

MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Ciclos de mecanizado<br />
64<br />
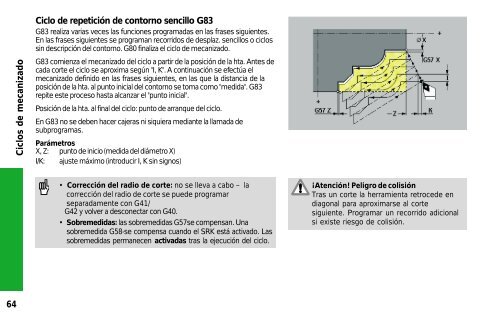
Ciclo de repetición de contorno sencillo G83<br />
G83 realiza varias veces las funciones programadas en las frases siguientes.<br />
En las frases siguientes se programan recorridos de desplaz. sencillos o ciclos<br />
sin descripción del contorno. G80 finaliza el ciclo de mecanizado.<br />
G83 comienza el mecanizado del ciclo a partir de la posición de la hta. Antes de<br />
cada corte el ciclo se aproxima según "I, K". A continuación se efectúa el<br />
mecanizado definido en las frases siguientes, en las que la distancia de la<br />
posición de la hta. al punto inicial del contorno se toma como "medida". G83<br />
repite este proceso hasta alcanzar el "punto inicial".<br />
Posición de la hta. al final del ciclo: punto de arranque del ciclo.<br />
En G83 no se deben hacer cajeras ni siquiera mediante la llamada de<br />
subprogramas.<br />
Parámetros<br />
X, Z: punto de inicio (medida del diámetro X)<br />
I/K: ajuste máximo (introducir I, K sin signos)<br />
Corrección del radio de corte: no se lleva a cabo – la<br />
corrección del radio de corte se puede programar<br />
separadamente con G41/<br />
G42 y volver a desconectar con G40.<br />
Sobremedidas: las sobremedidas G57se compensan. Una<br />
sobremedida G58-se compensa cuando el SRK está activado. Las<br />
sobremedidas permanecen activadas tras la ejecución del ciclo.<br />
¡Atención! Peligro de colisión<br />
Tras un corte la herramienta retrocede en<br />
diagonal para aproximarse al corte<br />
siguiente. Programar un recorrido adicional<br />
si existe riesgo de colisión.














