Application of technological packages in slab ... - Millennium Steel
Application of technological packages in slab ... - Millennium Steel
Application of technological packages in slab ... - Millennium Steel

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Application</strong> <strong>of</strong> <strong>technological</strong><br />
<strong>packages</strong> <strong>in</strong> <strong>slab</strong>-caster upgrades<br />
Follow<strong>in</strong>g the <strong>in</strong>troduction <strong>of</strong> <strong>technological</strong> <strong>packages</strong> for cont<strong>in</strong>uous cast<strong>in</strong>g mach<strong>in</strong>es <strong>in</strong> the early<br />
1990s, VAI, a division <strong>of</strong> the Siemens Group Industrial Solutions and Services, has successfully<br />
upgraded 185 casters worldwide. Major improvements were achieved with respect to productivity,<br />
product quality and operational flexibility. Examples <strong>of</strong> <strong>technological</strong> <strong>packages</strong>, project examples<br />
and economical results are presented.<br />
AUTHORS: Andreas Jungbauer, Andreas Flick,<br />
Oliver Schulz and Ernst Schwarz<br />
Siemens AG, Industrial Solutions and Services (I&S),<br />
VOEST-ALPINE Industrieanlagenbau (VAI), L<strong>in</strong>z, Austria<br />
(VAI, <strong>in</strong>clud<strong>in</strong>g the VAI Group <strong>of</strong> Companies, is a division<br />
<strong>of</strong> the Siemens Group Industrial Solutions and Services)<br />
The <strong>in</strong>dustrial breakthrough <strong>of</strong> cont<strong>in</strong>uous cast<strong>in</strong>g<br />
technology took place <strong>in</strong> the late 1960s and 1970s.<br />
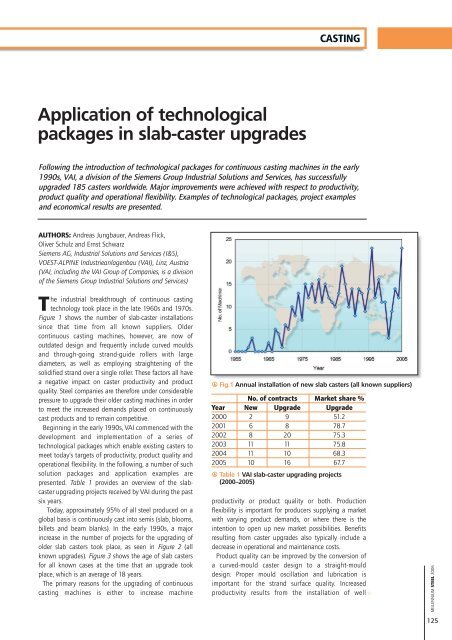
Figure 1 shows the number <strong>of</strong> <strong>slab</strong>-caster <strong>in</strong>stallations<br />
s<strong>in</strong>ce that time from all known suppliers. Older<br />
cont<strong>in</strong>uous cast<strong>in</strong>g mach<strong>in</strong>es, however, are now <strong>of</strong><br />
outdated design and frequently <strong>in</strong>clude curved moulds<br />
and through-go<strong>in</strong>g strand-guide rollers with large<br />
diameters, as well as employ<strong>in</strong>g straighten<strong>in</strong>g <strong>of</strong> the<br />
solidified strand over a s<strong>in</strong>gle roller. These factors all have<br />
a negative impact on caster productivity and product<br />
quality. <strong>Steel</strong> companies are therefore under considerable<br />
pressure to upgrade their older cast<strong>in</strong>g mach<strong>in</strong>es <strong>in</strong> order<br />
to meet the <strong>in</strong>creased demands placed on cont<strong>in</strong>uously<br />
cast products and to rema<strong>in</strong> competitive.<br />
Beg<strong>in</strong>n<strong>in</strong>g <strong>in</strong> the early 1990s, VAI commenced with the<br />
development and implementation <strong>of</strong> a series <strong>of</strong><br />
<strong>technological</strong> <strong>packages</strong> which enable exist<strong>in</strong>g casters to<br />
meet today’s targets <strong>of</strong> productivity, product quality and<br />
operational flexibility. In the follow<strong>in</strong>g, a number <strong>of</strong> such<br />
solution <strong>packages</strong> and application examples are<br />
presented. Table 1 provides an overview <strong>of</strong> the <strong>slab</strong>caster<br />
upgrad<strong>in</strong>g projects received by VAI dur<strong>in</strong>g the past<br />
six years.<br />
Today, approximately 95% <strong>of</strong> all steel produced on a<br />
global basis is cont<strong>in</strong>uously cast <strong>in</strong>to semis (<strong>slab</strong>, blooms,<br />
billets and beam blanks). In the early 1990s, a major<br />
<strong>in</strong>crease <strong>in</strong> the number <strong>of</strong> projects for the upgrad<strong>in</strong>g <strong>of</strong><br />
older <strong>slab</strong> casters took place, as seen <strong>in</strong> Figure 2 (all<br />
known upgrades). Figure 3 shows the age <strong>of</strong> <strong>slab</strong> casters<br />
for all known cases at the time that an upgrade took<br />
place, which is an average <strong>of</strong> 18 years.<br />
The primary reasons for the upgrad<strong>in</strong>g <strong>of</strong> cont<strong>in</strong>uous<br />
cast<strong>in</strong>g mach<strong>in</strong>es is either to <strong>in</strong>crease mach<strong>in</strong>e<br />
CASTING<br />
r Fig.1 Annual <strong>in</strong>stallation <strong>of</strong> new <strong>slab</strong> casters (all known suppliers)<br />
No. <strong>of</strong> contracts Market share %<br />
Year New Upgrade Upgrade<br />
2000 2 9 51.2<br />
2001 6 8 78.7<br />
2002 8 20 75.3<br />
2003 11 11 75.8<br />
2004 11 10 68.3<br />
2005 10 16 67.7<br />
r Table 1 VAI <strong>slab</strong>-caster upgrad<strong>in</strong>g projects<br />
(2000–2005)<br />
productivity or product quality or both. Production<br />
flexibility is important for producers supply<strong>in</strong>g a market<br />
with vary<strong>in</strong>g product demands, or where there is the<br />
<strong>in</strong>tention to open up new market possibilities. Benefits<br />
result<strong>in</strong>g from caster upgrades also typically <strong>in</strong>clude a<br />
decrease <strong>in</strong> operational and ma<strong>in</strong>tenance costs.<br />
Product quality can be improved by the conversion <strong>of</strong><br />
a curved-mould caster design to a straight-mould<br />
design. Proper mould oscillation and lubrication is<br />
important for the strand surface quality. Increased<br />
productivity results from the <strong>in</strong>stallation <strong>of</strong> well<br />
a<br />
MILLENNIUM STEEL 2006<br />
125
MILLENNIUM STEEL 2006<br />
126<br />
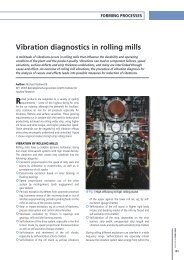
r Fig.2 Slab-caster upgrades s<strong>in</strong>ce the late 1970s<br />
(all known upgrades)<br />
r Fig.3 Slab-caster age at time <strong>of</strong> upgrad<strong>in</strong>g (all known cases)<br />
r Fig.4 SmartMold – high-performance cassettetype<br />
mould<br />
designed equipment components and advanced<br />
automation systems to reduce mach<strong>in</strong>e downtime and<br />
to allow for higher cast<strong>in</strong>g speeds. This is accompanied<br />
by an extension <strong>of</strong> the mach<strong>in</strong>e conta<strong>in</strong>ment length to<br />
accommodate a longer metallurgical length. The<br />
application <strong>of</strong> an advanced cool<strong>in</strong>g model is a decisive<br />
factor for ensur<strong>in</strong>g high product quality and long<br />
component lifetimes even dur<strong>in</strong>g transient cast<strong>in</strong>g<br />
conditions. High cast<strong>in</strong>g flexibility is made possible with<br />
equipment solutions enabl<strong>in</strong>g fast strand width and<br />
thickness changes.<br />
Typical upgrad<strong>in</strong>g measures <strong>in</strong>clude the application or<br />
<strong>in</strong>stallation <strong>of</strong> the follow<strong>in</strong>g:<br />
` Conversion <strong>of</strong> a curved-mould caster design to a<br />
straight-mould design to improve product quality,<br />
especially at higher cast<strong>in</strong>g speeds<br />
` Cassette-type moulds to reduce turnaround time<br />
` Hydraulic oscillators to improve strand surface<br />
quality and mach<strong>in</strong>e reliability<br />
` Dynamic mould-width adjustment to enable high<br />
production flexibility<br />
` Segmented strand guides for short ma<strong>in</strong>tenance<br />
downtimes<br />
` Dynamic s<strong>of</strong>t-reduction technology for high<br />
product quality<br />
` New hydraulic systems for improved operational<br />
reliability<br />
` Modular and state-<strong>of</strong>-the-art Level 1 process control<br />
` Level 2 process models to improve product quality<br />
and productivity<br />
TECHNOLOGICAL PACKAGES<br />
Already <strong>in</strong> the early 1990s VAI recognised the market<br />
potential for caster upgrad<strong>in</strong>g projects and altered a<br />
number <strong>of</strong> fundamental pr<strong>in</strong>ciples <strong>in</strong> its mach<strong>in</strong>e design.<br />
For example, <strong>in</strong>stead <strong>of</strong> a fully <strong>in</strong>tegrated design<br />
approach, a more modular system design was applied<br />
characterised by the use and <strong>in</strong>stallation <strong>of</strong> <strong>technological</strong><br />
<strong>packages</strong> at different sections <strong>of</strong> the caster. This approach<br />
proved to be suitable both for caster upgrades and<br />
completely new mach<strong>in</strong>es. A short description <strong>of</strong><br />
examples <strong>of</strong> <strong>technological</strong> <strong>packages</strong> is presented.<br />
SmartMold This solution is characterised by a lowweight<br />
yet rigid, cassette-type mould design with a<br />
reduced number <strong>of</strong> operational exchange parts (see<br />
Figure 4). Both the mould and worn copper plates can be<br />
quickly exchanged, <strong>in</strong>creas<strong>in</strong>g the unit’s overall<br />
availability. When <strong>in</strong>tegrated with DynaWidth hydraulic<br />
mould-width adjustment system, fast and automatic <strong>slab</strong>width<br />
changes are possible. 75 SmartMolds have been<br />
sold as <strong>of</strong> March 2006.
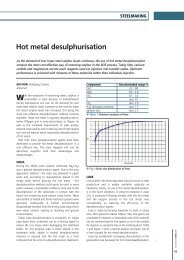
Fig.5 DynaFlex hydraulic oscillator<br />
r Fig.6 SmartBender design features<br />
r Fig.7 SmartSegment design features<br />
CASTING<br />
DynaFlex The DynaFlex hydraulic oscillator is a<br />
<strong>technological</strong> package consist<strong>in</strong>g <strong>of</strong> a foundation frame<br />
and two <strong>in</strong>dividually exchangeable and <strong>in</strong>terchangeable<br />
oscillator units, each mounted on a separate leaf-spr<strong>in</strong>gguided<br />
mould table and equipped with a hydraulic<br />
cyl<strong>in</strong>der (see Figure 5). In addition to a freely selectable<br />
stroke, frequency and curve pattern, a so-called <strong>in</strong>verse<br />
oscillation mode was also developed to reduce the depth<br />
<strong>of</strong> oscillation marks for an improved strand-surface<br />
quality. The system is virtually ma<strong>in</strong>tenance-free and is<br />
suitable for moulds <strong>of</strong> all types. 78 units have been sold<br />
as <strong>of</strong> March 2006.<br />
SmartBender The SmartBender is a fully remotely<br />
adjustable first caster segment which allows quick strandthickness<br />
changes to be carried out. This is a major<br />
operational benefit for producers requir<strong>in</strong>g frequent <strong>slab</strong>thickness<br />
changes, and caster productivity is kept at a<br />
high level. Designed as a self-stand<strong>in</strong>g low-weight unit,<br />
the unit is equipped with automatic water coupl<strong>in</strong>gs (see<br />
Figure 6).<br />
SmartSegment® Together with the SmartBender<br />
<strong>technological</strong> package, the rigidly designed<br />
SmartSegment enables fast <strong>slab</strong>-width changes to be<br />
carried out through the remote and onl<strong>in</strong>e adjustment<br />
<strong>of</strong> the roller gap <strong>of</strong> the strand-guide system. When<br />
l<strong>in</strong>ked with the Dynacs® cool<strong>in</strong>g model (for calculat<strong>in</strong>g<br />
the f<strong>in</strong>al po<strong>in</strong>t <strong>of</strong> strand solidification) and the DynaGap<br />
model (for calculat<strong>in</strong>g the roller-gap set po<strong>in</strong>ts), the<br />
optimum roller gap and strand taper can be dynamically<br />
adjusted even dur<strong>in</strong>g transient cast<strong>in</strong>g conditions to<br />
enable s<strong>of</strong>t reduction and the result<strong>in</strong>g improvements <strong>in</strong><br />
<strong>in</strong>ternal strand quality, especially for pipe and plate<br />
grades (see Figure 7). As <strong>of</strong> late March 2006, more than<br />
49 casters equipped with this technology had been sold<br />
worldwide s<strong>in</strong>ce 1997.<br />
Connect & Cast Solutions The eng<strong>in</strong>eer<strong>in</strong>g <strong>of</strong><br />
‘connect & cast’ <strong>technological</strong> <strong>packages</strong> (eg, DynaWidth<br />
oscillator, LevCon mould-level control, DynaWidth<br />
mould-width adjustment, secondary cool<strong>in</strong>g systems and<br />
DynaGap), beg<strong>in</strong>s with the commencement <strong>of</strong> a caster<br />
upgrad<strong>in</strong>g project. In a parametric approach, customer<br />
requirements are taken <strong>in</strong>to consideration dur<strong>in</strong>g the<br />
detailed eng<strong>in</strong>eer<strong>in</strong>g <strong>of</strong> the mechanical, fluid and<br />
automation components and systems. Workshop test<strong>in</strong>g<br />
ensures the proper functionality and reliability <strong>of</strong> the<br />
total system. These measures contribute to the shortest<br />
possible start-up and ramp-up times necessary for<br />
m<strong>in</strong>imum production outages.<br />
The impressive and measurable results that can be<br />
achieved through the application <strong>of</strong> connect & cast a<br />
MILLENNIUM STEEL 2006<br />
127
MILLENNIUM STEEL 2006<br />
128<br />
r Fig.8 AK <strong>Steel</strong> Middletown – Sulphur pr<strong>in</strong>t show<strong>in</strong>g <strong>in</strong>ternal<br />
strand-quality improvements<br />
r Fig.9 Upgraded <strong>slab</strong> caster at Mittal <strong>Steel</strong> USA, Indiana Works<br />
<strong>technological</strong> <strong>packages</strong> is shown by a so-called ‘economic<br />
calculation model’, shown later <strong>in</strong> this paper.<br />
EXAMPLES OF SLAB-CASTER UPGRADES<br />
AK <strong>Steel</strong> Middletown, USA In 1994, AK <strong>Steel</strong><br />
Middletown awarded VAI an order for the upgrad<strong>in</strong>g <strong>of</strong> its<br />
2-strand <strong>slab</strong>-caster, which was orig<strong>in</strong>ally commissioned <strong>in</strong><br />
1972. The ma<strong>in</strong> target <strong>of</strong> this upgrade was to improve the<br />
product quality through the elim<strong>in</strong>ation <strong>of</strong> <strong>slab</strong> centrel<strong>in</strong>e<br />
segregation. Highly rigid segments were <strong>in</strong>stalled <strong>in</strong> both<br />
casters <strong>in</strong> addition to the Dynacs spray-watercool<strong>in</strong>g<br />
model. Dur<strong>in</strong>g the <strong>in</strong>stallation phase one<br />
strand had to be kept fully operational dur<strong>in</strong>g the<br />
ma<strong>in</strong> caster downtime period because <strong>of</strong><br />
production-supply obligations. To m<strong>in</strong>imise onsite<br />
construction time, pre-assembly <strong>of</strong> the entire<br />
caster and extensive <strong>in</strong>tegration tests were carried<br />
out <strong>in</strong> L<strong>in</strong>z, Austria prior to shipment. As a<br />
customer requirement, the <strong>in</strong>terchangeability <strong>of</strong><br />
the segments for each caster was already<br />
demonstrated <strong>in</strong> these pre-assembly activities.<br />
Follow<strong>in</strong>g completion <strong>of</strong> the upgrad<strong>in</strong>g<br />
activities and resumption <strong>of</strong> normal cast<strong>in</strong>g<br />
operations, the <strong>in</strong>ternal <strong>slab</strong> quality considerably<br />
improved, as seen <strong>in</strong> Figure 8. This can be<br />
attributed to the highly rigid segment design, the<br />
employment <strong>of</strong> split rollers for improved strand support —<br />
which avoids roll bulg<strong>in</strong>g and the related negative affect<br />
on <strong>slab</strong> quality — and particularly, to the tapered rollergap<br />
sett<strong>in</strong>gs <strong>in</strong> the segments for an improved centrel<strong>in</strong>e<br />
quality. As an additional benefit, AK <strong>Steel</strong> Middletown<br />
could then cast at higher speeds for an <strong>in</strong>creased <strong>slab</strong><br />
output without the danger <strong>of</strong> halfway cracks occurr<strong>in</strong>g.<br />
The Dynacs cool<strong>in</strong>g model significantly reduced the<br />
frequency <strong>of</strong> surface-crack formation, even dur<strong>in</strong>g<br />
abnormal cast<strong>in</strong>g conditions, which further contributed to<br />
an improvement <strong>in</strong> the quality <strong>of</strong> the rolled products.<br />
LTV <strong>Steel</strong> (now Mittal <strong>Steel</strong> USA) In October 1998,<br />
LTV <strong>Steel</strong> (now Mittal <strong>Steel</strong> USA) commissioned VAI to<br />
upgrade its No.2 Cont<strong>in</strong>uous Caster at its Indiana Harbor<br />
Works (see Figure 9). The project objective was to<br />
completely elim<strong>in</strong>ate pencil pipe defects appear<strong>in</strong>g on<br />
the cold-rolled, galvanealed sheet products, which could<br />
be traced back to the curved-mould design <strong>of</strong> the exist<strong>in</strong>g<br />
caster. A further requirement was that the <strong>slab</strong>-caster<br />
output had to be <strong>in</strong>creased by approximately 25%.<br />
The curved-mould caster design was replaced by a<br />
straight-mould design <strong>in</strong> elaborate structural<br />
modifications <strong>of</strong> the caster. To optimise the vertical length<br />
<strong>of</strong> the mould, its fixed side was moved sideways 580mm<br />
and elevated by 310mm. By bend<strong>in</strong>g the strand to a<br />
transition radius <strong>of</strong> 7.5m and straighten<strong>in</strong>g it back to the<br />
orig<strong>in</strong>al mach<strong>in</strong>e radius with<strong>in</strong> segment 2, a vertical length<br />
<strong>of</strong> 2,500mm could be achieved. This straight mould<br />
conversion concept — jo<strong>in</strong>tly developed by Arcelor Sollac<br />
and VAI — is now patented worldwide.<br />
The upgraded caster could be restarted on 30 April<br />
2000 after only six days and two shifts for the required<br />
mach<strong>in</strong>e shutdown. Nom<strong>in</strong>al production could be<br />
resumed with<strong>in</strong> three days follow<strong>in</strong>g caster start-up. The<br />
previous quality problems were solved and the caster also<br />
satisfied the demand for a higher <strong>slab</strong> output.
AK <strong>Steel</strong> Ashland, USA On 1 July 2004 the<br />
American steel producer AK <strong>Steel</strong> Ashland awarded VAI<br />
a contract for the conversion <strong>of</strong> its curved-mould caster<br />
design to a straight mould design <strong>in</strong> its s<strong>in</strong>gle-strand<br />
<strong>slab</strong> caster. The primary objectives were to improve the<br />
steel quality and also to enable the cast<strong>in</strong>g <strong>of</strong><br />
<strong>in</strong>terstitial-free (IF) and ultra-low-carbon-steel grades.<br />
The LevCon mould-level-control system and the<br />
MoldExpert system were <strong>in</strong>stalled. The above<br />
VAI/Sollac concept was aga<strong>in</strong> applied to implement<br />
the straight-mould mach<strong>in</strong>e design. After only 13 days<br />
<strong>of</strong> caster downtime for the upgrad<strong>in</strong>g activities, the<br />
mach<strong>in</strong>e was restarted. The steel-quality requirements<br />
were met and the caster was capable <strong>of</strong> cast<strong>in</strong>g an<br />
expanded range <strong>of</strong> steel grades.<br />
UGINE & ALZ Genk,<br />
Belgium In an upgrad<strong>in</strong>g<br />
project implemented by VAI at<br />
the world’s largest sta<strong>in</strong>lesssteel<br />
<strong>slab</strong> caster, the caster<br />
output had to be doubled to<br />
1.2Mt/yr. The project scope<br />
<strong>in</strong>cluded the conversion <strong>of</strong><br />
the curved-mould design<br />
to a straight-mould design,<br />
modification <strong>of</strong> the mach<strong>in</strong>e to<br />
allow for both s<strong>in</strong>gle- and tw<strong>in</strong><strong>slab</strong><br />
cast<strong>in</strong>g, an <strong>in</strong>crease <strong>of</strong> the<br />
maximum possible <strong>slab</strong>-cast<strong>in</strong>g<br />
width to 2,330mm, extension<br />
<strong>of</strong> the vertical cast<strong>in</strong>g length for<br />
product-quality reasons, and<br />
the extension <strong>of</strong> the caster<br />
length to allow for a faster<br />
cast<strong>in</strong>g speed.<br />
Special efforts, <strong>in</strong>novative solutions and expert project<br />
management were therefore necessary to accomplish this<br />
major caster modernisation, <strong>in</strong>clud<strong>in</strong>g cold test<strong>in</strong>g, with<strong>in</strong><br />
an extremely tight time schedule. To m<strong>in</strong>imise onsite<br />
construction time, pre-assembly <strong>of</strong> the entire caster and<br />
extensive workshop <strong>in</strong>tegration tests were carried out <strong>in</strong><br />
L<strong>in</strong>z, Austria (see Figure 10). The caster could be<br />
successfully restarted on 1 October 2002 after a<br />
shutdown period <strong>of</strong> only 20 days. Production was quickly<br />
ramped up and s<strong>in</strong>gle <strong>slab</strong>s <strong>in</strong> thicknesses <strong>of</strong> 160 and<br />
200mm and tw<strong>in</strong> <strong>slab</strong>s 200mm thick could be cast. The<br />
targets <strong>of</strong> this highly challeng<strong>in</strong>g upgrad<strong>in</strong>g project were<br />
fully met (see Figure 11).<br />
ECONOMIC CONSIDERATIONS<br />
Costs for an upgrad<strong>in</strong>g project can be basically<br />
summarised as the <strong>in</strong>vestment costs, the accrued costs<br />
r Fig.10 Workshop <strong>in</strong>tegration test<strong>in</strong>g<br />
CASTING<br />
r Fig.11 Production <strong>of</strong> s<strong>in</strong>gle and tw<strong>in</strong> <strong>slab</strong>s at Ug<strong>in</strong>e & ALZ, Genk, Belgium<br />
result<strong>in</strong>g from the related caster downtime as well as the<br />
costs aris<strong>in</strong>g <strong>in</strong> connection with a reduced caster<br />
productivity dur<strong>in</strong>g the ramp-up period. The return on<br />
<strong>in</strong>vestment is a function <strong>of</strong> the improved revenues which<br />
result after the resumption <strong>of</strong> normal cast<strong>in</strong>g operations<br />
upon completion <strong>of</strong> the upgrad<strong>in</strong>g activities. This is<br />
determ<strong>in</strong>ed by the <strong>in</strong>creased production capacity, by<br />
higher pr<strong>of</strong>it marg<strong>in</strong>s for higher quality products, or both.<br />
A practical economic calculation model was developed<br />
by VAI for evaluat<strong>in</strong>g the result<strong>in</strong>g revenues follow<strong>in</strong>g<br />
caster upgrades. Due to the complexity <strong>of</strong> a product mix<br />
and chang<strong>in</strong>g market situations, the product-quality<br />
factor is not considered <strong>in</strong> this model. The evaluated<br />
parameters <strong>in</strong>clude the fixed and variable costs, steel<br />
prices and revenues, production figures (before and after<br />
upgrad<strong>in</strong>g), shutdown time, ramp-up time and the<br />
<strong>in</strong>vestment itself.<br />
An analysis <strong>of</strong> various examples <strong>of</strong> different times that<br />
a<br />
MILLENNIUM STEEL 2006<br />
129
MILLENNIUM STEEL 2006<br />
130<br />
CASTING<br />
r Fig.12 Project example <strong>of</strong> revenue benefit with shorter ramp-up<br />
time follow<strong>in</strong>g upgrad<strong>in</strong>g<br />
r Fig.13 Project example <strong>of</strong> revenue benefit with shorter shutdown<br />
time for upgrad<strong>in</strong>g activities<br />
are required for a plant shutdown and the subsequent<br />
commission<strong>in</strong>g/ramp-up period gives a strong <strong>in</strong>dication<br />
<strong>of</strong> the potential revenue benefit that can be achieved.<br />
Even with a shorter ramp-up time <strong>of</strong> just a few days, the<br />
result<strong>in</strong>g revenue improvement can exceed US$1million.<br />
With a decrease <strong>in</strong> the shutdown time, this figure is even<br />
more impressive.<br />
In Figures 12 and 13 two projects (Project 1 and 2) are<br />
compared show<strong>in</strong>g different ramp-up times and<br />
shutdown times. Project 1 is depicted by a solid l<strong>in</strong>e and<br />
Project 2 by a dashed l<strong>in</strong>e. The steel price, fixed and<br />
variable costs are assumed to be constant for both<br />
projects. The <strong>in</strong>creased caster production capacity<br />
follow<strong>in</strong>g upgrad<strong>in</strong>g (from 1,500,000 to 2,000,000t/a)<br />
is also the same for both projects.<br />
In Figure 12 the results for a 14-day and a 30-day rampup<br />
period are compared. A l<strong>in</strong>ear production start-up<br />
from zero up to the caster’s new nom<strong>in</strong>al production<br />
capacity is assumed, and the shutdown time is kept<br />
constant <strong>in</strong> both cases (60 days). For Project 1 with a<br />
faster start-up curve, a revenue benefit <strong>of</strong> US$4.1 million<br />
could be calculated.<br />
In Figure 13, a 60-day shutdown time is assumed for<br />
Project 1 and an 80-day shutdown time for Project 2. In this<br />
case, the ramp-up time is assumed to be the same. A<br />
surpris<strong>in</strong>gly high revenue benefit results with the shorter<br />
shutdown time for Project 1, which was calculated at US$13<br />
million! It almost goes without say<strong>in</strong>g that a shorter rampup<br />
period <strong>in</strong> comb<strong>in</strong>ation with a shorter caster shutdown<br />
period would make the results even more impressive.<br />
This project example clearly underl<strong>in</strong>es the major<br />
revenue benefit that the <strong>in</strong>stallation <strong>of</strong> connect & cast<br />
<strong>technological</strong> <strong>packages</strong> can have on shorten<strong>in</strong>g the total<br />
caster shutdown time. Furthermore, it is clear that<br />
extensive component and system test<strong>in</strong>g <strong>in</strong> the workshop<br />
prior to delivery can also have a major impact on<br />
shorten<strong>in</strong>g the total ramp-up period, aga<strong>in</strong>, with the<br />
correspond<strong>in</strong>g improvement <strong>in</strong> the revenue benefit.<br />
CONCLUDING REMARKS<br />
S<strong>in</strong>ce the <strong>in</strong>troduction <strong>of</strong> <strong>technological</strong> <strong>packages</strong> <strong>in</strong> the<br />
early 1990s, VAI has modernised a total <strong>of</strong> 185 casters,<br />
<strong>in</strong>corporat<strong>in</strong>g various <strong>technological</strong> <strong>packages</strong> <strong>in</strong>to all types<br />
<strong>of</strong> cast<strong>in</strong>g mach<strong>in</strong>es produc<strong>in</strong>g the complete range <strong>of</strong><br />
carbon, sta<strong>in</strong>less and special-steel grades. Decisive<br />
improvements <strong>in</strong> caster productivity, product quality,<br />
operational flexibility and pr<strong>of</strong>itability were the result. In<br />
2005 alone, the advantages achieved through the<br />
application <strong>of</strong> <strong>technological</strong> <strong>packages</strong> could be<br />
demonstrated on the basis <strong>of</strong> a total <strong>of</strong> 31 <strong>slab</strong> and<br />
bloom/beam-blank cont<strong>in</strong>uous cast<strong>in</strong>g mach<strong>in</strong>e start-ups<br />
(new mach<strong>in</strong>es and upgrades) <strong>in</strong> 12 countries.<br />
As shown by a specially developed economic calculation<br />
model, the highest revenue benefit can be achieved <strong>in</strong> a<br />
caster upgrad<strong>in</strong>g project when both the caster downtime<br />
for upgrad<strong>in</strong>g as well as the start-up curve can be kept as<br />
short as possible.<br />
Thus, the importance <strong>of</strong> apply<strong>in</strong>g connect & cast<br />
<strong>technological</strong> <strong>packages</strong> towards meet<strong>in</strong>g the goals <strong>of</strong><br />
caster upgrades cannot be overestimated. MS<br />
Andreas Jungbauer is Product Manager, Andreas Flick is<br />
Vice President, Oliver Schulz is Head <strong>of</strong> Proposals<br />
Department and Ernst Schwarz is <strong>in</strong> Industrial Design<br />
*VAI Cont<strong>in</strong>uous-Cast<strong>in</strong>g Technology<br />
Siemens AG, Industrial Solutions and Services (I&S),<br />
VOEST-ALPINE Industrieanlagenbau (VAI), L<strong>in</strong>z, Austria<br />
(VAI, <strong>in</strong>clud<strong>in</strong>g the VAI Group <strong>of</strong> Companies, is a division<br />
<strong>of</strong> the Siemens Group Industrial Solutions and Services)<br />
CONTACT: Lawrence.Gould@siemens.com