

No chance against rising slugs in stamping dies? - Schwer + Kopka ...
No chance against rising slugs in stamping dies? - Schwer + Kopka ...
No chance against rising slugs in stamping dies? - Schwer + Kopka ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
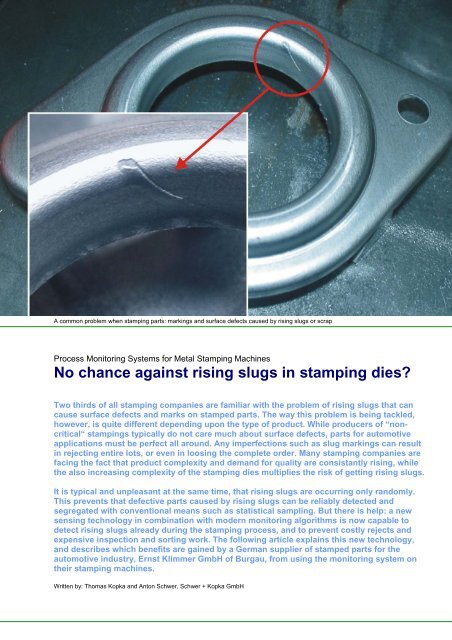
A common problem when stamp<strong>in</strong>g parts: mark<strong>in</strong>gs and surface defects caused by <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> or scrap<br />
Process Monitor<strong>in</strong>g Systems for Metal Stamp<strong>in</strong>g Mach<strong>in</strong>es<br />
<strong>No</strong> <strong>chance</strong> <strong>aga<strong>in</strong>st</strong> <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> <strong>in</strong> stamp<strong>in</strong>g <strong>dies</strong>?<br />
Two thirds of all stamp<strong>in</strong>g companies are familiar with the problem of <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> that can<br />
cause surface defects and marks on stamped parts. The way this problem is be<strong>in</strong>g tackled,<br />
however, is quite different depend<strong>in</strong>g upon the type of product. While producers of “noncritical“<br />
stamp<strong>in</strong>gs typically do not care much about surface defects, parts for automotive<br />
applications must be perfect all around. Any imperfections such as slug mark<strong>in</strong>gs can result<br />
<strong>in</strong> reject<strong>in</strong>g entire lots, or even <strong>in</strong> loos<strong>in</strong>g the complete order. Many stamp<strong>in</strong>g companies are<br />
fac<strong>in</strong>g the fact that product complexity and demand for quality are consistantly <strong>ris<strong>in</strong>g</strong>, while<br />
the also <strong>in</strong>creas<strong>in</strong>g complexity of the stamp<strong>in</strong>g <strong>dies</strong> multiplies the risk of gett<strong>in</strong>g <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong>.<br />
It is typical and unpleasant at the same time, that <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> are occurr<strong>in</strong>g only randomly.<br />
This prevents that defective parts caused by <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> can be reliably detected and<br />
segregated with conventional means such as statistical sampl<strong>in</strong>g. But there is help: a new<br />
sens<strong>in</strong>g technology <strong>in</strong> comb<strong>in</strong>ation with modern monitor<strong>in</strong>g algorithms is now capable to<br />
detect <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> already dur<strong>in</strong>g the stamp<strong>in</strong>g process, and to prevent costly rejects and<br />
expensive <strong>in</strong>spection and sort<strong>in</strong>g work. The follow<strong>in</strong>g article expla<strong>in</strong>s this new technology,<br />
and describes which benefits are ga<strong>in</strong>ed by a German supplier of stamped parts for the<br />
automotive <strong>in</strong>dustry, Ernst Klimmer GmbH of Burgau, from us<strong>in</strong>g the monitor<strong>in</strong>g system on<br />
their stamp<strong>in</strong>g mach<strong>in</strong>es.<br />
Written by: Thomas <strong>Kopka</strong> and Anton <strong>Schwer</strong>, <strong>Schwer</strong> + <strong>Kopka</strong> GmbH
What is caus<strong>in</strong>g <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong>?<br />
Slugs are actually scrap pieces which typically are produced dur<strong>in</strong>g cutt<strong>in</strong>g and pierc<strong>in</strong>g operations.<br />
<strong>No</strong>rmally, the punches will push these <strong>slugs</strong> through the cutt<strong>in</strong>g plate, after which they exit the die<br />
area through provided scrap channels, or will be transported out of the die when it opens. There are<br />
quite a few reasons why this is not work<strong>in</strong>g all the time, and why <strong>slugs</strong> rema<strong>in</strong> <strong>in</strong>side the die. A very<br />
common cause is that punches wear, and the <strong>slugs</strong> tend to stick to the bottom of the punch. When the<br />
punches pull out of the strip, the <strong>slugs</strong> will be wiped off and rema<strong>in</strong> <strong>in</strong>side the die’s work<strong>in</strong>g area.<br />
Dur<strong>in</strong>g the next stroke, the <strong>slugs</strong> are be<strong>in</strong>g pressed onto the stamp<strong>in</strong>g and leave visible surface<br />
marks. It now depends on the further degree of form<strong>in</strong>g done to the part, whether or not these marks<br />
rema<strong>in</strong> visible from the outside.<br />
„Cutt<strong>in</strong>g operations can typically be found at the beg<strong>in</strong>n<strong>in</strong>g of progressive stamp<strong>in</strong>g <strong>dies</strong>, and, as a<br />
result, <strong>slugs</strong> are very likely to occur <strong>in</strong> that area. The follow<strong>in</strong>g form<strong>in</strong>g operations often cover the<br />
marks such that they become very difficult to see” describes Bruno-Michael Albrecht, the technical<br />
manager of Klimmer, the everyday problems he is fac<strong>in</strong>g as a stamped parts manufacturer.<br />
High sort<strong>in</strong>g and <strong>in</strong>spection cost<br />
Problems with <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> are hard to figure out and very difficult to detect by means of visual<br />
<strong>in</strong>spections. They happen randomly, can be located anywhere on the stamp<strong>in</strong>g, and often are hidden<br />
<strong>in</strong>side the die from outside views. Statistically, it is not a question if but rather when and how often<br />
stamped parts with slug mark<strong>in</strong>gs are go<strong>in</strong>g to be delivered to the f<strong>in</strong>al customer, and how he will<br />
react to the fact.<br />
A s<strong>in</strong>gle defective part that is found by the customer usually <strong>in</strong>itiates costly sort<strong>in</strong>g and <strong>in</strong>spection<br />
operations for the entire batch. The customer <strong>in</strong> turn will debit the supplier with these cost, or refuses<br />
to accept the respective batch and rejects it. The automotive <strong>in</strong>dustry <strong>in</strong> particular applies extremely<br />
high quality standards to supplied parts as is manifested <strong>in</strong> their known zero defect (0 ppm) policy.<br />
„If <strong>in</strong> addition the customer happens to be far away from our own plant, and <strong>in</strong>sists on immediate<br />
delivery of substitute parts, we are faced with yet more cost for express shipments and <strong>in</strong>ternal<br />
organizational efforts. With a view to this, our monitor<strong>in</strong>g systems have paid for themselves <strong>in</strong> a very<br />
short period of time”, justifies Klimmer’s technical manager his decision for implement<strong>in</strong>g process<br />
monitor<strong>in</strong>g system to all of his stamp<strong>in</strong>g presses.<br />
State of technology <strong>in</strong> monitor<strong>in</strong>g for <strong>slugs</strong> <strong>in</strong> stamp<strong>in</strong>g operations<br />
Three different sens<strong>in</strong>g techniques have been established for detect<strong>in</strong>g those unpredictable <strong>ris<strong>in</strong>g</strong><br />
<strong>slugs</strong> already dur<strong>in</strong>g the actual stamp<strong>in</strong>g process:<br />
1. Eddy current sensors which measure the distance between the upper and the lower die<br />
section when the die closes (shut height measurement)<br />
2. Force sensors located <strong>in</strong>side the die<br />
3. Acoustic emission sensors located <strong>in</strong>side the die<br />
parameters. The necessary f<strong>in</strong>e-tun<strong>in</strong>g is not carried out, and the desired monitor<strong>in</strong>g performance<br />
may not be reached.<br />
Eddy current sens<strong>in</strong>g registers ma<strong>in</strong>ly large <strong>slugs</strong><br />
Eddy current measurement typically has two or often four sensors placed on each die segment. The<br />
sensors register the distance between an upper and a lower die plate when the die is fully closed <strong>in</strong><br />
lower dead centre. If a slug happens to be caught <strong>in</strong>side the die, there should be <strong>in</strong> theory a tilt<strong>in</strong>g<br />
effect between upper and lower die which <strong>in</strong> turn will produce different eddy current sensor read<strong>in</strong>gs.<br />
It is quite obvious that the tilt<strong>in</strong>g effect is becom<strong>in</strong>g less visible the th<strong>in</strong>ner the strip material is, the<br />
smaller the slug is, and the more the slug is located towards the centre of the die. In addition, the<br />
momentum of the clos<strong>in</strong>g die can squeeze the <strong>slugs</strong> fully home <strong>in</strong>to the material and the eddy current
sensor <strong>in</strong> this case may not see any difference <strong>in</strong> the clos<strong>in</strong>g gap of the die. Consequently, eddy<br />
current sens<strong>in</strong>g has limited applications and is ma<strong>in</strong>ly suitable when large <strong>slugs</strong> are expected which<br />
ideally are located more to the side of the strip.<br />
Bruno-Michael Albrecht, Klimmer’s technical manager, th<strong>in</strong>ks<br />
highly of his monitor<strong>in</strong>g systems<br />
Stamped parts for the Automotive Industry is the ma<strong>in</strong> bus<strong>in</strong>ess<br />
of the German specialist company Ernst Klimmer GmbH<br />
Force sens<strong>in</strong>g supplies stable signals<br />
Force sensors for detect<strong>in</strong>g <strong>slugs</strong> are typically mounted onto the stripper plate of the die. <strong>No</strong>rmally,<br />
one or two sensors per plate are sufficient. They measure the stamp<strong>in</strong>g forces respectively the stra<strong>in</strong><br />
and the deformation of the stripper plate when the die closes. If a slug is caught between the stripper<br />
plate and the material, the deformation of the plate will be quite different if compared to trouble free<br />
operation. Unlike eddy current sens<strong>in</strong>g, force measurement registers <strong>slugs</strong> located on the side as well<br />
as <strong>in</strong> the centre of the die. Force sensors <strong>in</strong>herently deliver strong and stable signals and can be<br />
monitored with relatively tight limits. Nevertheless, the bigger and coarser the slug is, the better is the<br />
detection of the defect.<br />
Acoustic emission measures the “sound” of the die<br />
Just like force sensors, acoustic emission sensors are placed on the stripper plate of the die. Aga<strong>in</strong>,<br />
one or two sensors are sufficient per plate. The acoustic emission sensors register the sound or the<br />
noise which is produced by the clos<strong>in</strong>g of the die, especially when the stripper plate hits onto the<br />
material strip. If a slug is found between the stripper plate and the material, the noise of the clos<strong>in</strong>g<br />
die will change and is detected by the sensor.<br />
Unlike the two previously described techniques, even small <strong>slugs</strong> will cause significant changes <strong>in</strong> the<br />
noise of the clos<strong>in</strong>g die which makes acoustic emission sens<strong>in</strong>g an ideal solution for slug detection.<br />
On the other hand, acoustic emission sensors will also react sensibly to other noise sources <strong>in</strong>side<br />
the die, and as such, the stability of the acoustic emission signal may suffer.<br />
New comb<strong>in</strong>ation sensors are suitable for force and acoustic emission<br />
Based upon the advantages and disadvantages described above, potential users of slug monitor<strong>in</strong>g<br />
systems had to make their choice between the stability of forces sensors or the sensitivity of acoustic<br />
emission sens<strong>in</strong>g, depend<strong>in</strong>g upon the requirements of the application.<br />
A new type of sensor which was especially designed for the detection of <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> <strong>in</strong> stamp<strong>in</strong>g <strong>dies</strong><br />
now solves the conflict between the need for a stable signal on the one side and a good detection of<br />
errors on the other side. The comb<strong>in</strong>ed measurement of force and acoustic emission with the same<br />
sensor puts together the advantages of both techniques. The comb<strong>in</strong>ed signal has the sensitivity to
detect even very small <strong>slugs</strong> and, at the same time, offers the stability of a pure force signal to<br />
prevent unnecessary mach<strong>in</strong>e stoppages.<br />
.<br />
One of the die monitor<strong>in</strong>g systems <strong>in</strong>stalled at Klimmer’s stamp<strong>in</strong>g<br />
mach<strong>in</strong>es<br />
Operator attention is reduced to a m<strong>in</strong>imum on modern die<br />
protection systems<br />
Innovative algorithms to process the new sensor signals<br />
The reliable detection of process errors such as <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> not only depends on a good quality<br />
sensor signal but also on the right method to analyze the measured signals. Sett<strong>in</strong>g of the relevant<br />
monitor<strong>in</strong>g parameters is a direct function of the signal quality. When sensor signals are stable and<br />
reproducible, the monitor<strong>in</strong>g limits can be set quite closely to enhance error detection capabilities. If,<br />
however, sensor signals are found to be widely spread already dur<strong>in</strong>g good parts production, users<br />
are forced to widen the monitor<strong>in</strong>g limits accord<strong>in</strong>gly. In essence, it’s a constant struggle between a<br />
f<strong>in</strong>e sett<strong>in</strong>g of monitor<strong>in</strong>g limits to get the desired sensitivity for detect<strong>in</strong>g also small errors, and a<br />
coarser sett<strong>in</strong>g to prevent unnecessary mach<strong>in</strong>e down time.<br />
Once those limits have been established, they are only valid as long as other process parameters<br />
rema<strong>in</strong> unchanged. In stamp<strong>in</strong>g operations, such parameters for example are strip lubrication, stroke<br />
rate, material consistency, or temperature. Ideally, to ma<strong>in</strong>ta<strong>in</strong> optimum monitor<strong>in</strong>g results, every die<br />
<strong>in</strong>tervention, every coil change, or even every mach<strong>in</strong>e stop, should <strong>in</strong>itiate a verification of those<br />
monitor<strong>in</strong>g parameters.<br />
In reality, the situation is quite different. In order to avoid the ongo<strong>in</strong>g verification of correct monitor<strong>in</strong>g<br />
parameters, and to prevent frequent mach<strong>in</strong>e stoppages, the monitor<strong>in</strong>g limits are often consciously<br />
set to very coarse values. If the limits are set coarsely enough, the mach<strong>in</strong>e can be re-started after<br />
every stop with the same <strong>in</strong>accuracy. The operator is no longer “bothered” by his monitor<strong>in</strong>g system,<br />
but, of course, error detection is reduced to a bare m<strong>in</strong>imum.<br />
Prozzy-logic automatically adjusts monitor<strong>in</strong>g parameters and releaves the operator<br />
Modern monitor<strong>in</strong>g systems today are offer<strong>in</strong>g anticipat<strong>in</strong>g logics (called Prozzy) which are capable to<br />
fully automate the proper sett<strong>in</strong>g of all monitor<strong>in</strong>g parameters without the need for any operator<br />
<strong>in</strong>tervention (fig 5). Unwanted mach<strong>in</strong>e stops are avoided because the Prozzy-logics automatically<br />
<strong>in</strong>clude past and present process variation <strong>in</strong>to the calculation of the monitor<strong>in</strong>g limits.<br />
While conventional monitor<strong>in</strong>g methods rely on human <strong>in</strong>spection and reaction, modern techniques<br />
are designed to verify and update monitor<strong>in</strong>g parameters on an ongo<strong>in</strong>g basis across the entire<br />
production process. Even complex systems with multiple monitor<strong>in</strong>g channels are dynamically<br />
updated also <strong>in</strong> high speed applications. The Prozzy-logic keeps a permanent eye on the relevant
parameters and adjusts all channels to give optimum monitor<strong>in</strong>g results under the given conditions<br />
such as process repeatability and stability.<br />
Manually adjusted limits are often too wide (see green band).<br />
Small defects as <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> may not be detected.<br />
Prozzy-logic cont<strong>in</strong>uously observes the process variation and<br />
adjusts the limits automatically to the best possible range.<br />
Conclusion: more quality through better error detection<br />
The ever <strong>in</strong>creas<strong>in</strong>g complexity of stamp<strong>in</strong>g <strong>dies</strong> has led to more frequent occurrences of <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong>.<br />
While those <strong>slugs</strong> apparently are unavoidable, their effects are difficult to detect without the use of<br />
properly work<strong>in</strong>g <strong>in</strong>-die process monitor<strong>in</strong>g systems. Hence, stamped parts with slug mark<strong>in</strong>gs often<br />
get through to the end customer despite of costly f<strong>in</strong>al <strong>in</strong>spections. Conventional sens<strong>in</strong>g techniques<br />
are typically not able to provide reliable relief.<br />
A new combi-sensor measures force and acoustic emission at the same time, comb<strong>in</strong>es the benefits<br />
of signal stability and sensitivity, and offers a highly reliable method to detect <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> dur<strong>in</strong>g the<br />
actual stamp<strong>in</strong>g process. The quality of the sensor signal is supported by new monitor<strong>in</strong>g algorithms,<br />
where the monitor<strong>in</strong>g limits are permanently verified and updated us<strong>in</strong>g our Prozzy technology. The<br />
quality of the monitor<strong>in</strong>g limits has moved from a subjective try-and error method to electronically<br />
calculated, objective sett<strong>in</strong>g rules. The comb<strong>in</strong>ation of new sens<strong>in</strong>g techniques with <strong>in</strong>novative<br />
monitor<strong>in</strong>g logics now offers reliable detection of large and small <strong>ris<strong>in</strong>g</strong> <strong>slugs</strong> <strong>in</strong> stamp<strong>in</strong>g <strong>dies</strong>. This<br />
was also the driv<strong>in</strong>g force for the German stamped parts manufacturer Ernst Klimmer GmbH, to equip<br />
all of their stamp<strong>in</strong>g mach<strong>in</strong>e with modern process monitor<strong>in</strong>g systems. The <strong>in</strong>vestment paid for itself<br />
<strong>in</strong> a few months time, not at least because the previously high <strong>in</strong>spection and sort<strong>in</strong>g cost could be<br />
reduced drastically.


