying causes. <strong>Process</strong> developerscan then assess the magnitude of variation.Some sources can be eliminated; others can becontrolled. Remaining variations can usually beaccommodated by altering process specifications.Adopting this proactive strategy significantlyenhances scale-up success and helps toensure dependability and reproducibility of onlinemanufacturingThis article originally appeared in BioPharm8(4) 36–41 (1995) and is adapted with permission.Reprints of this and other BioPharm articlescan be ordered through the Advanstar ReprintOffice by calling Mary Clark at (541)984–52261 <strong>Validated</strong> Biosystems, Inc., 5800 North KolbRoad, Suite 5127, Tucson, AZ USA 857502 Pharmacia Biotech AB, S-751 82 Uppsala,Swedenprocesses. In addition to supporting goodprocess economics, this strategy provides aninvaluable foundation <strong>for</strong> process validation.Materials and MethodsAs noted in Part 1, we obtained Source 15ETH,15ISO, and 15PHE hydrophobic interactionprepacked columns and bulk media fromPharmacia Biotech AB (Uppsala, Sweden) (1).All three media are based on 15-mm d pmonodisperse spheres with a pore-size distributionsuitable <strong>for</strong> large proteins. The basematrices are composed of poly(styrene–divinylbenzene)coated with a hydrophilic polymer.We obtained different monoclonal antibodiesfrom Becton Dickinson ImmunocytometrySystems (San Jose, CA) <strong>for</strong> this study and usedthem as process models. We purchased buffersand salts from Sigma Chemical Company (St.Louis, MO). All buffer components wereAmerican Chemical Society (ACS) grade or better.<strong>Process</strong> water was prepared using reverseosmosis and deionization. We filtered buffersthrough a 0.22-mm filter immediately after <strong>for</strong>mulationand assigned five-day expirations.The experimental methods are described in thefigure legends.Results and Discussion<strong>Process</strong>-related variations. The most importantfactors influencing the robustness of HIC scaleupare gel selection, binding conditions, andsample-application methods. These issues werediscussed in Part 1 of this article (1). Temperatureis another process-related source ofvariation. For most proteins, retention on HICmedia increases with temperature (2–4). Thisappears to be a compound effect, resultingboth from protein con<strong>for</strong>mational changes andfrom modification of the degree to which saltsalter water structure (2,5,6). As a result, HICprocesses are benerally more sensitive to tem-
20 AU 280nm 3.0 0 AU 280nm 3.02.0 Time (min) 5.0Figure 1. Maintaining selectivity by increasingthe binding salt concentration after reducingtemperature from (a) 23 °C to (b) 4°C.Column: 30 mm x 6.4 mm Source 15ISO;buffer A (a): 1.55 M ammonium sulfate, 0.1M sodium phosphate (pH 7.0); buffer A (b):1.95 M ammonium sulfate, 0.1 M sodiumphosphate (pH 7.0); buffer B: 0.1 M sodiumphosphate (pH 7.0); flow rate: 940 cm/hour(5 mL/min); sample: 1 mL mouse IgG 1ascites. Conditions: equilibrate column with5 mL (5 column volumes) 80% A; load sampleby on-line dilution, 20% sample, 80% A;wash with 2 mL 100% A; elute antibodywith a 10-mL linear gradient to 100% B;strip column with 10 mL 100% B. Hatchedareas indicate elution position of the MAb.perature variations than other methods. Figure1 shows that maintaining the selectivity of anantibody fractionation across a temperaturereduction from 23 °C to 4 °C required increasingthe ammonium sulfate concentration byapproximately 25%. Other proteins may beaffected to greater or lesser extents and shouldbe evaluated on a case-by-case basis.The most common cause of temperaturerelatedvariations in HIC processes is insufficientequilibration of the sample. When usingsamples as small as a few microliters duringearly process development, even cold sampleswill equilibrate rapidly enough that temperatureeffects are negligible. However, as processdevelopment proceeds into evaluations ofcapacity and other parameters that requirelarger sample volumes, temperature effects areamplified in parallel. At full process scale, atoo-frequent cause of process failure occurswhen sample is taken directly from cold storage<strong>for</strong> a room-temperature process (Figure 2).Failures of this sort pose the worst obstacle tosubsequent investigations because the evidenceis lost as soon as the sample temperaturereaches equilibrium.Avoiding this type of problem is largely amatter of education <strong>for</strong> both process developersand manufacturing staff. It is important thattemperature specifications be included in manufacturingstandard operating procedures(SOPs). SOPs should emphasize that allprocess materials—buffers and raw product—must be at a specified temperature be<strong>for</strong>ebeginning a process.Minor temperature variations betweendevelopment and manufacturing laboratoriesare unlikely to cause serious process deviations,but they should not be dismissed.Consult facility records to determine the rangeand average temperatures of manufacturingareas—then develop processes to those specifications.Variations from raw materials. Raw materials<strong>for</strong> manufacturing include raw product,buffer components, process buffers, and gelmedia. Routine variations in these materialsseldom result in process failure, but they dohave an impact, so it is important to characterizeand accommodate them.Raw product. Typically, the raw product isthe least controlled component in a purificationprocess. Even under the best circumstances,significant variations in product concentrationand the proportion of contaminantsare likely. Very often, users conduct earlyprocess development with materials that areinconsistent with materials to be used in thefinal production process. The worst possiblesituation is when process developers use afailed production lot—such as one with micro-ab
30 AU 280nm 3.0 0 AU 280nm 3.02.0 Time (min) 5.0ab0 AU 280nm 3.0 0 AU 280nm 3.02.0 Time (min) 6.0abFigure 2. HIC process failure caused by nonequilibrationof sample temperature. Shownare profiles generated (a) with both the sampleand system at 23 °C and (b) with thesample at 4 °C and the system at 23 °C.Other conditions were the same as in Figure1a. Hatched areas indicate elution positionof the antibody.Figure 3. <strong>Process</strong> variation caused by varyingthe antibody concentration of the cell culturesupernatant. Shown are profiles generatedwith (a) 90 and (b) 20µg/mL levels of antibody.Buffer A: 1.5 M ammonium sulfate,0.1 M sodium phosphate (pH 7.0); buffer B:0.1 M sodium phosphate (pH 7.0); sample: 2mL mouse IgG 2a cell culture supernatant.Other conditions were the same as in Figure1a. Hatched areas indicate elution positionof the antibody.bial contamination—<strong>for</strong> method development.Such media often contain elevated levels ofnucleotides, endotoxins, and proteases. Thesecontaminants can foul chromatography mediaor cause other interference problems thatwould not be encountered normally, The productitself may even be altered.Be<strong>for</strong>e a process proceeds to scale-up,process developers should finalize the productionSOP and characterize multiple lots ofproduct <strong>for</strong> routine variations. It must bedemonstrated that the purification methodfunctions adequately at the extremes of therange (see Figure 3). If production media representingthese extremes are unavailable, processdevelopers can simulate them by spiking sampleswith partially purified product or withproduct-free growth media. To obtain an indicationof the amount of variation <strong>for</strong> a particularcell line in the absence of productionbehaviordata, users can consult data from productionhistories of similar established products.Chromatography media. Users often take <strong>for</strong>granted that commercial chromatographymedia offer identical per<strong>for</strong>mance characteristicsfrom lot to lot. In fact, chromatographymedia are manufactured to meet specifiedranges—not fixed values—and lot-to-lot differ-
4ences can have significant effects on processreproducibility. This is especially true of HICmedia because of the dependence of selectivityupon both ligand density and hydrophobicity.(7–11). It is also true that the QC tests usedby gel manufacturers can never reveal all ofthe per<strong>for</strong>mance characteristics relevant to therange of poteintial user applications.For any given chromatography product, usersshould evaluate media from three or more lotsto characterize variation. Capacity, selectivity,and resolution are the key variables. <strong>Process</strong>developers can test mixtures of commerciallyavailable model proteins but should alsoinclude the product of interest in crude or purified<strong>for</strong>m. The main point of this testing is toobtain an estimate of matrix variability that hasmeaning in the context of your specific requirementsand operating conditions (see Figure 4).Acceptable ranges of matrix variation areprocess dependent, and some processes aremore tolerant than others. However, as a generalguideline, lot-to-lot variation greater than 5%is cause <strong>for</strong> concern. Ranges greater than10%will almost certainly result in significant processvariation. Such variations may require lot-specificmethod adjustments to ensure adequatereproducibility.Conducting process development on oneparticle size and scaling up to another on thesame medium increases the likelihood of gelassociatedprocess variation. It is important tocharacterize the variation of the differentmedia individually and then compare rangesand averages. If the differences between particlesize ranges are of the same approximatemagnitude as the differences within eachmedium, the problems should be no greaterthan those encountered when developing andscaling up using the same medium. If the differencesare significant, users should exercisecaution. Users should also be aware that mediawith different matrix and ligand chemistriescan yield significantly different results <strong>for</strong>endotoxin, virus, and nucleotide clearance,even if their protein fractionation capabilitiesare similar.Buffer components. The quality and consistencyof buffer components can affect theselectivity of HIC separations significantly.Users should be aware of heavy metal contamination.Heavy metal binding by proteins generallyincreases their hydrophobicity (12,13).0.0 AU 280nm 0.022.0 time (min) 4.0Figure 4. Reproducibility of selectivity usingthree lots of HIC media. Columns: 30 mm 36.4 mm Source 15ISO, lot numbers225234/5, 27227/2, and P34Ep(A)12PG7;buffer A: 1.5 M ammonium sulfate, 0.1 Msodium phosphate (pH 7.0); buffer B: 0.1 Msodium phosphate (pH 7.0); sample: purifiedmouse IgG 1 (0.5 mg/mL). Conditions: equilibratecolumn with 5 mL (5 column volumes)100% A; inject 20 µL of sample; wash columnwith 2 mL 100% A; elute antibody witha 10-mL linear gradient to 100% B; strip columnwith 10 mL 100% B.Buffer salts that contain high levels of heavymetals and vary from lot to lot can causeprocess variation. Not every separation willexhibit detectable sensitivity to this parameter,so process developers should test <strong>for</strong> it withknown high and low metal controls. Laboratoryand ACS grade salts can serve this purpose.Using ethylenediaminetetraacetic acid(EDTA) in process buffer <strong>for</strong>mulations can suppressheavy metal–induced variability, but thebest practice is to purchase salts that are controlled<strong>for</strong> metal content. Users should obtaincertificates of analysis <strong>for</strong> critical buffer componentsas a matter of routine.Buffer preparation. Differences in buffer <strong>for</strong>mulationconventions ae udually not a problemwithin either <strong>Development</strong> or Manufact-uring,but problems occasionally occur when processesare transferred from one to the other.<strong>Development</strong> staff must remember that <strong>for</strong>mulatinghundreds or thousands of liters of bufferat a time may impose constraints on processbuffer <strong>for</strong>mulation. The methods used by themanufacturing staff should be downscaled and
5abpumpspumpproportioningvalvemixercolumnmixercolumnFigure 5. Diagrams illustrating (a) post- and(b) prepump solvent-proportioning <strong>for</strong>mats.The black area in each diagram representsthe internal system volume from the point ofsolvent proportioning to the column.used consistently during process development.<strong>Development</strong> staff should also use manufacturingSOPs <strong>for</strong> buffer <strong>for</strong>mulation, adheringexplicitly to the same chemical <strong>for</strong>mulations(counterion, hydration number) and buffercomponent grades. <strong>Development</strong> buffer storageand expiration protocols should strictly adhereto Manufacturing conventions. <strong>Development</strong>instrumentation—balances, pH and conductivitymeters—should be calibrated and maintainedaccording to the programs in place <strong>for</strong>Manufacturing equipment. Both departmentsshould keep buffer logs that note buffer pH andconductivity values on a lot-by-lot basis. Thoselogs serve as useful tools to distinguish routinevariability from loss of process control.Variations from process equipment.Variations due to differences in equipmentbetween <strong>Development</strong> and Manufact-uringoften necessitate process adjustments afterscale-up. Characterizing these differences inadvance may not eliminate last-minute refinements,but it can help avoid the large deviationsthat send processes back to development.Users should check the following primaryequipment features: composition of wettedparts, mixer efficiency, accuracy of solvent proportioning,and system internal volumes.The composition of wetted parts is a particularconcern <strong>for</strong> two reasons, both of whichcause more problems with HIC than with otherchromatography methods. Because HIC routinelyuses high salt concentrations, the corrosionof stainless steel surfaces and the subsequentleaching of metal ions are a perpetualconcerns. The other problem stems from thehydrophobicity of ruby check valves and sapphirepush rods in some laboratory-scaleequipment. In HIC methods in which samplesare applied through the pump, hydrophobicproteins and lipids often foul the outer surfaceof these components, which can lead to variationsin flow precision, and in turn, to gradientaberrations or clogs. Periodic cleaning withsodium hydroxide and methanol helps to minimizethis problem, but per<strong>for</strong>ming regulardiagnostic procedures to detect flow abnormalitiesis important.Mixer efficiency is more important <strong>for</strong> HICthan <strong>for</strong> most other methods because of thehigh differential viscosity between high- andlow-salt solutions (14). If samples are loadedusing on-line dilution (see Part 1), mixer efficiencybecomes especially important becausepoor mixing of samples and binding buffer willprolong the duration of the high salt–proteininterface and encourage precipitation of proteinin the lines. Mixer efficiency must be at least asgood on manufacturing chromatographs as onprocess development systems.Variations in solvent-proportioning accuracybetween chromatographs are frequent sourcesof scale-up problems. When methods aredeveloped and scaled up on postpump solventproportioningsystems usually no problemsoccur; however, methods that are developedand scaled up on prepump solvent-proportioningsystems or transferred from one <strong>for</strong>mat toanother frequently require process corrections.Figure 5 is a diagrammatic comparison of preandpostpump solvent-proportioning systems.The internal fluid volume between the point ofsolvent proportioning and the column is the keyvariant. With postpump proportioning, this volumeis typically small, but it can be very highwith prepump proportioning.Figure 6 shows variations in gradient accuracyusing pre- and postpump solvent-propor-
60 % buffer A 100 0 % buffer A 100TimeacTimebdFigure 6. Comparison of gradient accuracy <strong>for</strong> (a,c) post- and (b,d) prepump solvent-proportioningsystems. Column volumes: (a,b) 1 mL and (c,d) 25 mL; total run volumes: (a,b) 30 mLand (c,d) 750 mL. The dashed and solid lines represent the actual and programmed gradients,respectively.tioning systems at different process scales. Wegenerated these profiles by programming gradientsbetween water (buffer A) and 1% acetonein water (buffer B) and compared the opticalprofiles at 280 nm with the programmed gradients.We corrected the position of the opticalgradients relative to the programmed gradients<strong>for</strong> the volume between the column and themonitor on both systems. Actual profiles therebyreflect the gradient at the column. We usedthe same proportional gradient configuration<strong>for</strong> each profile: five column volumes 100% A;five column volumes 65% A; 10–column volumelinear gradient to 100% B; and 10 columnvolumes 100% B.Note that con<strong>for</strong>mance of the gradient toprogrammed specifications improves withincreasing relative process volume on both solvent-proportioning<strong>for</strong>mats, especially on theprepump <strong>for</strong>mat. When the column volume issmall in the prepump system, actual gradientaccuracy (compared with the gradient program)is extremely poor. Figure 6b shows atime lag and a gross aberration of gradientshape. Both are functions of the ratio of systeminternal volume to process volume.Reproducibility of the lag and the aberrationare excellent when this ratio is kept constant.Problems arise when the ratio changes (<strong>for</strong>example, during scale-up). If a product is elutednear one of the set points in a linear gradient,a scaled-up process will likely vary significantlyfrom specifications. The effects mayrange from a simple shift of the product’s elutionposition to a change in relative purity. If aprocess employs a narrow-interval step gradient,scale-up is likely to fail outright.The ratio of internal system volume to columnvolume can also affect the efficiency ofsample equilibration using on-line dilution.Figure 7 contrasts the clearance profile of aprotein solution introduced through the proportioningvalve in a prepump solvent-proportioningsystem with the profile of a solutionintroduced through a dedicated line in a postpumpproportioning system. Clearance time isimportant because it parallels the precolumnresidence time during which proteins loadedthrough a pump will be exposed to bindingconcentrations of salt. The longer the precolumnresidence time, the higher the risk of precolumnaggregation or precipitation. As Figure
8Table 1. Estimating cumulative process variationVariable Range Mean <strong>Process</strong> equivalent a<strong>Process</strong> temperature 21–25 °C 23°C -0.015 M +0.015Sample temperature 18–25 °C 21°C -0.03 M +0.03 MBuffer pH 6.8–7.2 7.0 — —Binding salt molarity 1.45–1.55 1.50 -0.05 M +0.05 MGradient precision (%) 62.0 — -0.03 M +0.03 MGel variation (%) 62.5 — -0.04 M +0.04 MTotal -0.165 M +0.165a Expressed as the change in ammonium sulfate concentration required to produce acomparable effect.a b cd e fTimeTimeTimeFigure 8. HIC profiles generated by unprotected (top) and protected (bottom) processes.Column: 30 mm 3 6.4 mm Source 15ISO. Buffer A: (a) 1.35 M ammonium sulfate, 0.1 M sodiumphosphate (pH 7.0); (b) 1.50 M ammonium sulfate, 0.1 M sodium phosphate (pH 7.0); (c)1.65 M ammonium sulfate, 0.1 M sodium phosphate (pH 7.0). Buffer B: 0.1 M sodium phosphate(pH 7.0). Flow rate: 940 cm/h (5 mL/min); sample: 1 mL mouse IgG 1 ascites; detection:UV absorbance at 280 nm (3.0 AUFS). Unprotected conditions: Equilibrate column with 5 mL65% A; load sample by on-line dilution: 35% sample, 65% A; wash with 2 mL 65% A; eluteantibody with a 5-mL linear gradient to 27% B; strip column with 10 mL 100% B; total run time:5 min. Protected conditions: Equilibrate column with 5 mL 75% A; load sample by on-line dilution:25% sample, 75% A; wash with 2 mL 75% A; elute antibody with a 10-mL linear gradientvariations the process will face. Some sourcesof variation are unique to a given method, suchas the sensitivity of HIC to temperature variations.Others are more generic, but all sourcesof variation can be identified and evaluated.Some can be eliminated or reduced. The restcan be modeled to define safety margins thatwill protect the purification process.
9This approach expands the role of processdevelopment to include tasks such as characterizinglot-to-lot variability of chromatographymedia. It also constrains process developmentto following manufacturing SOPs and conventions<strong>for</strong> buffer preparation. But ultimately, itprovides the greatest assurance that scale-upand manufacturing will per<strong>for</strong>m predictablyand consistently.References(1) P. Gagnon, E. Grund, and T. Lindbäck,BioPharm 8 (3), 21–27 (1995).(2) S.-L. Wu, A. Figueroa, and B. Karger,J. Chromatogr. 371, 3 (1986).(3) S. Goheen and S. Englehorn, J. Chromatogr.317, 55 (1984).(4) R. Ingraham, S. Lau, A. Taneja, andR. Hodges, J. Chromatogr. 327, 77 (1985).(5) F. Regnier, Science 238, 319 (1987).(6) M. Dixon and E. Webb, Adv. Protein Chem.16, 197 (1961).(7) S. Hjertén, K. Yao, K.-O. Eriksson, andB. Johansson, J. Chromatogr. 359, 99 (1986).(8) S. Hjertén, Biochim. Biophys. Acta 412,51(1975).(9) J. Rosengren, S. Påhlman, and S. Hjertén,J. Chromatogr. 101, 281 (1974).(10) D. Gooding, M. Schmuck, and K. Gooding,J. Chromatogr. 107, 114 (1984).(11) D. Nau, Biochromatography 5, 62 (1990).(12) T. Arakawa and S. Timasheff, Biochemistry 21,6545 (1982).(13) T. Arakawa and S. Timasheff, Biochemistry 23,5912 (1984).(14) R. Chicz and F. Regnier, Met. Enzymol. 182,392–421 (1990).This article was downloaded from <strong>Validated</strong>Biosystems Quarterly Resource Guide <strong>for</strong>Downstream processing. The entire Newslettercan be accessed free on the internet.<strong>Validated</strong> Biosystems, Inc.5800 North Kolb Road, Suite 5127Tucson, AZ USA 85750-0912e-mail: info@validated.comhttp://www.validated.comphone: (520) 529-1095fax: (520) 529-1021