Download complete issue of the Alu Report 3 - Austria Metall AG
Download complete issue of the Alu Report 3 - Austria Metall AG
Download complete issue of the Alu Report 3 - Austria Metall AG
- TAGS
- download
- austria
- metall
- www.amag.at

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
AM<strong>AG</strong> customer and market information 03.2012 www.amag.at<br />
RESEARCH<br />
special
2 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Content<br />
03.2012<br />
04 Interview<br />
Advanced materials<br />
Priv.Doz. Dr. Helmut Kaufmann,<br />
Univ.Pr<strong>of</strong>. Dr. Peter J. Uggowitzer<br />
06 Automotive<br />
High-strength sheets for lightweight applications<br />
10 Automotive<br />
High-strength material for heat exchanger applications<br />
12 Aircraft<br />
Advanced alloy AA6061-T6*<br />
14 Automotive<br />
Recycling alloys for structural parts<br />
16 Science<br />
AlSi-cast alloys<br />
19 Awards<br />
Awards for AM<strong>AG</strong>-PhD student<br />
06 - 11 Automotive<br />
16 Science<br />
Imprint: AM<strong>AG</strong> <strong>Austria</strong> <strong>Metall</strong> <strong>AG</strong>, P.O. Box 3, 5282 Ransh<strong>of</strong>en, <strong>Austria</strong>, T +43 7722 801 0, F +43 7722 809 498,<br />
md-amag@amag.at, www.amag.at, Bilder: AM<strong>AG</strong> <strong>Austria</strong> <strong>Metall</strong> <strong>AG</strong>, Design: Rauscher & Partner, Salzburg
Editorial<br />
Dear Readers,<br />
Valued Customers and Partners,<br />
"If you don't go forward, you go backwards" - This is exactly what<br />
AM<strong>AG</strong> has in mind right now. The first stage <strong>of</strong> <strong>the</strong> large-scale<br />
"AM<strong>AG</strong> 2014" investment project - <strong>the</strong> new logistics center - was<br />
<strong>complete</strong>d on schedule and went into operation in November; and<br />
<strong>the</strong>re are a large number <strong>of</strong> o<strong>the</strong>r investments that are beyond <strong>the</strong><br />
scope <strong>of</strong> this <strong>issue</strong>. We will, <strong>of</strong> course, give a detailed account in<br />
future <strong>Alu</strong><strong>Report</strong> <strong>issue</strong>s.<br />
But what are new, state-<strong>of</strong>-<strong>the</strong>-art production facilities without <strong>the</strong><br />
corresponding new products? Fortunately, special products are an<br />
extraordinarily large proportion <strong>of</strong> AM<strong>AG</strong>’s product portfolio and will<br />
continue to be so in <strong>the</strong> future.<br />
This requires detailed knowledge <strong>of</strong> <strong>the</strong> production processes, such<br />
as casting, with special strength in recycling, rolling and heat treatment<br />
- know-how typical <strong>of</strong> <strong>the</strong> integrated location <strong>of</strong> Ransh<strong>of</strong>en.<br />
We use that know-how in our research work when it comes to developing<br />
new, innovative products. We have dedicated this <strong>issue</strong> <strong>of</strong><br />
<strong>Alu</strong><strong>Report</strong> to research in order to share with you some highlights <strong>of</strong><br />
our work in this field.<br />
AM<strong>AG</strong> TopForm ® UHS and AM<strong>AG</strong> TopClad ® UHS are high-strength<br />
aluminium materials which are mainly used in <strong>the</strong> automotive industry<br />
and contribute to <strong>the</strong> weight reduction <strong>of</strong> components.<br />
Or take, for example, recycled cast alloys for automotive structural<br />
components, which, just like high-strength materials, contribute<br />
towards reducing CO 2 -emissions in <strong>the</strong> production and use <strong>of</strong> automobiles.<br />
AM<strong>AG</strong> has developed a new special alloy to meet <strong>the</strong><br />
demand <strong>of</strong> <strong>the</strong> aircraft industry for ever more lightweight aluminium<br />
materials <strong>of</strong> high strength. Information on <strong>the</strong> resulting advantages<br />
is provided on page 12.<br />
Our specialists' expertise and close cooperation with our customers,<br />
as well as with external research institutions and universities, enable<br />
us to meet complex application requirements and to provide tailored<br />
solutions. In this context, I am particularly pleased to learn that one<br />
<strong>of</strong> our doctoral candidates has received several awards for <strong>the</strong> quality<br />
<strong>of</strong> his work. More details are provided in <strong>the</strong> last article <strong>of</strong> this<br />
<strong>Alu</strong><strong>Report</strong>.<br />
I trust this <strong>issue</strong> shows AM<strong>AG</strong> in a slightly different light, and I hope<br />
you enjoy reading it.<br />
Gerhard Falch<br />
Chief Executive Officer
4 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Interview<br />
Advanced materials –<br />
tomorrow is already here<br />
Priv.Doz. Dr. Helmut Kaufmann, COO Pr<strong>of</strong>essor Dr. Peter J. Uggowitzer<br />
<strong>Alu</strong><strong>Report</strong> talked with Pr<strong>of</strong>essor Dr. Peter J. Uggowitzer from <strong>the</strong> ETH Zurich, Member <strong>of</strong> <strong>the</strong> Supervisory<br />
Board and Chairman <strong>of</strong> <strong>the</strong> Scientific Advisory Board <strong>of</strong> AM<strong>AG</strong>, and with Chief Operating<br />
Officer Dr. Helmut Kaufmann, about <strong>the</strong> future requirements for advanced materials. A lot <strong>of</strong><br />
research has brought AM<strong>AG</strong> one step closer to <strong>the</strong> future.<br />
<strong>Alu</strong>Rep: Mr. Kaufmann, you were one <strong>of</strong> <strong>the</strong> initiators <strong>of</strong> <strong>the</strong><br />
„Light Metals Technology (LMT)“ Conference. In July 2013, this<br />
conference cycle is going to celebrate its tenth anniversary in<br />
London. What in your opinion has significantly changed in<br />
<strong>the</strong>se ten years <strong>of</strong> research on light metals? Please tell us <strong>the</strong><br />
key milestone in development.<br />
Kaufmann: I can only answer this question from a subjective and very<br />
personal point <strong>of</strong> view. Peter Uggowitzer and I already demanded in<br />
our joint book on metallurgy and processing <strong>of</strong> high-integrity light metal<br />
pressure castings <strong>of</strong> 2007 [1] that, following <strong>the</strong> „decade <strong>of</strong> mechanical<br />
engineering“ in pressure casting, we put more focus on <strong>the</strong> material itself.<br />
Meanwhile, AM<strong>AG</strong>, for which I have been working for more than five<br />
years now, has adopted this approach in all aspects <strong>of</strong> product development.<br />
AM<strong>AG</strong> produces recycled cast alloys for shape casting and rolled<br />
semis, such as plates and sheets. AM<strong>AG</strong> is thus a material manufacturer<br />
in <strong>the</strong> widest sense and should concentrate on <strong>the</strong> material.<br />
As a result <strong>of</strong> a better understanding <strong>of</strong> <strong>the</strong> processes going on in aluminium<br />
alloys during <strong>the</strong> individual production steps, during storage or<br />
subsequent use and <strong>of</strong> <strong>the</strong>ir impact on <strong>the</strong> product properties, production<br />
facilities and process control now must meet more stringent requirements.<br />
The equipment must be adjusted to <strong>the</strong> material requirements and<br />
not <strong>the</strong> opposite.<br />
I see this „process chain approach“, with a process chain extending from<br />
melting, continuous casting and rolling to <strong>the</strong> necessary heat treatment<br />
and surface treatment steps, which is always focused on <strong>the</strong> material, as<br />
<strong>the</strong> most important step in development over <strong>the</strong> past decade.<br />
Uggowitzer: From a university researcher‘s point <strong>of</strong> view, I would like<br />
to add that a number <strong>of</strong> simulation programs such as Pandat, Thermo-<br />
Calc, DICTRA and MatCalc today enable us to investigate, <strong>the</strong> influence<br />
<strong>of</strong> different alloy compositions on <strong>the</strong> individual microstructure and on<br />
<strong>the</strong> properties to predict, fairly precisely, <strong>the</strong> constitution and treatment<br />
required for <strong>the</strong> material in order to achieve <strong>the</strong> target properties. This<br />
optimization requires coordinated process control along <strong>the</strong> entire production<br />
route.<br />
<strong>Alu</strong>Rep.: What are <strong>the</strong> consequences <strong>of</strong> <strong>the</strong>se developments?<br />
Uggowitzer: As we gained a better understanding <strong>of</strong> <strong>the</strong> relationships<br />
between <strong>the</strong> alloy composition, process control and product properties,<br />
we were in a position to design materials according to <strong>the</strong> specific<br />
application requirements and to actively influence <strong>the</strong> properties. We<br />
have learned that minor fluctuations in <strong>the</strong> alloy composition may lead<br />
to major changes in <strong>the</strong> properties <strong>of</strong> cast and wrought materials or<br />
components. Combined with increased customer requirements, this has<br />
probably doubled <strong>the</strong> number <strong>of</strong> specific alloy grades.<br />
Today, it is not enough to roughly specify an alloy according to standard,<br />
for instance, automotive skin alloy AA6016 or recycled die-casting alloy<br />
A226, and <strong>the</strong> heat treatment, such as <strong>the</strong> T6 treatment according<br />
to <strong>the</strong> „<strong>Alu</strong>miniumtaschenbuch“ handbook. With a view to <strong>the</strong> desired<br />
property pr<strong>of</strong>ile, a fine tuning must be performed within <strong>the</strong> standard<br />
composition, which, in turn, requires a precise adjustment <strong>of</strong> <strong>the</strong> <strong>the</strong>rmomechanical<br />
treatment. The precise tailoring <strong>of</strong> alloys, however, re-
quires a deep understanding <strong>of</strong> microstructural relationships. Through<br />
its cooperation with a number <strong>of</strong> academic research institutions, AM<strong>AG</strong><br />
has, figuratively speaking, grown from a dwarf to a giant in this field over<br />
<strong>the</strong> past five years. In my capacity as Chairman <strong>of</strong> <strong>the</strong> Scientific Advisory<br />
Board, I think it is quite remarkable that in that period more than<br />
50 scientific articles from <strong>the</strong> environment <strong>of</strong> AM<strong>AG</strong> were published in<br />
international magazines.<br />
<strong>Alu</strong>Rep: Let us take a look into <strong>the</strong> future. What megatrend<br />
do you anticipate for aluminium products during <strong>the</strong> next decade?<br />
Kaufmann: The aluminium industry cannot escape <strong>the</strong> great global<br />
challenges, such as scarcity <strong>of</strong> resources and global warming. As a<br />
result, new tasks will have to be performed along <strong>the</strong> entire process<br />
chain in order to increase efficiency, and many new applications will<br />
emerge from <strong>the</strong> range <strong>of</strong> positive properties <strong>of</strong> aluminium alloys. The<br />
need for pushing lightweight construction will be a strong driver for new<br />
applications and growth in volumes <strong>of</strong> aluminium alloys.<br />
Users and developers will be faced with a new area <strong>of</strong> conflicting priorities,<br />
which will require <strong>the</strong>m to build up a cooperative partnership in<br />
development to find a compromise solution. The trend towards alloys<br />
and processes that are even more precisely adjusted to <strong>the</strong> individual<br />
application in order to tap to <strong>the</strong> full <strong>the</strong> respective alloy potential, as<br />
just described by Peter Uggowitzer, will lead to even narrower tolerance<br />
limits for <strong>the</strong> alloy composition and <strong>the</strong> process parameters. Contrary<br />
to that, <strong>the</strong> recycling proportion in high-grade cast and rolled products<br />
is expected to continuously grow. It will be necessary, for economic<br />
and ecological reasons, to extend <strong>the</strong> alloy limits as far as possible for<br />
easier recycling, whereas <strong>the</strong> opposite will happen if we try to optimize<br />
individual properties. In <strong>the</strong> final analysis, however, <strong>the</strong> wide variety <strong>of</strong><br />
aluminium alloys will become even wider.<br />
Uggowitzer: Additionally, it is essential to keep optimized lightweight<br />
construction affordable by using improved aluminium alloys. To me, this<br />
means that improved alloys must be capable <strong>of</strong> being produced and<br />
recycled on a commercial scale. Using very expensive elements such as<br />
scandium and lithium in aluminium alloys cannot be <strong>the</strong> solution for extensive<br />
optimization and, in <strong>the</strong> long run, will be economically reasonable<br />
in special applications only.<br />
Interview <strong>Alu</strong><strong>Report</strong> 03.2012 5<br />
Our most recent work gives us a vision <strong>of</strong> <strong>the</strong> groups <strong>of</strong> alloys. Let<br />
us have a look at <strong>the</strong> two age-hardenable alloy families, AA7xxx and<br />
AA6xxx, which are AlZnCu and AlMgSi alloys. Both alloy families have<br />
great potential for lightweight construction but also several deficiencies.<br />
The AA7xxx group <strong>of</strong> high-strength alloys has its weak spot in <strong>the</strong> corrosion<br />
properties, and a combination <strong>of</strong> strength and ductility is desired<br />
for <strong>the</strong> AA6xxx family. Our studies on <strong>the</strong> interaction between vacancies<br />
and <strong>the</strong> main alloying elements and special micro-alloying elements, that<br />
is, alloying elements added in homoeopathic doses, have led us to believe<br />
that it should be possible to significantly improve intercrystalline<br />
corrosion and, in particular, stress corrosion in 7xxx alloys by selecting<br />
an appropriately modified alloy composition without adding exotic, expensive<br />
alloying elements. For 6xxx alloys, we expect <strong>the</strong> mechanical<br />
properties to be improved by substantially shortening <strong>the</strong> duration <strong>of</strong><br />
<strong>the</strong>rmal treatment.<br />
If <strong>the</strong> <strong>the</strong>oretical concept <strong>of</strong> <strong>the</strong> „vacancy prison“ and <strong>the</strong> „vacancy drag“<br />
can be put into practice, as intimated, I guess I know <strong>the</strong> answer to <strong>the</strong><br />
question concerning <strong>the</strong> great achievements <strong>of</strong> <strong>the</strong> past decade that<br />
might be asked in 2022. Dr. Pogatscher received several awards for <strong>the</strong><br />
scientific works on this subject (see article on page 19).<br />
<strong>Alu</strong>Rep: For a company like AM<strong>AG</strong>, <strong>the</strong> research work done to<br />
arrive at <strong>the</strong> concept <strong>of</strong> <strong>the</strong> „vacancy prison“ and/or „vacancy<br />
drag“ is surprisingly basic-oriented; what is to be expected in<br />
<strong>the</strong> future?<br />
Kaufmann: As already mentioned, AM<strong>AG</strong> is a material manufacturer<br />
in <strong>the</strong> widest sense and sees itself as a premium provider <strong>of</strong> recycled<br />
cast alloys and rolled semis. Therefore, our customers should not be<br />
surprised—on <strong>the</strong> contrary, <strong>the</strong>y should expect AM<strong>AG</strong> to do more than<br />
just scratch <strong>the</strong> surface in research. This <strong>issue</strong> <strong>of</strong> <strong>Alu</strong><strong>Report</strong> is intended<br />
to make clear that we supply many industries with a variety <strong>of</strong> aluminium<br />
products and also commit ourselves to research in all product<br />
segments. For what it‘s worth, I believe that basic-oriented research<br />
work is essential to achieve <strong>the</strong> significant improvements that we all<br />
need to meet <strong>the</strong> great global challenges <strong>of</strong> <strong>the</strong> near future. We can<br />
be optimistic about <strong>the</strong> future if we are all committed and cooperate<br />
towards product improvement and increase in efficiency.<br />
I would like to give you an impressive example <strong>of</strong> an optimization along<br />
<strong>the</strong> process chain: In 1886, when <strong>the</strong> Hall-Héroult process for <strong>the</strong><br />
production <strong>of</strong> primary aluminium was invented, 55 kWh was required<br />
to produce 1 kg <strong>of</strong> primary aluminium from alumina by fused-salt electrolysis.<br />
In 1950, approximately 25 kWh/kg was required, and today‘s<br />
modern plants need less than 13 kWh/kg [2,3].<br />
Literature:<br />
[1] H. Kaufmann, P.J. Uggowitzer, „<strong>Metall</strong>urgy and Processing <strong>of</strong> High-Integrity Light Metal Pressure<br />
Castings“, Schiele & Schön, Berlin, 2007, S. 2<br />
[2] L. Marschall, “<strong>Alu</strong>minium – <strong>Metall</strong> der Moderne”, oekom, München, 2008, S. 200<br />
[3] G. Djunkanovic, „Analysis <strong>of</strong> production costs in <strong>the</strong> aluminium smelting industry“, <strong>Alu</strong>minium<br />
7-8/2012, S. 26-30
6 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Automotive<br />
7xxx-high strength aluminum<br />
sheets for lightweight<br />
automotive applications<br />
Currently, for sheet applications in car<br />
body engineering AlMg alloys <strong>of</strong> <strong>the</strong><br />
5xxx series or precipitation hardening<br />
AlMgSi alloys <strong>of</strong> <strong>the</strong> 6xxx series<br />
are used. The focus on lightweight design is<br />
still increasing due to legislation and customer<br />
requirements for less fuel consumption. Therefore<br />
high strength AlZnMg(Cu) alloys <strong>of</strong> <strong>the</strong><br />
7xxx series with tensile strength up to 700<br />
MPa are extensively discussed. The aerospace<br />
and sports industry have been benefitting from<br />
<strong>the</strong> utilization <strong>of</strong> <strong>the</strong>se high strength alloys for<br />
decades in terms <strong>of</strong> significant weight savings<br />
and enhanced performance.<br />
However a successful transfer to <strong>the</strong> automotive<br />
industry requires innovative solutions to<br />
allow cost-efficient series production. The pro-<br />
posed solution is such that rolling, solution heat<br />
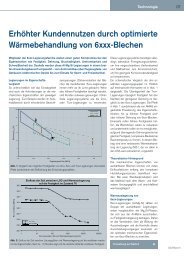
treatment and artificial ageing shown in figure<br />
1 are done at <strong>the</strong> rolling mill, while <strong>the</strong> components<br />
are produced via warmforming at <strong>the</strong><br />
customer‘s site. Warm forming at temperature<br />
levels far below those for press hardening steel<br />
helps to overcome <strong>the</strong> moderate formability <strong>of</strong><br />
7xxx-alloys at RT.<br />
High strength 7xxx series alloys <strong>of</strong> <strong>the</strong> type<br />
AlZnMg(Cu) double <strong>the</strong> yield strength compared<br />
to standard 6xxx series automotive alloys.<br />
Both alloy families increase <strong>the</strong>ir strength<br />
significantly by precipitation hardening. In a<br />
continuous strip annealing line both alloy types<br />
are solution heat treated and quenched to<br />
freeze <strong>the</strong> supersaturated solid solution. Natural<br />
ageing at room temperature starts and in<br />
contrast to AlMgSi alloys formable for a couple<br />
<strong>of</strong> months <strong>the</strong> hardening <strong>of</strong> AlZnMg(Cu) alloys<br />
continues. Therefore, AM<strong>AG</strong> developed<br />
a Cu-containing alloy called AM<strong>AG</strong> TopForm®<br />
UHS for replacing press hardened steel in<br />
automotive components like B-pillars or side<br />
impact beams. It is an AA7075 type alloy<br />
(AlZn5,5MgCu) optimized for warm forming<br />
in <strong>the</strong> long-term stable T6 peak age delivery<br />
temper. Higher strength compared to Cu-free<br />
derivatives combined with controlled solution<br />
annealing, quenching and artificial ageing at<br />
aircraft certified continuous coil treating lines<br />
ensure reproducible constant properties and<br />
reduce <strong>the</strong> investments and processes needed<br />
at <strong>the</strong> car manufacturer.
Warm Forming and Paint Bake<br />
Response<br />
Cold forming <strong>of</strong> artificially aged AA7075 in temper<br />
T6 is limited to ra<strong>the</strong>r simple geometries,<br />
e.g. roll forming with radii according to stringers<br />
in <strong>the</strong> aircraft industry. For complex components<br />
warm forming is recommended.<br />
Based on FEM simulation results <strong>the</strong> parameters<br />
for warm forming at a pilot press line were<br />
adjusted. The plane 7xxx-blank was heated up<br />
to <strong>the</strong> warm forming temperature within a minute<br />
in a simple hydraulic press in direct contact<br />
to hot plates. Short process times and a low<br />
process temperature <strong>of</strong> around 200°C are essential<br />
to keep <strong>the</strong> decrease <strong>of</strong> strength due to<br />
overaging as small as possible.<br />
400°C<br />
200°C<br />
20°C<br />
Solution<br />
Annealing<br />
minutes<br />
Water<br />
Quench<br />
Rolling Mill<br />
Artificial Ageing<br />
hours<br />
Figure 1: Temperature-time-diagram for high strength 7xxx series alloys<br />
Automotive <strong>Alu</strong><strong>Report</strong> 03.2012 7<br />
Costumer<br />
Warm<br />
Forming<br />
minutes
8 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Automotive<br />
The forming limit curves (FLC) in Figure 2<br />
compare <strong>the</strong> formability <strong>of</strong> AM<strong>AG</strong> TopForm ®<br />
UHS at different temperatures around 200°C<br />
with <strong>the</strong> standard cold forming procedure <strong>of</strong> a<br />
typical AA6016 automotive alloy in temper T4.<br />
As already mentioned, cold forming <strong>of</strong> an<br />
AA7075 T6 sheet is limited to ra<strong>the</strong>r simple<br />
geometries. At 170°C <strong>the</strong> forming limit curve<br />
comes close to <strong>the</strong> AA6016 T4 curve especially<br />
for plain strain conditions. A fur<strong>the</strong>r<br />
increase to 230°C improves <strong>the</strong> formability<br />
significantly and even for <strong>the</strong> stretch-forming<br />
path AM<strong>AG</strong> TopForm ® UHS reaches <strong>the</strong><br />
formability <strong>of</strong> AA6016 T4 in cold forming.<br />
On a pilot warm forming line a small series <strong>of</strong> a<br />
structural component, similar to a side impact<br />
beam <strong>of</strong> an automotive door was produced at<br />
a Tier 1 automotive supplier in co-operation<br />
with AM<strong>AG</strong> (Figure 3). This process proved to<br />
be robust with very small variation <strong>of</strong> mechanical<br />
properties after forming and painting.<br />
While a variation <strong>of</strong> <strong>the</strong> warm forming temperature<br />
leads to different mechanical properties<br />
after <strong>the</strong> press shop, after <strong>the</strong> additional heat<br />
treatment in <strong>the</strong> paint shop <strong>the</strong> final material<br />
properties are very uniform. Figure 4 compares<br />
<strong>the</strong> tensile and yield strength after warm<br />
forming and after an additional heat treatment<br />
in <strong>the</strong> paint shop.<br />
While warm forming at 170°C with just one<br />
or two minutes process time has almost no<br />
impact on strength, a slight increase to 200°C<br />
reduces <strong>the</strong> strength by some 50 MPa. Typically<br />
a common 5-step paint-bake cycle for<br />
drying <strong>the</strong> body-in-white structure, e-coating<br />
and curing <strong>the</strong> various paint layers enables<br />
re-aging. About altoge<strong>the</strong>r one hour heating<br />
with a temperature collective <strong>of</strong> 125 to 185°C<br />
with intermediate cooling to room temperature<br />
leads to a yield-strength <strong>of</strong> 460 MPa.<br />
major strain 1<br />
0,7<br />
0,6<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0,0<br />
-0,3 -0,2 -0,1 0,0 0,1<br />
0,2 0,3 0,4 0,5 0,6 0,7<br />
minor strain 2<br />
sheet thickness 2 mm<br />
AM<strong>AG</strong> TopForm ® UHS T6 - 230°C<br />
AM<strong>AG</strong> TopForm ® UHS T6 - 170°C<br />
AM<strong>AG</strong> TopForm ® UHS T6 - 20°C<br />
6016 T4 - 20°C<br />
Figure 2: Forming limit diagram for AM<strong>AG</strong> TopForm ® UHS at different temperatures vs. AA6016 T4<br />
Figure 3: Side impact protection made from AM<strong>AG</strong> TopForm ® UHS<br />
R m ,R p0,2 [MPa]<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
R m [MPa] R p0,2 [MPa]<br />
After Warmforming<br />
Figure 4: Warm forming plus 5-step paint bake cycle for AM<strong>AG</strong> TopForm ® UHS<br />
After Warmforming<br />
and 5 Times Paint-Bake Cycle
Figure 5: Resistance spot welded (Fronius Deltaspot®) AM<strong>AG</strong> TopForm® UHS cross die<br />
From <strong>the</strong> customers point <strong>of</strong> view <strong>the</strong> process<br />
starts with well defined and long-term stable<br />
properties <strong>of</strong> AM<strong>AG</strong> TopForm ® UHS sheet.<br />
During warm forming in <strong>the</strong> customer‘s press<br />
shop and <strong>the</strong> susequent paint bake cycle <strong>the</strong><br />
mechanical properties <strong>of</strong> <strong>the</strong> component become<br />
uniform on a high level.<br />
Parameter fluctuations <strong>of</strong> time and temperature<br />
during warm forming do not result in fluctuations<br />
<strong>of</strong> <strong>the</strong> material properties after forming<br />
and painting (Figure 4).<br />
It was also observed that <strong>the</strong> springback after<br />
warm forming is low because <strong>of</strong> <strong>the</strong> significantly<br />
reduced yield strength at forming temperture.<br />
Joining<br />
Conventional fusion welding <strong>of</strong> copper containing<br />
7xxx series is difficult due to <strong>the</strong> occurrence<br />
<strong>of</strong> solidification cracks. For AM<strong>AG</strong><br />
TopForm ® UHS two modified <strong>the</strong>rmal joining<br />
methods were tested on a laboratory scale.<br />
Resistance spot welding trials with <strong>the</strong> already<br />
commercially available Fronius Deltaspot<br />
® technology show very promising results.<br />
Thereby two cross die parts with a drawing<br />
depth <strong>of</strong> approx. 50 mm, derived from a 2 mm<br />
AM<strong>AG</strong> TopForm ® UHS sheet, were produced<br />
and joined (Figure 5). Detailed results will be<br />
presented in <strong>the</strong> next <strong>Alu</strong><strong>Report</strong> 1/2013.<br />
Additionally, AM<strong>AG</strong> TopForm ® UHS was successfully<br />
joined with Friction Stir Spot Welding<br />
(FSSW). This is a modification <strong>of</strong> <strong>the</strong> wellknown<br />
FSW process resulting in round joining<br />
spots. A process innovation <strong>of</strong> <strong>the</strong> company<br />
RIFTEC with a segmented rotating tool<br />
fills <strong>the</strong> deepening <strong>of</strong> <strong>the</strong> spots leading to a<br />
smooth surface. This improved joining method<br />
shows promising results for overlap joints <strong>of</strong><br />
AA7075 sheets.<br />
The aircraft industry has a positive long-term<br />
experience with mechanical joining methods<br />
(e.g. riveting) <strong>of</strong> 7xxx series Al-alloys which<br />
are also applicable to AM<strong>AG</strong> TopForm ® UHS.<br />
Automotive specialties like self piercing rivets<br />
or flow drill screws should also work but have<br />
to be adapted from low and medium strength<br />
aluminium to high strength 7xxx series alloys.<br />
Adhesive bonding is ano<strong>the</strong>r widely spread<br />
joining technology used for aluminium in <strong>the</strong><br />
aerospace industry. In recent years this type <strong>of</strong><br />
Customer Benefits<br />
AM<strong>AG</strong> TopForm ® UHS doubles <strong>the</strong> strength<br />
compared to a standard AA6016 alloy.<br />
Therefore a high specific resistance to denting<br />
and high specific crash performance<br />
make this alloy ideal for <strong>the</strong> replacement<br />
<strong>of</strong> press hardened steels e.g. in side impact<br />
protections or bumper beams. AM<strong>AG</strong><br />
TopForm ® UHS is an AA7075 type alloy<br />
(AlZn5,5MgCu) optimized for excellent<br />
warm forming behaviour at temperatures<br />
between 170 and 230°C.<br />
While time consuming process steps at high<br />
temperatures like solution annealing and artificial<br />
ageing are done in <strong>the</strong> rolling mill in an<br />
efficient and controlled manner it just takes<br />
seconds in <strong>the</strong> press shop to heat up <strong>the</strong><br />
blank to a temperature <strong>of</strong> around 200°C.<br />
Fur<strong>the</strong>rmore <strong>the</strong> customer benefits from <strong>the</strong><br />
Automotive <strong>Alu</strong><strong>Report</strong> 03.2012 9<br />
joining became popular in car manufacturing<br />
especially in multimaterial car body designs.<br />
Galvanic isolation <strong>of</strong> materials with different<br />
electrochemical potentials and <strong>the</strong> prevention<br />
<strong>of</strong> crevice corrosion is an important factor for<br />
this type <strong>of</strong> joining. For a sufficient degradation<br />
performance <strong>of</strong> <strong>the</strong> bond, <strong>the</strong> surface has<br />
to be properly prepared.<br />
Adhesive bonding pre-treatment in <strong>the</strong> aircraft<br />
industry is based on batch wise anodizing<br />
procedures for structural parts exhibiting<br />
excellent tensile shear strength and fracture<br />
pattern. So far, new pre-treatments show<br />
comparable good results on a laboratory scale<br />
and tests on AM<strong>AG</strong>’s modern and flexible<br />
continuous automotive pre-treatment line will<br />
follow soon.<br />
fact that <strong>the</strong>re is no requirement <strong>of</strong> rapid<br />
quenching after warm forming.<br />
A reliable and stable heat treatment process<br />
at <strong>the</strong> rolling mill provides long-term stable<br />
mechanical delivery properties in T6 temper<br />
and <strong>of</strong>fers stable high level properties after<br />
press and paint shop within a robust process<br />
window. New innovative <strong>the</strong>rmal joining<br />
technologies recently introduced to <strong>the</strong><br />
automotive industry have been successfully<br />
tested for this AM<strong>AG</strong> high strength alloy.<br />
Moreover, mechanical methods and hybrid<br />
joining in conjunction with adhesive bonding<br />
extend <strong>the</strong> joining portfolio. AM<strong>AG</strong> Top-<br />
Form ® UHS in combination with tailored<br />
pre-treatments fully exploits <strong>the</strong> strength<br />
potential <strong>of</strong> modern automotive adhesives.
10 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Automotive<br />
High-strength aluminium material<br />
for light weight heat exchanger<br />
applications<br />
With <strong>the</strong> use <strong>of</strong> conventional brazing<br />
materials <strong>the</strong> request <strong>of</strong><br />
automotive manufacturers for<br />
lightweight materials for applications<br />
in high-performance heat exchangers<br />
with reduced volume and mass cannot be<br />
achieved. As a result <strong>of</strong> <strong>the</strong> increase in operating<br />
pressures, cooler manufacturers require<br />
higher mechanical strength after brazing, good<br />
and reproducible processing and forming characteristics<br />
<strong>of</strong> <strong>the</strong> delivered semi product, as<br />
well as excellent brazing results. <strong>Alu</strong>minium<br />
brazing sheet typically consists <strong>of</strong> a core alloy<br />
ei<strong>the</strong>r <strong>of</strong> <strong>the</strong> AA3xxx- or <strong>of</strong> <strong>the</strong> AA6xxx- series<br />
and a filler layer <strong>of</strong> an AA4xxx alloy, which<br />
has a significantly lower melting range than<br />
Yield strength R p0.2 [MPa]<br />
150<br />
125<br />
100<br />
75<br />
50<br />
25<br />
0<br />
Rp0,2 s<strong>of</strong>t temper<br />
Rp0,2 after brazing and 8 days age hardening<br />
AM<strong>AG</strong><br />
TopClad<br />
non-heat-treatable alloys<br />
®<br />
<strong>the</strong> core alloy. Alloys <strong>of</strong> <strong>the</strong> AA2xxx-series and<br />
high strength materials such as AA7050 or<br />
AA7075 have not been used as core material<br />
for brazing sheets since <strong>the</strong>ir solidus/liquidus<br />
temperatures are too low. In <strong>the</strong> early 1980s<br />
LongLife alloys based on AA3xxx were developed<br />
in order to meet <strong>the</strong> demands for higher<br />
strength and improved corrosion resistance<br />
prevailing at that time [1]. In <strong>the</strong> early 1990s<br />
a multilayer material compound was presented<br />
to enhance mechanical strength and corrosion<br />
resistance <strong>of</strong> brazing sheet. The sacrificial anode<br />
material enriched in magnesium and zinc<br />
increases <strong>the</strong> strength <strong>of</strong> <strong>the</strong> 3xxx core alloy<br />
by diffusion phenomena [2].<br />
In Figure 1 typical mechanical properties <strong>of</strong><br />
AM<strong>AG</strong> TopClad<br />
Long Life alloys<br />
® LL<br />
Figure 1: Yield strength R p0.2 <strong>of</strong> AM<strong>AG</strong> TopClad ® products<br />
AM<strong>AG</strong><br />
TopClad ® AM<strong>AG</strong><br />
HS TopClad<br />
heat-treatable alloys<br />
® UHS<br />
currently available brazing materials in pre-<br />
and post braze condition are compared. The<br />
post brazed yield strengths R p0,2 for standard<br />
non-heat treatable 3xxx materials range from<br />
35 to 55 MPa; <strong>the</strong> values for LongLife alloys<br />
vary from 55 to 65 MPa. Depending on<br />
<strong>the</strong> cooling rate after brazing heat treatable<br />
6xxx series alloys achieve post brazed yield<br />
strengths R p0,2 <strong>of</strong> 70 to 85 MPa in naturally<br />
aged condition. The mechanical characteristics<br />
<strong>of</strong> <strong>the</strong>se materials are <strong>of</strong>ten insufficient<br />
for <strong>the</strong> future stipulations <strong>of</strong> <strong>the</strong> automotive<br />
industry. This article is based on <strong>the</strong> development<br />
<strong>of</strong> a high-strength, heat treatable brazing<br />
sheet with an AA7020 core alloy [3].<br />
Characterization <strong>of</strong> AA7020<br />
brazing sheet<br />
The AA7020 alloy belongs to <strong>the</strong> heat treatable<br />
Al-alloys and is characterized by high<br />
static strength. The combination <strong>of</strong> zinc and<br />
magnesium results in age hardening and<br />
thus in strength levels which exceed those <strong>of</strong><br />
standard brazing alloys by far. The strength is<br />
mainly a function <strong>of</strong> Zn and Mg; <strong>the</strong> aging effect<br />
depends on <strong>the</strong> Zn/Mg ratio.<br />
The chemical composition <strong>of</strong> AA7020 is given<br />
in Table 1 [4, 5]. To prevent a detrimental<br />
diffusion <strong>of</strong> Mg into <strong>the</strong> clad filler during brazing<br />
on an additional cladding <strong>of</strong> an interlayer<br />
is required. In this paper results with AA1050<br />
interlayer are described.<br />
Table 1: Chemical compositions <strong>of</strong> AA7020 and AA1050<br />
designation %Si %Fe %Cu %Mn %Mg %Zn %Ti<br />
AA7020 0.35 0.40 0.20 0.05 – 0.50 1.0 – 1.4 4.0 – 5.0 0.05<br />
AA1050 0.25 0.40 0.05 0.05 0.05 0.07 0.05
Post-braze strength<br />
Alloy AA7020 gains its high strength after brazing due to solution heat<br />
treatment and natural aging. Parallel to joining during <strong>the</strong> brazing process<br />
solution annealing also occurs at brazing temperature. Precipitates<br />
are formed by nucleation and growth from a supersaturated solid<br />
solution during room temperature aging. In order to achieve optimum<br />
strength characteristics, <strong>the</strong> majority <strong>of</strong> heat treatable aluminium alloys<br />
have to be subjected to solution annealing in a relatively narrow temperature<br />
range, however, this does not apply to AA7020. This favorable<br />
behavior allows optimized process control for both solution heat treatment<br />
and brazing in a single heating operation. As <strong>the</strong> quenching sensitivity<br />
<strong>of</strong> AA7020 is low, <strong>the</strong> cooling speed after brazing can be varied to<br />
a high degree without subsequently affecting natural room temperature<br />
age hardening.<br />
R m , R p0,2 [MPa]<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
material thickness: 1,6 mm<br />
Rp0.2 Rm A50<br />
0<br />
15<br />
0 20 40 60 80 100 120 140 160 180 200 220 240<br />
aging time [h]<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
R 50 [%]<br />
Automotive <strong>Alu</strong><strong>Report</strong> 03.2012 11<br />
As shown in Figure 2, <strong>the</strong> AA7020 material achieves a yield strength<br />
R p0.2 <strong>of</strong> 65 MPa in s<strong>of</strong>t temper, which after brazing can rise to over<br />
140 MPa with ongoing room temperature aging. Higher strengths and<br />
improved corrosion resistance are obtained by artificial aging at 115 to<br />
130 °C.<br />
Mechanical properties at elevated temperatures<br />
After brazing (i.e. after solution heat treatment) heat exchangers are<br />
exposed to temperatures up to 160 °C in service. To simulate <strong>the</strong> material<br />
characteristics at operating temperatures artificial aging <strong>of</strong> AA7020<br />
brazing sheet was initiated after 8 days <strong>of</strong> natural aging. These aging<br />
curves are shown in Figure 3. At <strong>the</strong> very beginning <strong>of</strong> artificial aging <strong>the</strong><br />
strength drops due to a reversion process [4, 5]. Higher temperatures<br />
and longer aging times lead to a loss <strong>of</strong> strength due to overaging.<br />
(a) (b)<br />
art. aging at 120 °C<br />
400<br />
50<br />
art. aging at 160 °C<br />
400<br />
R m , R p0,2 [MPa]<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
0<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
Rm<br />
aging time [h]<br />
Rp0,2<br />
A50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
A 50 [%]<br />
R m , R p0,2 [MPa]<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
0<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
Rm<br />
aging time [h]<br />
Figure 2: Natural age hardening process AA7020 brazing sheet Figure 3: Artificial age hardening <strong>of</strong> 1,6 mm AA7020 brazing sheet at<br />
120°C (a) and 160 °C (b)<br />
AA 1050<br />
AA 7020<br />
Figure 4: Proper<br />
brazing results due<br />
to sufficient AA1050<br />
diffusion barrier<br />
Customer benefits <strong>of</strong> AA7020 clad brazing<br />
sheet for base plates<br />
Alloy AA7020 exhibits proper shearing and stamping characteristics<br />
and is hence a premium option for plate-type heat exchangers.<br />
Oil coolers use planar base plates <strong>of</strong> AA3xxx-, AA5xxx- or AA6xxx-<br />
Literature:<br />
[1] Gray, A.; <strong>Alu</strong>minium in automotive heat exchangers – closing <strong>the</strong> technology gap, 8th international brazing seminar, 2004.<br />
[2] Yamauchi, S., et al; Clad aluminum allay material having high strength and corrosion resistance for heat exchanger, US 5292595A, 1993.<br />
[3] Hanko, G., et al; High strength aluminium brazing material for heat exchanger applications, ASST, 2012.<br />
[4] <strong>Alu</strong>minium-properties and physical metallurgy, AMS, 2005, pp. 175-185.<br />
[5] <strong>Alu</strong>minium handbook- fundamentals and materials, <strong>Alu</strong>minium Verlag, 1999, pp. 252-260.<br />
Rp0,2<br />
alloys in a thickness range <strong>of</strong> typically 2.5 to 6.5 mm which could<br />
be reduced significantly by use <strong>of</strong> high strength AA7020 brazing<br />
sheet. Due to <strong>the</strong> high hardness <strong>of</strong> ~55 HB in s<strong>of</strong>t temper<br />
<strong>the</strong> high strength material shows excellent scratch resistance<br />
against mechanical defects. This property is advantageous especially<br />
in <strong>the</strong> sealing area between <strong>the</strong> engine block and <strong>the</strong> oil cooler,<br />
an area which is critical with respect to leakages (Figure 4).<br />
All standard Al-Si filler alloys for vacuum and flux agent based brazing<br />
processes can be cladded as long as <strong>the</strong> working temperature does<br />
not exceed 600 °C. As demonstrated in Figure 4 <strong>the</strong> diffusion barrier<br />
avoids <strong>the</strong> diffusion <strong>of</strong> Zn and Mg and also <strong>the</strong> melting <strong>of</strong> low melting<br />
phases. The corrosion resistance <strong>of</strong> AA7020 brazing sheet for base<br />
plates is sufficient since <strong>the</strong> diffusion barrier made from AA1050 with<br />
more than 150 µm thickness also acts as a corrosion protection layer.<br />
A50<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
A 50 [%]
12 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Aircraft<br />
AM<strong>AG</strong> ADVANCED AA6061 ALLOY<br />
FOR AEROSPACE APPLICATIONS<br />
Previous investigations [1-4] showed<br />
for <strong>the</strong> alloy AA6061 that <strong>the</strong> artificial<br />
aging response is adversely affected<br />
by natural aging at room temperature. A suitable<br />
pre-aging procedure at elevated temperatures<br />
immediately after solution heat treatment<br />
is effective in reducing <strong>the</strong> detrimental effects <strong>of</strong><br />
natural aging on <strong>the</strong> artificial aging kinetics. The<br />
temper T4* produced hereby shows an increased<br />
aging response and after artificial aging to<br />
temper T6* exhibits a much higher level <strong>of</strong> mechanical<br />
properties.<br />
In <strong>the</strong> present work <strong>the</strong> effects <strong>of</strong> pre-aging<br />
treatment are shown for alloy AA6061 in artificially<br />
aged temper T6* in comparison to sheet<br />
material manufactured without this additional<br />
heat treatment cycle after solution annealing.<br />
Both materials were characterized according to<br />
(a)<br />
(b)<br />
Ultimate Tensile Strength [MPa]<br />
Testing direction LT<br />
Ultimate Tensile Strength [MPa]<br />
Testing direction L<br />
370<br />
350<br />
330<br />
310<br />
290<br />
270<br />
220 240 260 280 300 320<br />
370<br />
350<br />
330<br />
310<br />
290<br />
A-Basis, MMPDS<br />
6061-T6<br />
Yield Strength [MPa], Testing direction LT<br />
conventional 6061-T6 pre-aged 6061-T6*<br />
A-Basis, MMPDS<br />
6061-T6<br />
B-Basis,<br />
MMPDS<br />
6061-T6<br />
B-Basis,<br />
MMPDS<br />
6061-T6<br />
270<br />
220 240 260 280 300 320<br />
Yield Strength [MPa], Testing direction L<br />
conventional 6061-T6 pre-aged 6061-T6*<br />
Figure 1: Mechanical properties <strong>of</strong> conventional 6061-T6 and pre-aged 6061-T6*<br />
compared to A- and B-values listed in MMPDS-04 [5], tested in direction (a) LT<br />
and (b) L<br />
A-Basis: At least 99 % <strong>of</strong> <strong>the</strong> population <strong>of</strong> values is expected to equal or exceed<br />
<strong>the</strong> A-basis mechanical property allowable with a confidence <strong>of</strong> 95 %<br />
B-Basis: At least 90 % <strong>of</strong> <strong>the</strong> population <strong>of</strong> values is expected to equal or exceed<br />
<strong>the</strong> B-basis mechanical property allowable with a confidence <strong>of</strong> 95 %<br />
testing requirements typical <strong>of</strong> applications in <strong>the</strong><br />
aircraft industry.<br />
All investigated materials were produced from<br />
<strong>the</strong> same melt with a chemical composition within<br />
<strong>the</strong> tolerance limits <strong>of</strong> AA6061.<br />
Results<br />
The significantly higher strength <strong>of</strong> pre-aged<br />
6061-T6* compared to conventional 6061-<br />
T6 is a result <strong>of</strong> <strong>the</strong> pre-aging treatment performed<br />
directly after solution heat treatment<br />
which has to be applied within a limited time<br />
interval after quenching [2, 3]. Both ultimate<br />
tensile strength and yield strength <strong>of</strong> <strong>the</strong> preaged<br />
6061-T6* clearly exceed <strong>the</strong> A-and Bvalue<br />
basis listed in <strong>the</strong> MMPDS-04 Handbook<br />
[5] for AA6061-T6 sheet material, so that <strong>the</strong><br />
A- and B-values could be increased for future<br />
aircraft applications when this enhanced pre-<br />
da/dN [ mm / Zyklus ]<br />
1,0E-01<br />
1,0E-02<br />
1,0E-03<br />
aged 6061 material is applied (see Figure 1).<br />
Fatigue crack growth<br />
The results <strong>of</strong> <strong>the</strong> dynamic tests are shown in<br />
Figure 2. Both AA6061 heat treatment variations<br />
generally show a satisfying crack growth<br />
rate, fulfilling also <strong>the</strong> requirements which apply<br />
to <strong>the</strong> most common skin quality alloy in<br />
<strong>the</strong> aircraft business AA2024-T3. In addition<br />
to <strong>the</strong> higher strength level <strong>of</strong> <strong>the</strong> pre-aged<br />
6061-T6* alloy, also <strong>the</strong> fatigue crack growth<br />
rate is lower and <strong>the</strong>refore better than that <strong>of</strong><br />
<strong>the</strong> conventional 6061-T6.<br />
The results <strong>of</strong> <strong>the</strong> fracture toughness test are<br />
listed in Table I. The higher strength pre-aged<br />
6061-T6* shows both for K C and K app higher<br />
values compared to conventional 6061-T6,<br />
but is slightly below <strong>the</strong> alloy AA2024-T3.<br />
Fatigue Crack propagation in T-L direction<br />
1,0E-04<br />
5 10 15 20 25 30 35 40 45 50<br />
ΔK [ MPa*m1/2 ]<br />
Typical Limit - AA2024-T3<br />
conventional 6061-T6<br />
pre-aged 6061-T6*<br />
Figure 2: Fatigue crack propagation plot <strong>of</strong> conventional 6061-T6 and pre-aged<br />
6061-T6*, compared to <strong>the</strong> typical limit curve for <strong>the</strong> most common aircraft skin<br />
quality alloy AA2024-T3, testing direction T-L (test according to ASTM E647 with a<br />
160 mm wide center-notch sample and a stress ratio R = 0.1)<br />
6061-T6<br />
conventional<br />
6061-T6*<br />
pre-aged<br />
AA2024-T3<br />
typical<br />
KC [MPa m1/2 ] 134 138 156<br />
Kapp [MPa m1/2 ] 84 85 99<br />
Table 1: Plane-stress fracture toughness Kc and apparent fracture toughness Kapp <strong>of</strong><br />
conventional 6061-T6 and preaged 6061-T6* compared to typical values <strong>of</strong> AA2024-<br />
T3
Discussion<br />
The increased mechanical properties in peak aged temper T6* go<br />
along with enhanced fracture toughness values as well as with a lower<br />
fatigue crack propagation rate, but without any negative influence on<br />
corrosion resistance [1]. It is assumed that <strong>the</strong> co-clusters formed during<br />
pre-aging exceed <strong>the</strong> criticallly stable size and, <strong>the</strong>refore, act as<br />
nuclei for ß``-precipitates resulting in an increased number density <strong>of</strong><br />
this hardening phase in <strong>the</strong> microstructure [1, 4].<br />
(a)<br />
400<br />
380<br />
360<br />
340<br />
320<br />
300<br />
(b)<br />
Ultimate Tensile Strength<br />
[MPa]<br />
conventional 6061<br />
pre-aged 6061<br />
Expected, Advanced<br />
AA6061<br />
Aircraft <strong>Alu</strong><strong>Report</strong> 03.2012 13<br />
Figure 3: (a) Ultimate Tensile Strength and (b) Yield Strength <strong>of</strong> conventional 6061-T6 and pre-aged 6061-T6* compared to “Expected, Advanced AA6061-T6*”, tested<br />
in direction LT and L The mentioned “expected” values <strong>of</strong> advanced AA6061 are based on laboratory investigations and have not yet been verified on industrial scale<br />
Density<br />
[g/cm³]<br />
2,80<br />
2,75<br />
2,70<br />
2,65<br />
Testing direction Testing direction<br />
LT<br />
L<br />
333 332<br />
350 357<br />
370 – 390 370 – 390<br />
AA2024 2,78<br />
conventional AA6061<br />
2,70<br />
Advanced AA6061 2,69<br />
3,2% Density<br />
reduction<br />
Figure 4: Density <strong>of</strong> aerospace standard alloy AA2024-T3 in comparison to<br />
AA6061 and AM<strong>AG</strong> Advanced AA6061<br />
Customer Benefits<br />
With AM<strong>AG</strong> Advanced AA6061-T6* even a fur<strong>the</strong>r increase in mechanical<br />
properties can be attained with optimized <strong>the</strong>rmo mechanical<br />
treatment after solution heat treatment (see Figure 3).<br />
AM<strong>AG</strong> Advanced AA6061-T6*,with optimized chemical properties,<br />
fur<strong>the</strong>rmore <strong>of</strong>fers a density reduction <strong>of</strong> 3.2 % in comparison to <strong>the</strong><br />
aerospace standard alloy AA2024-T3 (see Figure 4). At a value <strong>of</strong> 2.69<br />
kg/dm³, <strong>the</strong> density <strong>of</strong> AM<strong>AG</strong> Advanced AA6061-T6* is on a level comparable<br />
with 3rd generation <strong>of</strong> aluminium lithium alloys (e.g. AA2198).<br />
Yield Strength<br />
[MPa]<br />
360<br />
340<br />
320<br />
300<br />
280<br />
260<br />
conventional 6061<br />
pre-aged 6061<br />
Expected, Advanced<br />
AA6061<br />
Fatigue Crack<br />
propagation, T-L<br />
+/-0%<br />
Fracture toughness, T-L<br />
-11%<br />
Testing direction Testing direction<br />
LT<br />
L<br />
290 291<br />
304 308<br />
330 – 355 330 – 355<br />
Density<br />
-13%<br />
-11%<br />
Ultimate Tensile<br />
Strength, LT<br />
+11%<br />
Yield Strength, LT<br />
Baseline: Alclad AA2024-T3 AM<strong>AG</strong> Advanced 6061-T6*<br />
Figure 5: Summarized comparison <strong>of</strong> typical properties <strong>of</strong> Alclad 2024-T3 with<br />
AM<strong>AG</strong> Advanced 6061-T6*<br />
AM<strong>AG</strong> Advanced AA6061-T6* has been optimized for high static strength making its mechanical properties comparable with various high strength<br />
2xxx-series aluminium alloys, but <strong>of</strong>fering superior corrosion resistance. Therefore, <strong>the</strong>re is no need for a clad version which deteriorates <strong>the</strong> attainable<br />
mechanical properties. AM<strong>AG</strong> Advanced AA6061-T6* attains a level <strong>of</strong> mechanical properties which make it even comparable to Alclad 2024-T3<br />
(see Figure 5).<br />
The advanced AA6061-T6* sheet material just presented can be produced in series by AM<strong>AG</strong> in thicknesses <strong>of</strong> up to 6,35 mm (0.250 inch) thanks to<br />
additional heat-treatment equipment already integrated in <strong>the</strong> existing production line. It <strong>of</strong>fers a density level as low as some AlLi-alloys but certainly<br />
at a lower price and it can be recycled with conventional technologies in place around <strong>the</strong> world.<br />
Literature:<br />
[1] J. Berneder, R. Prillh<strong>of</strong>er, P. Schulz, C. Melzer: “Characterization <strong>of</strong> pre-aged AA6061-T6 sheet material for aerospace applications”, 13th International Conference on <strong>Alu</strong>minium Alloys (ICAA13), TMS (The<br />
Minerals, Metals & Materials Society), pp. 1797-1802, 2012 [2] C. Zelger, J. Schnitzlbaumer, R. Prillh<strong>of</strong>er, J. Enser, C. Melzer: „Optimized Heat treatment sequences for AA6061“, Supplemental Proceedings, Volume<br />
1, Materials Processing and Properties, TMS (The Minerals, Metals & Materials Society), 2010 [3] C. Zelger, P. Oberhauser, C. Melzer, P. Schulz: „Advanced 6xxx alloys for electronic applications“, Proceedings <strong>of</strong> EMC<br />
2009, pp. 1419-1425, 2009 [4] J. Berneder, R. Prillh<strong>of</strong>er, J. Enser, P. Schulz and C. Melzer: Study <strong>of</strong> <strong>the</strong> artificial aging kinetics <strong>of</strong> different AA6013-T4 heat treatment conditions, Supplemental Proceedings: Volume<br />
2: Materials Fabrication, Properties, Characterization and Modeling, TMS (The Minerals, Metals & Materials Society), pp 321-328, 2011 [5] MMPDS-04: <strong>Metall</strong>ic Materials Properties Development and Standardization<br />
(MMPDS), Battelle Memorial Institute, 2004
14 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Automotive<br />
Recycled Cast Alloys for Auto-<br />
motive Structural Components<br />
Until recently, recycled cast alloys<br />
were neglected for use in crashrelevant<br />
automotive structural<br />
components as <strong>the</strong>se alloys were<br />
considered to be too brittle, particularly because<br />
<strong>of</strong> <strong>the</strong>ir higher contents <strong>of</strong> iron and o<strong>the</strong>r<br />
tramp elements. Already in <strong>the</strong> past five years,<br />
AM<strong>AG</strong> carried out several investigations <strong>of</strong> Al-<br />
Si9Cu3 alloy to demonstrate that this is a prejudice<br />
and not universally applicable but ra<strong>the</strong>r<br />
that remarkably good elongation values can be<br />
achieved even with increased iron contents if<br />
<strong>the</strong> proper alloy composition is chosen [1–3].<br />
Based on that knowledge, in particular <strong>of</strong> <strong>the</strong><br />
interaction between alloying elements, it was<br />
just logical to extend <strong>the</strong> work to o<strong>the</strong>r alloys in<br />
<strong>the</strong> Al-Si-Mg system, focusing on <strong>the</strong> resource-saving<br />
production <strong>of</strong> modern automobiles.<br />
Following an analysis <strong>of</strong> CO 2 -emissions <strong>of</strong><br />
automobiles in service (where lightweight<br />
construction has a favorable effect), automotive<br />
manufacturers are increasingly investigating<br />
also <strong>the</strong> carbon dioxide emissions produced<br />
during automotive manufacture, attempting to<br />
reduce <strong>the</strong>se emissions according to a comprehensive<br />
approach.<br />
AUDI <strong>AG</strong> and AM<strong>AG</strong> are jointly addressing<br />
this <strong>issue</strong> by developing recycled cast alloys<br />
for structural components, which so far have<br />
been made from primary cast alloys [4]. With<br />
respect to <strong>the</strong> mechanical properties, this<br />
fast-growing components segment especially<br />
calls for high elongation values to absorb as<br />
much energy as possible in case <strong>of</strong> a crash. To<br />
date, this demand has been met by using lowporous<br />
castings manufactured by vacuumassisted<br />
pressure die casting processes, as<br />
well as by using mainly primary, heat-treatable<br />
aluminium alloys.<br />
Automobiles are becoming more efficient and<br />
emit less and less CO 2 in service, so it is essential<br />
to take into account <strong>the</strong> expenditure <strong>of</strong><br />
energy during manufacture. Ideally, emissions<br />
from an electric vehicle in service will be very<br />
low as it is powered by renewable energies,<br />
whereas more greenhouse gases are produced<br />
during its manufacture compared to a<br />
similar vehicle that is powered by an internal<br />
combustion engine [5].<br />
Accordingly, a next logical step in automotive<br />
manufacture is to use components made from<br />
recycled material. The terms "scrap", "recy-<br />
Tolerance acc. specification and its expansions<br />
cling" and "recycled material content" are defined<br />
in detail in standard EN ISO 14021:2001<br />
[6]. AM<strong>AG</strong> calculates <strong>the</strong> scrap portions <strong>of</strong> its<br />
alloys (= recycled material content) in strict<br />
compliance with this standard.<br />
Apart from <strong>the</strong> iron content mentioned above,<br />
recycled alloys contain o<strong>the</strong>r tramp elements<br />
that are bound to occur in scrap processing.<br />
Cu and Zn, as well as elements such as Bi,<br />
Cr, Ni, Sb and Sn, must be taken into account<br />
because <strong>the</strong>y may have an adverse impact<br />
on <strong>the</strong> desired alloy properties. Therefore, it<br />
is essential to define <strong>the</strong> upper limits <strong>of</strong> <strong>the</strong>se<br />
elements on <strong>the</strong> basis <strong>of</strong> metallurgical knowledge<br />
and joint discussion with <strong>the</strong> user in such<br />
a manner as to not lose <strong>the</strong> desired properties<br />
<strong>of</strong> <strong>the</strong> alloy and to not prevent, through unnecessary<br />
restrictions, a high scrap charge rate<br />
being applied.<br />
It is not only <strong>the</strong> scrap portion that is defined by<br />
<strong>the</strong> quantity <strong>of</strong> admissible trace elements, but<br />
acc. EN 1706 Cu, Fe, Zn<br />
Cu, Fe, Zn + Tramp<br />
elements<br />
Primary ingot > 60 < 30 < 10<br />
Alloying elements 10 10 10<br />
Scraps < 30 > 60 > 80<br />
Table 1: Charge rates <strong>of</strong> ingots, alloying elements and scraps as a function <strong>of</strong> <strong>the</strong> specification. Values at defined charge<br />
(scrap availability) rounded to 5 %; as <strong>of</strong> Dezember 2012.
Fig. 1: Examples <strong>of</strong> scrap charge in recycled alloys:<br />
a) Clean, pressed foil and sheet packs sorted by<br />
type, with defined compositions. b) <strong>Alu</strong>minium chips<br />
contaminated by oil or emulsion from machining,<br />
partly mixed with o<strong>the</strong>r materials.<br />
also <strong>the</strong> type <strong>of</strong> input material. Table 1 shows<br />
<strong>the</strong> possible starting material in <strong>the</strong> production<br />
<strong>of</strong> structural cast alloy EN AC-43500 according<br />
to DIN EN 1706:2010 [7], <strong>the</strong> starting<br />
material used in case <strong>of</strong> tolerance extension<br />
for iron, copper and zinc (however, with low<br />
contents <strong>of</strong> trace elements, similar to a primary<br />
alloy) and that used with a jointly defined tole-<br />
(a)<br />
(b)<br />
Fig. 2 a: Microsection <strong>of</strong> a pressure die cast plate with<br />
coarse primary Al-Fe-Mn phases.<br />
Fig. 2 b: Microsection <strong>of</strong> a pressure die cast plate with<br />
small, finely and uniformly distributed primary Al-Fe-<br />
Mn phases. This promising alloy has an optimum Fe/<br />
Mn ratio and was cast with adjusted process parameters<br />
suitable for series production.<br />
(a)<br />
rance for trace elements as a function <strong>of</strong> <strong>the</strong><br />
elements, in a range where no adverse impact<br />
on <strong>the</strong> performance <strong>of</strong> <strong>the</strong> alloy is observed<br />
yet.<br />
To ensure <strong>the</strong> desired scrap charge rate for<br />
a standard-production component, it is important<br />
to estimate <strong>the</strong> envisaged annual output<br />
and to define <strong>the</strong> time frame for production.<br />
These factors must be known to guarantee <strong>the</strong><br />
type, quality, quantity and availability <strong>of</strong> <strong>the</strong> required<br />
scrap (Fig. 1).<br />
To experimentally verify variations <strong>of</strong> alloys that<br />
were <strong>the</strong>oretically optimized by computer simulation,<br />
real recycled alloys were produced,<br />
cast into plates using a die casting machine<br />
(Bühler Evolution 120, 1200t closing force) in<br />
a series-production environment, and subsequently<br />
heat-treated.<br />
The encouraging results <strong>of</strong> <strong>the</strong> tests promise<br />
that recycling-friendly structural cast alloys can<br />
be processed in series if appropriate process<br />
parameters are selected and <strong>the</strong> required crystalline<br />
structure is obtained. In addition to <strong>the</strong><br />
secondary precipitates, also primary precipitates<br />
in <strong>the</strong> microstructure are to be considered<br />
(b)<br />
Automotive <strong>Alu</strong><strong>Report</strong> 03.2012 15<br />
because from a certain size, <strong>the</strong> latter have an<br />
adverse impact, particularly on <strong>the</strong> elongation<br />
values, for example, in <strong>the</strong> microstructure <strong>of</strong><br />
an Al-Si-Mg alloy with different iron and manganese<br />
contents (Figs. 2a and 2b) [8].<br />
The tests confirm that <strong>the</strong> use <strong>of</strong> recycled cast<br />
alloys with high scrap charge rates in automotive<br />
structural applications is technically feasible,<br />
but calls for sophisticated scrap logistics<br />
and scrap availability for industrially significant<br />
quantities. Even demanding body parts can<br />
be manufactured from <strong>the</strong>se alloys, provided<br />
<strong>the</strong> alloy supplier, <strong>the</strong> casting expert and <strong>the</strong><br />
designer (automotive manufacturer) closely<br />
cooperate.<br />
Recycled alloys contribute to lightening <strong>the</strong><br />
ecological backpack as early as at <strong>the</strong> stage<br />
<strong>of</strong> manufacturing a component, in particular<br />
with respect to greenhouse emissions [8]. However,<br />
it is clear that <strong>the</strong> challenge <strong>of</strong> huge<br />
growth in <strong>the</strong> volumes <strong>of</strong> cast and wrought alloys<br />
in automotive construction cannot be met<br />
solely by recycled alloys, but it is absolutely necessary<br />
to use primary metal. The proportion <strong>of</strong><br />
recycled alloys in structural castings, however,<br />
can be substantially increased when this alloy<br />
development is successfully <strong>complete</strong>d.<br />
Literature:<br />
[1] P. Pucher, H. Böttcher, J. Hübler, H. Kaufmann, H. Antrekowitsch and P. Uggowitzer: Einfluss der Legierungszusammensetzung auf das<br />
Speisungsverhalten der Recyclinglegierung A226 (AlSi9Cu3) im Sand- und Kokillenguss, Giesserei 7 (2011), S. 26-37.<br />
[2] P. Pucher, H. Antrekowitsch H. Böttcher, H. Kaufmann, P.J. Uggowitzer: Influence <strong>of</strong> compositional variations on microstructural evolution,<br />
mechanical properties and fluidity <strong>of</strong> <strong>the</strong> secondary foundry alloy AlSi9Cu3. International Journal <strong>of</strong> Cast Metals Research 23 (2010), S. 375-383.<br />
[3] P. Pucher, H. Antrekowitsch, H. Böttcher, H. Kaufmann, P.J. Uggowitzer: Einfluss der Legierungszusammensetzung auf die mechanischen<br />
Eigenschaften der Sekundärlegierung A226 (AlSi9Cu3) im wärmebehandelten Zustand. Gießereipraxis 11 (2009), S. 354-358.<br />
[4] P. Pucher, H. Böttcher, H. Kaufmann, H. Antrekowitsch und P. J. Uggowitzer: Einfluss der Legierungszusammensetzung auf die mechanischen<br />
Eigenschaften und das Fließvermögen der Sekundärlegierung A226 (AlSi9Cu3). Gießereipraxis 3 (2009), S. 71-78.<br />
[5] Fragner, Baumgartner, Suppan, Hummel, Bösch, Höppel, Uggowitzer: „Einsatz von Schrotten in Recyclinglegierungen für Strukturanwendungen<br />
im Automobilbau“, 7. Ransh<strong>of</strong>ener Leichtmetalltage, Gmunden 7.-8.11.2012, Energieeffiziente Mobilität, 72-73, ISBN-13: 978-3-<br />
902092-07-6].<br />
[6] „Broschüre zur Umweltbilanz des Audi A6 nach DIN EN ISO 14040“, zertifiziert durch TÜV NORD CERT, AUDI <strong>AG</strong>, Entwicklung Gesamtfahrzeug<br />
und Kommunikation Produkt, Ingolstadt, 05/2011, Seiten 18-23 und 29;<br />
[7] EN ISO 14021:2001 (D, E): „Umweltkennzeichnungen und -deklarationen – Umweltbezogene Anbietererklärungen (Umweltkennzeichnung<br />
Typ II)“ Ausgabe: 2002-01-01, Österreichisches Normungsinstitut, Wien 2002 und Europäisches Komitee für Normung, Brüssel, 2001-08,<br />
bes. Kapitel 7.8.1.1.<br />
[8] DIN EN 1706:2010 (D): „<strong>Alu</strong>minium und <strong>Alu</strong>minium Legierungen – Gusstücke – Chemisches Zusammensetzung und mechanische Eigenschaften“<br />
Deutsches Institut für Normung e.V., Berlin, 2010-06.<br />
[9] Bösch, Höppel, Göken, Hummel, Uggowitzer: „Sekundäraluminium-Gusslegierungen für Strukturanwendungen in der Karosserie“, Große<br />
Gießereitechnische Tagung 2012, Salzburg, 26-27. April 2012, Tagungsband, Seiten 52-53
16 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
Science<br />
Influence <strong>of</strong> Main Alloying Elements on<br />
Key Physical Properties <strong>of</strong> Heat-Resistant<br />
Al-Si Cast Alloys<br />
The January 2012 <strong>issue</strong> <strong>of</strong> <strong>Alu</strong><strong>Report</strong><br />
contained a detailed account <strong>of</strong> <strong>the</strong><br />
influence <strong>of</strong> Ni on <strong>the</strong> <strong>the</strong>rmal conductivity<br />
<strong>of</strong> heat-resistant Al cast alloys.<br />
This article is intended to clarify <strong>the</strong> importance<br />
<strong>of</strong> <strong>the</strong> alloying elements Si and Cu.<br />
In addition to <strong>the</strong>rmal conductivity, λ, <strong>the</strong> coefficient<br />
<strong>of</strong> <strong>the</strong>rmal expansion, α, plays a vital<br />
role in <strong>the</strong> selection <strong>of</strong> alloys for motor components.<br />
For example, materials that have<br />
minimum <strong>the</strong>rmal expansion are to be used<br />
for drives to prevent <strong>the</strong> piston seizing in <strong>the</strong><br />
cylinder [1].<br />
Amongst o<strong>the</strong>r things, understanding <strong>the</strong><br />
influence <strong>of</strong> <strong>the</strong> above alloying elements on<br />
Fig. 1a: Influence <strong>of</strong> Si on <strong>the</strong> <strong>the</strong>rmal conductivi-<br />
ty λ at 40 °C [1] and comparison with values from<br />
literature [2]<br />
Fig. 1b: Influence <strong>of</strong> Si on <strong>the</strong> <strong>the</strong>rmal expansion<br />
coefficient α and comparison with values from literature<br />
[7-9, 14]<br />
<strong>the</strong>rmal conductivity and <strong>the</strong> coefficient <strong>of</strong><br />
<strong>the</strong>rmal expansion is a prerequisite for determining<br />
useful concentrations in <strong>the</strong> relevant<br />
alloys and/or estimating physical characteristics<br />
in good approximation when <strong>the</strong> alloy<br />
composition is known, thus AM<strong>AG</strong> is in a position<br />
to increase its expertise in giving advice<br />
to customers on key physical characteristics.<br />
Thermal Conductivity<br />
Fig. 1a shows <strong>the</strong> influence <strong>of</strong> Si on <strong>the</strong> <strong>the</strong>rmal<br />
conductivity <strong>of</strong> secondary Al alloys and<br />
compares <strong>the</strong> measured data with literature<br />
values [2] for pure aluminium.<br />
To simplify matters, Al-Si alloys are considered<br />
a sort <strong>of</strong> „composite material“ consi-<br />
(a) (b)<br />
Thermal Conductivity [W/ mK]<br />
250<br />
225<br />
200<br />
175<br />
150<br />
Zhang et al.<br />
λ measured<br />
0 5 10 15 20<br />
Si-content [wt.-%]<br />
sting <strong>of</strong> an Al matrix and eutectic silicon. The<br />
value <strong>of</strong> such a material lies between <strong>the</strong> respective<br />
values for <strong>the</strong> individual components<br />
<strong>of</strong> <strong>the</strong> composite and can be estimated using<br />
models [3, 4]. At a value <strong>of</strong> 25 W/mK [5,<br />
6] for λ Si , <strong>the</strong> calculated values correspond<br />
well with <strong>the</strong> measured values [1]. It should<br />
be taken into account that AM<strong>AG</strong> did not<br />
use a pure Al99.99 matrix when measuring<br />
<strong>the</strong> influence <strong>of</strong> <strong>the</strong> alloying elements but an<br />
AlFe0.4Mn0.3Mg0.35 base alloy that more<br />
appropriately reflects <strong>the</strong> real composition <strong>of</strong><br />
a cast alloy made <strong>of</strong> recycled material.<br />
α [x10 -6 K -1 ]<br />
26<br />
24<br />
22<br />
20<br />
λ<br />
gemessen<br />
Hatch [9]<br />
Rule <strong>of</strong> Mixtures [25]<br />
Turner [26]<br />
Kerner [28]<br />
0 2 4 6 8 10 12<br />
Si-content [wt%]
Fig. 2a shows <strong>the</strong> influence <strong>of</strong> Cu on <strong>the</strong> <strong>the</strong>rmal<br />
conductivity <strong>of</strong> hypoeutectic and near-eutectic<br />
recycled Al alloys, where in both cases λ<br />
decreases almost linearly as <strong>the</strong> Cu concentration<br />
increases [1].<br />
The investigated alloys contain 0.35% Mg<br />
each, which results in type θ-Al2Cu and Q-<br />
Al5Cu2Mg8Si7 secondary precipitates formed<br />
during artificial aging, which reduce<br />
<strong>the</strong>rmal conductivity. In <strong>the</strong> hypoeutectic alloys,<br />
all Mg and Cu is brought into solution by<br />
a preceding annealing process at 495 °C. In<br />
AlSi12Cu4(Mg), some <strong>of</strong> <strong>the</strong> Cu remains undissolved<br />
during that solution treatment and<br />
occurs in <strong>the</strong> form <strong>of</strong> primary Al2Cu phases<br />
that have a more adverse impact on λ than dispersed<br />
secondary phases, which explains <strong>the</strong><br />
(a) (b)<br />
Thermal conductivity [W/ mK]<br />
200<br />
190<br />
180<br />
170<br />
160<br />
150<br />
140<br />
130<br />
AlSi7 (Mg)<br />
AISi12 (Mg)<br />
0 1 2 3 4<br />
Cu-content [wt.-%]<br />
relatively sharper decrease in <strong>the</strong>rmal conductivity<br />
between 3 and 4 % Cu for <strong>the</strong> eutectic<br />
variations [1].<br />
Fig. 2b shows <strong>the</strong> influence <strong>of</strong> Ni on <strong>the</strong> <strong>the</strong>rmal<br />
conductivity <strong>of</strong> <strong>the</strong> alloys AlSi7(Mg) and<br />
AlSi12(Mg). This coefficient decreases much<br />
more sharply than for Cu as <strong>the</strong> Ni concentration<br />
increases. The solubility <strong>of</strong> both Fe and Ni<br />
in <strong>the</strong> α solid solution is negligible, so primary<br />
phases (Al9FeNi and/or Al3Ni) containing Fe<br />
and Ni will form even if <strong>the</strong> concentrations <strong>of</strong><br />
<strong>the</strong>se elements are low, and <strong>the</strong> material character<br />
will change from a „homogenous material“<br />
to a more complex „composite material“<br />
[10-13].<br />
In that case, λ can also be estimated by ap-<br />
Thermal conductivity [W/ mK]<br />
200<br />
190<br />
180<br />
170<br />
160<br />
150<br />
140<br />
130<br />
AlSi7 (Mg)<br />
AISi12 (Mg)<br />
0 1 2 3<br />
Ni-content [wt.-%]<br />
Science <strong>Alu</strong><strong>Report</strong> 03.2012 17<br />
proximation using <strong>the</strong> above models. A detailed<br />
description <strong>of</strong> <strong>the</strong> procedure for modeling <strong>the</strong>rmal<br />
conductivity as a function <strong>of</strong> <strong>the</strong> Ni content<br />
and/or <strong>the</strong> volume fraction <strong>of</strong> intermetallic phases<br />
containing Ni has already been published<br />
[11].<br />
Coefficient <strong>of</strong> Thermal Expansion<br />
Fig. 1b shows <strong>the</strong> effect <strong>of</strong> Si on <strong>the</strong> coefficient<br />
<strong>of</strong> <strong>the</strong>rmal expansion, α. Models to<br />
estimate <strong>the</strong> α value <strong>of</strong> two-phase materials<br />
provide an option to assess <strong>the</strong> influence <strong>of</strong><br />
silicon [7-9, 14].<br />
Being below <strong>the</strong> resolution limit <strong>of</strong> <strong>the</strong><br />
measuring method employed in that work<br />
(see Fig. 3), <strong>the</strong> separate influence <strong>of</strong> Cu and<br />
Ni on α is relatively small, which is attributable<br />
to <strong>the</strong> relatively small volume fractions <strong>of</strong><br />
secondary and/or primary phases formed by<br />
separate addition <strong>of</strong> Cu or Ni. The coefficient<br />
<strong>of</strong> <strong>the</strong>rmal expansion does not significantly<br />
change until <strong>the</strong> Cu and Ni contents become<br />
extremely high [1].<br />
Fig. 2: Influence <strong>of</strong> (a) Cu and (b) Ni on <strong>the</strong> <strong>the</strong>rmal<br />
conductivity λ <strong>of</strong> AlSi7(Mg) and AlSi12(Mg) [1]
18 <strong>Alu</strong><strong>Report</strong> 03.2012<br />
α [x10 -6 K -1 ]<br />
25<br />
24<br />
23<br />
22<br />
21<br />
20<br />
Science<br />
(a) (b)<br />
AlSi7 (Mg)<br />
AISi12 (Mg)<br />
0 1 2 3 4<br />
Cu-Gehalt [Gew.-%]<br />
Thermal Shock Resistance:<br />
Despite <strong>the</strong> fact that no extensive measurements<br />
<strong>of</strong> <strong>the</strong> <strong>the</strong>rmal shock resistance were performed<br />
in <strong>the</strong> context <strong>of</strong> that work, it is possible to rank<br />
various alloys by <strong>the</strong>ir resistance to <strong>the</strong>rmally induced<br />
stresses by calculating <strong>the</strong> second <strong>the</strong>rmal<br />
shock parameter, R‘ S [1]:<br />
1 – v W<br />
R' = λ · σ · [ ]<br />
s� krit<br />
E · α m<br />
Accordingly, <strong>the</strong> <strong>the</strong>rmal shock parameter<br />
describes <strong>the</strong> resistance <strong>of</strong> a material<br />
to <strong>the</strong>rmally induced cracking. The higher<br />
<strong>the</strong> respective value, <strong>the</strong> less sensitive <strong>the</strong><br />
material to <strong>the</strong>rmally induced stresses. It<br />
thus becomes clear that under cycle <strong>the</strong>rmal<br />
loads, <strong>the</strong> susceptibility <strong>of</strong> a material to<br />
failure increases as <strong>the</strong> high-temperature<br />
strength and <strong>the</strong>rmal conductivity decrease<br />
and <strong>the</strong> coefficient <strong>of</strong> linear <strong>the</strong>rmal<br />
expansion increases [15].<br />
Literature:<br />
[1] F. Stadler, H. Antrekowitsch, W. Fragner, H. Kaufmann, E. Pinatel und P. J. Uggowitzer: The effect <strong>of</strong> main alloying elements on <strong>the</strong><br />
physical properties <strong>of</strong> Al-Si foundry alloys, Materials Science and Engineering A, 560 (2013), 481-491.<br />
[2] Y. Zhang, X. Wang und J. Wu: The Influence <strong>of</strong> Silicon Content on <strong>the</strong> Thermal Conductivity <strong>of</strong> Al-Si/Diamond Composites. In: International<br />
Conference on Electronic Packaging Technology & High Density Packaging (ICEPT-HDP), Beijing (2009), 708-712.<br />
[3] J. E. Parrott und A. D. Stuckes: Thermal conductivity <strong>of</strong> solids, London: Pion Limited (1975).<br />
[4] Z. Hashin: Analysis <strong>of</strong> composite materials - a survey, Journal <strong>of</strong> Applied Mechanics, 50 (1983), 481-505.<br />
[5] L. Wei, M. Vaudin, C. S. Hwang und G. White: Heat conduction in silicon thin films: Effect <strong>of</strong> microstructure, Journal <strong>of</strong> Materials Research,<br />
10, No. 8 (2012), 1889-1896.<br />
[6] S. Uma, A. D. McConnell, M. Ashegi, K. Kurabayashi und K. E. Goodson: Temperature-Dependent Thermal Conductivity <strong>of</strong> Undoped<br />
Polycrystalline Silicon Layers, International Journal <strong>of</strong> Thermophysics, 22, No. 2 (2001), 605-616.<br />
[7] N. Chawla und K. K. Chawla: Metal Matrix Composites, New York: Springer (2006).<br />
[8] P. S. Turner: Thermal-Expansion Stresses in Reinforced Plastics, Modern Plastics, 24 (1946), 153-157.<br />
[9] E. H. Kerner: The Elastic and Thermo-Elastic Properties <strong>of</strong> Composite Media, Proceedings <strong>of</strong> <strong>the</strong> Physical Society Section B, 69 (1956),<br />
808-813.<br />
[10] Z. Asghar, G. Requena und F. Kubel: The role <strong>of</strong> Ni and Fe aluminides on <strong>the</strong> elevated temperature strength <strong>of</strong> an AlSi12 alloy, Materials<br />
Science and Engineering A, 527 (2010), 5691-5698.<br />
[11] F. Stadler, H. Antrekowitsch, W. Fragner, H. Kaufmann und P. J. Uggowitzer: The effect <strong>of</strong> Nickel on <strong>the</strong> <strong>the</strong>rmal conductivity <strong>of</strong> Al-Si cast<br />
alloys. In: 13th International Conference on <strong>Alu</strong>minum Alloys (ICAA13), TMS (The Minerals, M. &. M. S. (Hrsg.). Pittsburgh: TMS (11121),<br />
137-142.<br />
[12] F. Stadler, H. Antrekowitsch, W. Fragner, H. Kaufmann und P. J. Uggowitzer: Der Einfluss von Nickel auf die Warmfestigkeit von AlSi-<br />
Gusslegierungen, Giesserei, 98 (2011), 26-31.<br />
[13] F. Stadler, H. Antrekowitsch, W. Fragner, H. Kaufmann und P. J. Uggowitzer: The effect <strong>of</strong> Ni on <strong>the</strong> high-temperature strength <strong>of</strong> Al-Si<br />
cast alloys, Materials Science Forum, 690 (2011), 274-277.<br />
[14] J. E. Hatch: <strong>Alu</strong>minium: properties and physical metallurgy, ASM (1988).<br />
[15] Spörl, R.: Einfluss des Gefüges auf mechanische Festigkeit und dielektrische Eigenschaften von CVD Diamant. Forschungszentrum<br />
Karlsruhe, Bericht (2002), (FZKA 6658), 16- 17.<br />
α [x10 -6 K -1 ]<br />
25<br />
24<br />
23<br />
22<br />
21<br />
20<br />
AlSi7 (Mg)<br />
AISi12 (Mg)<br />
0 1 2 3<br />
Ni-content [wt.-%]<br />
Fig. 3: Influence <strong>of</strong> (a) Cu and (b) Ni on <strong>the</strong> <strong>the</strong>rmal<br />
expansion coefficient <strong>of</strong> AlSi7(Mg) and AlSi12(Mg)<br />
at 250°C [1]<br />
Customer Benefit<br />
Understanding <strong>the</strong> competing interactions<br />
among <strong>the</strong> main alloying elements and <strong>the</strong>ir<br />
influence on <strong>the</strong> mechanical and physical<br />
properties are <strong>of</strong> fundamental importance<br />
to developing and optimizing heat-resistant<br />
alloys on <strong>the</strong> basis <strong>of</strong> recycling. It turns out<br />
that using a large quantity <strong>of</strong> expensive alloying<br />
elements such as copper and nickel<br />
does not always yield better results. Additionally,<br />
it is essential to focus not only on<br />
strength but also on o<strong>the</strong>r characteristics<br />
specific to alloys, such as <strong>the</strong>rmal conductivity,<br />
coefficient <strong>of</strong> <strong>the</strong>rmal expansion<br />
and <strong>the</strong>rmal shock resistance. Depending<br />
on <strong>the</strong> component and application, an improvement<br />
<strong>of</strong> <strong>the</strong>se properties can be more<br />
effective and yield better results.<br />
The comprehensive investigation <strong>of</strong> various<br />
alloy variations, combined with a scientific<br />
understanding <strong>of</strong> <strong>the</strong> mechanisms going<br />
on, enables AM<strong>AG</strong> to tailor an optimum solution<br />
according to <strong>the</strong> customer‘s needs,<br />
while at <strong>the</strong> same time identifying cost optimization<br />
potentials for existing solutions.
Awards for AM<strong>AG</strong><br />
PhD student<br />
Dr. Stefan Pogatscher receives awards in USA and <strong>Austria</strong>.<br />
Stefan Pogatscher received <strong>the</strong> Acta<br />
Materialia Student Award 2011 at<br />
<strong>the</strong> MS&T meeting in Pittsburgh,<br />
USA, for his publication „Mechanisms<br />
controlling <strong>the</strong> artificial aging <strong>of</strong> Al-Mg-<br />
Si Alloys“ [1] on 8th October 2012. The prize,<br />
awarded annually by <strong>the</strong> highly respected<br />
leading metallurgy journal Acta Materialia for<br />
outstanding publications, is one <strong>of</strong> <strong>the</strong> most<br />
important international accolades for PhD students<br />
in materials science.<br />
The paper, which also ranks among <strong>the</strong> „Top<br />
25 Most <strong>Download</strong>ed Articles 2011 „in Acta<br />
Materialia, describes <strong>the</strong> effect <strong>of</strong> natural aging<br />
on <strong>the</strong> artificial aging <strong>of</strong> Al-Mg-Si alloys, a topic<br />
which has been discussed for more than 70<br />
years. For <strong>the</strong> first time a strong temperature<br />
dependence <strong>of</strong> <strong>the</strong> effect was shown, which<br />
enabled <strong>the</strong> development <strong>of</strong> a new physical<br />
model to understand <strong>the</strong> problem.<br />
In addition to <strong>the</strong> fundamental character <strong>of</strong> <strong>the</strong><br />
paper, it was its crucial importance for <strong>the</strong> aluminium<br />
industry that significantly contributed<br />
to <strong>the</strong> decision <strong>of</strong> <strong>the</strong> committee. An application<br />
<strong>of</strong> <strong>the</strong> <strong>the</strong>oretical background provides a<br />
reduction in usual heat treatment times while<br />
simultaneously increasing strength. The paper<br />
originated during Stefan Pogatscher‘s work<br />
on his <strong>the</strong>sis, which was supported, not only<br />
financially, within <strong>the</strong> strategic development <strong>of</strong><br />
age-hardenable high strength aluminium alloys<br />
by AM<strong>AG</strong>.<br />
In addition to this international award won for<br />
one <strong>of</strong> his publications, Stefan Pogatscher<br />
also gained recognition for his <strong>the</strong>sis at <strong>the</strong><br />
national level. He received <strong>the</strong> University<br />
Research Award <strong>of</strong> <strong>the</strong> Industry 2012 at <strong>the</strong><br />
Aula <strong>of</strong> <strong>the</strong> University <strong>of</strong> Graz on 30th <strong>of</strong> October<br />
2012. This prize is awarded annually by<br />
<strong>the</strong> Federation <strong>of</strong> <strong>Austria</strong>n Industries Styria<br />
for PhD <strong>the</strong>ses <strong>of</strong> outstanding scientific quality<br />
submitted at one <strong>of</strong> <strong>the</strong> Styrian universities<br />
that deal with industrial related problems and<br />
yield high-potential results. The <strong>the</strong>sis written<br />
in <strong>the</strong> course <strong>of</strong> a collaboration between<br />
Montanuniversitaet Leoben, ETH Zurich and<br />
AM<strong>AG</strong> <strong>Austria</strong> <strong>Metall</strong> <strong>AG</strong> as industrial partner<br />
covers a kinetic and imaging analysis <strong>of</strong><br />
aging processes in Al-Mg-Si alloys. The fact<br />
that <strong>the</strong> newly developed model can now be<br />
applied to answer important questions such<br />
as <strong>the</strong> effect <strong>of</strong> storage at room temperature<br />
is to be highlighted from an industrial point<br />
<strong>of</strong> view. Based on <strong>the</strong> described principles<br />
AM<strong>AG</strong> already developed several new industrial<br />
heat treatment strategies and filed a patent<br />
application.<br />
Dr. Stefan Pogatscher receives <strong>the</strong> Acta Materialia<br />
Student Award 2011 at <strong>the</strong> ASM Leadership<br />
Awards Luncheon on 8th October 2012, David L.<br />
Lawrence Convention Center, Pittsburgh, USA<br />
Company <strong>Alu</strong><strong>Report</strong> 03.2012 19<br />
Literature:<br />
[1] S. Pogatscher, H. Antrekowitsch, H. Leitner, T. Ebner, und P.J.<br />
Uggowitzer, Acta Mater, 59 (2011) 3352-3363.
Group companies and locations<br />
AM<strong>AG</strong> <strong>Austria</strong> <strong>Metall</strong> <strong>AG</strong><br />
P.O. Box 3<br />
5282 Ransh<strong>of</strong>en<br />
AUSTRIA<br />
T +43 7722 801 0<br />
F +43 7722 809 498<br />
md-amag@amag.at<br />
www.amag.at<br />
AM<strong>AG</strong> operative companies<br />
AM<strong>AG</strong> rolling GmbH<br />
P.O. Box 32<br />
5282 Ransh<strong>of</strong>en<br />
AUSTRIA<br />
T +43 7722 801 0<br />
F +43 7722 809 406<br />
rolling@amag.at<br />
www.amag.at<br />
www.amag.at<br />
AM<strong>AG</strong> metal GmbH<br />
P.O. Box 36<br />
5282 Ransh<strong>of</strong>en<br />
AUSTRIA<br />
T +43 7722 801 0<br />
F +43 7722 809 479<br />
metal@amag.at<br />
www.amag.at<br />
AM<strong>AG</strong> rolling GmbH sales subsidiaries<br />
AM<strong>AG</strong> Deutschland GmbH<br />
Lus<strong>the</strong>ide 85<br />
51427 Bergisch Gladbach<br />
GERMANY<br />
T +49 2204 58654 0<br />
F +49 2204 58654 25<br />
amag.deutschland@amag.at<br />
AM<strong>AG</strong> FRANCE SARL<br />
65, Rue Jean Jacques Rousseau<br />
92150 Suresnes<br />
FRANCE<br />
T +33 141 448 481<br />
F +33 141 380 507<br />
amag.france@amag.at<br />
AM<strong>AG</strong> U.K. LTD.<br />
Beckley Lodge<br />
Lea<strong>the</strong>rhead Road<br />
Great Bookham<br />
Surrey KT 23 4RN<br />
UNITED KINGDOM<br />
T +44 1372 450661<br />
F +44 1372 450833<br />
amag.uk@amag.at<br />
Office Tschechien<br />
David Bicovsky<br />
Marie Podvalove 929/5<br />
196 00 Prag 9 - Cakovice<br />
CZECH REPUBLIC<br />
T +42 0725 002 993<br />
d.bicovsky@amag.at<br />
Office Turkey<br />
Orkun Orhan<br />
Barbaros Mah. Çiğdem Sok.<br />
No:1 Kat:4/8 34746<br />
Ataşehir / Istanbul<br />
TURKEY<br />
T +90 216 250 6040<br />
F +90 216 250 5556<br />
orkunorhan@gmail.com<br />
AM<strong>AG</strong> BENELUX B.V.<br />
Burgwal 47<br />
2611 GG Delft<br />
NETHERLANDS<br />
T +31 15 21 33 222<br />
F +31 15 21 25 795<br />
amag.benelux@amag.at<br />
AM<strong>AG</strong> ITALIA S.r.l.<br />
Via Pantano 2<br />
20122 Milano<br />
ITALY<br />
T +39 02 720 016 63<br />
F +39 02 367 640 92<br />
amag.italia@amag.at<br />
AM<strong>AG</strong> USA Corp.<br />
600 East Crescent Ave, Suite 207<br />
Upper Saddle River<br />
NJ 07458-1827, USA<br />
T +1 201 9627105<br />
F +1 972 4991100<br />
amag.usa@amag.at<br />
Office China<br />
PH Tay<br />
c/o H&N Packaging (Suzhou) Co, Ltd.<br />
No: 18, Xingye Road, Taicang<br />
Development Area Juangsu<br />
P.R. CHINA<br />
T +86 512 5344 2355<br />
ph.tay15@ymail.com<br />
<strong>Alu</strong>minium <strong>Austria</strong> <strong>Metall</strong><br />
(Québec) Inc.<br />
1010 Sherbrooke ouest<br />
# 2414, Montréal, QC. H3A 2R7<br />
CANADA<br />
T +1 514 844 1079<br />
F +1 514 844 2960<br />
aamqc@amag.at<br />
www.amag.at<br />
AM<strong>AG</strong> casting GmbH<br />
P.O. Box 35<br />
5282 Ransh<strong>of</strong>en<br />
AUSTRIA<br />
T +43 7722 801 0<br />
F +43 7722 809 415<br />
casting@amag.at<br />
www.amag.at<br />
Representatives <strong>of</strong> AM<strong>AG</strong> rolling GmbH<br />
Bulgaria/Cathode sheet<br />
Bulmet<br />
Blvd. Slivnitza 212, vh.D,<br />
et.6, ap.17<br />
1202 S<strong>of</strong>ia<br />
BULGARIA<br />
T +35 929 83 1936<br />
F +35 929 83 2651<br />
bulmet@data.bg<br />
Denmark<br />
P. Funder & Son ApS<br />
Nyhavn 47, 2. sal<br />
1051 Kobenhavn K.<br />
DENMARK<br />
T +45 39 63 89 83<br />
F +45 39 63 89 70<br />
<strong>of</strong>1@mail.dk<br />
India<br />
Protos Engg Co PVT Ltd.<br />
173, Thakur Niwas<br />
J tat a road<br />
Churchgate<br />
Mumbai - 400020<br />
INDIA<br />
T +91 22 66 28 7030<br />
F +91 22 22 02 1716<br />
anchan@protosindia.com<br />
Israel<br />
Bino Trading<br />
Haziporen 14<br />
30500 Binyamina<br />
ISRAEL<br />
T +972 4 6389992<br />
F +972 4 638939<br />
zadok@bino-trading.com<br />
Italy/Aircraft plate<br />
Aerospace Engineering<br />
Via Rimassa, 41/6<br />
16129 Genova<br />
ITALY<br />
T +39 010 55 08 51<br />
F +39 010 574 0311<br />
paolo@aereng.it<br />
Korea/Trading<br />
GST Corporation<br />
137-858, # Hanwha Obelisk,<br />
1327-27 Seocho 2 Dong<br />
Seocho-Ku, Seoul<br />
KOREA<br />
T +82 2 597 7330<br />
F +82 2 597 7350<br />
pkwanho@kornet.net<br />
Mexico<br />
Intercontinental de Metales,<br />
S.A. de C.V.<br />
Cto. Historiadores No. 2A<br />
Cd. Satelite, Naucalpan de Juarez<br />
Edo. Mex., ZC 53100<br />
MEXICO<br />
T +11 5255 5374 2272<br />
F +11 5255 5374 2271<br />
rserrano@intermetalic.com<br />
Poland<br />
Nonferrometal<br />
ul. Kilin´skiego 4/114<br />
32-600 Os´wi cim<br />
POLAND<br />
T +48 502 643 003<br />
F +48 33 8 433 299<br />
<strong>of</strong>fice@nonferrometal.com<br />
Sweden, Norway, Finland<br />
Danubia <strong>Metall</strong>kontor AB<br />
Linnégatan 76<br />
115 23 Stockholm<br />
SWEDEN<br />
T +46 8 704 95 95<br />
F +46 8 704 28 20<br />
peter@danubia.se<br />
Switzerland<br />
R. Fischbacher <strong>AG</strong><br />
Hagackerstrasse 10<br />
8953 Dietikon<br />
SWITZERLAND<br />
T +41 44 740 59 00<br />
F +41 44 740 00 19<br />
info@fimet.ch<br />
AM<strong>AG</strong> service GmbH<br />
P.O. Box 39<br />
5282 Ransh<strong>of</strong>en<br />
AUSTRIA<br />
T +43 7722 801 0<br />
F +43 7722 809 402<br />
service@amag.at<br />
www.amag.at<br />
Spain/Trading<br />
Euromet Metales y<br />
Transformades, S.A.<br />
C/. Orense, 16-5oF<br />
28020 Madrid<br />
SPAIN<br />
T +34 639 770 672<br />
F +34 609 014 665<br />
driera@euromet.es<br />
Spain/OEM<br />
Glintek, ingeniería y<br />
aplicaciones del aluminio, SL<br />
C/Guillermo Tell, 27 Planta 1<br />
08006 Barcelona<br />
SPAIN<br />
T +34 93 418 39 06<br />
F +34 93 418 39 06<br />
vllario@glintek.com<br />
Taiwan<br />
De Pont Intern. Company<br />
No. 1, Lane 961<br />
Song Vun Road<br />
Tali City 41283, Taichung<br />
TAIWAN<br />
T +886 (0) 4 240 69 421<br />
F +886 (0) 4 240 69 422<br />
jack0107@ms56.hinet.net