

4)JSQS 英 語 版 見 本 ページ 5)JSQS 解 説 書 見 本 ページ
ï¼ç¤¾ï¼æ¥æ¬è¹è¶æµ·æ´å·¥å¦ä¼ JSQS 精度æ¨æºç 究å§å¡ä¼
ï¼ç¤¾ï¼æ¥æ¬è¹è¶æµ·æ´å·¥å¦ä¼ JSQS 精度æ¨æºç 究å§å¡ä¼
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
目 次1. 研 究 の 背 景 と 目 的2. 研 究 成 果1)<strong>JSQS</strong> 日 <strong>本</strong> <strong>語</strong> <strong>版</strong> 「はじめに」2)<strong>JSQS</strong> 日 <strong>本</strong> <strong>語</strong> <strong>版</strong> <strong>見</strong> <strong>本</strong> <strong>ページ</strong>3)<strong>JSQS</strong> <strong>英</strong> <strong>語</strong> <strong>版</strong> Preface to 2007 Revision4)<strong>JSQS</strong> <strong>英</strong> <strong>語</strong> <strong>版</strong> <strong>見</strong> <strong>本</strong> <strong>ページ</strong>5)<strong>JSQS</strong> <strong>解</strong> <strong>説</strong> <strong>書</strong> <strong>見</strong> <strong>本</strong> <strong>ページ</strong>
1. 研 究 の 背 景 と 目 的<strong>JSQS</strong>「 日 <strong>本</strong> 鋼 船 工 作 法 精 度 標 準 ( 艤 装 関 係 )」( 以 下 <strong>JSQS</strong>( 艤 装 関 係 )と 略 す)は 第 一 回 制 定 の1969 年 以 来 ,1975 年 ,1982 年 ,1994 年 ,2000 年 の 改 訂 を 実 施 しており, 造 船 工 事 の 中 でも 特 に 多 種 少 量 生 産 工 事である 種 類 ・ 職 能 ・ 手 順 等 の 広 い 艤 装 工 事 の 工 作 精 度 基 準 としての 標 準 範 囲 及 び 許 容 限 度 を 制 定 し, 継 続 的 に 改 訂 がなされてきており, 艤 装 工 作 技 術 の 向 上 に 寄 与 した。 前 回 2000 年 に 発 行 した<strong>JSQS</strong>( 艤 装 関 係 )からは 既 に5年 を 経 過 したこともあり,また 昨 今 の 艤 装 工 作 に 関 わる 環 境 の 変 化 から 改 訂 の 機 運 が 高 まり <strong>見</strong> 直 しを 図 ることとした。改 訂 に 際 し 以 下 の 問 題 点 に 留 意 した。(1) 船 の 大 型 化昨 今 の 新 造 船 の 大 型 化 に 対 して 艤 装 品 も 大 型 化 しており, 精 度 基 準 の 標 準 範 囲 ・ 許 容 限 度 の <strong>見</strong> 直 しが 必 要 になった 点 。(2) 舶 用 メーカーの 多 様 化舶 用 メーカーの 最 新 の 実 績 ・ 実 情 の 工 作 精 度 と2000 年 改 訂 の 精 度 基 準 とに 差 異 が <strong>見</strong> られた 点 。(3) 精 度 ・ 基 準 の 技 術 的 考 察 の 導 入従 来 の<strong>JSQS</strong>( 艤 装 関 係 )では 実 際 の 造 船 所 の 工 作 の 実 態 から 精 度 基 準 を 求 める 手 法 であり, 技 術 面 ・ 品 質 面 の <strong>見</strong>地 からの 検 討 。これらの 問 題 点 に 対 して, 新 たに<strong>JSQS</strong>( 艤 装 関 係 )の 全 面 <strong>見</strong> 直 しを 行 い,また 艤 装 工 作 技 術 の 向 上 と 艤 装 工 作トラブルを 回 避 すること,さらに 最 新 の 精 度 標 準 を 策 定 することを 目 的 として,<strong>JSQS</strong> 精 度 標 準 研 究 委 員 会 を 発 足した。 <strong>本</strong> 研 究 委 員 会 の 研 究 活 動 は 造 船 設 計 ・ 生 産 技 術 交 流 会 船 体 艤 装 工 作 部 会 の 研 究 活 動 と 同 期 させて 実 施 し, 船 体艤 装 工 作 部 会 の 研 究 活 動 では<strong>JSQS</strong>( 艤 装 関 係 )の 発 行 を 含 む 船 体 艤 装 工 作 の 技 術 向 上 の 寄 与 を 目 的 として 各 種 テーマを 設 定 して 活 動 を 推 進 した。<strong>本</strong> 研 究 委 員 会 の 構 成 としては 船 体 艤 装 工 作 部 会 の 全 委 員 が 参 加 し,1) 鉄 艤 装 Ⅰグループ,2) 鉄 艤 装 Ⅱグループ,3)木 艤 装 グループ,4) 管 艤 装 グループ,5) 装 置 艤 装 グループ,の5つのワーキンググループを 組 織 して 調 査 ・ 研 究 を推 進 した。研 究 活 動 内 容 としては 各 ワーキンググループ 毎 に 全 項 目 を <strong>見</strong> 直 しを 行 うこととした。また 精 度 標 準 の 設 定 に 関 して,標 準 範 囲 は 従 来 通 りとして, 許 容 範 囲 を 許 容 限 界 に 改 めて, 技 術 的 評 価 による 許 容 限 界 値 として 検 討 を 行 った。 検 討の 一 例 としては, 鉄 艤 装 Ⅰグループでは,ハッチカバー 等 ではこれまでタイプ 別 (シングルプル・サイドローリング・コンテナ 船 用 ポンツン・フォールディングの 各 タイプ)と 分 かれていた 従 来 の 精 度 基 準 から, 統 一 さらた 精 度 基 準 化という 新 しい 試 みを 行 ったことや, 参 加 委 員 において 共 通 に 認 識 されている 項 目 でも 調 達 先 であるメーカーとの 認 識の 違 いがある 場 合 には, 艤 装 品 の 各 メーカーとの 技 術 交 渉 による 共 通 の 新 尺 度 化 等 について 検 討 を 進 めた。また, 各ワーキンググループ 毎 に 改 訂 作 業 を 行 ったが, 適 宜 全 委 員 による 内 容 の 相 互 点 検 やメンバー 各 社 の 現 状 基 準 を 再 度 確認 する 等 の 改 訂 情 報 の 共 有 化 を 図 った。なお, <strong>本</strong> 研 究 の 成 果 としては, 従 来 の 構 成 と 同 様 に<strong>JSQS</strong>( 艤 装 関 係 )と 同 様 に <strong>本</strong> 文 ( 和 文 )(44<strong>ページ</strong>)および <strong>本</strong> 文 ( <strong>英</strong> 文 )(42<strong>ページ</strong>)ならびに <strong>解</strong> <strong>説</strong> <strong>書</strong> ( 和 文 )(105<strong>ページ</strong>)を 一 式 として 構 成 し2007 年 1 月 に 発 行した。2. 研 究 成 果研 究 成 果 の 一 部 として, 以 下 の 項 目 を 示 す。1)<strong>JSQS</strong> 日 <strong>本</strong> <strong>語</strong> <strong>版</strong> 「はじめに」2)<strong>JSQS</strong> 日 <strong>本</strong> <strong>語</strong> <strong>版</strong> <strong>見</strong> <strong>本</strong> <strong>ページ</strong>(1)(2)3)<strong>JSQS</strong> <strong>英</strong> <strong>語</strong> <strong>版</strong> 「Preface to 2007 Revision」4)<strong>JSQS</strong> <strong>英</strong> <strong>語</strong> <strong>版</strong> <strong>見</strong> <strong>本</strong> <strong>ページ</strong>(1)(2)5)<strong>JSQS</strong> <strong>解</strong> <strong>説</strong> <strong>書</strong> <strong>見</strong> <strong>本</strong> <strong>ページ</strong>
1)<strong>JSQS</strong> 日 <strong>本</strong> <strong>語</strong> <strong>版</strong> 「はじめに」はじめに艤 装 に 関 わる 工 事 は, 取 り 扱 う 艤 装 品 の 品 種 , 工 事 の 種 類 , 職 能 , 作 業 手 順 等 が 広 い 分 野 に 渡 ることや, 造 船 の 設計 ・ 生 産 技 術 や 安 全 思 想 の 時 代 の 進 展 により 舶 用 艤 装 品 も 多 種 ・ 多 様 に 変 容 するため, 船 舶 の 品 質 の 維 持 ・ 向 上 の <strong>見</strong>地 から<strong>JSQS</strong> 艤 装 関 係 <strong>書</strong> が1969 年 に 制 定 された。この 第 1 回 制 定 以 来 ,これまでに75 年 ,82 年 ,94 年 ,2000 年 に<strong>JSQS</strong> 精 度 標 準 の 改 訂 作 業 が 継 続 的 に 実 施 されてきており, 今 回 の 改 訂 が5 回 目 となった。今 回 の<strong>JSQS</strong> 改 訂 作 業 は,2005 年 6 月 より 学 会 組 織 が 日 <strong>本</strong> 造 船 学 会 , 関 西 造 船 協 会 , 西 部 造 船 会 が 統 合 され 日<strong>本</strong> 船 舶 海 洋 工 学 会 となり 新 体 制 のスタートとなったことに 伴 い, 新 体 制 の 基 に 新 たに 制 定 された 日 <strong>本</strong> 船 舶 海 洋 工 学 会でのプロジェクト 研 究 委 員 会 活 動 の 一 環 として<strong>JSQS</strong> 精 度 標 準 研 究 委 員 会 が 組 織 されることとなり,2004 年 より改 訂 作 業 を 行 った。また, 旧 日 <strong>本</strong> 造 船 学 会 での 組 織 である 造 船 設 計 ・ 技 術 研 究 会 ・ 船 体 艤 装 工 作 部 会 の 活 動 は 日 <strong>本</strong> 船 舶 海 洋 工 学 会 ・ 造船 設 計 ・ 生 産 技 術 研 究 会 ・ 船 体 艤 装 工 作 部 会 に 継 承 されることとなり,<strong>JSQS</strong> 精 度 標 準 研 究 委 員 会 には 部 会 全 委 員の 参 加 がなされた。これまで,<strong>JSQS</strong> 精 度 標 準 の 改 訂 作 業 は 艤 装 工 作 技 術 の 向 上 と 艤 装 工 作 上 トラブルを 回 避 する 最 新 の 尺 度 を 策 定することを 目 的 として, 工 作 精 度 の 標 準 範 囲 および 許 容 限 度 について 改 訂 作 業 が 継 続 的 に 実 施 されてきているが, 今回 の 改 訂 作 業 では 次 の 点 に 配 慮 することとした。(1) 船 の 大 型 化 への 対 応 ; 昨 今 の 新 造 船 の 大 型 化 に 対 応 して 艤 装 品 も 大 型 化 してきており, 精 度 基 準 の 標 準 範 囲 ・許 容 限 度 の <strong>見</strong> 直 しが 必 要 になった。(2) 舶 用 品 メーカーの 多 様 化 ; 舶 用 品 メーカーがこれまでに 増 して 国 内 外 の 多 岐 に 渡 ることや, 舶 用 品 メーカーの最 近 の 実 績 や 実 状 の 工 作 精 度 と<strong>JSQS</strong>の 精 度 基 準 との 差 異 について 検 討 を 必 要 とした。(3) 精 度 ・ 基 準 の 技 術 的 考 察 の 導 入 ; 従 来 の<strong>JSQS</strong> 艤 装 関 係 <strong>書</strong> では 実 際 の 造 船 所 の 工 作 の 実 状 から 精 度 基 準 を 求める 手 法 が 取 られて 来 たが, 技 術 面 ・ 品 質 面 の <strong>見</strong> 地 からの 評 価 に 努 めることを 試 みた。(4)コンテンツの 情 報 化 ; 前 回 の 改 訂 作 業 から 進 められているコンテンツの 情 報 化 のさらなる 推 進 を 目 標 とした。これらをポイントにして 委 員 を 大 きく 鉄 艤 装 Ⅰグループ, 鉄 艤 装 Ⅱグループ, 木 艤 装 グループ, 管 艤 装 グループ,装 置 艤 装 グループの5つの 作 業 グループとして 組 織 して 改 訂 作 業 を 行 った。各 作 業 グループでの 主 な 改 訂 項 目 を 次 に 示 す。(1) 鉄 艤 装 Ⅰグループ1) 鋼 製 水 密 倉 口 蓋 は 条 約 ・ 規 則 等 と 照 合 して「 水 密 」の 記 述 を「 風 雨 密 」とし,さらに 一 般 的 に 使 われている 呼 称を 用 いて「 風 雨 密 ハッチカバー」と 項 目 の 名 称 を 改 めた。さらに, 従 来 の 精 度 標 準 ではハッチカバーがタイプ 別 に 記載 されていたが, 記 載 内 容 の 共 通 する 部 分 が 多 いため 統 合 した 精 度 表 として 表 すこととした。これらの 改 訂 に 伴 いハッチカバー <strong>本</strong> 体 寸 法 及 び,たわみ・ 横 曲 がり・ 歪 み 等 の 許 容 限 界 値 を 新 たに 設 定 した。また, 近 年 の 新 造 船 の 大 型 化 に対 応 してハッチカバーの 長 さと 幅 の 精 度 について,ハッチカバー <strong>本</strong> 体 の 大 きさに 比 例 させた 計 算 式 として 改 訂 した。さらに,ハッチカバー 搭 載 後 の 開 閉 作 動 における 不 具 合 を 防 ぐための 精 度 を 新 たに 設 定 した。2) 出 入 口 装 置 について, 各 風 雨 密 ハッチの <strong>見</strong> 直 しについて 検 討 を 行 ったが, 各 社 での 現 場 実 測 から 現 行 の 精 度 にて問 題 が 無 いとの 結 論 に 至 った。(2) 鉄 艤 装 Ⅱグループ1) 従 来 のコンテナ 積 付 装 置 の 精 度 標 準 については 各 社 の 実 績 および 取 付 基 準 に 基 づき 決 定 していたが, 今 回 の 改 訂ではISOコンテナでの 形 状 についての 規 格 を 基 に,コンテナの 積 付 けおよび 取 り 出 しの 際 のトラブルを 防 ぐために,幾 何 学 的 な 考 察 を 加 えることにより, 許 容 限 界 値 の 検 討 を 試 みた。また,セルガイドの 精 度 についても 新 たに 表 記 することとし,20 フィートおよび 40 フィートコンテナに 区 分 して 検 討 を 行 った。2) 従 来 のスタンランプ・ミッドランプの 項 目 について,ランプの 大 きさは 違 うものの 形 状 に 関 する 項 目 はほぼ 同 じであるということから 統 合 を 試 み, 新 たにランプ <strong>本</strong> 体 の 幅 や 長 さのように 大 きさに 関 する 精 度 として 簡 易 な 式 として表 記 することとした。3) 制 鎖 器 の 据 付 寸 法 については 新 規 に 追 加 項 目 として 検 討 を 行 い,ストッパーのアンカーチェーンとの 隙 間 について 精 度 を 定 めた。
(3) 木 艤 装 グループ1) 鋼 製 戸 と 戸 枠 の 隙 間 の 精 度 について 審 議 を 行 い, 取 付 過 程 でのトラブルの 配 慮 から 製 作 メーカーでの 精 度 を 考 慮して 検 討 を 行 った。2) 間 仕 切 り 部 の 木 壁 貫 通 部 については, 新 たに B 級 壁 貫 通 部 として 改 訂 を 行 った。3)デッキコンポジション 等 の 甲 板 敷 物 の 平 面 度 について 審 議 を 行 い,<strong>JSQS</strong> 船 殻 <strong>版</strong> と 整 合 性 が 取 れるように <strong>見</strong> 直 しを 行 った。4) 冷 蔵 庫 の 戸 の 気 密 性 について, <strong>本</strong> 文 から 削 除 して <strong>解</strong> <strong>説</strong> <strong>書</strong> へ 記 載 することとした。(4) 管 艤 装 グループ1)アルミブラス 管 の 管 曲 げ 加 工 の 際 のパイプ 断 面 形 状 の 楕 円 化 率 について, 曲 げ 半 径 R ≦ 2A および 4A < R についての 工 事 実 績 があまり <strong>見</strong> られなかったが, 今 回 の 改 訂 作 業 では 許 容 限 界 について 審 議 を 行 った。2) 管 製 作 寸 法 における 管 のスリーブへの 差 込 代 と 管 端 部 での 隙 間 ,パイプ 同 士 の 接 触 について 審 議 を 行 った。また,ロングスリーブについても 同 様 の 検 討 も 行 ったが, <strong>見</strong> <strong>解</strong> が 異 なり 除 外 することとした。3)ドレッサーの 締 め 付 け 隙 間 の 許 容 限 界 について 検 討 を 行 い 改 訂 を 行 った。なお,ロングタイプについては 除 外 した。(5) 装 置 艤 装 グループ1) 舵 板 と 舵 軸 について「リーマボルトの 締 め 代 」,「 舵 板 , 舵 軸 , 結 合 時 の 赤 当 り」について 造 船 所 での 調 査 を 行 い<strong>解</strong> <strong>説</strong> <strong>書</strong> に 明 記 した。また「 舵 板 , 舵 軸 , 結 合 時 の 芯 ずれ」について 項 目 の <strong>説</strong> 明 を 明 瞭 にするためを 記 号 による 図 示 を 行 った。さらに「 舵 軸 スリーブの 締 め 代 」の 標 準 範 囲 の 設 定 については 2000 年 度 <strong>版</strong> での 誤 記 であることを 確 認 して 訂 正を 行 った。2)「ピントルと 舵 板 テーパ 部 赤 当 り」も 造 船 所 での 調 査 を 行 い <strong>解</strong> <strong>説</strong> <strong>書</strong> に 明 記 した。また,「ピントルとスリーブの 締め 代 」の 標 準 範 囲 は 2000 年 度 <strong>版</strong> での 誤 記 であることを 確 認 して 訂 正 を 行 った。3)「 舵 軸 と 舵 柄 のテーパ 部 の 赤 当 り」について 造 船 所 での 調 査 を 行 い <strong>解</strong> <strong>説</strong> <strong>書</strong> に 明 記 した。4)ラムシリンダータイプの 舵 取 機 について「ラダーキャリアー 及 びスタフィンボックス 赤 当 り」「リーマボルトの締 め 代 」「 据 付 ライナーの 隙 間 」の 精 度 標 準 について, 必 要 性 を 初 めとして 検 討 したところ, 近 年 では 不 具 合 について 報 告 もなされておらず 削 除 した。また「ラムシリンダの 水 平 捩 れ」には 略 図 も 無 く 標 準 範 囲 の 値 について 理 <strong>解</strong> し 難いため, 略 図 を 記 載 した。さらに「 据 付 完 了 時 の 油 圧 カップリングの 芯 」については,ZIS に 準 じた 引 用 の 数 値 の <strong>見</strong>直 しから,ZIS により 定 められていた 面 の 傾 きの 標 準 範 囲 および 同 芯 度 の 標 準 範 囲 について 検 討 を 行 った。5) 甲 板 機 器 の 機 械 台 の 据 付 けの 精 度 として「 台 と 機 械 の 隙 間 」についてA,B,Cクラスの 機 器 類 の 分 類 として 記載 されているが,これに 加 え 新 たに「クラス 雑 用 ウインチ 類 」として 記 載 することとした。6) 固 定 型 デッキクレーンポスト 据 付 けについて, 舶 用 品 メーカーの 要 求 値 について 調 査 を 行 い, 標 準 範 囲 や 許 容 限界 の 数 値 の 適 合 性 の 検 討 を 行 った。 検 討 により「ポストの 撓 み」についての 追 加 を 行 った。なお, 各 原 案 は 表 に 示 す 分 担 により 検 討 がなされ,<strong>JSQS</strong> 精 度 標 準 委 員 会 , 委 員 会 審 議 ,ワーキンググループ 審 議 ,<strong>JSQS</strong> 幹 事 会 において 十 分 な 審 議 を 重 ねた 後 , 九 州 大 学 において 最 終 的 な 取 り 纏 めを 行 った。2007 年 1 月日 <strong>本</strong> 船 舶 海 洋 工 学 会<strong>JSQS</strong> 精 度 標 準 研 究 委 員 会篠 田 岳 思委 員 長
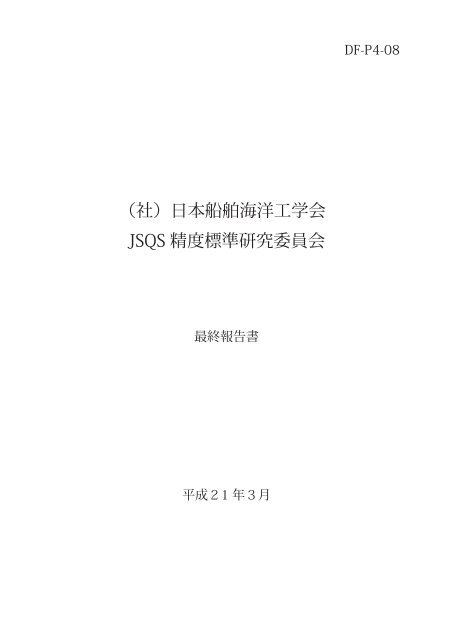
2)<strong>JSQS</strong> 日 <strong>本</strong> <strong>語</strong> <strong>版</strong><strong>見</strong> <strong>本</strong> <strong>ページ</strong>(1) abcdefδ1δ2δ3δ 4δ5 |L1-L 2| ±3L0 ±4L0 3+ 10000 3+ 10000±3L0 ±4L01000010000± 3+ ± 3+3B0 4B0 3+ 10000 3+ 10000±3B0 4B0 3+ 10000± 3+ 10000±3 ±50 ~ 7 10H0+δ5L4B0+δ3L1L3L2L0+δ2L0+δ1g |L 3-L4|ab±3δ 1δ20 ~ 710±3 ±4B0+δ4δ 2cδ 3±4 ±6δ 2δ1δ1d|δ 4|0 ~ 35 cover topδ3δ4aδ1±1±2δ5bδ 2±1±2δ3cdR1)δ 3δ 4±5±3± t 2±5B 0+δ2H0+δ1D0+δ4ef|δ5||δ6|0 ~ 20 ~ 255L 0+δ7A A L 0+δ7Sec.A-A|δ6|gδ 7±3-5 10R1) δ4-11-
2)<strong>JSQS</strong> 日 <strong>本</strong> <strong>語</strong> <strong>版</strong><strong>見</strong> <strong>本</strong> <strong>ページ</strong>(2) a δ1 ±5±10bδ2±5±100+δ1L1L2c|L1-L2| 0 ~ 1015B 0+δ2abδ1δ2±3±5±5±8δ3δ1δ3δ 2cδ3±2±3aca δ 1bcδ2δ30 ~ 10 ~ 30 ~ 1252δ1δ3δ 4δ2D0+δ5deR1)δ4δ 5±5 ± t 2±3±5aeR1) δ5a δ1 ±3 ±5b L0+δ 1δ 2 ±3 ±5δ2a |δ1| 0 ~ 3 5δ 1δ 2b|δ2|0 ~ 12-13-
3)<strong>JSQS</strong> <strong>英</strong> <strong>語</strong> <strong>版</strong> 「Preface to 2007 Revision」Preface to 2007 RevisionQuality control is an imperative mission to improve the quality of products in modern industries. And themanufacturers are responsible to customers for a guarantee of the final quality of products.These principles are same for the shipbuilding. However, quality control of the outfitting works in the shipbuildingprocess is difficult since such work is to manage extensive issues related to variety marine equipment andinstallations. Besides, outfitting technology is changing rapidly and variously in time going with progress of shipsand their installations and with the change of safety principles for them. Consequently, some differences of opinionsabout the quality control of the outfitting works appear among ship owners, classification societies, shipyards andmanufacturers of marine equipment and installations, although the all of them having the same purpose to achievethe ships of sufficient quality.From these backgrounds, Japanese Shipbuilding Quality Standard, shortly-called as <strong>JSQS</strong>, was established in 1969and has been giving standards on various outfitting works for helping engineers and workers in their daily operation,as a common guideline. This Standard has been reviewed and revised as necessary, and this revision is in five timessince the first establishment.For this revision, the Research Committee on <strong>JSQS</strong> Hull Outfitting Production Technology was set up under theJapanese Society of Naval Architects and Ocean Engineers in 2004. The Research Committee reviewed this standardfocusing on the following issues:(1) Consideration to larger shipsBecause of the change of dimensions of marine equipment and installations with building larger ships than those atthe first establishment of <strong>JSQS</strong>, a review of traditional range of standard and tolerance limits in accuracy control hasbeen required.(2) Varieties in manufacturers of marine equipment and installationsIn recent years, manufacturers of marine equipment and installations grow increasingly diverse. Consequently,traditional accuracy standard in <strong>JSQS</strong> is necessary to be reviewed taking account of recent experiences and actualsituations of the manufacturers.(3) Technological consideration to accuracy controlPreviously, accuracy standards in <strong>JSQS</strong> have been determined with an emphasis on experiences and actual situationsof shipyards. However, for this revision, technological consideration has been given to each standard as possible.(4) Promotion on digitized information of the contents of <strong>JSQS</strong>Contents of <strong>JSQS</strong> have been translated into digitized information since 2000 revision. This digitalization policy ispromoted in this revision work.This standard is expected to be employed together with the Hull Structure Part of <strong>JSQS</strong>, for ship owners, classificationsocieties, shipyards and related manufacturers. Furthermore, this standard will promote them to achieve rational andeffective production control, reduction of production cost and good quality, not only from the view point of shipyardbut also from that of all the parties of ship and marine industries.January 2007Takeshi ShinodaChairman of Research Committeeon <strong>JSQS</strong> Hull Outfitting Production TechnologyThe Japan Society of Naval Architects and Ocean Engineers
4)<strong>JSQS</strong> <strong>英</strong> <strong>語</strong> <strong>版</strong> <strong>見</strong> <strong>本</strong> <strong>ページ</strong>(2)Division A1 Weathertight steel hatch coverSection A1-2 Hatch coamingSub-section A1-2-1 Dimension of hatch coamingItemSymbolStandard Tolerancerange limitsUnit mmFigurea Lengthδ1 ±5±10bBreadthδ2±5±100+δ1L1L2cDifference of diagonals|L 1-L2|0 ~ 10 15B 0+δ2Sub-section A1-2-2Deflection of hatch coaming topabVertical deflection of endcoamingVertical deflection of sidecoamingδ1δ2±3±5±5±81mδ3δ11mδ3δ 2cDeflection of side and endcoaming at any 1m spanδ 3±2±3The deflection is to be measured atinstalling position of compression barabcSub-section A1-2-3Touch piece typeDirect touch type(Skirt plate is to be touched on oneor more points at any 3m span)Rest pad typeClearance between hatch coaming and hatch coverδ1δ2δ30 ~ 10 ~ 120 ~ 3 52δ1δ3δ 4δ2D0+δ5dDeviation between gasketcenter and compression bar centerδ 4±5 ± t 2t: Thickness of compression bareCompression depth of gasketR1)δ5±3±5All clearance from item a to e are to be measuredunder cleat tight condition and excluding badinfluence from sunlightR1) δ5: Not less than the half of design compress depthSub-section A1-2-4Rail and ramp wayInstalling position ofa δguide rail and ramp way1 ±3 ±5bInclination of ramp wayaway from vertical planeL0+δ 1δ 2 ±3 ±5δ2Sub-section A1-2-5Hole position of jackDeviation between wheela |δ 0 ~ 3 5center and jack center1|δ 1δ 2bDeviation between rail andjack head|δ2|0 ~ 1 2-11-


