- Page 1: Section 6: Selected Applications &
- Page 5 and 6: 6.11: Casting 6.12: Inspection of b
- Page 7 and 8: 6.1.1 Casting Defects & Discontinui
- Page 9 and 10: Casting Defects & Discontinuities-
- Page 11 and 12: Casting Defects & Discontinuities
- Page 13 and 14: Casting Defects & Discontinuities
- Page 15 and 16: Casting Defects & Discontinuities-
- Page 17 and 18: Casting Defects & Discontinuities-
- Page 19 and 20: Casting Defects & Discontinuities-
- Page 21 and 22: Casting Defects & Discontinuities-
- Page 23 and 24: Casting Defects & Discontinuities-
- Page 25 and 26: Casting Defects & Discontinuities-
- Page 27 and 28: Casting Defects & Discontinuities-
- Page 29 and 30: Casting Defects & Discontinuities-
- Page 31 and 32: Processing Defects & Discontinuitie
- Page 33 and 34: Processing Defects & Discontinuitie
- Page 35 and 36: Processing Defects & Discontinuitie
- Page 37 and 38: Processing Defects & Discontinuitie
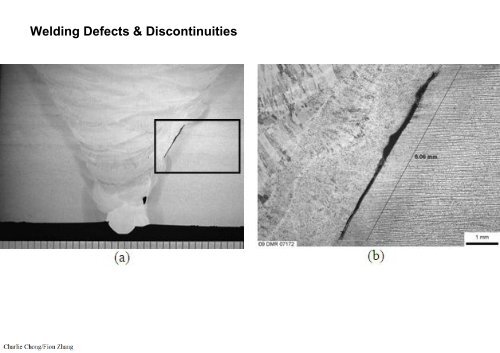
- Page 39: 6.1.3 Welding Defects & Discontinui
- Page 43 and 44: Welding Defects & Discontinuities
- Page 45 and 46: Welding Defects & Discontinuities
- Page 47 and 48: Welding Defects & Discontinuities-
- Page 49 and 50: Welding Defects & Discontinuities-
- Page 51 and 52: Welding Defects & Discontinuities-
- Page 53 and 54: Welding Defects & Discontinuities-
- Page 55 and 56: Welding Defects & Discontinuities-
- Page 57 and 58: Welding Defects & Discontinuities-
- Page 59 and 60: 6.1.4 Service Induced Defects & Dis
- Page 61 and 62: Service Induced Defects & Discontin
- Page 63 and 64: Figure 4-26 - Metallographic cross-
- Page 65 and 66: Figure 4-37 - High magnification ph
- Page 67 and 68: Figure 4-57 - Vibration induced fat
- Page 69 and 70: Figure 5-1 - Localized amine corros
- Page 71 and 72: Figure 5-3 - Preferential weld corr
- Page 73 and 74: Figure 5-47 - Carbonate cracking ad
- Page 75 and 76: Figure 5-49 - Most cracks originate
- Page 77 and 78: Rail Inspection One of the major pr
- Page 79 and 80: Transverse Fissure
- Page 81 and 82: Transverse Fissure
- Page 83 and 84: Techniques: Wheel Probe
- Page 85 and 86: Techniques: (c) same with additiona
- Page 87 and 88: 6.3.1: UT of Weldments (Welded Join
- Page 89 and 90: UT Calculator
- Page 91 and 92:
The second step in the inspection i
- Page 93 and 94:
https://www.mandinasndt.com/index.p
- Page 95 and 96:
Flaw Detection- Triangulations of r
- Page 98 and 99:
6.3.2 Weld Scanning
- Page 100 and 101:
Typical Scanning Patterns: Typicall
- Page 102 and 103:
Weld Scanning
- Page 104 and 105:
Weld Scanning
- Page 106 and 107:
Echo Dynamic- Position of Defects S
- Page 108 and 109:
Plate Weld Scanning
- Page 110 and 111:
Plate Weld Scanning
- Page 112 and 113:
Plate Weld Scanning
- Page 114 and 115:
Practice Makes Perfect 62. Which of
- Page 116 and 117:
Pipe & Tube
- Page 118 and 119:
Experts at work
- Page 120 and 121:
Pipe Scanning
- Page 122 and 123:
Pipe Scanning
- Page 124 and 125:
Pipe Scanning- thickness/OD ratio
- Page 126 and 127:
Pipe Scanning- Contact Methods
- Page 128 and 129:
Pipe Scanning- Contact Methods
- Page 130 and 131:
Answer part B c a b a/Sin A = b/Sin
- Page 132 and 133:
Q35: Which of the following may res
- Page 134 and 135:
Expert at works
- Page 136 and 137:
Basic echodynamic pattern of reflec
- Page 138 and 139:
C.1 Pattern 1 Point-like reflector
- Page 140 and 141:
C.2 Pattern 2 Extended (elongated)
- Page 142 and 143:
C.2 Pattern 2 Extended (elongated)
- Page 144 and 145:
C.3 Pattern 3a Extended (elongated)
- Page 146 and 147:
C.3 Pattern 3a Extended (elongated)
- Page 148 and 149:
C.3 Pattern 3b Oblique incidence, t
- Page 150 and 151:
C.4 Pattern 4 Multiple reflector re
- Page 152 and 153:
C.4 Pattern 4 Multiple reflector re
- Page 154 and 155:
Echodynamic- Differences between th
- Page 156 and 157:
Echo Dynamic of Discontinuity- Flaw
- Page 158 and 159:
Echo Dynamic of Discontinuity- Flaw
- Page 160 and 161:
Echo Dynamic of Discontinuity- Impr
- Page 162 and 163:
Echo Dynamic of Discontinuity- Angl
- Page 164 and 165:
Echo Dynamic of Discontinuity- Perf
- Page 166 and 167:
Echo Dynamic of Discontinuity- Vert
- Page 168 and 169:
Echo Dynamic of Discontinuity- Tand
- Page 170 and 171:
Echo Dynamic
- Page 172 and 173:
Echo Dynamic
- Page 174 and 175:
Echo Dynamic
- Page 176 and 177:
Echo Dynamic Crack
- Page 178 and 179:
Echo Dynamic- Shaper indication and
- Page 180 and 181:
Echo Dynamic Threadlike defects, po
- Page 182 and 183:
Echo Dynamic In case “a” it wil
- Page 184 and 185:
Echo Dynamic Typical Echo Dynamic P
- Page 186 and 187:
Q. A smooth flat discontinuity whos
- Page 188 and 189:
Q24. During inspection of a paralle
- Page 190 and 191:
Q46. A smooth flat discontinuities
- Page 192 and 193:
Expert at works
- Page 194 and 195:
Physical Dimension
- Page 196 and 197:
Physical Dimension
- Page 198 and 199:
Reporting: Basic Pin Information
- Page 200 and 201:
Reporting: Scanning Report - Bottom
- Page 202 and 203:
Mock-Up
- Page 204 and 205:
Mock-Up
- Page 206 and 207:
Reporting: Basic Pin Information
- Page 208 and 209:
Pitch and Catch Methods- Echo Dynam
- Page 210 and 211:
Pitch and Catch Methods- Echo Dynam
- Page 212 and 213:
6.7.1 Determination of Microstructu
- Page 214 and 215:
A test program had been first carri
- Page 216 and 217:
6.7.4 Elastic Modulus Measurement A
- Page 218 and 219:
Elastic Modulus Measurement- Poisso
- Page 220 and 221:
Rubber cannot be characterized ultr
- Page 222 and 223:
The test sample may be of any geome
- Page 224 and 225:
Testing Procedure: Velocity Measure
- Page 226 and 227:
Note on units: If sound velocity is
- Page 228 and 229:
Experts at work
- Page 230 and 231:
This application note contains quic
- Page 232 and 233:
Temperature Limitation: Conventiona
- Page 234 and 235:
Temperature Limitation: Conventiona
- Page 236 and 237:
Temperature Limitation: Conventiona
- Page 238 and 239:
High Temperature Conventional UT- G
- Page 240 and 241:
(1a) Thickness gaging The most comm
- Page 242 and 243:
In challenging applications requiri
- Page 244 and 245:
Applications involving thin materia
- Page 246 and 247:
Note that normal incidence shear wa
- Page 248 and 249:
2.3 Test Techniques The following f
- Page 250 and 251:
Coupling Technique: The combination
- Page 252 and 253:
3.0 High Temperature Testing and Va
- Page 254 and 255:
3.2 Zero Recalibration: When perfor
- Page 256 and 257:
Keyword: • In typical fine grain
- Page 258 and 259:
Discussion: An offshore installatio
- Page 262 and 263:
6.9.1 Dimension-Measurement Applica
- Page 264 and 265:
Pulse-echo thickness gages with a d
- Page 266 and 267:
With oil at the correct level, suff
- Page 268 and 269:
In another position measurement sys
- Page 270 and 271:
Q144. A thin sheet may be inspected
- Page 272 and 273:
In-Service Inspection The methods d
- Page 274 and 275:
In-Service Inspection- Oblique or s
- Page 276 and 277:
In-Service Inspection- (a) Probe fo
- Page 278 and 279:
In-Service Inspection- (a) Cross-se
- Page 280 and 281:
Casting In castings flaw detection
- Page 282 and 283:
Casting
- Page 284 and 285:
6.12: Bonded Joint
- Page 286 and 287:
During inspection, the oscilloscope
- Page 288 and 289:
Corrosion Monitoring Ultrasonic ins
- Page 290 and 291:
6.14: Crack Monitoring
- Page 292 and 293:
Monitoring of fatigue cracks in par
- Page 294 and 295:
For example, 150 mm (6 in.) diam, 8
- Page 296 and 297:
Stress Measurements With ultrasonic
- Page 298 and 299:
6.16: Bond Testing
- Page 300 and 301:
The real limitation of
- Page 302 and 303:
The real limitation of
- Page 304 and 305:
The real limitation of
- Page 306 and 307:
6.App-1.1 TOFD Basic Theory TOFD is
- Page 308 and 309:
6.App-1.2 Main Benefits of TOFD for
- Page 310 and 311:
6.App-1.3 6.App-1.3.1 The Theory Mo
- Page 312 and 313:
TOFD is generally recognised as the
- Page 314 and 315:
TOFD Transmitter Receiver Crack Bac
- Page 316 and 317:
6.App-1.2 Application Examples ■
- Page 318 and 319:
Figure 5-3 - Preferential weld corr
- Page 320 and 321:
Weld Root Corrosion and Erosion Pul
- Page 322 and 323:
TOFD is deployed by scanning the we
- Page 324 and 325:
Scan of weld with cursor positioned
- Page 326 and 327:
Measurement of corroded area shows
- Page 328 and 329:
6.App-1.3.4 TOFD Benefits for Corro
- Page 330 and 331:
6.App-1.3.5 Overview on Scanning Di
- Page 332 and 333:
■ Parallel TOFD scanning: Where t
- Page 334 and 335:
Typical “Parallel” Weld Scannin
- Page 336 and 337:
6.App-1.3.6 Further Reading- Introd
- Page 338 and 339:
Break Time mms://a588.l3944020587.c
- Page 340 and 341:
Break Time mms://a588.l3944020587.c
- Page 342:
Sail Off