TotalArc 3000 / 4000 / 5000
TotalArc² 3000/4000/5000 - Eutectic
TotalArc² 3000/4000/5000 - Eutectic
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
RC 2 remote-control unit<br />
Welding power / welding current setting dial ... has a<br />
different function assigned to it, depending on what process<br />
is being used<br />
MIG/MAG welding ... Welding power<br />
Manual el. welding ... Welding current<br />
TIG welding ... Welding power<br />
Arc-length correction / Hotstart setting dial ... has a<br />
different function assigned to it, depending on what process<br />
is being used<br />
MIG/MAG welding ... for correcting the arc length<br />
- shorter arc-length<br />
0 neutral arc-length<br />
+ longer arc-length<br />
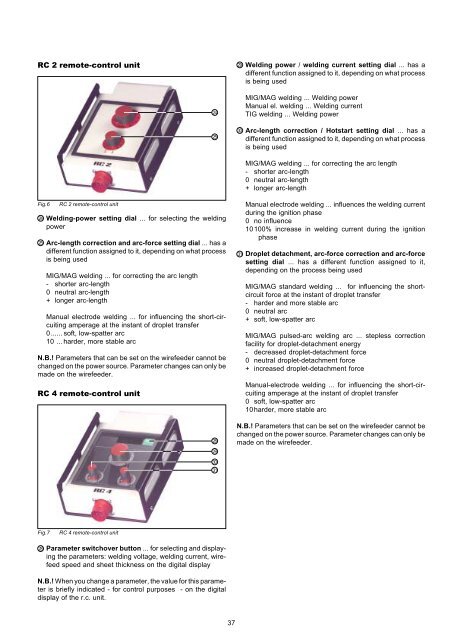
Fig.6<br />
RC 2 remote-control unit<br />
Welding-power setting dial ... for selecting the welding<br />
power<br />
Arc-length correction and arc-force setting dial ... has a<br />
different function assigned to it, depending on what process<br />
is being used<br />
MIG/MAG welding ... for correcting the arc length<br />
- shorter arc-length<br />
0 neutral arc-length<br />
+ longer arc-length<br />
Manual electrode welding ... for influencing the short-circuiting<br />
amperage at the instant of droplet transfer<br />
0...... soft, low-spatter arc<br />
10 ... harder, more stable arc<br />
N.B.! Parameters that can be set on the wirefeeder cannot be<br />
changed on the power source. Parameter changes can only be<br />
made on the wirefeeder.<br />
RC 4 remote-control unit<br />
Manual electrode welding ... influences the welding current<br />
during the ignition phase<br />
0 no influence<br />
10100% increase in welding current during the ignition<br />
phase<br />
Droplet detachment, arc-force correction and arc-force<br />
setting dial ... has a different function assigned to it,<br />
depending on the process being used<br />
MIG/MAG standard welding ... for influencing the shortcircuit<br />
force at the instant of droplet transfer<br />
- harder and more stable arc<br />
0 neutral arc<br />
+ soft, low-spatter arc<br />
MIG/MAG pulsed-arc welding arc ... stepless correction<br />
facility for droplet-detachment energy<br />
- decreased droplet-detachment force<br />
0 neutral droplet-detachment force<br />
+ increased droplet-detachment force<br />
Manual-electrode welding ... for influencing the short-circuiting<br />
amperage at the instant of droplet transfer<br />
0 soft, low-spatter arc<br />
10harder, more stable arc<br />
N.B.! Parameters that can be set on the wirefeeder cannot be<br />
changed on the power source. Parameter changes can only be<br />
made on the wirefeeder.<br />
Fig.7<br />
RC 4 remote-control unit<br />
Parameter switchover button ... for selecting and displaying<br />
the parameters: welding voltage, welding current, wirefeed<br />
speed and sheet thickness on the digital display<br />
N.B.! When you change a parameter, the value for this parameter<br />
is briefly indicated - for control purposes - on the digital<br />
display of the r.c. unit.<br />
37