Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
La Cervecería a Tínima, T<br />
de la Unión n Cervecera del<br />
Ministerio de la Industria Alimenticia (MINAL) de Cuba se<br />
encuentra ubicada en la Carretera Circunv<strong>al</strong>ación n Norte km<br />
2 ½ , en la provincia de Camaguey. Posee un área tot<strong>al</strong> de<br />
11,6 hectáreas y un área techada de 34 236 m². m<br />
TINIMA
La Cervecería a Tínima T<br />
tiene la misión<br />
princip<strong>al</strong> de producir y comerci<strong>al</strong>izar<br />
cervezas y m<strong>al</strong>tinas<br />
“Tínima” con<br />
person<strong>al</strong> de <strong>al</strong>ta c<strong>al</strong>ificación,<br />
comprometidos con satisfacer las<br />
preferencias y necesidades de Cuba y el<br />
mundo.
Alcanzar crecimientos significativos en la<br />
producción, comerci<strong>al</strong>ización n y distribución<br />
de cervezas y m<strong>al</strong>tin<br />
inas sobre la base de una<br />
<strong>al</strong>ta c<strong>al</strong>idad y profesion<strong>al</strong>idad, que aseguren<br />
ingresos netos, para cumplir con los aportes<br />
y lograr capit<strong>al</strong> de trabajo suficiente, que<br />
permita la reproducción n ampliada de la<br />
empresa y mantener un eficiente <strong>proceso</strong><br />
inversionista.
Objeto soci<strong>al</strong> de la Empresa Cervecera:<br />
Producir y comerci<strong>al</strong>izar: cervezas y<br />
m<strong>al</strong>tinas, , cerveza de <strong>al</strong>to grado, agua natur<strong>al</strong><br />
y carbonatada, color caramelo, gas carbónico,<br />
vino de azúcar, levadura cervecera, granos<br />
agotados (afrecho) y abono orgánico, de<br />
forma mayorista en Moneda Nacion<strong>al</strong> (MN) y<br />
Moneda Libremente Convertible (USD).<br />
Producir y comerci<strong>al</strong>izar de forma mayorista<br />
partes y piezas de met<strong>al</strong>, gomas y plásticos, y<br />
prestar servicios de mantenimiento a otras<br />
industrias <strong>al</strong>imentari<br />
arias as <strong>al</strong>edañas<br />
as.
Objeto soci<strong>al</strong> de la Empresa Cervecera:<br />
Brindar servicios de transportación n de<br />
cargas <strong>al</strong> sistema de la industria <strong>al</strong>imentar<br />
aria<br />
nacion<strong>al</strong>.<br />
Comerci<strong>al</strong>izar de forma mayorista materias<br />
primas, materi<strong>al</strong>es y otros insumos de la<br />
industria <strong>al</strong> sistema de la Unión n Cervecera del<br />
Ministerio de la Industria Alimenticia.<br />
Comerci<strong>al</strong>izar de forma mayorista chatarra,<br />
vidrio, plásticos, cartón n y otros, en MN y USD,<br />
a través s de la Unión n de Empresas Nacion<strong>al</strong>es<br />
de Recuperación n de Materias Primas.
Para fabricar cerveza se utilizan m<strong>al</strong>tas de cebada, las<br />
cu<strong>al</strong>es proporcionan líquidos l<br />
azucarados de sabor<br />
característico. En su fabricación n se utiliza azúcar como<br />
sustituto parci<strong>al</strong> de la m<strong>al</strong>ta (adjunto). La m<strong>al</strong>ta se muele<br />
y se mezcla con agua, sometiéndose a un <strong>proceso</strong> de<br />
maceración. El mosto obtenido <strong>al</strong> separar el macerado se<br />
somete a hervidura añadiéndole lúpulo, l<br />
que aporta el<br />
sabor y el amargor característico; luego se pasa a los<br />
tanques de fermentación, n, donde se le agrega la levadura.<br />
Una vez terminada la fermentación, n, se filtra la cerveza, se<br />
guarda en tanques de <strong>al</strong>macenamiento, para su<br />
embotellado posterior y pasterización. También n se<br />
distribuye a granel y en toneles.
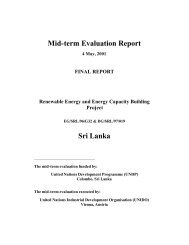
Director Gener<strong>al</strong><br />
Director de Recursos Humanos<br />
Director de Logistica<br />
Director Contabilidad y Finanzas<br />
Director Tecnico<br />
Unidad Empresari<strong>al</strong> de Base<br />
PRODUCCION<br />
Unidad Empresari<strong>al</strong> de Base<br />
SERVICIOS<br />
Unidad Empresari<strong>al</strong> de Base<br />
MANTENIMIENTO<br />
Unidad Empresari<strong>al</strong> de Base<br />
ALMACENES<br />
Unidad Empresari<strong>al</strong> de Base<br />
VENTAS<br />
Unidad Empresari<strong>al</strong> de Base<br />
"LA PALMA"<br />
J'Elaboracion<br />
J'Toneles<br />
Bombeo y<br />
tratamiento<br />
de agua<br />
Brigadas<br />
Energeticas<br />
1,2,3,4<br />
T<strong>al</strong>ler de<br />
Mecanica<br />
T<strong>al</strong>ler de<br />
refrigeracion,<br />
instrument.,<br />
automatizacion<br />
Almacen<br />
Gener<strong>al</strong><br />
Almacen<br />
de Cebada<br />
Grupo de<br />
Transporte<br />
Grupo de<br />
Venta Nacion<strong>al</strong><br />
y Organismos<br />
Estat<strong>al</strong>es<br />
Recursos<br />
Humanos<br />
Area de<br />
Aseguramiento<br />
J'Embotellado<br />
J'Laboratorio<br />
Tratamiento<br />
de residu<strong>al</strong>es<br />
Brigadas<br />
para cada<br />
area<br />
Brigadas<br />
para cada<br />
area<br />
Almacen<br />
de envases<br />
vacios<br />
Alamacen de<br />
producto<br />
terminado<br />
Agencia<br />
de Ventas<br />
Varadero<br />
Agencia<br />
de Ventas<br />
C. Habana<br />
Area de<br />
Produccion<br />
Area de<br />
Servicios<br />
Agencia<br />
de Ventas<br />
Camaguey<br />
Agencia<br />
de Ventas<br />
Ciego de<br />
Avila<br />
Area de<br />
Almacenes
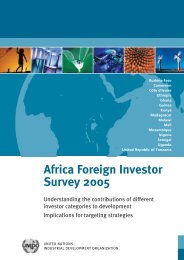
Trabajadores de la Cervecería a Tínima: T<br />
Tot<strong>al</strong> de trabajadores: 537<br />
Composición de trabajadores<br />
9%<br />
Profesion<strong>al</strong>es<br />
Tecnicos y<br />
Obreros<br />
91%
¿Qué significa producción n más m s limpia?<br />
Producción Más Limpia significa la aplicación continua<br />
de una estrategia ambient<strong>al</strong> integrada y preventiva a<br />
<strong>proceso</strong>s y productos, en el orden de reducir riesgos a<br />
los humanos y <strong>al</strong> medioambiente.<br />
Para <strong>proceso</strong>s productivos, la producción más limpia<br />
incluye la conservación de materias primas y energía, la<br />
eliminación de materias primas tóxicas, así como la<br />
reducción en cantidad y toxicidad de todas las emisiones y<br />
residuos antes de que abandonen el <strong>proceso</strong>.<br />
Para productos, la producción más limpia se enfoca<br />
hacia la reducción del impacto a lo largo del ciclo de vida<br />
completo de un producto, desde la extracción de materias<br />
primas hasta la disposición fin<strong>al</strong> del producto.
¿Cómo re<strong>al</strong>izar una producción n más m s limpia?<br />
Tres pasos lógicos: l<br />
1) Inventario de las fuentes contaminantes<br />
¿Dónde son generados los residuos y emisiones?<br />
2) Ev<strong>al</strong>uación de las causas<br />
¿Por qué son generados esos residuos y<br />
emisiones?<br />
3) Generación de opciones<br />
¿Cómo pueden ser eliminadas esos residuos y<br />
emisiones?
¿Cómo re<strong>al</strong>izar una producción n más m s limpia?<br />
La Producción Más Limpia es <strong>al</strong>canzada<br />
a través de:<br />
la aplicación de know-how<br />
desarrollando mejores tecnologías<br />
cambiando actitudes de trabajo
Las herramientas para lograr<br />
una producción n más m s limpia:<br />
Protección Ambient<strong>al</strong> Preventiva Integrada<br />
Minimización de residuos y emisiones<br />
Reuso de residuos y emisiones<br />
Nivel 1<br />
Nivel 2<br />
Nivel 3<br />
Reducción en<br />
la fuente<br />
Reciclaje<br />
interno<br />
Reciclaje<br />
externo<br />
Ciclos<br />
Biogénicos<br />
Modificación<br />
de productos<br />
Modificación<br />
de <strong>proceso</strong>s<br />
Estructuras<br />
Materi<strong>al</strong>es<br />
Buenas prácticas<br />
de operación<br />
Selección de<br />
nuevo materi<strong>al</strong><br />
Nuevas<br />
tecnologías<br />
Fuente:
Proceso industri<strong>al</strong> de la Cervecería:<br />
Comprende tres etapas fundament<strong>al</strong>es:<br />
Operaciones en c<strong>al</strong>iente<br />
Operaciones en frío<br />
Envasado
Proceso industri<strong>al</strong> de la Cervecería:<br />
Operaciones en c<strong>al</strong>iente:<br />
Tiene como objetivo obtener, a partir de la<br />
materia prima, los adjuntos y el lúpulo, un<br />
mosto de características deseadas para<br />
someterlo a fermentación.
Proceso industri<strong>al</strong> de la Cervecería:<br />
Operaciones en c<strong>al</strong>iente:<br />
Limpieza de la cebada m<strong>al</strong>teada<br />
Acondicionamiento del agua del <strong>proceso</strong><br />
Molida húmeda de la cebada m<strong>al</strong>teada<br />
Gelificación de adjuntos<br />
(dilución del azúcar de caña crudo o refino)<br />
Maceración<br />
Extracción del mosto<br />
Hervidura del mosto<br />
Separación del lúpulo<br />
Sedimentación
Proceso industri<strong>al</strong> de la Cervecería:<br />
Operaciones en frío:<br />
Su objetivo es crear las condiciones<br />
adecuadas para el <strong>proceso</strong> de fermentación,<br />
lograr una fermentación controlada y<br />
consecuentemente obtener una cerveza que<br />
cumpla con las especificaciones de c<strong>al</strong>idad<br />
establecidas en las normas técnicas.
Proceso industri<strong>al</strong> de la Cervecería:<br />
Operaciones en frío:<br />
Enfriamiento y filtración del mosto o m<strong>al</strong>tina<br />
Preparación de la levadura<br />
Aireación del mosto, inyección de la levadura y<br />
fermentación<br />
Maduración<br />
Enfriamiento<br />
Reposo y extracción de la levadura<br />
Filtración de cerveza o m<strong>al</strong>tina<br />
Almacenamiento, gaseo y despacho de cerveza y/o<br />
m<strong>al</strong>tina
Proceso industri<strong>al</strong> de la Cervecería:<br />
Envasado:<br />
Su objetivo es garantizar que los<br />
productos (cerveza y m<strong>al</strong>tina) obtenidos<br />
en los <strong>proceso</strong>s anteriores, conserven la<br />
durabilidad establecida con respecto a su<br />
c<strong>al</strong>idad microbiológica.
Proceso industri<strong>al</strong> de la Cervecería:<br />
Envasado:<br />
Botellas:<br />
Desempacado de botellas<br />
Lavado de botellas<br />
Lavado de estuches<br />
Revisión de botellas vacías<br />
Llenado de botellas vacías<br />
Revisión de botellas llenas<br />
Pasterización<br />
Etiquetado<br />
Empacado de las botellas<br />
Toneles:<br />
Recepción de toneles vacíos<br />
Lavado interior y llenado<br />
Despacho de toneles<br />
Despacho a granel
Proceso industri<strong>al</strong> actu<strong>al</strong> de la<br />
Cervecería a Tínima: T<br />
Operaciones en c<strong>al</strong>iente:<br />
Tolva de remojo de m<strong>al</strong>ta<br />
Maceradores<br />
Tina de<br />
extracción<br />
Tacho<br />
Whirlpool<br />
(Separador)<br />
Tanque<br />
tampón<br />
Molino<br />
A<br />
enfriamiento<br />
Afrecho
Proceso industri<strong>al</strong> actu<strong>al</strong> de la<br />
Cervecería a Tínima: T<br />
Operaciones en frío:<br />
Fermentación - maduración<br />
Filtro para mosto<br />
Filtro para cerveza<br />
Enfriamiento de mosto<br />
Mosto<br />
Tierra filtrante<br />
Tierra filtrante<br />
Tanques guarda<br />
Cerveza filtrada a envasar
En la búsqueda b<br />
de las herramientas apropiadas<br />
para lograr la aplicación n de una producción n más m<br />
limpia, se pueden caracterizar las entradas y<br />
s<strong>al</strong>idas del <strong>proceso</strong> productivo con el siguiente<br />
enfoque:<br />
ENTRADAS:<br />
SALIDAS:<br />
<strong>Agua</strong><br />
Aire<br />
Energía<br />
Materias<br />
Primas<br />
Proceso<br />
Industri<strong>al</strong><br />
de<br />
Fabricación<br />
de Cerveza<br />
Productos (intermedios)<br />
Emisiones gaseosas<br />
Residuos líquidos<br />
Residuos sólidos
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
La Cervecería Tínima posee dos fuentes<br />
fundament<strong>al</strong>es para su abasto de aguas (2001):<br />
<strong>Agua</strong> subterránea de pozos.(34%)<br />
<strong>Agua</strong> suministrada por el Acueducto Municip<strong>al</strong> (66%).<br />
Ambas poseen diferentes c<strong>al</strong>idades, por lo que<br />
necesitan de diferentes tratamientos y/o<br />
acondicionamientos, de acuerdo con el propósito <strong>al</strong><br />
que se destinarán en la industria.
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
En la Planta de Tratamiento de <strong>Agua</strong>s de la<br />
Cervecería, se obtienen tres c<strong>al</strong>idades de aguas<br />
(mediante tratamientos diferentes) según su destino<br />
fin<strong>al</strong>.<br />
Uso anu<strong>al</strong> de aguas en Tinima (2001): 543 400 m3<br />
24%<br />
32%<br />
40%<br />
<strong>Agua</strong> cruda<br />
<strong>Agua</strong> tratada para <strong>proceso</strong>s<br />
<strong>Agua</strong> suave<br />
<strong>Agua</strong> para consumo soci<strong>al</strong><br />
28%
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
Distribución anu<strong>al</strong> de agua cruda en Tínima (2001):<br />
66870 m 3<br />
12%<br />
6% <strong>Agua</strong> para enfriamiento<br />
de mosto<br />
82%<br />
<strong>Agua</strong> para contr<strong>al</strong>avado<br />
de filtros de arena<br />
<strong>Agua</strong> para regeneracion<br />
de los suavizadores
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
El agua tratada para <strong>proceso</strong>s es obtenida a través de<br />
las siguientes operaciones:<br />
NaOCl<br />
Al 2<br />
(SO 4<br />
) 3<br />
(ac) C<strong>al</strong> (ac)<br />
<strong>Agua</strong> contr<strong>al</strong>avado<br />
Cisterna 1<br />
Reactor<br />
Filtros<br />
Cisterna<br />
Decantador<br />
Arena<br />
soterrada<br />
<strong>Agua</strong> de los pozos<br />
Lodos<br />
<strong>Agua</strong> contr<strong>al</strong>avado<br />
<strong>Agua</strong> para contr<strong>al</strong>avar<br />
<strong>Agua</strong> tratada para <strong>proceso</strong>s<br />
Filtros<br />
Carbón<br />
Cisterna 3<br />
<strong>Agua</strong> tratada<br />
<strong>Agua</strong> para contr<strong>al</strong>avar
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
Distribución anu<strong>al</strong> del consumo de agua tratada en Tínima (2001):<br />
118 800 m 3<br />
Remojo de grano, maceracion, tina<br />
de extraccion y tacho<br />
<strong>Agua</strong> de evaporacion en el tacho<br />
23%<br />
Enjuague por cocimiento de tolva,<br />
macerador y w hirlpool<br />
1%<br />
44%<br />
Limpieza y enjuague seman<strong>al</strong> de<br />
tolva, macerador, tina y w hirlpool<br />
2%<br />
8%<br />
10%<br />
1% 3%<br />
6%<br />
2%<br />
Laboratorio<br />
<strong>Agua</strong> para filtracion de mosto y<br />
cerveza (Pre y Post-corrida)<br />
<strong>Agua</strong> de enjuague de linea de<br />
filtracion de mosto y cerveza<br />
Estacion de levadura<br />
Recuperacion de cerveza<br />
Otros (Limpieza bodega guarda y<br />
area de molinos)
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
El agua suave es obtenida a través de las siguientes<br />
operaciones:<br />
<strong>Agua</strong><br />
NaCl<br />
<strong>Agua</strong> contr<strong>al</strong>avado,<br />
enjuague<br />
S<strong>al</strong>muera<br />
Cisterna 2<br />
Suavizadores<br />
<strong>Agua</strong> suave para industria<br />
<strong>Agua</strong> del Acueducto<br />
Contr<strong>al</strong>avado,<br />
Regeneración,<br />
<strong>Agua</strong> enjuague
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
Distribución anu<strong>al</strong> del consumo de agua suave en Tínima (2001):<br />
230 000 m 3<br />
<strong>Agua</strong> para lavado de botellas<br />
8%<br />
27%<br />
<strong>Agua</strong> consumida en el pasterizador<br />
<strong>Agua</strong> para c<strong>al</strong>dera de vapor<br />
2%<br />
<strong>Agua</strong> para torre de enfriamiento<br />
44%<br />
17%<br />
2%<br />
<strong>Agua</strong> de enjuague interior en lavado<br />
de toneles<br />
<strong>Agua</strong> para limpieza de tanques en<br />
bodega de guarda
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
El agua para consumo soci<strong>al</strong> es obtenida a través de<br />
la siguiente operación:<br />
NaOCl<br />
Cisterna<br />
<strong>Agua</strong> para consumo soci<strong>al</strong><br />
<strong>Agua</strong> del Acueducto
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
Distribución anu<strong>al</strong> del agua para consumo soci<strong>al</strong> en Tínima (2001):<br />
128 000 m 3<br />
6% 12% 23%<br />
Limpieza por sistema CIP<br />
Cocina comedor,<br />
bebederos, sanitarios<br />
Lavado de vehiculos<br />
21%<br />
23%<br />
15%<br />
Limpieza exterior de<br />
areas productivas, loc<strong>al</strong>es<br />
Circulo soci<strong>al</strong><br />
Comunidad cercana
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
INDICES DE CONSUMO DE AGUA<br />
REAL 2001<br />
<strong>Agua</strong> (hL agua tratada para <strong>proceso</strong>s/ hL productos)<br />
<strong>Agua</strong> (hL agua suave/ hL productos)<br />
<strong>Agua</strong> (hL agua de consumo soci<strong>al</strong> y cruda/<br />
hL productos)<br />
<strong>Agua</strong> (hL agua tot<strong>al</strong> consumida/ hL productos)<br />
2.5<br />
4.8<br />
4.1<br />
11.4<br />
(Para una producción tot<strong>al</strong> en el año 2001 de: 476 000 hL de productos)
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
<strong>Agua</strong><br />
Comparacion de indices de consumo de agua<br />
(hL/ hL cerveza producida)<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
(Datos para el año 2001)<br />
11.4<br />
5.6<br />
"Tinima" "Heineken" -<br />
Holanda<br />
Cervecerias<br />
4.7<br />
"Puntigam"<br />
- Austria
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Aire<br />
Distribución anu<strong>al</strong> del consumo de aire en Tínima (2001):<br />
8 760 000 m 3<br />
Reactores<br />
10%<br />
7% 3% 6%<br />
30%<br />
Bodega guarda<br />
Embotellado<br />
Toneles<br />
Instrumentacion<br />
19%<br />
25%<br />
Mantenimiento<br />
Extraccion de afrecho
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Energía<br />
Características:<br />
Existe un plan energético para el ahorro de electricidad y<br />
vapor, obteniéndose los consumos que se relacionan a<br />
continuación (2001):<br />
PORTADORES ENERGETICOS<br />
VALOR ANUAL<br />
Electricidad (MWh)<br />
Fuel oil (Ton)<br />
Vapor (Ton)<br />
7 683.7<br />
1720<br />
22 165
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Energía<br />
Distribución del consumo de electricidad (2001):<br />
OPERACIONES<br />
CONSUMO (kWh) % DEL TOTAL<br />
Limpieza de m<strong>al</strong>ta<br />
77964<br />
1.01<br />
Molinado de m<strong>al</strong>ta<br />
31796<br />
0.41<br />
Disolución de azúcar<br />
1728<br />
0.02<br />
Maceración<br />
124410<br />
1.62<br />
Sedimentación del mosto en tina<br />
12442<br />
0.16<br />
Bombeo y c<strong>al</strong>entamiento en tanque tampón<br />
12442<br />
0.16<br />
Sedimentación del mosto en hidrociclón<br />
24884<br />
0.32<br />
Enfriamiento y filtración de mosto<br />
1560384<br />
20.31<br />
Inyección de levadura y fermentación<br />
23040<br />
0.30<br />
Enfriamiento y filtración de cerveza<br />
1670<br />
0.02<br />
Enfriamiento en bodega guarda<br />
146000<br />
1.90<br />
Lavado de botellas<br />
332035<br />
4.32<br />
Llenado y tapado de botellas<br />
43545<br />
0.57<br />
Pasterización<br />
150394<br />
1.96<br />
Lavado interior y llenado de toneles<br />
36403<br />
0.47
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Energía<br />
Distribución del consumo de electricidad (2001):<br />
OPERACIONES<br />
CONSUMO (kWh) % DEL TOTAL<br />
Compresores de aire<br />
131400<br />
1.71<br />
Bombeo de agua enfriamiento y Sist. refrigeración<br />
1156400<br />
15.05<br />
Compresores de CO2<br />
219000<br />
2.85<br />
C<strong>al</strong>deras de vapor<br />
259200<br />
3.37<br />
Bomba de agua <strong>al</strong>colada y evaporadores<br />
315400<br />
4.10<br />
Bomba de agua tratada para <strong>proceso</strong>s<br />
192700<br />
2.51<br />
Bomba de agua suave<br />
146000<br />
1.90<br />
Bomba de agua enfriamiento para Sist. de Aire<br />
227700<br />
2.96<br />
Bomba de agua <strong>al</strong>colada a reactores<br />
227700<br />
2.96<br />
Bomba para filtros de cerveza<br />
86400<br />
1.12<br />
Edificio Socio-Administrativo<br />
113160<br />
1.47<br />
T<strong>al</strong>ler de Mantenimiento<br />
134726<br />
1.75<br />
T<strong>al</strong>ler Automotor<br />
14575<br />
0.19<br />
Almacenes y oficinas<br />
79895<br />
1.04<br />
Alumbrado<br />
50000<br />
0.65<br />
Otros (Reactores, Pozos de agua, Mant. refrig.)<br />
1750507<br />
22.78
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Energía<br />
Mayores consumidores de electricidad (2001):<br />
23%<br />
20%<br />
Enfriamiento y filtración de mosto<br />
(Compresores de frío).<br />
Lavado de botellas.<br />
Bombeo de agua enfriamiento y<br />
Sist. Refrigeración.<br />
4%<br />
15%<br />
4%<br />
Bomba de agua <strong>al</strong>colada,<br />
Evaporadores.<br />
Otros: Reactores, pozos de agua,<br />
Mantenimiento a refrigeración.
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Energía<br />
Distribución anu<strong>al</strong> de consumo de vapor (2001):<br />
22 165 Ton vapor<br />
9% 4%<br />
Sistema CIP<br />
26%<br />
17%<br />
44%<br />
Tacho - Cocedor<br />
Lavadora de botellas<br />
Pasterizador<br />
Macerador
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
INDICE DE CONSUMO DE<br />
PORTADORES ENERGETICOS<br />
Energía<br />
REAL 2001<br />
Electricidad (kWh consumido/ hL<br />
productos)<br />
Fuel oil (kg consumido/hL productos)<br />
Vapor (kg consumido/ hL productos)<br />
16.1<br />
3.6<br />
46.6<br />
(Para una producción tot<strong>al</strong> en el año 2001 de: 476 000 HL de productos)
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Energía<br />
Comparacion de indices de consumo de electricidad<br />
(kWh/ hL cerveza producida)<br />
20<br />
15<br />
10<br />
5<br />
0<br />
16.1<br />
"Tinima" "Heineken" -<br />
Holanda<br />
Cervecerias<br />
9.7 9.1<br />
"Puntigam" -<br />
Austria<br />
(Datos para el año 2001)
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Energía<br />
Comparacion de indices de consumo de energia termica<br />
(MJ/ hL cerveza producida)<br />
150.0<br />
100.0<br />
50.0<br />
0.0<br />
121.2 114.0<br />
"Tinima" "Heineken" -<br />
Holanda<br />
Cervecerias<br />
96.2<br />
"Puntigam" -<br />
Austria<br />
(Datos para el año 2001)
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Papaína<br />
Enzimas externas<br />
Materias Primas<br />
(Ton)<br />
(Ton)<br />
Iso-ascorbato de Sodio (Ton)<br />
Alginato de propilenglicol (kg)<br />
Tapas corona (M Unidades)<br />
Etiquetas y collarines (M Unidades)<br />
Botellas<br />
CONSUMOS<br />
M<strong>al</strong>tas Pilsen, Munich y Caramelo (Ton)<br />
Azúcar refino y crudo (Ton)<br />
Lúpulo (Concentrado, pellets, natur<strong>al</strong>) (Ton)<br />
Tierra filtrante tot<strong>al</strong> (Varios tipos)<br />
(Ton)<br />
(M Unidades)<br />
Pegamentos (Acraf, adhesivo y 490) (kg)<br />
REAL 2001<br />
4 444.9<br />
3 091.64<br />
9.77<br />
67.79<br />
1.43<br />
47.52<br />
156.42<br />
54.61<br />
29 421 920<br />
29 959 126<br />
23 051 389<br />
4670
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Materias Primas<br />
CONSUMOS<br />
Cajas (retornables) (M Unidades)<br />
Toneles (retornables) (M Unidades)<br />
C<strong>al</strong><br />
(Ton)<br />
Al 2 (SO 4 ) 3<br />
(Ton)<br />
NaCl<br />
(Ton)<br />
NaOCl<br />
(Ton)<br />
Sustancia de limpieza Fortex para embotellado (kg)<br />
Sustancia de limpieza Jerryglass para toneles (kg)<br />
Sustancia de limpieza HNO 3<br />
(Ton)<br />
Sustancia de limpieza NaOH (14-70%) (m 3 )<br />
REAL 2001<br />
1 194 042<br />
57 355<br />
100.54<br />
17.32<br />
140.52<br />
11.52*<br />
37 125<br />
1 470<br />
10<br />
177<br />
(* 2.88 Ton son consumidas para tratar el agua para consumo soci<strong>al</strong>.)
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Materias Primas<br />
INDICE DE CONSUMOS<br />
M<strong>al</strong>tas Pilsen, Munich y Caramelo (kg/hL productos)<br />
Azúcar refino y crudo (kg/hL productos)<br />
Lúpulo (kg/hL productos)<br />
Papaína (g/hL productos)<br />
Enzimas externas (g/hL productos)<br />
Iso-ascorbato de Sodio (kg/hL productos)<br />
Tierra filtrante tot<strong>al</strong> (kg/hL productos)<br />
Pegamentos (g/hL productos)<br />
C<strong>al</strong> (kg/hL productos)<br />
Al 2 (SO 4 ) 3<br />
(kg/hL productos)<br />
NaCl (kg/hL productos)<br />
NaOCl (kg/hL productos)<br />
REAL 2001<br />
9.34<br />
6.50<br />
0.10<br />
2<br />
3<br />
0.10<br />
0.11<br />
9.8<br />
0.21<br />
0.03<br />
0.30<br />
0.01
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Materias Primas<br />
INDICE DE CONSUMOS<br />
Sustancia de limpieza Fortex para embotellado (g/hL)<br />
Sustancia de limpieza Jerryglass para toneles (g/hL)<br />
Sustancia de limpieza HNO 3<br />
(g/hL)<br />
Sustancia de limpieza NaOH (14-70%) (L/hL)<br />
REAL 2001<br />
4<br />
0.5<br />
21<br />
0.37
<strong>Entradas</strong> <strong>al</strong> <strong>proceso</strong>:<br />
Materias Primas<br />
Consumo de NaOH (14 - 70%) por areas (2001): 177m3<br />
54%<br />
4%<br />
42%<br />
Coccion<br />
Estacion de limpieza<br />
Embotellado
S<strong>al</strong>idas del <strong>proceso</strong>: Productos intermedios<br />
Como producto de la fermentación n del mosto se obtiene gas CO 2 , el<br />
cu<strong>al</strong> es reaprovechado en otras etapas del <strong>proceso</strong>:<br />
Distribucion del CO2 anu<strong>al</strong> generado en la fermentacion (2001):<br />
527 Ton<br />
2% 4% Gaseado en botellas<br />
39%<br />
6%<br />
49%<br />
Gaseado en toneles<br />
Gaseado en bodega<br />
Vertido como agente<br />
limpieza en toneles<br />
Vendido a otras empresas
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es líquidosl<br />
Composición de las aguas residu<strong>al</strong>es (2001)<br />
(m 3 /año)<br />
<strong>Agua</strong> para contr<strong>al</strong>avado de filtros de arena<br />
8112<br />
<strong>Agua</strong> para regeneración de los suavizadores<br />
4000<br />
<strong>Agua</strong> para lavado de botellas<br />
102975<br />
<strong>Agua</strong> consumida en el pasterizador<br />
17920<br />
<strong>Agua</strong> de enjuague interior en lavado de toneles<br />
3740<br />
<strong>Agua</strong> para limpieza de tanques en bodega de guarda<br />
38700<br />
Enjuague por cocimiento de tolva, macerador y whirlpool<br />
7000<br />
Limpieza y enjuague seman<strong>al</strong> de tolva, macerador, tina y whirlpool 3000<br />
Laboratorio<br />
730<br />
<strong>Agua</strong> de enjuague de línea de filtración de mosto y cerveza<br />
10000<br />
Estación de levadura<br />
2400<br />
Recuperación de cerveza<br />
600<br />
Otros (Limpieza bodega guarda y área de molinos)<br />
28075<br />
Cocina comedor, bebederos, sanitarios<br />
29500<br />
Lavado de vehículos<br />
18700<br />
Limpieza por sistema CIP<br />
30500<br />
Limpieza exterior de áreas productivas, loc<strong>al</strong>es<br />
26800<br />
Tot<strong>al</strong><br />
332752
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es líquidosl<br />
Etapas productivas mayores generadoras de aguas residu<strong>al</strong>es:<br />
6%<br />
9%<br />
8%<br />
31%<br />
Lavadora de botellas.<br />
Pasterizador.<br />
Limpieza de tanques en<br />
bodegas guarda.<br />
9%<br />
Limpieza externa en bodegas<br />
guarda y área de molinos.<br />
8%<br />
12%<br />
5%<br />
Cocina comedor, sanitarios,duchas.<br />
Lavado de vehículos.<br />
Limpieza por sistema CIP.<br />
Para : 319 días trabajados en el año 2001.<br />
Limpieza exterior de áreas<br />
productivas, loc<strong>al</strong>es.
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es líquidosl<br />
Características de las aguas residu<strong>al</strong>es de Tínima (2000):<br />
Parámetro<br />
Medio<br />
Máximo<br />
Mínimo<br />
Muestras<br />
Flujo (m 3 /día)<br />
1100<br />
3024<br />
900<br />
9<br />
DBO 5<br />
(mg/L)<br />
1374<br />
2992<br />
213<br />
9<br />
DQO (mg/L)<br />
2600<br />
3500<br />
1702<br />
9<br />
pH<br />
6.2<br />
6.8<br />
5.7<br />
9<br />
ST (mg/L)<br />
1725<br />
3027<br />
530<br />
9<br />
STF (mg/L)<br />
886<br />
1651<br />
291<br />
9<br />
STV (mg/L)<br />
839<br />
1619<br />
239<br />
9<br />
N. (mg/L)<br />
19.7<br />
24.5<br />
15.0<br />
9<br />
P. (mg/L)<br />
1.1<br />
1.23<br />
0.72<br />
9<br />
Cloruros (mg/L)<br />
72<br />
108<br />
50<br />
9
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es líquidosl<br />
Índices de generación de residu<strong>al</strong>es para el año 2001:<br />
- Índice volumétrico: 7 hL agua residu<strong>al</strong>/ hL productos<br />
-Índice de carga contaminante: 0.96 kg DBO 5 / hL productos<br />
(En la actu<strong>al</strong>idad se reportan como indicadores óptimos para una<br />
cervecería moderna los siguientes índices:<br />
- Índice volumétrico: 4.0 hL agua residu<strong>al</strong>/ hL productos<br />
-Índice de carga contaminante: 0.60 kg DBO 5<br />
/ hL productos)<br />
La carga contaminante de los residu<strong>al</strong>es aportados<br />
por la Cervecería Tínima, ha disminuido en los últimos<br />
años en un 11.7 % debido a la implementación de<br />
medidas de mejores prácticas en la inst<strong>al</strong>ación para<br />
disminuir los consumos de agua y reuso de residuos.
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es líquidosl<br />
La Cervecería cuenta con una Planta de Tratamiento de aguas<br />
residu<strong>al</strong>es, construida desde 1985. Consiste, además del pretratamiento,<br />
en un sistema de lodos activados dotado de<br />
aireadores superfici<strong>al</strong>es fijos, digestión aerobia de los lodos en<br />
exceso y lechos de secado para estos últimos. La obra civil de la<br />
inst<strong>al</strong>ación está en buen estado, pero la planta no se encuentra<br />
en condiciones operativas debido <strong>al</strong> m<strong>al</strong> estado de los equipos<br />
que requieren ser repuestos en su gran mayoría.
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es sólidoss<br />
En la Cervecería se generan diversos residuos sólidos:<br />
Barredura e impurezas sólidas del área de limpieza de m<strong>al</strong>ta,<br />
Fangos (CaCO 3 ) del reactor de la Planta de Tratamiento de aguas,<br />
Afrecho residu<strong>al</strong> proveniente de la Tina,<br />
Sedimentos desechados, lúpulo gastado, provenientes del Whirlpool<br />
(Separador),<br />
Tierra filtrante vertida de los <strong>proceso</strong>s de filtración de mosto y<br />
cerveza,<br />
Levadura agotada, evacuada de los fermentadores,<br />
Crist<strong>al</strong>es rotos, etiquetas usadas, del área de embotellado,<br />
Sacos de nylon y papel vacíos, de la Planta de Tratamiento de aguas<br />
y de las etapas de limpieza de m<strong>al</strong>ta y de disolución de adjuntos.
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es sólidoss<br />
Composición anu<strong>al</strong> de residu<strong>al</strong>es sólidos generados (2001):<br />
5760 Ton<br />
Barredura solida<br />
9%<br />
4%<br />
9%<br />
2% 2%<br />
Fangos (CaCO3)<br />
Afrecho residu<strong>al</strong> vertido<br />
Tierra de infusorios vertida<br />
10%<br />
64%<br />
Levadura gastada para vender<br />
Crist<strong>al</strong>es rotos recogidos<br />
Otros (Sedimentos desechados,<br />
etiquetas usadas)
S<strong>al</strong>idas del <strong>proceso</strong>: Residu<strong>al</strong>es sólidoss<br />
Existe un contrato de venta de materias reciclables:<br />
Barredura sólida de m<strong>al</strong>ta – Se vende a $ 70.00 MN /Ton<br />
Afrecho residu<strong>al</strong> – Se vende a $ 60.00 MN / Ton<br />
Levadura agotada – Se vende a $ 70.00 MN / Ton<br />
Sacos de Nylon – Se venden a $ 0.10 MN / Unidad
S<strong>al</strong>idas del <strong>proceso</strong>: Emisiones gaseosas<br />
La Cervecería genera emisiones gaseosas en:<br />
C<strong>al</strong>deras para Producción de Vapor. Se cuenta con 3, sus<br />
chimeneas cumplen con los requerimientos establecidos por<br />
proyectos y normas técnicas, para que tengan un impacto mínimo<br />
<strong>al</strong> medio ambiente. En la inst<strong>al</strong>ación se trabaja constantemente<br />
para que estos equipos trabajen en forma eficiente.<br />
Sistemas de refrigeración por amoniaco. Como consecuencia<br />
del mantenimiento y control de estos sistemas, cuando se<br />
producen:<br />
- descargas/ purgas inadecuadas<br />
- s<strong>al</strong>ideros, roturas en tuberías y equipos<br />
En el año 2001 se compraron 13 Ton de Amoniaco, y las pérdidas<br />
se estimaron en unas 10 Ton.
Resumen comparativo:<br />
V<strong>al</strong>ores comunes reportados para una<br />
Cervecería a <strong>al</strong>ta consumidora de recursos:<br />
M<strong>al</strong>ta/adjuntos, 18 kg<br />
Energía, 350 MJ<br />
Electricidad, 20 kWh<br />
<strong>Agua</strong> tot<strong>al</strong>, 20 hL<br />
Proceso de<br />
fabricación y<br />
embotellado<br />
de cerveza<br />
1 hL cerveza<br />
<strong>Agua</strong>s residu<strong>al</strong>es,<br />
18.5 hL<br />
1.2kgDBO 5<br />
Residuos sólidos,<br />
Afrecho, 17 kg<br />
Levadura agotada, 3 kg<br />
Fuente:<br />
UNEP-I I & E (1996)
Resumen comparativo:<br />
V<strong>al</strong>ores reportados para Cervecería Tínima<br />
(2001):<br />
M<strong>al</strong>ta/adjuntos, 16 kg<br />
Energía, 121 MJ<br />
Electricidad, 16 kWh<br />
<strong>Agua</strong> tot<strong>al</strong>, 11.4 hL<br />
Proceso de<br />
fabricación y<br />
embotellado<br />
de cerveza<br />
1 hL cerveza<br />
Residuos sólidos,<br />
<strong>Agua</strong>s residu<strong>al</strong>es,<br />
0.96 kg DBO 5 Levadura agotada, 1 kg<br />
7hL<br />
Afrecho, 8 kg
Resumen comparativo:<br />
V<strong>al</strong>ores comunes reportados para una<br />
Cervecería baja consumidora de recursos:<br />
M<strong>al</strong>ta/adjuntos, 15 kg<br />
Energía, 150 MJ<br />
Electricidad, 8-12 kWh<br />
<strong>Agua</strong> tot<strong>al</strong>, 5 hL<br />
Proceso de<br />
fabricación y<br />
embotellado<br />
de cerveza<br />
1 hL cerveza<br />
<strong>Agua</strong>s residu<strong>al</strong>es,<br />
3.5 hL<br />
0.6kgDBO 5<br />
Residuos sólidos,<br />
Afrecho, 14 kg<br />
Levadura agotada, 3 kg<br />
Fuente:<br />
UNEP-I I & E (1996)
Aspectos del <strong>proceso</strong> considerados<br />
comúnmente<br />
nmente, con influencia sobre la s<strong>al</strong>ud y<br />
seguridad de los trabajadores de cervecerías:<br />
Nivel de ruido en el área de embotellado.<br />
Monotonía y repetitividad del trabajo durante la inspección en<br />
embotellado.<br />
Explosión de botellas en el área de embotellado.<br />
Preparación y manejo de solución cáustica para limpieza.<br />
S<strong>al</strong>ideros de amoniaco en tuberías.<br />
Áreas de trabajo a baja temperatura (fermentación, preparación<br />
de levadura, tanques guarda, etc).<br />
Polvo en el área de los silos de m<strong>al</strong>ta.<br />
Alcoholismo.
Aspectos del <strong>proceso</strong> considerados con<br />
influencia sobre la eficiencia<br />
productiva y el medio ambiente<br />
Consumo de agua<br />
Consumo de m<strong>al</strong>ta<br />
Consumo de azúcar<br />
Consumo de energía en la maceración<br />
Recobrado de c<strong>al</strong>or en <strong>al</strong>gunas corrientes del <strong>proceso</strong><br />
Proceso para la separación y disposición fin<strong>al</strong> de<br />
las tierras filtrantes<br />
Utilización y recuperación de las soluciones cáusticas<br />
Planta de Tratamiento de Residu<strong>al</strong>es
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Consumo de <strong>Agua</strong>:<br />
El consumo de agua actu<strong>al</strong> se considera aún elevado. Se detectó la inexistencia de<br />
un procedimiento normativo para el consumo de agua en las operaciones de<br />
limpieza, enjuague y desinfección.<br />
Con el fin de optimizar el uso del agua en la fábrica se propone la siguiente<br />
<strong>al</strong>ternativa de operación:<br />
1) Completar la inst<strong>al</strong>ación de metros contadores para cada tipo de agua, así como<br />
en las áreas de mayor consumo según sea posible.<br />
2) Para el enfriamiento de mostos, utilizar agua tratada hasta <strong>al</strong>canzar la capacidad<br />
máxima de <strong>al</strong>macenamiento de los tanques de agua c<strong>al</strong>iente para <strong>proceso</strong>s.<br />
3) Emplear además otra parte del agua tratada c<strong>al</strong>iente proveniente del enfriamiento<br />
de mosto para el <strong>proceso</strong> de dilución de azúcar.<br />
4) Después de <strong>al</strong>canzados los objetivos anteriores, continuar el enfriamiento de los<br />
mostos con agua suavizada que una vez c<strong>al</strong>iente pudiera emplearse en C<strong>al</strong>deras y<br />
en la Lavadora de Botellas.
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Esquema actu<strong>al</strong> de uso de agua tratada para el<br />
enfriamiento de mostos:<br />
Cisterna 1<br />
<strong>Agua</strong> de pozos<br />
Tratamiento de<br />
agua para<br />
<strong>proceso</strong>s<br />
Enfriamiento<br />
de mostos<br />
Cisterna 3<br />
<strong>Agua</strong> para <strong>proceso</strong>s<br />
<strong>Agua</strong> tratada recuperada<br />
Tanques de agua<br />
para <strong>proceso</strong>s<br />
Cisterna 2<br />
<strong>Agua</strong> de acueducto<br />
<strong>Agua</strong> tratada recuperada
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Esquema propuesto de uso de agua tratada para el<br />
enfriamiento de mostos:<br />
Cisterna 1<br />
<strong>Agua</strong> de pozos<br />
Tratamiento de<br />
agua para<br />
<strong>proceso</strong>s<br />
Enfriamiento<br />
de mostos<br />
Disolutor<br />
de azúcar<br />
Cisterna 3<br />
Tanques de agua<br />
para <strong>proceso</strong>s<br />
<strong>Agua</strong> para <strong>proceso</strong>s<br />
Cisterna 2<br />
<strong>Agua</strong> de acueducto<br />
Suavización de<br />
aguas<br />
Casa de c<strong>al</strong>deras,<br />
Línea de embotellado
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Consumo de M<strong>al</strong>ta:<br />
Se detectó la posibilidad de implantar un trabajo<br />
desarrollado por el IIIA que reduce en más del 4,5 % el<br />
consumo de m<strong>al</strong>ta, mediante el uso de enzima <strong>al</strong>fa<br />
amilasa termoestable. La introducción de esta variante<br />
tecnológica disminuye el costo de producción por<br />
consumo de m<strong>al</strong>ta, en más de 150 USD/ 1000 hL de<br />
cerveza producida, contribuyendo también a disminuir<br />
el aporte de carga orgánica a los residu<strong>al</strong>es.
Consumo de M<strong>al</strong>ta:<br />
Prueba a esc<strong>al</strong>a industri<strong>al</strong> para incremento de rendimiento de m<strong>al</strong>ta<br />
mediante el uso de enzima <strong>al</strong>fa amilasa termoestable BIALFA-T.<br />
Reactores<br />
Cocimiento No.<br />
UM<br />
Prueba BIALFA – T R-33<br />
106 107 Tot<strong>al</strong><br />
Testigo R- 24<br />
185 186<br />
Testigo R-26<br />
173 174<br />
R-24, 26<br />
Tot<strong>al</strong><br />
M<strong>al</strong>ta<br />
kg<br />
7500<br />
7500<br />
15000<br />
6800<br />
6800<br />
6800<br />
6800<br />
27200<br />
Extracto M<strong>al</strong>ta Lab.<br />
kg<br />
5725.5<br />
5725.5<br />
11451<br />
5191.1<br />
5191.1<br />
5191.1<br />
5191.1<br />
2064.4<br />
Azúcar<br />
kg<br />
-<br />
-<br />
-<br />
2808<br />
2808<br />
2804<br />
2816<br />
11236<br />
Extracto azúcar<br />
kg<br />
-<br />
-<br />
-<br />
2802.4<br />
2802.4<br />
2798.4<br />
2810.4<br />
11213.6<br />
Extracto tot<strong>al</strong><br />
kg<br />
5725.5<br />
5725.5<br />
11451<br />
7993.5<br />
7993.5<br />
7989.5<br />
8001.9<br />
31978.4<br />
Mosto frío en<br />
fermentación<br />
Concentración<br />
hL<br />
°Brix<br />
576.6<br />
9.26<br />
569.1<br />
10.07<br />
1145.7<br />
-<br />
761.0<br />
9.80<br />
719.0<br />
9.80<br />
761.0<br />
9.80<br />
780.0<br />
9.80<br />
1541<br />
-<br />
Ahorro de<br />
m<strong>al</strong>ta<br />
kg/hL<br />
9.59<br />
10.46<br />
-<br />
10.17<br />
10.17<br />
10.17<br />
10.17<br />
-<br />
Extracto tot<strong>al</strong> recup.<br />
kg<br />
5529.6<br />
5952.8<br />
11482.4<br />
7739.4<br />
7312.2<br />
7739.4<br />
7932.6<br />
30726.6<br />
Extracto m<strong>al</strong>ta recup.<br />
kg<br />
5529.6<br />
5952.8<br />
11482.4<br />
4937.0<br />
4509.8<br />
4941.0<br />
5122.2<br />
19510.0<br />
Rendim. obtenido<br />
%<br />
-<br />
-<br />
76.55<br />
-<br />
-<br />
-<br />
-<br />
71.73<br />
4.82<br />
Índice de consumo<br />
kg/hL<br />
En mosto frío<br />
5.706<br />
-<br />
-<br />
-<br />
-<br />
6.090<br />
0.384<br />
En embotellado (6%)<br />
6.070<br />
-<br />
-<br />
-<br />
-<br />
6.478<br />
0.408
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Consumo de Azúcar:<br />
Mediante la aplicación de la estandarización de la<br />
concentración de <strong>al</strong>cohol en la cerveza corriente, se<br />
puede disminuir el consumo de azúcar en 1.4 Ton por<br />
cada 1000 hL. Lo que equiv<strong>al</strong>e a un ahorro aproximado<br />
de 560 USD /1000 hL, <strong>al</strong> precio actu<strong>al</strong> de azúcar en el<br />
mercado mundi<strong>al</strong>.
Consumo de Azúcar:<br />
Prueba a esc<strong>al</strong>a industri<strong>al</strong> – tecnología de estandarización de la<br />
concentración de <strong>al</strong>cohol de la cerveza corriente.<br />
Se re<strong>al</strong>izó una prueba industri<strong>al</strong> de la estandarización de la<br />
concentración de <strong>al</strong>cohol en la cerveza corriente en la Cervecería<br />
Tínima, elaborando el mosto para 1 reactor el 5 de abril del 2002.<br />
Se aplicó un procedimiento sencillo probado de fermentación de<br />
mostos con elevadas proporciones de sacarosa, cuyo objetivo<br />
fundament<strong>al</strong> es proteger la levadura del efecto de dilución de los<br />
nutrientes del mosto que provoca la <strong>al</strong>ta sustitución de m<strong>al</strong>ta por<br />
azúcar y obtener un ahorro relevante en el consumo de azúcar.<br />
Mediante esta tecnología la levadura fermenta primero el mosto<br />
de solo m<strong>al</strong>ta, lográndose su multiplicación en un medio idóneo,<br />
adicionándose posteriormente el mosto de azúcar c<strong>al</strong>culado y<br />
elaborado separadamente.
Consumo de Azúcar:<br />
Prueba a esc<strong>al</strong>a industri<strong>al</strong> – tecnología de estandarización de la<br />
concentración de <strong>al</strong>cohol de la cerveza corriente.<br />
COCIMIENTOS<br />
Indicador<br />
U.M.<br />
106<br />
107<br />
Tot<strong>al</strong> de<br />
m<strong>al</strong>ta<br />
106 A<br />
107 A<br />
Tot<strong>al</strong> de<br />
azúcar<br />
Tot<strong>al</strong><br />
gener<strong>al</strong><br />
Consumo de m<strong>al</strong>ta<br />
kg<br />
7500<br />
7500<br />
15000<br />
-<br />
-<br />
-<br />
15000<br />
Consumo de azúcar<br />
kg<br />
-<br />
-<br />
-<br />
5180<br />
5180<br />
10360<br />
10360<br />
Extracto Laboratorio<br />
kg<br />
5725.5<br />
5725.5<br />
11451.0<br />
5169.6<br />
5169.6<br />
10339.2<br />
21790.2<br />
Volumen en reactor<br />
hL<br />
576.6<br />
569.1<br />
1145.7<br />
662.0<br />
662.0<br />
1324.0<br />
2469.7<br />
Concentración<br />
°Brix<br />
9.26<br />
10.07<br />
-<br />
7.41<br />
7.60<br />
-<br />
8.50<br />
kg/ hL<br />
9.59<br />
10.46<br />
-<br />
7.61<br />
7.82<br />
-<br />
8.785<br />
Extracto en reactor<br />
kg<br />
5529.3<br />
5952.8<br />
11482.1<br />
5037.8<br />
5176.8<br />
10214.6<br />
21696.7<br />
Extracto en formulación<br />
%<br />
-<br />
-<br />
52.9<br />
-<br />
-<br />
47.1<br />
100<br />
Rendimiento<br />
%<br />
-<br />
-<br />
76.55<br />
-<br />
-<br />
98.6<br />
-<br />
Consumo en mosto<br />
kg/ hL<br />
-<br />
-<br />
6.07<br />
-<br />
-<br />
4.19<br />
-<br />
Consumo en<br />
embotellado<br />
kg/ hL<br />
-<br />
-<br />
6.46<br />
-<br />
-<br />
5.1<br />
-
Consumo de Azúcar:<br />
Prueba a esc<strong>al</strong>a industri<strong>al</strong> – tecnología de estandarización de la<br />
concentración de <strong>al</strong>cohol de la cerveza corriente.<br />
Comparación de consumos entre <strong>proceso</strong> para elaboración de cerveza con<br />
formulación actu<strong>al</strong> y <strong>proceso</strong> para elaboración de cerveza estandarizada:<br />
Consumo de petroleo (kg)<br />
149<br />
199<br />
Consumo de energia (MJ)<br />
5984<br />
7989<br />
Consumo de azucar (kg)<br />
10217<br />
13638<br />
0 2000 4000 6000 8000 10000 12000 14000 16000<br />
Unidades<br />
Formulacion actu<strong>al</strong><br />
Cerveza estandarizada<br />
(Para un reactor de 2470 hL de cerveza)
Consumo de Azúcar:<br />
Prueba a esc<strong>al</strong>a industri<strong>al</strong> – tecnología de estandarización de la<br />
concentración de <strong>al</strong>cohol de la cerveza corriente.<br />
Ahorro de consumos <strong>al</strong> comparar el <strong>proceso</strong> para elaboración de cerveza con<br />
formulación actu<strong>al</strong> y el <strong>proceso</strong> para elaboración de cerveza estandarizada:<br />
Consumo de petroleo (kg)<br />
25.1<br />
Consumo de energia (MJ)<br />
25.1<br />
Consumo de azucar (kg)<br />
25.1<br />
(Para un reactor de 2470 hL de cerveza)<br />
0.0 10.0 20.0 30.0 40.0<br />
% de Ahorro
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Consumo de Energía:<br />
Ahorro de energía en la maceración. Re<strong>al</strong>izar<br />
maceraciones mas densas y diluirlas <strong>al</strong> fin<strong>al</strong> del<br />
<strong>proceso</strong> con agua c<strong>al</strong>iente recuperada del enfriamiento<br />
del mosto. Con esto se disminuye el consumo de<br />
energía en 26 500 kc<strong>al</strong>/ Ton m<strong>al</strong>ta procesada<br />
(equiv<strong>al</strong>ente a 2.5 Ton fuel oil por cada 1000 Ton de<br />
m<strong>al</strong>ta procesada).
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Ahorro de energía en la maceración:<br />
Para una carta de maceración de:<br />
Cerveza de 9.8° Brix y 50% m<strong>al</strong>ta - 50 % azúcar<br />
Cantidad de m<strong>al</strong>ta = 6800 kg<br />
Temperatura de molida = 40°C<br />
Subida de temperatura a 50°C<br />
Pausa de 30 minutos a 50°C<br />
Subida de temperatura a 74°C<br />
Pausa a 74°C hasta sacarificación<br />
Elevación a 76°C
Q 2<br />
= 25500 (100 – 75) = 637 500 kc<strong>al</strong><br />
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Ahorro de energía en la maceración:<br />
Método de recuperación actu<strong>al</strong> de energía en la maceración (Teórico):<br />
Volumen de <strong>Agua</strong> = 162 hL<br />
Volumen de M<strong>al</strong>ta = 48 hL (6800 x 0.007 hL/kg)<br />
Volumen de molida = 210 hL<br />
Temperatura de molida = 40°C<br />
Cantidad de agua a 100°C para llevar el macerado a 50°C = 46 hL<br />
Q 1<br />
= 4600 (100 – 75) = 115 000 kc<strong>al</strong><br />
Cantidad de agua a 100°C para llevar el macerado a 74°C = 255 hL<br />
Volumen tot<strong>al</strong> del macerado = 210 +46 + 255 = 511 hL
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Ahorro de energía en la maceración:<br />
Método de recuperación actu<strong>al</strong> de energía en la maceración (Teórico):<br />
Cantidad de c<strong>al</strong>or para llevar el macerado hasta 76°C<br />
Q 3<br />
= (6800 + 16200 + 4600 + 25 500 )(76 - 74) = 106 200 kc<strong>al</strong><br />
Q tot<strong>al</strong><br />
= Q 1<br />
+ Q 2<br />
+ Q 3<br />
= 115000 + 637500 +106200 = 858 700 kc<strong>al</strong><br />
~ 89.45 kg fuel oil<br />
Concentración del primer mosto = (6800 x 0.7637 kg )/ 54993 kg = 9.44° Brix
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Ahorro de energía en la maceración:<br />
Método de recuperación actu<strong>al</strong> de energía en la maceración (Re<strong>al</strong>):<br />
Para las mismas bases teóricas<br />
Cantidad de agua a 100°C para llevar el macerado a 50°C = 46 hL<br />
Q 1<br />
= 4600 (100 – 75) = 115 000 kc<strong>al</strong><br />
Cantidad de agua a 100°C para llevar el macerado a aprox. 68°C = 204 hL<br />
Volumen tot<strong>al</strong> del macerado = 210 +46 + 204 = 460 hL<br />
Q 2<br />
= 20 400 (100 – 75) = 510 000 kc<strong>al</strong>
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Ahorro de energía en la maceración:<br />
Método de recuperación actu<strong>al</strong> de energía en la maceración (Re<strong>al</strong>):<br />
Cantidad de c<strong>al</strong>or para llevar el macerado con vapor hasta 76°C<br />
Q 3<br />
= (20 400 + 4 600 + 16 200 + 6 800)(76 - 68) = 384 000 kc<strong>al</strong><br />
Q tot<strong>al</strong><br />
= Q 1<br />
+ Q 2<br />
+ Q 3<br />
= 115000 + 510000 +384000 = 1 009 000 kc<strong>al</strong><br />
~ 105.1 kg fuel oil<br />
Concentración del primer mosto = (6800 x 0.7637 kg )/ 49893 kg = 10.4° Brix
Q = (17200 + 6800) (74 - 50) = 576 000 kc<strong>al</strong> (Se emplea vapor)<br />
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Ahorro de energía en la maceración:<br />
Método de recuperación de energía nuevo propuesto en la maceración:<br />
Volumen de <strong>Agua</strong> = 172 hL (2.5 L/kg x 6800 kg = 17 000 L)<br />
Volumen tot<strong>al</strong> de agua necesaria = (4.0 L/kg x 6800 kg) = 27 200 L<br />
Volumen de agua c<strong>al</strong>iente a adicionar <strong>al</strong> fin<strong>al</strong> de la maceración = 10 200 L<br />
Volumen de M<strong>al</strong>ta = 48 hL (6800 x 0.007 hL/kg)<br />
Volumen de molida = 220 hL<br />
Temperatura de molida = 40°C<br />
Cantidad de agua a 100°C para llevar el macerado a 50°C = 0 hL<br />
Q 1 = (17200+6800) (50 – 40) = 240 000 kc<strong>al</strong><br />
(Se emplea vapor)<br />
Cantidad de agua a 100°C para llevar el macerado a 74°C = 0 hL<br />
Volumen tot<strong>al</strong> del macerado = 220 hL
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Ahorro de energía en la maceración:<br />
Método de recuperación de energía nuevo propuesto en la maceración:<br />
Cantidad de c<strong>al</strong>or para llevar el macerado hasta 76°C<br />
Q 3<br />
= (17200 + 6800)(76 - 74) = 48 000 kc<strong>al</strong> (Se emplea vapor)<br />
Q tot<strong>al</strong><br />
= Q 1<br />
+ Q 2<br />
+ Q 3<br />
= 240000 + 576000 + 48000 = 864 000 kc<strong>al</strong><br />
~ 90 kg fuel oil<br />
Adición de agua c<strong>al</strong>iente recuperada del enfriamiento del mosto a 76°C para<br />
diluir el mosto en el macerado hasta la concentración requerida para la<br />
filtración en la tina de extracción.<br />
Concentración del primer mosto = (6800 x 0.7637 kg )/ 35893 kg = 14.47° Brix
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Comparación de <strong>proceso</strong>s de c<strong>al</strong>entamiento en la maceración:<br />
PARÁMETRO<br />
TRADICIONAL<br />
ACTUAL<br />
PROPUESTO<br />
Energía (kc<strong>al</strong>)<br />
1 224 000<br />
1 009 000<br />
864 000<br />
Pérdidas de c<strong>al</strong>or<br />
(Radiación-convección)<br />
No<br />
Si<br />
No<br />
<strong>Agua</strong> de remojo de grano<br />
Se utiliza<br />
No se utiliza<br />
Se utiliza<br />
Primer extracto<br />
Deseado (14 - 16°)<br />
Bajo (< 11°)<br />
Deseado (14 - 16°)<br />
<strong>Agua</strong> de riego<br />
Aprox. 490 hL<br />
380 hL<br />
480 hL<br />
Agotamiento del afrecho<br />
Mayor<br />
Menor<br />
Mayor<br />
Posibilidad de control<br />
Fácil<br />
Difícil<br />
Fácil<br />
Consumo de energía eléctrica<br />
Menor<br />
Mayor<br />
Menor
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Disposición de tierra filtrante:<br />
Inst<strong>al</strong>ación de un sistema de cribado mecánico o<br />
separación por decantación para lograr una separación<br />
mas efectiva. Esto provocara una disminución de los<br />
costos de bombeo y transportación de tierra filtrante.
Disposición de la tierra filtrante:<br />
Evacuación actu<strong>al</strong> de la tierra filtrante de desecho:
Disposición de tierra filtrante:<br />
Se proponen 2 <strong>al</strong>ternativas:<br />
1) Separación mecánica por decantación. (Sistema propuesto por<br />
especi<strong>al</strong>istas de la fábrica)<br />
2) Separación mediante cribado mecánico, empleando un equipo<br />
como los mostrados a continuación:
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Consumo de Sosa:<br />
Inst<strong>al</strong>ación de un sistema de recuperación integr<strong>al</strong> de<br />
las soluciones cáusticas de limpieza en toda la fábrica,<br />
que incluya su tratamiento y regeneración para<br />
reutilizarlas. Así se espera reducir en un 80% el<br />
consumo actu<strong>al</strong> de sosa cáustica, que <strong>al</strong>canza un nivel<br />
de 260 Ton de sosa <strong>al</strong> 40%; y disminuir<br />
significativamente el vertimiento que de esas<br />
soluciones se re<strong>al</strong>iza actu<strong>al</strong>mente <strong>al</strong> sistema de<br />
tratamiento de residu<strong>al</strong>es.
Consumo de Sosa:<br />
Se re<strong>al</strong>izaron pruebas a esc<strong>al</strong>a de laboratorio con el fin de<br />
regenerar la solución cáustica agotada y permitir su reutilización,<br />
mediante la aplicación de CaO. Con esta regeneración se espera<br />
disminuir en un 80% el consumo actu<strong>al</strong> de sosa cáustica, y<br />
disminuir significativamente el vertimiento que de esas soluciones<br />
se re<strong>al</strong>iza actu<strong>al</strong>mente <strong>al</strong> sistema de tratamiento de residu<strong>al</strong>es.
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Planta de Tratamiento de residu<strong>al</strong>es:<br />
Se ha propuesto la reparación paulatina de las<br />
diferentes etapas de tratamiento, comenzando por las<br />
operaciones de pre-tratamiento, lo que unido a las<br />
medidas internas puede traer una mejora sensible e<br />
inmediata de los niveles de vertimiento <strong>al</strong> medio<br />
ambiente (reducción de un 30% de la carga<br />
contaminante), aunque se impone la recuperación tot<strong>al</strong><br />
de la planta.
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Planta de Tratamiento de aguas residu<strong>al</strong>es:<br />
Plan de acción propuesto para la rápida reactivación de los órganos de<br />
pre-tratamiento: cribado, desarenado, medición de caud<strong>al</strong> y ecu<strong>al</strong>ización<br />
(como aireación simple):<br />
1) Hacer efectivo el cierre del flujo de residu<strong>al</strong>es hacia la Planta,<br />
mejorando el cierre en el propio registro donde se efectúa el bypass o<br />
arreglando inmediatamente las dos primeras compuertas que dan acceso<br />
a los can<strong>al</strong>es de tamizado.<br />
2) Vaciado de todo el líquido contenido en el sistema mediante bombas<br />
ubicadas en el ecu<strong>al</strong>izador y que viertan hacia la s<strong>al</strong>ida. Limpieza<br />
posterior del estanque y reparación de compuertas.<br />
3) Vaciado del drenaje del desarenador, limpieza y reactivación del mismo.
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Planta de Tratamiento de aguas residu<strong>al</strong>es:<br />
4) Solicitar ofertas para reponer las bombas sumergidas de s<strong>al</strong>ida del<br />
ecu<strong>al</strong>izador y los aireadores con las siguientes características:<br />
3 bombas centrífugas vertic<strong>al</strong>es sumergidas donde cada una debe tener<br />
potencia ≤ 4.8 kW , H = 8 m, Q = 92 m 3 / h, veloc. = 1760 rpm.<br />
2 aireadores (superfici<strong>al</strong>es o sumergidos) con consumo ≤ 26,4 kW cada<br />
uno y que garanticen un suministro de 1350 kg O 2<br />
/ día.<br />
(Todos los equipos deben ser aptos para trabajar con 440 V, 60 Hz , 3Φ)<br />
Es importante revisar primero cu<strong>al</strong>es de estos equipos se encuentran aún<br />
en estado aceptable para funcionamiento, lo que evitará una compra<br />
innecesaria.<br />
5) Par<strong>al</strong>elamente se debe dar mantenimiento a las válvulas, cheques y<br />
tuberías que permiten ejecutar la s<strong>al</strong>ida definitiva de los residu<strong>al</strong>es luego<br />
de pasar por el ecu<strong>al</strong>izador.
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Planta de Tratamiento de aguas residu<strong>al</strong>es:<br />
Con la reactivación del sistema de pre-tratamiento como una PRIMERA<br />
ETAPA (de muy baja inversión), en la recuperación tot<strong>al</strong> de la Planta de<br />
Tratamiento, se logrará:<br />
Eliminar todos los sólidos groseros que actu<strong>al</strong>mente se descargan.<br />
Eliminar también la descarga de sólidos de menor tamaño que logran<br />
ser sedimentados en el desarenador.<br />
Medir, con cierta exactitud, los caud<strong>al</strong>es de vertimiento.<br />
Eliminar los picos de variación de pH <strong>al</strong> medio.<br />
Disminuir con la eliminación de sólidos y mediante la aireación simple<br />
más de un 30 % de la carga contaminante que actu<strong>al</strong>mente se descarga.
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Planta de Tratamiento de aguas residu<strong>al</strong>es:<br />
Zona de pre-tratamiento: cribado, desarenado y medición de caud<strong>al</strong>.
Medidas de PML sugeridas con influencia sobre<br />
la eficiencia productiva y el medio ambiente<br />
Planta de Tratamiento de aguas residu<strong>al</strong>es:<br />
Zona de pre-tratamiento: estanque de ecu<strong>al</strong>ización.
Imágenes del recorrido re<strong>al</strong>izado por<br />
las inst<strong>al</strong>aciones de la Cervecería<br />
Tínima, para la identificación n y<br />
ev<strong>al</strong>uación n de opciones de producción<br />
más s limpia, re<strong>al</strong>izada en Mayo 2002,<br />
en colaboración n estrecha entre<br />
especi<strong>al</strong>istas de la Cervecería a y<br />
equipo de trabajo del Punto Foc<strong>al</strong><br />
IIIA de la Red Nacion<strong>al</strong> de PML de<br />
Cuba, con apoyo de ONUDI.
Para ver un video sobre PML<br />
haga click sobre la pant<strong>al</strong>la negra