

EDITION
Cutting Tools Manufacturing 8 - Europa Tool Co. Ltd
Cutting Tools Manufacturing 8 - Europa Tool Co. Ltd
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
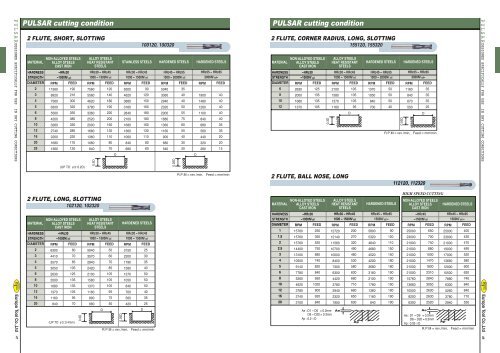
PULSARDESIGNED SPECIFICALLY FOR USE IN DRY CUTTING CONDITIONS Europa Tool Co.,Ltd 47<br />
PULSAR cutting condition<br />
2 FLUTE, SHORT, SLOTTING<br />
MATERIAL<br />
HARDNESS<br />
STRENGTH<br />
DIAMETER<br />
2<br />
3<br />
4<br />
5<br />
6<br />
8<br />
10<br />
12<br />
16<br />
20<br />
25<br />
MATERIAL<br />
HARDNESS<br />
STRENGTH<br />
DIAMETER<br />
2<br />
3<br />
4<br />
5<br />
6<br />
8<br />
10<br />
12<br />
16<br />
20<br />
NON-ALLOYED STEELS<br />
ALLOY STEELS<br />
CAST IRON<br />
RPM<br />
11560<br />
8920<br />
7560<br />
6300<br />
5560<br />
4200<br />
3260<br />
2740<br />
2200<br />
1680<br />
1360<br />
RPM<br />
6300<br />
4410<br />
3570<br />
3050<br />
2630<br />
2000<br />
1680<br />
1370<br />
1160<br />
840<br />
~HRc30<br />
~1000N/<br />
(UP TO<br />
~HRc30<br />
~1000N/<br />
FEED<br />
190<br />
210<br />
300<br />
320<br />
350<br />
380<br />
330<br />
280<br />
220<br />
170<br />
130<br />
FEED<br />
60<br />
70<br />
85<br />
105<br />
125<br />
135<br />
135<br />
105<br />
95<br />
70<br />
3:0.2D)<br />
NON-ALLOYED STEELS<br />
ALLOY STEELS<br />
CAST IRON<br />
(UP TO<br />
3:0.4mm)<br />
0.3D<br />
ALLOY STEELS<br />
HEAT RESISTANT<br />
STEELS<br />
HRc30 ~ HRc45<br />
1000 ~ 1500N/<br />
RPM FEED<br />
7560 120<br />
5560 140<br />
4620 180<br />
3780 190<br />
3360 220<br />
2520 200<br />
2000 160<br />
1680 130<br />
1360 110<br />
1060 80<br />
840 70<br />
D<br />
0.5D<br />
2 FLUTE, LONG, SLOTTING<br />
102120, 102320<br />
ALLOY STEELS<br />
HEAT RESISTANT<br />
STEELS<br />
HRc30 ~ HRc45<br />
1000 ~ 1500N/<br />
RPM FEED<br />
5040 50<br />
3570 60<br />
2840 70<br />
2420 85<br />
2100 105<br />
1580 105<br />
1370 105<br />
1160 95<br />
890 75<br />
680 50<br />
D<br />
0.05D<br />
STAINLESS STEELS HARDENED STEELS HARDENED STEELS<br />
HRc30 ~ HRc45<br />
1000 ~ 1500N/<br />
RPM FEED<br />
6300 90<br />
4620 120<br />
3880 150<br />
3160 160<br />
2840 180<br />
2100 180<br />
1680 160<br />
1360 130<br />
1060 110<br />
840 80<br />
680 60<br />
HARDENED STEELS<br />
HRc30 ~ HRc45<br />
1000 ~ 1500N/<br />
RPM FEED<br />
3150 25<br />
2200 30<br />
1790 35<br />
1580 40<br />
1370 50<br />
1050 50<br />
840 50<br />
700 40<br />
560 35<br />
420 25<br />
D<br />
R.P.M = rev./min, Feed = mm/min<br />
100120, 100320<br />
HRc45 ~ HRc55<br />
1500 ~ 2000N/<br />
RPM FEED<br />
5040 35<br />
3360 40<br />
2940 40<br />
2320 50<br />
2000 55<br />
1680 75<br />
1360 60<br />
1160 55<br />
900 40<br />
680 30<br />
540 20<br />
0.05D<br />
HRc55 ~ HRc65<br />
2000N/ ~<br />
RPM FEED<br />
1900<br />
1480<br />
1260<br />
1100<br />
840<br />
680<br />
560<br />
440<br />
320<br />
260<br />
D<br />
40<br />
40<br />
40<br />
40<br />
40<br />
35<br />
35<br />
20<br />
20<br />
15<br />
R.P.M = rev./min, Feed = mm/min<br />
PULSAR cutting condition<br />
2 FLUTE, CORNER RADIUS, LONG, SLOTTING<br />
155120, 155320<br />
MATERIAL<br />
HARDNESS<br />
STRENGTH<br />
DIAMETER<br />
6<br />
8<br />
10<br />
12<br />
MATERIAL<br />
HARDNESS<br />
STRENGTH<br />
DIAMETER<br />
1<br />
1.5<br />
2<br />
2.5<br />
3<br />
4<br />
5<br />
6<br />
8<br />
10<br />
12<br />
16<br />
20<br />
NON-ALLOYED STEELS<br />
ALLOY STEELS<br />
CAST IRON<br />
RPM<br />
2630<br />
2000<br />
1680<br />
1370<br />
RPM<br />
15760<br />
15760<br />
15760<br />
14400<br />
13100<br />
10500<br />
9140<br />
7780<br />
5260<br />
4620<br />
3780<br />
2740<br />
2100<br />
~HRc30<br />
~1000N/<br />
~HRc30<br />
~1000N/<br />
FEED<br />
125<br />
135<br />
135<br />
105<br />
NON-ALLOYED STEELS<br />
ALLOY STEELS<br />
CAST IRON<br />
FEED<br />
250<br />
350<br />
530<br />
750<br />
680<br />
740<br />
820<br />
840<br />
950<br />
1020<br />
900<br />
920<br />
840<br />
0.3D<br />
Ae : D1 ~ D6 = 0.2mm<br />
D8 ~ D20 = 0.3mm<br />
Ap : 0.2 D<br />
ALLOY STEELS<br />
HEAT RESISTANT<br />
STEELS<br />
HRc30 ~ HRc45<br />
1000 ~ 1500N/<br />
RPM FEED<br />
2100 105<br />
1580 105<br />
1370 105<br />
1160 95<br />
D<br />
2 FLUTE, BALL NOSE, LONG<br />
ALLOY STEELS<br />
HEAT RESISTANT<br />
STEELS<br />
HRc30 ~ HRc45<br />
1000 ~ 1500N/<br />
RPM FEED<br />
12720 200<br />
12140 270<br />
11560 320<br />
10700 490<br />
10000 460<br />
8400 530<br />
7300 580<br />
6300 630<br />
4420 660<br />
3780 710<br />
2940 660<br />
2320 650<br />
1900 630<br />
HARDENED STEELS<br />
HRc45 ~ HRc55<br />
1500 ~ 2000N/<br />
RPM FEED<br />
1370 50<br />
1050 50<br />
840 50<br />
700 40<br />
HARDENED STEELS<br />
HRc45 ~ HRc65<br />
1500N/ ~<br />
RPM FEED<br />
5800 90<br />
5320 120<br />
4840 110<br />
4680 150<br />
4520 150<br />
4200 180<br />
3680 180<br />
3160 190<br />
2100 190<br />
1780 190<br />
1360 190<br />
1160 190<br />
840 190<br />
0.05D<br />
HARDENED STEELS<br />
HRc55 ~ HRc65<br />
2000N/ ~<br />
RPM FEED<br />
1160 35<br />
840 35<br />
670 35<br />
550 25<br />
R.P.M = rev./min, Feed = mm/min<br />
D<br />
112120, 112320<br />
HIGH SPEED CUTTING<br />
NON-ALLOYED STEELS<br />
ALLOY STEELS HARDENED STEELS<br />
CAST IRON<br />
~HRc45<br />
HRc45 ~ HRc65<br />
~1500N/<br />
1500N/ ~<br />
RPM<br />
25000<br />
23000<br />
21000<br />
21000<br />
21000<br />
21000<br />
21000<br />
21000<br />
15760<br />
13660<br />
10500<br />
8200<br />
6300<br />
FEED<br />
650<br />
700<br />
740<br />
880<br />
1000<br />
1470<br />
1800<br />
2310<br />
2840<br />
3050<br />
2630<br />
2630<br />
2520<br />
RPM<br />
25000<br />
23000<br />
21000<br />
19000<br />
17000<br />
13660<br />
12000<br />
10500<br />
7880<br />
6300<br />
5260<br />
3780<br />
2940<br />
FEED<br />
400<br />
430<br />
470<br />
490<br />
520<br />
580<br />
600<br />
630<br />
740<br />
840<br />
840<br />
710<br />
530<br />
Ae : D1 ~ D6 = 0.2mm<br />
D8 ~ D20 = 0.3mm<br />
Ap : 0.05 D<br />
R.P.M = rev./min, Feed = mm/min<br />
PULSAR DESIGNED SPECIFICALLY FOR USE IN DRY CUTTING CONDITIONS<br />
Europa Tool Co.,Ltd 48






