El Procesado Ultrasónico de Productos Lácteos
El Procesado Ultrasónico de Productos Lácteos
El Procesado Ultrasónico de Productos Lácteos

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Procesamiento<br />
<strong>El</strong> <strong>Procesado</strong> <strong>Ultrasónico</strong><br />
<strong>de</strong> <strong>Productos</strong> <strong>Lácteos</strong><br />
Muthupandian Ashokkumar1* , Raman Bhaskaracharya1 , Sandra Kentish1 , Judy Lee1 , Martin Palmer2 ,<br />
Bogdan Zisu2 Actualmente en la industria láctea, las mejores<br />
oportunida<strong>de</strong>s para esta tecnología podrían ser<br />
como proceso adjunto en una línea existente o como<br />
para <strong>de</strong>sarrollar una nueva o mejor funcionalidad en<br />
ingredientes lácteos <strong>de</strong> relativamente bajo volumen<br />
y alto valor.<br />
Resumen<br />
<strong>El</strong> procesado ultrasónico es una tecnología<br />
emergente en el procesamiento<br />
<strong>de</strong> alimentos. Cuando el ultrasonido<br />
pasa a través <strong>de</strong>l líquido la presencia <strong>de</strong><br />
burbujas en los núcleos <strong>de</strong>l líquido crecen<br />
por la unión <strong>de</strong> burbujas y la difusión modificada.<br />
Cuando estas burbujas alcanzan un<br />
rango <strong>de</strong> tamaño crítico, se colapsan bajo<br />
condiciones casi adiabáticas generando<br />
condiciones extremas <strong>de</strong>ntro <strong>de</strong> las burbujas<br />
y alre<strong>de</strong>dor <strong>de</strong>l líquido que incluye fuerzas<br />
intensas <strong>de</strong> corte, turbulencia y microcorrientes.<br />
Estos efectos físicos inducidos<br />
por el ultrasonido han encontrado cada vez<br />
mayor aplicación en alimentos y en procesamiento<br />
<strong>de</strong> lácteos, en aplicaciones como<br />
el mejoramiento <strong>de</strong> ultrafiltración <strong>de</strong> suero,<br />
extracción <strong>de</strong> alimentos funcionales, reducción<br />
<strong>de</strong> viscosidad <strong>de</strong>l producto, homogenización<br />
<strong>de</strong> glóbulos <strong>de</strong> grasa <strong>de</strong> la leche,<br />
cristalización <strong>de</strong> hielo y lactosa y el corte <strong>de</strong><br />
bloques <strong>de</strong> queso. Después <strong>de</strong> una breve<br />
introducción <strong>de</strong>l procesamiento ultrasónico<br />
<strong>de</strong> sistemas <strong>de</strong> alimentos en general, esta<br />
revisión presenta una discusión crítica <strong>de</strong><br />
las aplicaciones en el procesamiento <strong>de</strong><br />
lácteos, junto con resultados <strong>de</strong> algunas<br />
investigaciones recientes sobre el uso <strong>de</strong><br />
ultrasonido para modificar la funcionalidad<br />
<strong>de</strong> ingredientes <strong>de</strong> proteínas lácteas.<br />
1 School of Chemistry/Department of Chemical and<br />
Biomolecular Engineering, University of Melbourne,<br />
Australia<br />
2 Dairy Innovation Australia Ltd., 671 Sney<strong>de</strong>s Road,<br />
Werribee, Australia<br />
Introducción<br />
A<strong>de</strong>más <strong>de</strong> los métodos tradicionales<br />
como el tratamiento térmico, agitación<br />
mecánica, secado y congelación, una<br />
variedad <strong>de</strong> nuevas tecnologías están<br />
actualmente disponibles para mejorar la<br />
eficiencia <strong>de</strong>l procesamiento, vida <strong>de</strong> anaquel,<br />
seguridad y propieda<strong>de</strong>s funcionales<br />
<strong>de</strong> productos lácteos y otros alimentos<br />
procesados e ingredientes para alimentos.<br />
Entre las diversas “tecnologías emergentes”<br />
como el procesamiento a presión ultra-alta,<br />
campos <strong>de</strong> pulsos eléctricos, extracción<br />
con fluidos supercríticos, microfluidización<br />
y tratamiento con luz ultravioleta, se ha<br />
i<strong>de</strong>ntificado al ultrasonido como una tecnología<br />
particularmente prometedora para<br />
el procesamiento <strong>de</strong> alimentos específicos,<br />
incluyendo los productos lácteos. La mayoría<br />
<strong>de</strong> los estudios hasta la actualidad se<br />
han realizado en lotes en don<strong>de</strong> pequeños<br />
volúmenes <strong>de</strong> las soluciones se sonifican<br />
en recipientes a nivel laboratorio por un<br />
periodo <strong>de</strong> tiempo <strong>de</strong>finido. Sin embargo,<br />
sistemas ultrasónicos a larga escala con<br />
flujo continuo se han vuelto cada vez más<br />
accesibles en la última década. En estos<br />
sistemas, la solución se bombea continuamente<br />
a través <strong>de</strong> un recipiente que contenga<br />
un dispositivo <strong>de</strong> ultrasonidos. La<br />
capacidad <strong>de</strong> estos sistemas ha facilitado<br />
mover esta tecnología <strong>de</strong>l laboratorio a<br />
un proceso comercial completamente operacional<br />
para el procesado <strong>de</strong> alimentos<br />
a través <strong>de</strong> Europa y Estados Unidos. <strong>El</strong><br />
procesamiento ultrasónico se establece en<br />
sí como una tecnología <strong>de</strong> procesamiento<br />
<strong>de</strong> alimentos con la capacidad <strong>de</strong> una<br />
operación comercial a gran escala y bien<br />
remunerado sobre el capital invertido.<br />
18 Mundo Lácteo y Cárnico Marzo/Abril 2012 info@mundolacteoycarnico.com<br />
Foto: HACCP Europa<br />
<strong>El</strong> uso <strong>de</strong> ultrasonido en el procesamiento<br />
<strong>de</strong> alimentos y lácteos en general se<br />
ha discutido en varios artículos. Mason et<br />
al., han sugerido que los efectos mecánicos<br />
y químicos generados por la baja frecuencia<br />
<strong>de</strong> ultrasonido <strong>de</strong> alta intensidad pue<strong>de</strong> ser<br />
útil para inactivar patógenos en productos<br />
alimenticios y para mejorar el proceso <strong>de</strong><br />
extracción y emulisifcación. Villamiel et al.,<br />
igualmente se han enfocado en los efectos<br />
microbiológicos <strong>de</strong>l ultrasonido en sistemas<br />
lácteos pero también <strong>de</strong>scribieron aplicaciones<br />
<strong>de</strong> limpieza. Mawson y Knoerzer han<br />
proporcionado una breve historia sobre las<br />
aplicaciones <strong>de</strong>l ultrasonido en el procesamiento<br />
<strong>de</strong> alimentos en general, incluyendo<br />
ejemplos <strong>de</strong> las aplicaciones bien establecidas<br />
como limpieza <strong>de</strong>l equipo <strong>de</strong> proceso,<br />
junto con nuevas aplicaciones propuestas<br />
como el mejorar la extracción <strong>de</strong> ingredientes<br />
<strong>de</strong> alimentos <strong>de</strong> productos naturales. Knorr<br />
et al., también revisaron las aplicaciones y<br />
potencial <strong>de</strong>l ultrasonido en el procesamiento<br />
<strong>de</strong> alimentos, enfocándose particularmente<br />
en los usos relacionados con la conservación<br />
<strong>de</strong> alimentos y parámetros <strong>de</strong> calidad <strong>de</strong> los<br />
alimentos. Patist y Bates proporcionaron<br />
un resumen <strong>de</strong> los factores clave para el<br />
<strong>de</strong>sarrollo <strong>de</strong> tecnología ultrasónica para su<br />
producción comercial.<br />
Esta revisión primero proporcionará una<br />
breve introducción a la cavitación acústiva y<br />
los principios generales <strong>de</strong>l procesamiento<br />
ultrasónico. Posteriormente se presenta<br />
una informe <strong>de</strong>tallado sobre el uso hasta<br />
la fecha <strong>de</strong> tecnología ultrasónica en el<br />
procesamiento <strong>de</strong> lácteos, incluyendo los<br />
resultados <strong>de</strong> algunas investigaciones<br />
recientes sobre el uso <strong>de</strong> ultrasonido para
modificar la funcionalidad <strong>de</strong> ingredientes<br />
<strong>de</strong> proteína láctea.<br />
Ultrasonido y cavitación acústica<br />
<strong>El</strong> ultrasonido se refiere a las ondas<br />
<strong>de</strong> sonido por encima <strong>de</strong> la frecuencia <strong>de</strong>l<br />
oído humano (~>18kHz). Cuando el ultrasonido<br />
<strong>de</strong> alta <strong>de</strong>nsidad pasa a través <strong>de</strong><br />
un medio, surgen vibraciones fuertes en<br />
el medio. Si el medio contiene partículas<br />
sólidas, por ejemplo, los materiales vegetales<br />
como semillas, pue<strong>de</strong>n ocurrir daños<br />
severos estructurales en estas partículas.<br />
Los efectos <strong>de</strong> vibración mecánica pue<strong>de</strong>n<br />
utilizarse para aplicaciones <strong>de</strong> limpieza y<br />
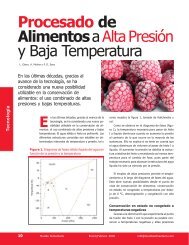
extracción. A<strong>de</strong>más <strong>de</strong>l efecto <strong>de</strong> vibración<br />
mecánica, el ultrasonido también genera<br />
corrientes acústicas <strong>de</strong>ntro <strong>de</strong> los líquidos,<br />
como se muestra en la Figura 1, lo que<br />
pue<strong>de</strong> aumentar la transferencia <strong>de</strong> masa<br />
efectiva produciendo una mejor eficiencia<br />
<strong>de</strong> limpieza y extracción <strong>de</strong> algunos procesos<br />
industriales.<br />
Figura 1. Patrones <strong>de</strong> corrientes acústicas<br />
alre<strong>de</strong>dor <strong>de</strong> una burbuja <strong>de</strong> 272µm <strong>de</strong><br />
radio agitado a 4kHz.<br />
Sin embargo, en la mayoría <strong>de</strong> los<br />
procesamientos ultrasónicos, los efectos<br />
observados se <strong>de</strong>ben a la cavitación acústica,<br />
que involucra el crecimiento y colapso <strong>de</strong><br />
micro burbujas pre-existentes en líquidos,<br />
que si se encuentran en el rango <strong>de</strong> tamaño<br />
a<strong>de</strong>cuado, empiezan a oscilar <strong>de</strong> diámetro<br />
cuando se sujeta al ultrasonido. Cuando la<br />
energía acústica aplicada exce<strong>de</strong> el umbral<br />
<strong>de</strong> cavitación, la oscilación <strong>de</strong> las burbujas<br />
<strong>de</strong> gas se vuelve intensa produciendo ya sea<br />
su cavitación transitoria o estable.<br />
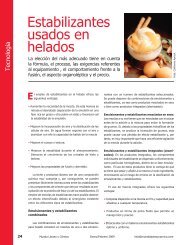
En la cavitación transitoria, que se<br />
observa fundamentalmente con bocinas <strong>de</strong><br />
ultrasonidos operadas a 20 kHz e intensida<strong>de</strong>s<br />
acústicas altas, ocurre un crecimiento <strong>de</strong><br />
burbujas <strong>de</strong>ntro <strong>de</strong> algunos ciclos acústicos<br />
produciendo un rango <strong>de</strong> resonancia <strong>de</strong><br />
tamaño en don<strong>de</strong> las burbujas colapsan<br />
rápidamente (ver Figura 2a) . Las burbujas<br />
se <strong>de</strong>sintegran en fragmentos <strong>de</strong>bido a la<br />
naturaleza violenta <strong>de</strong>l colapso. Sin embargo<br />
en una cavitación estable, el crecimiento <strong>de</strong><br />
burbujas ocurre <strong>de</strong>spués <strong>de</strong> miles <strong>de</strong> ciclos<br />
acústicos ya sea por difusión modificada<br />
y/o por patrones <strong>de</strong> coalescencia <strong>de</strong> las<br />
burbujas. La cavitación estable se observa<br />
comúnmente a frecuencias altas <strong>de</strong> ultrasonido<br />
(>200 kHz). Una vez que las burbujas<br />
alcanzan su rango <strong>de</strong> resonancia <strong>de</strong> tamaño,<br />
colapsan como burbujas transitorias; sin<br />
embargo, el colapso es menos violento y por<br />
tanto las burbujas pue<strong>de</strong>n crecer y colapsar<br />
continuamente (Fig. 2b).<br />
Los efectos combinados <strong>de</strong> la vibración<br />
mecánica, corriente acústica y cavitación<br />
pue<strong>de</strong>n mejorar la transferencia <strong>de</strong> masa y<br />
por tanto reactivar los índices y eficiencias<br />
<strong>de</strong> extracción. Los efectos físicos no-cavitacionales<br />
(vibración mecánica y corriente<br />
acústica) y efectos <strong>de</strong> cavitación física (fuerzas<br />
<strong>de</strong> corte, ondas <strong>de</strong> choque, microjets,<br />
etc) <strong>de</strong>l ultrasonido se han utilizado para<br />
varias aplicaciones que incluyen la emulsificación,<br />
extracción, limpieza y soldadura. <strong>El</strong><br />
colapso <strong>de</strong> las burbujas <strong>de</strong> cavitación (tanto<br />
transitoria como estable) también produce la<br />
generación <strong>de</strong> temperaturas y presiones altas<br />
<strong>de</strong>ntro <strong>de</strong> las burbujas colapsadas.<br />
Esto se <strong>de</strong>be al hecho <strong>de</strong> que el colapso<br />
ocurre en un periodo <strong>de</strong> tiempo muy corto<br />
(
Procesamiento<br />
Figura 2. Representación esquemática: (a) cavitaciones transitorias<br />
y (b) cavitaciones estables.<br />
ruptura homolítica <strong>de</strong> las moléculas <strong>de</strong> agua producen la formación<br />
<strong>de</strong> radicales OH - y H + . Se generan también otras especies reactivas<br />
por la reacción <strong>de</strong> radicales primarios con especies gaseosas como<br />
N 2 y O 2 y solutos que están presentes en la solución. Estos efectos<br />
químicos se han utilizado en conjunto con los efectos físicos <strong>de</strong>l<br />
ultrasonido para lograr varias reacciones químicas útiles como la<br />
síntesis <strong>de</strong> nanomateriales con propieda<strong>de</strong>s ópticas especiales y<br />
la síntesis <strong>de</strong> microesferas <strong>de</strong> proteína que pue<strong>de</strong>n usarse como<br />
agentes <strong>de</strong> contraste el ultrasonido. Sin embargo, la generación <strong>de</strong><br />
radicales OH - también pue<strong>de</strong> reducir la capacidad antioxidante <strong>de</strong>l<br />
alimento. La adición <strong>de</strong> un eliminador <strong>de</strong> radicales libres como el<br />
ácido ascórbico pue<strong>de</strong> probar ser útil en limitar estas reacciones.<br />
En general, la cavitación a bajas frecuencias (~20kHz) genera<br />
fuerzas físicas fuertes (corte, turbulencia, etc). La cantidad <strong>de</strong> radicales<br />
reactivos generados es muy baja. Una cavitación acústica <strong>de</strong><br />
frecuencia alta (300-500 kHz) genera efectos físicos relativamente<br />
más débiles y cantida<strong>de</strong>s significativamente mayores <strong>de</strong> radicales<br />
químicamente activos. Las frecuencias por encima <strong>de</strong> 1 MHz son<br />
generalmente útiles para propósitos <strong>de</strong> imagen no-<strong>de</strong>structivos. Sin<br />
embargo, estas frecuencias altas también han <strong>de</strong>mostrados ser más<br />
apropiadas para generar aerosoles finos <strong>de</strong> una superficie líquida<br />
libre, en un proceso referido como nebulización ultrasónica.<br />
La selección <strong>de</strong> la frecuencia para aplicaciones específicas se<br />
basa en las necesida<strong>de</strong>s para producir efectos físicos, químicos o<br />
ambos. Por ejemplo, para reacciones <strong>de</strong> polimerización <strong>de</strong> emulsiones,<br />
se requieren fuerzas intensas <strong>de</strong> corte y un número razonable<br />
<strong>de</strong> radicales primarios. Sin embargo, para aplicaciones como la<br />
extracción y limpieza, se requieren principalmente efectos físicos.<br />
En aplicaciones para alimentos – y procesamiento <strong>de</strong> lácteos, se<br />
prefiere ultrasonido <strong>de</strong> baja frecuencia ya que los efectos físicos<br />
son más potentes y la producción <strong>de</strong> radicales/reacción es insignificante.<br />
Similarmente, es preferible un corto tiempo <strong>de</strong> exposición al<br />
ultrasonido. Aparte <strong>de</strong> la eficiencia <strong>de</strong> la energía por una exposición<br />
corta, Riener et al., mostraron que una sonicación prolongada <strong>de</strong> la<br />
leche pue<strong>de</strong> generar una serie <strong>de</strong> compuestos orgánicos volátiles<br />
que podrían ser responsables <strong>de</strong>l aroma a “caucho”. Relacionan<br />
estos compuestos tanto a la pirólisis <strong>de</strong>ntro <strong>de</strong> la cavitación en<br />
burbujas, como a los radicales libres inducidos por la oxidación lipídica<br />
producida por la <strong>de</strong>scomposición <strong>de</strong> hidroperóxidos <strong>de</strong> ácidos<br />
grasos insaturados.<br />
Aplicaciones <strong>de</strong> Ultrasonido en el Procesamiento <strong>de</strong><br />
<strong>Lácteos</strong><br />
<strong>El</strong> ultrasonido ya ha tenido avances en las operaciones comerciales<br />
<strong>de</strong> procesamiento <strong>de</strong> lácteos. Probablemente la aplicación<br />
más importante es el uso <strong>de</strong> ultrasonido en dispositivos <strong>de</strong> corte.<br />
Estas máquinas utilizan las vibraciones acústica <strong>de</strong> alta frecuencia<br />
(20-35kHz) para proporcionar un corte liso y limpio para quesos<br />
duros y blandos, minimizando la merma. <strong>El</strong> ultrasonido se ha<br />
comercializado como un método <strong>de</strong> sellado <strong>de</strong> contenedores <strong>de</strong><br />
leche y empaques <strong>de</strong> quesos rallados – en un proceso que también<br />
se conoce como soldadura ultrasónica, la temperatura inducida por<br />
el proceso <strong>de</strong> cavitación <strong>de</strong>scrito anteriormente es suficiente para<br />
sellar el plástico.<br />
Degasificación ultrasónica, homogenización y formación<br />
<strong>de</strong> emulsión<br />
La espuma <strong>de</strong> las soluciones lácteas durante el procesamiento<br />
pue<strong>de</strong> reducir el rendimiento <strong>de</strong>l producto final y acelerar la <strong>de</strong>gradación<br />
oxidativa. Villamiel et al., usaron 20 kHz <strong>de</strong> ultrasonido pulsado<br />
para <strong>de</strong>gasificar leche <strong>de</strong>scremada reconstituida. Mientras<br />
que las burbujas <strong>de</strong> gas se pudieron eliminar fácilmente en
el método <strong>de</strong> ultrasonido era mejor en<br />
términos <strong>de</strong> operación y limpieza. Un<br />
análisis <strong>de</strong> las necesida<strong>de</strong>s <strong>de</strong> energía<br />
sugirió que el ultrasonido podría ser<br />
una mejor opción costo-beneficio que<br />
la opción <strong>de</strong> microfluidización. Sin<br />
embargo, otras personas sugirieron<br />
que la homogenización ultrasónica<br />
requiere un uso intensivo <strong>de</strong> energía lo<br />
que conlleva a mayores costos.<br />
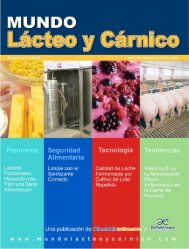
Ertugay et al., estudió la homogenización<br />
ultrasónica <strong>de</strong> leche a 20<br />
kHz y compararon los resultados con<br />
un homogenizador convencional. La<br />
distribución <strong>de</strong>l tamaño <strong>de</strong> los glóbulos<br />
<strong>de</strong> grasa <strong>de</strong>spués <strong>de</strong>l proceso<br />
convencional <strong>de</strong> homogenización (a<br />
200 bar y 55°C) fue <strong>de</strong> aproximadamente<br />
2-5 µm. Sin embargo, como<br />
se pue<strong>de</strong> observar en la Figura 3, el<br />
rango <strong>de</strong> tamaño <strong>de</strong> los glóbulos <strong>de</strong><br />
las muestras <strong>de</strong> leche homogenizada<br />
ultrasónicamente fueron mucho más<br />
pequeños. <strong>El</strong> tamaño promedio y distribución<br />
<strong>de</strong> tamaños <strong>de</strong> los glóbulos<br />
<strong>de</strong> grasas fueron <strong>de</strong>pendientes <strong>de</strong>l<br />
po<strong>de</strong>r ultrasónico y longitud <strong>de</strong> sonicación.<br />
Se atribuye el pequeño tamaño<br />
observado <strong>de</strong> glóbulos <strong>de</strong> grasa a los<br />
efectos físicos generados durante la<br />
cavitación acústica.<br />
Wu et al., también observaron<br />
efectos <strong>de</strong> homogenización ultrasónica<br />
en glóbulos <strong>de</strong> grasa <strong>de</strong> leche. <strong>El</strong>los<br />
observaron que el tiempo <strong>de</strong> fermentación<br />
<strong>de</strong> la leche homogenizada<br />
ultrasónicamente para formar yogurt<br />
se redujo significativamente <strong>de</strong>bido a<br />
que la sonicación aumentó la actividad<br />
enzimática. A<strong>de</strong>más, se observó una<br />
reducción <strong>de</strong> la sinéresis y una mejor<br />
viscosidad <strong>de</strong>l yogurt. Los efectos<br />
posteriores se atribuyeron al aumento<br />
en la retención <strong>de</strong> agua <strong>de</strong> la caseína<br />
que estaría disponibles conforme<br />
aumentara el área <strong>de</strong> la superficie <strong>de</strong><br />
la membrana <strong>de</strong> los glóbulos <strong>de</strong> grasa.<br />
Bermú<strong>de</strong>z-Aguirre et al., estudiaron<br />
los cambios en la microestructura<br />
<strong>de</strong> los glóbulos <strong>de</strong> grasa <strong>de</strong> leche<br />
entera posterior a un tratamiento <strong>de</strong><br />
termosonicación. La sonicación (24<br />
kHz, 400 W y 30 min) <strong>de</strong> leche entera<br />
a temperatura alta (63°C) produjo<br />
glóbulos <strong>de</strong> grasa <strong>de</strong> < 1 µm con<br />
más sitios <strong>de</strong> unión en la membrana<br />
Figura 3. Micrográficas <strong>de</strong> muestras <strong>de</strong> leche: (a) sin homogenización (tamaño promedio <strong>de</strong><br />
glóbulos <strong>de</strong> grasa ~4-7), (b) homogenización ultrasónica a 90W por 10 min (tamaño promedio<br />
<strong>de</strong> glóbulos <strong>de</strong> grasa ~ 2 µm) y (c) homogenización a 450 W por 5 min ( tamaño promedio <strong>de</strong><br />
glóbulos <strong>de</strong> grasa < 1 µm).<br />
<strong>de</strong> glóbulos <strong>de</strong> grasa favoreciendo la fusión <strong>de</strong><br />
la caseína y proteínas <strong>de</strong> suero, produciendo un<br />
ingrediente i<strong>de</strong>al para la elaboración <strong>de</strong> queso.<br />
Los autores sugirieron que los cambios observados<br />
se <strong>de</strong>bieron a la cavitación ya que el tratamiento<br />
térmico por sí solo no mostró cambios similares<br />
en los glóbulos <strong>de</strong> grasa. Vercet et al., estudiaron<br />
las propieda<strong>de</strong>s reológicas <strong>de</strong>l yogurt elaborado<br />
con leche sujeta a termosonicación. La textura y<br />
firmeza <strong>de</strong>l yogurt mejoró significativamente por el<br />
procedimiento <strong>de</strong> termosonicación.<br />
Efectos microbiológicos y enzimáticos<br />
Ha habido un interés consi<strong>de</strong>rable en el uso<br />
potencial <strong>de</strong> ultrasonidos <strong>de</strong> alto-po<strong>de</strong>r/intensidadalta,<br />
a menudo en conjunto con calentamiento<br />
(termosonicación) y presión (manotermosonicación)<br />
suave para la inactivación <strong>de</strong> microorganismos<br />
y enzimas asociadas con la <strong>de</strong>scomposición,<br />
seguridad y <strong>de</strong>terioro <strong>de</strong> calidad en una<br />
variedad <strong>de</strong> sistemas <strong>de</strong> alimentos líquidos.<br />
Vercet et al., encontraron que la manotermosonicación<br />
inactivaba la lipasa y proteasa<br />
extracelular más efectivamente que sólo el<br />
tratamiento térmico. Similarmente, Barbosa-<br />
Cánovas y colaboradores <strong>de</strong>mostraron que<br />
la inactivación <strong>de</strong> Listeria innocua y bacterias<br />
mesofílicas en leche bronca es más eficiente<br />
cuando la termosonicación se utiliza en lugar<br />
<strong>de</strong> únicamente la pasteurización térmica.<br />
García et al., usaron una combinación <strong>de</strong><br />
calor y ultrasonido para examinar la tasa <strong>de</strong><br />
supervivencia <strong>de</strong> dos cepas <strong>de</strong> Bacillus subtilis<br />
info@mundolacteoycarnico.com Marzo/Abril 2012 Mundo Lácteo y Cárnico 21
Procesamiento<br />
Foto: Health Tips<br />
en leche. Se observó que el uso simultáneo<br />
<strong>de</strong> calor (70-95°C) y ultrasonido (20 kHz,<br />
150 W) era más efectivo en el proceso <strong>de</strong><br />
<strong>de</strong>sactivación comparado con un tratamiento<br />
individual ya sea calentamiento o ultrasonido.<br />
La viabilidad <strong>de</strong> las esporas disminuyó entre<br />
un 70 y 99 Por ciento <strong>de</strong>spués <strong>de</strong>l proceso<br />
<strong>de</strong> termosonicación. Sin embargo, no se<br />
ha comercializado la aplicación <strong>de</strong> termosonicación<br />
en lácteos, ya que el tratamiento<br />
<strong>de</strong> leche con ultrasonidos <strong>de</strong> alta intensidad<br />
tien<strong>de</strong> a generar sabores discordantes.<br />
Por el contrario, el uso <strong>de</strong> niveles más<br />
suaves <strong>de</strong> ultrasonido podría <strong>de</strong>mostrar ser<br />
efectivo para ayudar al proceso <strong>de</strong> fermentación<br />
<strong>de</strong> leche. <strong>El</strong> uso <strong>de</strong> ultrasonido <strong>de</strong><br />
baja intensidad aumenta la masa transferida<br />
<strong>de</strong>ntro <strong>de</strong>l recipiente <strong>de</strong> fermentación lo<br />
cual pue<strong>de</strong> incrementar la productividad<br />
enzimática. Sakakibara et al, reportaron<br />
que la sonicación aumenta la hidrólisis <strong>de</strong> la<br />
lactosa en leche en presencia <strong>de</strong>l cultivo iniciador<br />
Lactobacillus <strong>de</strong>lbrueckii y por tanto el<br />
proceso <strong>de</strong> fermentación. Sin embargo, esta<br />
aplicación <strong>de</strong> ultrasonido también <strong>de</strong>sactiva<br />
las células <strong>de</strong>bido al proceso <strong>de</strong> cavitación<br />
acústica. Musazawa y Ohdaira reportaron<br />
que el uso <strong>de</strong> sonicación a 20 kHz en leche<br />
reduce el tiempo <strong>de</strong> fermentación para<br />
producir yogurt. En los primeros trabajos,<br />
Win<strong>de</strong>r y colaboradores adjuntaron directamente<br />
transductores ultrasónicos (1.2 MHz) a<br />
queso cheddar y observaron un aumento en<br />
el tiempo <strong>de</strong> maduración <strong>de</strong>l queso.<br />
Se dijo que el tratamiento ultrasónico en<br />
queso alteraba la secuencia normal <strong>de</strong>l <strong>de</strong>sarrollo<br />
<strong>de</strong> bacteria e inducía al <strong>de</strong>sarrollo <strong>de</strong><br />
altas poblaciones anormales <strong>de</strong> streptococos,<br />
micrococos y lactobacilos. Por el contrario,<br />
Villamiel y <strong>de</strong> Jong reportaron que el ultrasonido<br />
no afectó las propieda<strong>de</strong>s funcionales <strong>de</strong><br />
las enzimas nativas <strong>de</strong> la leche.<br />
Secado por aspersión usando<br />
atomización ultrasónica<br />
Los atomizadores producen una alta proporción<br />
superficie-masa durante el secado<br />
por aspersión <strong>de</strong> productos lácteos, permitiendo<br />
una transferencia <strong>de</strong> calor rápida y<br />
altos índices <strong>de</strong> evaporación. Los dos atomizadores<br />
más comunes utilizados en lácteos<br />
son los centrífugos (rotatorios) y atomizadores<br />
<strong>de</strong> presión. Sin embargo los atomizadores<br />
ultrasónicos ofrecen una alternativa<br />
viable. En este caso, es importante distinguir<br />
entre boquillas ultrasónicas que produce<br />
un aerosol pasando el líquido alimentado a<br />
través <strong>de</strong> un cuerno vibratorio y nebulizadores<br />
ultrasónicos que operan a frecuencias<br />
ultrasónicas más altas y generan un tipo <strong>de</strong><br />
estructura “como fuente” en una película<br />
líquida <strong>de</strong>lgada. Los tamaños <strong>de</strong> gota producidos<br />
por el nebulizador ultrasónico son en<br />
or<strong>de</strong>n <strong>de</strong> magnitud más pequeñas que las<br />
encontradas en una boquilla ultrasónica.<br />
Aunque los secadores por aspersión<br />
ultrasónicos que contienen boquillas están<br />
disponibles para operaciones a gran escala,<br />
los nebulizadores ultrasónicos todavía no se<br />
han <strong>de</strong>sarrollado para uso industrial. Ambos<br />
dispositivos tienen la ventaja técnica sobre<br />
los atomizadores clásicos para secado por<br />
aspersión <strong>de</strong> que producen aspersión a una<br />
velocidad mucho más baja. Esto significa<br />
que la cámara <strong>de</strong> aspersión requerida para<br />
el secado pue<strong>de</strong> ser mucho más pequeña.<br />
Aunque estos dispositivos aparentarían<br />
ofrecer un secado por aspersión mucho<br />
más prometedor, no se encontró literatura<br />
disponible que <strong>de</strong>scriba este enfoque en lácteos<br />
líquidos.<br />
Conclusión<br />
Los resultados <strong>de</strong> varias investigaciones<br />
y un menor pero creciente número <strong>de</strong> aplicaciones<br />
comerciales exitosas sugieren que<br />
el ultrasonido pue<strong>de</strong> consi<strong>de</strong>rarse como una<br />
tecnología emergente con un potencial significativo<br />
en muchos aspectos <strong>de</strong>l procesamiento<br />
<strong>de</strong> lácteos. Se ha sugerido que los<br />
efectos físicos generados bajo condiciones<br />
<strong>de</strong> cavitación y sin cavitación son la causa<br />
principal <strong>de</strong> las mejoras <strong>de</strong> la eficiencia o<br />
modificaciones en las propieda<strong>de</strong>s funcionales<br />
observadas en sistemas lácteos. Cabe<br />
recalcar que varios <strong>de</strong> estos efectos benéficos<br />
pue<strong>de</strong>n producirse en tiempos cortos y<br />
bajas frecuencias; condiciones que anulan o<br />
minimizan algunos <strong>de</strong> los efectos perjudiciales<br />
<strong>de</strong>l tratamiento con ultrasonido, como la<br />
generación <strong>de</strong> sabores discordantes. La preferencia<br />
<strong>de</strong> tratamientos <strong>de</strong> baja intensidad<br />
en muchos casos es también prometedor en<br />
términos <strong>de</strong> minimizar los costos <strong>de</strong> energía.<br />
Aunque el ultrasonido es un nuevo<br />
campo <strong>de</strong> labor en la investigación y <strong>de</strong>sarrollo<br />
<strong>de</strong> productos lácteos, la disponibilidad<br />
a escala industrial – y aún en planta piloto—<br />
<strong>de</strong> equipo <strong>de</strong> procesamiento ultrasónico aún<br />
es bastante limitado. Esto pue<strong>de</strong> dificultar<br />
la adopción <strong>de</strong> esta tecnología a corto<br />
plazo, pero la experiencia con el <strong>de</strong>sarrollo<br />
<strong>de</strong> tecnología ultrasónica en otras industrias<br />
(por ejemplo, homogenizadores y sistemas<br />
<strong>de</strong> secado por aspersión) sugieren que esto<br />
podría superarse rápidamente una vez que<br />
las ventajas económicas <strong>de</strong>l uso <strong>de</strong> ultrasonido<br />
se haya <strong>de</strong>mostrado claramente.<br />
Actualmente en la industria láctea, las mejores<br />
oportunida<strong>de</strong>s para la adopción <strong>de</strong> esta<br />
tecnología podrían parecer como un proceso<br />
adjunto en una línea <strong>de</strong> proceso existente o<br />
como una manera <strong>de</strong> <strong>de</strong>sarrollar una nueva<br />
o mejor funcionalidad en una secuencia <strong>de</strong><br />
ingredientes lácteos <strong>de</strong> relativamente bajo<br />
volumen y alto valor.<br />
Fuente <strong>de</strong> la que se extrajo el material:<br />
Muthupandian Ashokkumar, Raman<br />
Bhaskaracharya, Sandra Kentish, Judy Lee, Martin<br />
Palmer, Bogdan Zisu. The ultrasonic processing of<br />
dairy products – An overview. Dairy Sci. Technol.<br />
90 (2010) 147–168 © INRA, EDP Sciences, 2009<br />
Traducción: I.A. Violeta Morales V.<br />
22 Mundo Lácteo y Cárnico Marzo/Abril 2012 info@mundolacteoycarnico.com