Hot charging drI for Productivity and energy Benefits at ... - Midrex
Hot charging drI for Productivity and energy Benefits at ... - Midrex
Hot charging drI for Productivity and energy Benefits at ... - Midrex

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Hot</strong> <strong>charging</strong> <strong>drI</strong> <strong>for</strong><br />
<strong>Productivity</strong> <strong>and</strong> <strong>energy</strong><br />
<strong>Benefits</strong> <strong>at</strong> Hadeed<br />
By Gary Metius <strong>and</strong> John Kopfle<br />
<strong>Midrex</strong> technologies, inc.<br />
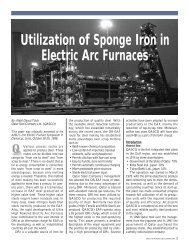
IntroDUctIon<br />
The Saudi Iron <strong>and</strong> Steel Company Ltd. (Hadeed)<br />
has a long history of successful oper<strong>at</strong>ion of<br />
n<strong>at</strong>ural gas-based direct reduction plants <strong>and</strong><br />
steelmaking facilities. Hadeed began oper<strong>at</strong>ions<br />
in 1982 with two MIDREX ® 400 Series Plants<br />
(Modules A/B). A third MIDREX Module,<br />
Module C, was added in 1992, <strong>and</strong> a fourth<br />
module (HYL) in 1998. Figure 1 shows Modules<br />
A, B <strong>and</strong> C. Hadeed produces 3.0 - 3.5 Mtpy of<br />
cold DRI (CDRI) from these four modules. All the<br />
DRI is used on-site <strong>and</strong> supplemented with scrap<br />
steel in a r<strong>at</strong>io of approxim<strong>at</strong>ely 70 percent cold<br />
DRI <strong>and</strong> 30 percent scrap to produce 4.0 - 4.6<br />
Mtpy of steel. Hadeed plays a valuable role in<br />
producing steel <strong>for</strong> the growth of the Kingdom of<br />
Saudi Arabia <strong>and</strong> surrounding countries.<br />
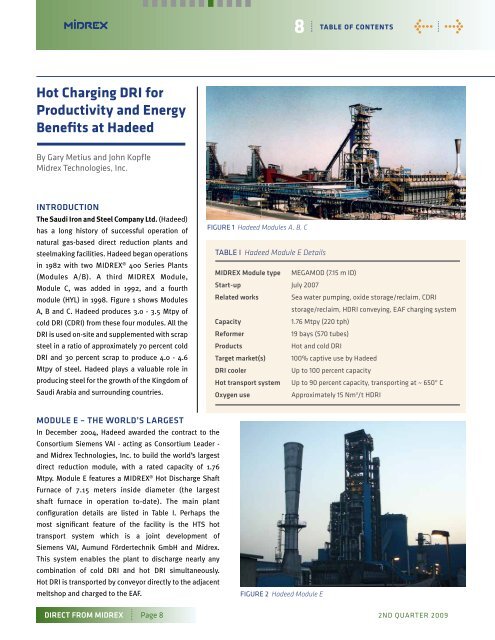
moDULe e – tHe worLD’S LarGeSt<br />
In December 2004, Hadeed awarded the contract to the<br />
Consortium Siemens VAI - acting as Consortium Leader -<br />
<strong>and</strong> <strong>Midrex</strong> Technologies, Inc. to build the world’s largest<br />
direct reduction module, with a r<strong>at</strong>ed capacity of 1.76<br />
Mtpy. Module E fe<strong>at</strong>ures a MIDREX ® <strong>Hot</strong> Discharge Shaft<br />
Furnace of 7.15 meters inside diameter (the largest<br />
shaft furnace in oper<strong>at</strong>ion to-d<strong>at</strong>e). The main plant<br />
configur<strong>at</strong>ion details are listed in Table I. Perhaps the<br />
most significant fe<strong>at</strong>ure of the facility is the HTS hot<br />
transport system which is a joint development of<br />
Siemens VAI, Aumund Fördertechnik GmbH <strong>and</strong> <strong>Midrex</strong>.<br />
This system enables the plant to discharge nearly any<br />
combin<strong>at</strong>ion of cold DRI <strong>and</strong> hot DRI simultaneously.<br />
<strong>Hot</strong> DRI is transported by conveyor directly to the adjacent<br />
meltshop <strong>and</strong> charged to the EAF.<br />
8<br />
fiGUrE 1 Hadeed Modules A, B, C<br />
tABLE i Hadeed Module E Details<br />
mIDreX module type MEGAMOd (7.15 m id)<br />
Start-up July 2007<br />
taBle of contents<br />
rel<strong>at</strong>ed works sea w<strong>at</strong>er pumping, oxide storage/reclaim, Cdri<br />
capacity 1.76 Mtpy (220 tph)<br />
re<strong>for</strong>mer 19 bays (570 tubes)<br />
Products <strong>Hot</strong> <strong>and</strong> cold dri<br />
storage/reclaim, Hdri conveying, EAf <strong>charging</strong> system<br />
target market(s) 100% captive use by Hadeed<br />
DrI cooler Up to 100 percent capacity<br />
<strong>Hot</strong> transport system Up to 90 percent capacity, transporting <strong>at</strong> ~ 650º C<br />
oxygen use Approxim<strong>at</strong>ely 15 Nm 3 /t Hdri<br />
fiGUrE 2 Hadeed Module E<br />
< ><br />
DIrect From mIDreX Page 8 2Nd qUArtEr 2009
Get It wHILe It’S <strong>Hot</strong><br />
The MIDREX Shaft Furnace is designed to discharge DRI <strong>at</strong> temper<strong>at</strong>ures<br />
around 700° C into a product discharge chamber (PDC), the same design used<br />
in MIDREX HBI Plants. The PDC accomplishes three functions: depressuriz<strong>at</strong>ion<br />
of the DRI, control of m<strong>at</strong>erial flowr<strong>at</strong>e, <strong>and</strong> keeping oxygen out of the system.<br />
<strong>Hot</strong> DRI (HDRI) is discharged from the PDC into a mechanical conveyor provided<br />
by Aumund. Aumund has significant experience in conveying equipment<br />
<strong>and</strong> has used the similar designs in other applic<strong>at</strong>ions worldwide.<br />
The conveyor uses specially designed buckets to transport the HDRI,<br />
as shown in Figure 3. The distance is 95 meters, with a lift of 48 meters.<br />
The MIDREX Plant has an external DRI cooler to produce cold DRI (CDRI)<br />
along with HDRI. CDRI is mainly produced <strong>at</strong> times when the meltshop is<br />
shutdown. The DR plant can switch from HDRI to CDRI production very<br />
quickly. In practice, some CDRI is always being produced to keep the<br />
cooling system “live.”<br />
Module E is shown in Figure 4 <strong>and</strong> the inclined covered conveyor leading<br />
to the meltshop can be seen also. This system has several advantages versus<br />
pneum<strong>at</strong>ic transport, including lower investment cost, lower <strong>energy</strong> <strong>and</strong><br />
maintenance costs, <strong>and</strong> less product breakage. The conveyor is covered<br />
<strong>and</strong> insul<strong>at</strong>ed to minimize temper<strong>at</strong>ure loss <strong>and</strong> prevent oxid<strong>at</strong>ion of the<br />
HDRI during transport from the MIDREX Shaft Furnace to the meltshop.<br />
HDRI is fed to two buffer bins above the meltshop, then metered<br />
into the EAF <strong>at</strong> a controlled r<strong>at</strong>e. The bins are sized to contain <strong>at</strong> least<br />
one complete charge of HDRI each <strong>for</strong> the EAF, which facilit<strong>at</strong>es the<br />
transition from continuous DRI conveyance to discontinuous EAF <strong>charging</strong>.<br />
As one bin is being emptied into the EAF, the other bin is being filled<br />
with fresh HDRI.<br />
The EAF has a tapping weight of 150 t <strong>and</strong> the estim<strong>at</strong>ed annual output<br />
is 1.40 Mtpy of liquid steel, assuming HDRI is fed <strong>at</strong> 650° C. The electric<br />
furnace is shown in Figure 5.<br />
fiGUrE 5 siemens VAI Electric Furnace <strong>at</strong> Hadeed<br />
9<br />
taBle of contents<br />
fiGUrE 3 Aumund Bucket Conveyor system<br />
fiGUrE 4 Hadeed Module E, <strong>Hot</strong> Transport<br />
Conveyor <strong>and</strong> Meltshop<br />
< ><br />
DIrect From mIDreX Page 9 2Nd qUArtEr 2009
10<br />
taBle of contents<br />
< ><br />
BeneFItS oF <strong>Hot</strong> DrI cHarGInG<br />
r<strong>at</strong>her than dissip<strong>at</strong>ing it to the <strong>at</strong>mosphere lowers overall<br />
There are two main benefits of hot <strong>charging</strong> DRI to the EAF: lower emissions two ways. First, the lower electricity dem<strong>and</strong> reduces<br />
specific electricity consumption <strong>and</strong> increased productivity. The power plant emissions per ton of steel produced. Second, <strong>for</strong> those<br />
<strong>energy</strong> savings occur because less <strong>energy</strong> is required in the EAF to mills employing carbon injection, reduced <strong>energy</strong> requirements in<br />
he<strong>at</strong> the DRI to melting temper<strong>at</strong>ure. In addition to a lower <strong>energy</strong> the EAF result in less CO2 given off.<br />
requirement, it also takes less time, thus shortening the overall Ultim<strong>at</strong>ely, the most important consider<strong>at</strong>ion <strong>for</strong> the steel-<br />
melting cycle. This allows higher production through a given size EAF. maker is th<strong>at</strong> HDRI <strong>charging</strong> can enhance profitability. The interest<br />
The rule-of-thumb is th<strong>at</strong> electricity consumption can be shown in hot <strong>charging</strong> by <strong>Midrex</strong> clients speaks <strong>for</strong> itself. Table II<br />
reduced about 20 kWh/t liquid steel <strong>for</strong> each 100° C increase in<br />
DRI <strong>charging</strong> temper<strong>at</strong>ure. Thus, the savings when<br />
shows MIDREX Plants employing hot <strong>charging</strong>.<br />
<strong>charging</strong> <strong>at</strong> over 600° C are 120 kWh/t or more. An<br />
additional benefit of the electricity savings is a<br />
tABLE ii MIDREX Plants Employing <strong>Hot</strong> DRI Charging<br />
reduction in electrode consumption, since there is PLant Loc<strong>at</strong>Ion Start-UP tyPe SyStem<br />
a linear rel<strong>at</strong>ionship.<br />
Essar steel Mods i,ii,iii,iV india 1999-2004 Vessels<br />
The increased productivity from HDRI <strong>charging</strong><br />
Hadeed E saudi Arabia 2007 <strong>Hot</strong> Conveyor<br />
is significant. Use of HDRI reduces the tap-to-tap<br />
time, allowing a productivity increase of up to 20<br />
percent versus <strong>charging</strong> <strong>at</strong> ambient temper<strong>at</strong>ure.<br />
Lion Group<br />
EsisCO<br />
Malaysia<br />
Egypt<br />
2007<br />
2010<br />
Vessels<br />
HOtLiNK<br />
There are also environmental benefits of HDRI<br />
<strong>charging</strong>. Retaining the sensible he<strong>at</strong> in the DRI<br />
shadeed Oman 2010 HOtLiNK<br />
reSULtS <strong>at</strong> HaDeeD<br />
Hadeed has achieved outst<strong>and</strong>ing results in the<br />
Module E MIDREX Plant <strong>and</strong> EAF. From May 15<br />
through October 28, 2008, with all plant equipment<br />
oper<strong>at</strong>ing well, the plant produced 873,000 tons,<br />
<strong>for</strong> an average hourly production r<strong>at</strong>e of 218 t/h.<br />
The availability during th<strong>at</strong> time was 98.5 percent<br />
<strong>and</strong> there was no downtime from July 27-<br />
October 28, a period of 94 days. Figure 6 shows<br />
daily production during th<strong>at</strong> period.<br />
tONs PEr dAy<br />
6000<br />
5000<br />
4000<br />
3000<br />
2000<br />
1000<br />
r<strong>at</strong>ed Capacity<br />
0<br />
May ‘08 June ‘08 July ‘08 Aug ‘08 sept ‘08 Oct ‘08<br />
fiGUrE 6 Hadeed Module E MIDREX Plant DRI<br />
Production May 15-October 28, 2008<br />
DIrect From mIDreX Page 10 2Nd qUArtEr 2009
A 48 hour EAF trial with 100 percent hot<br />
DRI was run in May 2008. In June, a<br />
multi-day MIDREX Plant HDRI trial was<br />
per<strong>for</strong>med. Averages of some parameters<br />
during those tests are shown in Table III.<br />
During the HDRI trial, eight days of EAF <strong>and</strong><br />
DR plant oper<strong>at</strong>ion were carefully monitored.<br />
This test was indic<strong>at</strong>ive of actual meltshop<br />
oper<strong>at</strong>ions, covering a full weekly cycle,<br />
including the EAF shell change.<br />
Over time, Hadeed has adjusted DRI<br />
parameters to achieve high productivity<br />
in the meltshop. Specifically, carbon content<br />
has been increased <strong>at</strong> the expense of<br />
temper<strong>at</strong>ure. The June-October period was a<br />
good represent<strong>at</strong>ion of the DR plant <strong>and</strong> meltshop<br />
capability because all demonstr<strong>at</strong>ion<br />
testing was complete, with the plant running<br />
in the normal mode, <strong>and</strong> with good market<br />
dem<strong>and</strong>. During this time, the DRI feed<br />
to the EAF averaged 95.3 percent metalliz<strong>at</strong>ion,<br />
2.6 percent carbon <strong>and</strong> about 500° C.<br />
Un<strong>for</strong>tun<strong>at</strong>ely, because of the severe<br />
world economic downturn, the DR plant <strong>and</strong><br />
meltshop have been oper<strong>at</strong>ing <strong>at</strong> reduced<br />
levels since October.<br />
FUtUre PoSSIBILItIeS<br />
Hadeed has been quite pleased with the per<strong>for</strong>mance of Module<br />
E <strong>and</strong> the use of hot DRI in the EAF <strong>and</strong> is considering an<br />
additional DR plant. The substantial benefits of DRI temper<strong>at</strong>ure<br />
have been shown <strong>at</strong> Hadeed <strong>and</strong> <strong>at</strong> other integr<strong>at</strong>ed steel mills<br />
employing direct reduction plus hot <strong>charging</strong> to the EAF. As an<br />
example, a 17 percent productivity boost, which is possible by hot<br />
<strong>charging</strong> <strong>at</strong> 600° C, could be worth an extra $24 to 48 million per<br />
year in profit, depending on the profit margin per ton.<br />
concLUSIonS<br />
Hadeed’s long history of successful DRI <strong>and</strong> steel production has<br />
continued with MIDREX Plant Module E <strong>and</strong> the system to transport<br />
hot DRI to the meltshop. The DR plant has produced <strong>at</strong> r<strong>at</strong>ed<br />
capacity <strong>for</strong> extended periods of time <strong>and</strong> the EAF per<strong>for</strong>mance<br />
using hot DRI has been outst<strong>and</strong>ing.<br />
11 taBle of contents<br />
tABLE iii Hadeed Meltshop Results Using 100% HDRI<br />
trial 1 trial 2<br />
may 2008 June 2008<br />
dri into EAf<br />
Metalliz<strong>at</strong>ion (%) 95 95.4<br />
Carbon (%) 2.1 1.8<br />
temper<strong>at</strong>ure (ºC) 579 599<br />
EAf per<strong>for</strong>mance<br />
No. of he<strong>at</strong>s 60 198<br />
Power on time (min.) 40 40<br />
Electricity consumption (kWh/t) 385 398<br />
Oxygen consumption (Nm3 /t) 26 25<br />
Electrode consumption (kg/t) 0.8 -<br />
<strong>Productivity</strong> (t/h) 188 158<br />
< ><br />
DIrect From mIDreX Page 11 2Nd qUArtEr 2009