evaluación del comportamiento hidraulico un reactor uasb utilizado ...
evaluación del comportamiento hidraulico un reactor uasb utilizado ...
evaluación del comportamiento hidraulico un reactor uasb utilizado ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
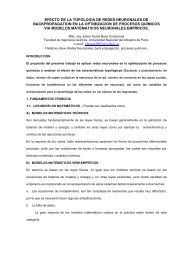
EVALUACIÓN DEL COMPORTAMIENTO HIDRAULICO UN REACTORUASB UTILIZADO PARA EL TRATAMIENTO DE AGUAS RESIDUALESDiana Arroyave Gómez, Maribel González Arteaga y Darío Gallego Suárez.Universidad Nacional de Colombia Sede Me<strong>del</strong>lín, Facultad de Minas.Calle 55 Nº 80-54 apto 523, margoiq@yahoo.com.Palabras claves: Comportamiento hidráulico, tipo de flujo, dispersiónResumen: El estudio fue realizado a partir de <strong>un</strong>a prueba detrazadores que incluyó la búsqueda y selección de <strong>un</strong>a sustanciatrazadora apta para la digestión anaerobia (LiCl). Mediante de laaplicación de tres mo<strong>del</strong>os para flujo real, Dispersión, Resnick ytanques en serie, se pudo concluir acerca <strong>del</strong> tipo de flujopredominante en el <strong>reactor</strong>. Se determinó también que losparámetros de diseño operacionales tales como la carga orgánicavolumétrica, la velocidad superficial no corresponden a valoresadecuadosIntroducción.En la actualidad, existe <strong>un</strong> gran problema en loque respecta a los sistemas implementados parael tratamiento de aguas residuales, ya que lamayoría de las veces estos sistemas no seencuentran en condiciones óptimas def<strong>un</strong>cionamiento, debido principalmente a que eldiseño y la operación no se realizaadecuadamente en la gran mayoría de los casos,lo que hace muy importante la evaluaciónconstante de los sistemas de tratamiento deaguas residuales para garantizar el logro de losobjetivos técnicos y económicos.Los <strong>reactor</strong>es (UASB) han sido ampliamenteusados para el tratamiento de aguas residualesde baja y alta carga orgánica, de naturalezasoluble y compleja (4). La operación de éstos sebasa en la actividad autorregulada de diferentesgrupos de bacterias que degradan la materiaorgánica y se desarrollan de manera continua,formando <strong>un</strong> lodo biológicamente activo dentro<strong>del</strong> <strong>reactor</strong>, siempre y cuando en el interior setenga <strong>un</strong> buen contacto con el agua residual y <strong>un</strong>tiempo de permanecía suficiente para alcanzar<strong>un</strong>a alta eficiencia en la remoción de materialorgánico biodegradable (10, 12). Para garantizar<strong>un</strong>a buena operación de este tipo de <strong>reactor</strong>es, esnecesario evaluar su <strong>comportamiento</strong> hidráulicocon el fin de identificar el tipo de flujo y losproblemas que lo afectan.En la Figura 1 se muestra <strong>un</strong> esquema <strong>del</strong> <strong>reactor</strong>UASB. Estudios realizados por Hulshoff y Lettinga(1988), identificaron diferentes zonas hidráulicasen <strong>un</strong> <strong>reactor</strong> UASB; en el lecho de lodo el flujoes tipo pistón, en el manto de lodo el<strong>comportamiento</strong> es turbulento y el flujo pue<strong>del</strong>legar a ser completamente mezclado y en laparte <strong>del</strong> sedimentador, el flujo es laminarparecido a flujo pistón.Este <strong>reactor</strong> tiene entonces <strong>un</strong> mo<strong>del</strong>o de flujopistón- mezcla completa- pistón y de <strong>un</strong>a formaglobal, este <strong>comportamiento</strong> se inclina mas haciaflujo completamente mezclado (2)Figura 1. Representación esquemática de <strong>un</strong> <strong>reactor</strong>UASB y la variación de la concentración de lodo con laaltura.GasGSLMantolechoAfluenteEfluenteMantoTransiciónLecho3Concentración de lodo (Kg/m )En este trabajo se presenta el estudio hidráulicopara determinar la distribución de flujo, tiemporeal de residencia y los parámetros de diseño de<strong>un</strong> <strong>reactor</strong> UASB. Finalmente se concluye acercade su desempeño actual con los parámetros dediseño que posee1. DESCRIPCIÓN DEL REACTOR UASBLa alimentación al <strong>reactor</strong> es tipo flauta, el aguaresidual que se trata entra y se distribuye por elfondo a través de cuatro anillos cada <strong>un</strong>o1
conformado por 7 boquillas. El <strong>reactor</strong> estáformado por <strong>un</strong>a primera cámara que tiene <strong>un</strong>aaltura de 2,64 m donde se encuentran seissondas o sitios de muestreo cada 0,5 m hasta<strong>un</strong>a altura de 2,5 m, las que se utilizan pararealizar el seguimiento de la variación de laconcentración de lodo en el <strong>reactor</strong> con el perfilde lodos. El resto de la altura lo constituye la zonade separación GSL. En la Tabla 1 se aprecia lasdimensiones <strong>del</strong> <strong>reactor</strong> en estudio.Tabla 1. Dimensiones <strong>del</strong> <strong>reactor</strong> UASBDimensionesMedidasLongitud ( m ) 9,0Ancho (m) 6,0Altura útil (m) 4,0Altura total (m) 4,45Area (m 2 ) 54,0Volumen útil (m 3 ) 216,0Volumen total (m 3 ) 240,0Caudal (L/s) 2,5Tiempo teórico deretenciónFuente : Universidad de Antioquia,199024hDel seguimiento de los perfiles de lodo <strong>del</strong> <strong>reactor</strong>en cuestión, se puede deducir que el lodobiológico es granular y que el <strong>reactor</strong> cuenta con<strong>un</strong> exceso exagerado de lodo que no esnecesario para obtener <strong>un</strong>a buena producción debiogás y por el contrario interfiere en el<strong>comportamiento</strong> hidráulico. (1)2. Metodología2.1 Metodología ExperimentalDebido a que el estudio hidráulico <strong>del</strong> <strong>reactor</strong> es<strong>un</strong>a descripción casi exacta de lo que sucede anivel de distribución de flujo en su interior, esnecesario que a la hora de realizarlo existacontinuidad en el proceso para garantizar que losresultados de la evaluación hidráulica, seanconfiables y permitan conocer a ciencia cierta losfactores hidrodinámicos que lo afectan. Con elpropósito de que esto se cumpliera fue necesariomontar <strong>un</strong> sistema de alimentación alterna queproporcionara <strong>un</strong> caudal casi constante durante eltiempo que duró la prueba.2.1.1 Prueba de trazadores.Para realizar el estudio hidráulico <strong>del</strong> <strong>reactor</strong>UASB, se montó <strong>un</strong>a prueba de trazadores (9). Elprocedimiento consistió en inyectar 240 gr de LiCldisuelto en 3 l de ácido acético al <strong>reactor</strong>(volumen 240 m 3 y <strong>un</strong> flujo de 2.5 l/s) por mediode <strong>un</strong>a dosis instantánea correspondientes a0,177 mgLi + /L asumiendo, según lo predichoteóricamente, que el <strong>reactor</strong> tiene <strong>un</strong> predominiode mezcla completa. Se seleccionó el LiCl comotrazador porque el litio es <strong>un</strong> elemento inerte paralas bacterias metanogénicas a concentracionesmenores de 1 g/l. Se adicionó 2 ml de ácidonítrico a las muestras, para preservarlas hasta suposterior análisis (2). Se determino laconcentración de trazador a la salida duranteintervalos de tiempo iguales (1 h) por dos tiemposde residencia teóricos. El método de análisis<strong>utilizado</strong> para la determinación de Li + fue el deespectrofotometría de absorción atómica.Tres condiciones que se tuvieron en cuenta porser necesarias más no suficientes para garantizarel éxito de la prueba fueron: operación continua<strong>del</strong> <strong>reactor</strong> durante los 48h que duró la prueba, nohubo recirculación de líquido y caudal constante(2.5L/s).2.2 Metodología de cálculoCon los datos de concentración de trazadorobtenidos, se realizó <strong>un</strong>a serie de cálculos paraobtener las f<strong>un</strong>ciones y curvas de distribución deflujos y tiempos de residencia.Se determinaron los valores de E(t), F(t) y 1-F(t),y sus respectivas f<strong>un</strong>ciones de distribuciónadimensionales E(θ), F(θ) y C(θ),. Estas f<strong>un</strong>cionesde distribución se utilizaron para evaluar el tipo deflujo <strong>del</strong> <strong>reactor</strong> por medio de los siguientesmo<strong>del</strong>os: Dispersión, Tanques en serie (9) y elmo<strong>del</strong>o de Wolf y Resnick (1963).Se evaluaron también parámetros de diseñocomo son la carga orgánica volumétrica, la cargahidráulica volumétrica y la velocidad superficialpromedio <strong>del</strong> fluido. Al comparar estos valorescon los recomendados por la bibliografía paraeste tipo de <strong>reactor</strong>es, se pudo comprobar elcumplimiento de dichas relaciones y sucontribución al diseño. El estudio se completó conel valor <strong>del</strong> porcentaje de trazador recuperadoque se puede determinar por medio de <strong>un</strong>balance de material para esta sustancia.3. Resultados y Discusión3.1 Curvas de distribuciónCurva C(t). La distribución de la concentración<strong>del</strong> trazador en el efluente <strong>del</strong> <strong>reactor</strong> UASB seaprecia en la Figura 5.14.2
Figura 2. Distribución de la concentración <strong>del</strong> trazadoren el efluente <strong>del</strong> <strong>reactor</strong> UASB.C (mg Li +/ L)0,120,10,080,060,040,0200 5 10 15 20 25 30 35 40 45 50 55Tiempo (h)Tabla 2. Parámetros obtenidos para la curva dedistribución de concentraciones de trazador en elefluente <strong>del</strong> <strong>reactor</strong>.ParámetrosValorVarianza 213,7Tiempo de residencia24,0teórico (h)varianza adimensional 0,371A<strong>un</strong>que la cantidad de datos obtenidosexperimentalmente describe <strong>un</strong>a tendenciadefinida de la curva de concentraciones, si sehubieran tomado muestras en intervalos detiempo menores, posiblemente se habríaapreciado <strong>un</strong>a concentración máxima de trazadormayor que la que se observó.En la Figura 2 se puede apreciar que cumplir dostiempos de residencia teóricos (48 h) no fuesuficiente para que alcanzara a salir la totalidad<strong>del</strong> trazador, es decir, se observa <strong>un</strong>a cola largadecreciente al final pero con <strong>un</strong>a tendencia muylenta a cero, lo que hace pensar que el tiempo deresidencia real <strong>del</strong> <strong>reactor</strong> es mucho mayor que elteórico calculado, debido a factores de flujo que loalejan de la idealidad como se analizaráposteriormente. Otro aspecto importante aconsiderar es que la concentración máxima detrazador (0,0953 mg/L) se obtiene muyrápidamente y mucho antes de cumplirse dostiempos de residencia teóricos que era loesperado según trabajos realizados por Avella(2001); Sin embargo este valor a pesar de ser elmáximo, fue mucho menor que esperadoteóricamente (0,177 mg/L).Para los primeros valores de tiempo, laconcentración de trazador va aumentandoprogresivamente desde cero como escaracterístico de <strong>un</strong> <strong>reactor</strong> real que presenta <strong>un</strong>acombinación de flujo pistón y mezcla completa.Así mismo se puede observar que no solamenteexiste el pico de máxima concentración, sino quedespués de haberse obtenido <strong>un</strong>a concentraciónde 0,455 mg/L de trazador en la hora 13, para lahora 14 este valor se incrementa <strong>un</strong> pococreando otro pequeño pico que teóricamente da<strong>un</strong>a idea de la presencia de cortocircuitos.Curva E. La distribución <strong>del</strong> tiempo en que salecada elemento de fluido <strong>del</strong> <strong>reactor</strong> esdenominada por Levenspiel (1999) como laf<strong>un</strong>ción de distribución de edad <strong>del</strong> efluente ocurva E. Si el caudal permanece constante, E(t)se puede definir de la siguiente manera(8):Ct ()Et () = =∞Ctdt ()∫0∑CiC∆tii(1)La curva E tiene como restricción que el fluidosolo entre y salga <strong>del</strong> <strong>reactor</strong> <strong>un</strong>a vez (Avella,2001).Figura 3 Curva de distribución de edades de trazadora la salida <strong>del</strong> <strong>reactor</strong> UASB.E ( h -1 )0,060,050,040,030,020,0100 5 10 15 20 25 30 35 40 45 50 55Tiempo (h)Curva F. La curva F se utiliza para describir laconcentración acumulativa de la sustanciatrazadora a la salida ( midiendo la concentraciónen el <strong>reactor</strong> en f<strong>un</strong>ción de su concentracióninicial (C/Co)) (8).Para <strong>reactor</strong>es con flujo no ideal y cuando lasconcentraciones están dadas por <strong>un</strong> número finitode p<strong>un</strong>tos, el caudal es constante y los <strong>un</strong>os ∆t ison iguales, se tiene que:Ft () =n∑i=1f∑i=1CCii(2)En la Figura 4 se aprecia la representacióngráfica de la distribución <strong>del</strong> porcentaje detrazador que ha salido en <strong>un</strong> tiempo t conrespecto a la cantidad de trazador que alcanzó asalir y no con respecto a la cantidad totalinyectada, y por eso el valor final de F(t) es 1. Es3
importante resaltar que esta curva representa <strong>un</strong>adistribución y no <strong>un</strong> balance de material.Figura 4. Distribución de la fracción de trazador a lasalida <strong>del</strong> <strong>reactor</strong> UASBF10,80,60,40,200 4 8 12 16 20 24 28 32 36 40 44 48 52Tiempo(h)Como es lógico el <strong>comportamiento</strong> de 1-F(t) esanálogo al de la Figura 4Figura 5 Distribución <strong>del</strong> trazador remanente en el<strong>reactor</strong> para cualquier tiempo t.1-F1,110,90,80,70,60,50,40,30,20,100 4 8 12 16 20 24 28 32 36 40 44 48 52Tiempo (h)La forma de esta curva al igual que la de laFigura 4 no dependen de las condiciones decontorno, es decir, <strong>del</strong> tipo de flujo que predomineen el <strong>reactor</strong> sino más bien de los problemashidráulicos, tales como cortocircuitos,recirculaciones o zonas muertas.3.2 Análisis Cualitativo de la tendencia de lacurva de concentración de trazador.Los principales parámetros que se tienen encuenta para el análisis de la tendencia de la curvason:t i = 1h: tiempo inicial desde que se aplica eltrazador hasta que aparece en el efluente.t p = 5h: tiempo modal, tiempo para lapresentación de la máxima concentraciónt o = 24h: tiempo medio de retención teórico.t m =36h: tiempo mediano, corresponde al paso <strong>del</strong>50% <strong>del</strong> trazador.t c = 11.5h: tiempo en que la concentración esmayor que Cp/2.t b = 1h: tiempo en que la concentración es mayorque Cp/10.C o : concentración inicial de trazador.C p = 0.0953mg/L: concentración máxima a lasalida.Las relaciones de estos tiempos con el tiempoteórico de residencia sirven para hacer <strong>un</strong>análisis cualitativo detallado de la tendenciade la curva.(1).Tabla 3. Relaciones de tiempos experimentales conrespecto al tiempo teórico para el análisis de latendencia de la curva de distribución de trazador.t it0= 0.042R>0.3 indica cortocircuitos.R= 1 para flujo en pistón.R= 0 para flujo mezclado.R< 1, indica cortocircuitos.R>1 indica acumulaciones det la sustancia trazadora, lasm= 1.500 cuales abandonan lentamentet0a largando la ramadescendente de la curva deconcentración.R ≈ 0, indica el predominio det pflujo mezclado.= 0.208 Rt≈ 1 y t i /t o >0,5, se puede0afirmar que existe elpredominio de flujo pistón.t ct0t bt0. e == 0479= 0.0427 .160Para <strong>un</strong> <strong>reactor</strong> completamentemezclado esta relación es0,693 ó mayor.En el caso de flujo a pistón seaproximará a la razón <strong>del</strong>tiempo de inyección ∆t o /t o ypara el flujo mezclado será deorden 2,3.El valor de e es igual a 0 paraflujo pistón y mayor que 2,3para flujo mezclado.3.3 Mo<strong>del</strong>os matemáticos para flujo real.Para el estudio de los diferentes mo<strong>del</strong>os esconveniente medir el tiempo θ en f<strong>un</strong>ción <strong>del</strong>tiempo medio de residencia, y cada <strong>un</strong>a de lasf<strong>un</strong>ciones de distribución, en f<strong>un</strong>cion deθ si sondivididas por t m (9).tm∞∫tE()t dt0= ≈∞Etdt ()∫0∑∑tθ = (3.1 )tmCt∆ti iC∆tii(3)3.3.1 Mo<strong>del</strong>o de dispersión. El grado dedispersión <strong>del</strong> flujo, se puede cuantificar pormedio <strong>del</strong> coeficiente de dispersión D y el4
número de dispersión D/uL y lavarianza(Levenspiel, 1989).Un D/uL alto, significa <strong>un</strong>a dispersión rápida <strong>del</strong>trazador, indicando presencia de flujo mezclado,(D/uL>0,01).Un D/uL bajo, significa <strong>un</strong>a dispersión lenta,(D/uL < 0,01)Un D/uL = 0, significa que no hay dispersión, porconsiguiente predomina el flujo en pistón.222 ∑( ti −tm)Ci∆ti ∑ti Ci∆ti2σ = ≈ −t(4)mC∆t C∆t∑∑i i i i22 σσ θ = (5)2t mCuando el grado de dispersión es grande, seutiliza la siguiente expresión.2 2 −( ul / D)σ θD uL D uL e= 2( / ) −2( / ) (1 − ) (6)llevando a cabo <strong>un</strong> procedimiento iterativo comolo recomienda (9), partiendo de <strong>un</strong> valor semillade 0.1855, se obtiene <strong>un</strong> D/uL= 0.245 que seconsidera grande indicando que el flujo presenta<strong>un</strong>a marcada tendencia a mezcla completa(dispersión grande).En la Figura 6 se graficaron superpuestas lacurva de C(θ) para el <strong>reactor</strong> real y la curva deC(θ) según el mo<strong>del</strong>o de dispersión; se apreciaque la real esta mas dispersa que la predicha porel mo<strong>del</strong>o. Esta dispersión se debe posiblementea que por el exceso de lodo que presenta el<strong>reactor</strong>, disminuye el espacio disponible para lacirculación <strong>del</strong> líquido y aumenta el proceso demezcla que implica <strong>un</strong>a redistribución <strong>del</strong> líquido,ya que por <strong>un</strong> número indeterminado de vecesdurante el paso <strong>del</strong> flujo a través <strong>del</strong> <strong>reactor</strong>, secrean turbulencias que al aumentar hacen que elflujo sea a<strong>un</strong> mas disperso y viceversa.Figura 6 Comparación de la curva de concentraciónexperimental y el mo<strong>del</strong>o de dispersión grande.C( )2,72,42,11,81,51,20,90,60,30Curva experimentalCurva según mo<strong>del</strong>o0 0,3 0,6 0,9 1,2 1,5 1,8 2,1t/to3.3.2 Mo<strong>del</strong>o De Wolf Y Resnick. EL mo<strong>del</strong>opropuesto por David Wolf y William Resnick(1963) està descrito por la siguiente expresión.− Ft = e t> ε (7)−β(( t−ε)/ t )1 ( ) m;El mo<strong>del</strong>o da <strong>un</strong>a primera aproximación al tipo deflujo, analizando los valores experimentales quetoma β y ε en la ecuación que dependen de lascaracterísticas hidráulicas que se hayanencontrado predominantes para describir el<strong>comportamiento</strong> <strong>del</strong> <strong>reactor</strong>.En este caso los valores obtenidos para β y εfueron 3.1985 y 0.065 respectivamente. Según laclasificación de Resnick y Wolf (1963), Al ser β>1y ε>0 el <strong>reactor</strong> en estudio presenta predominiode mezcla con flujo pistón La curva según elmo<strong>del</strong>o se superpone con la curva de datosexperimentales para observar el ajuste.Figura 7 Comparación de curva de fracción remanenteexperimental con la <strong>del</strong> mo<strong>del</strong>o de Wolf y Resnikc.1-F1,210,80,60,40,2Curva según mo<strong>del</strong>oCurva experimental00 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 2,2 2,4t/toEl mo<strong>del</strong>o matemático permite cuantificar elporcentaje de flujo piston (P), Mezcla completa(M), y zonas muertas (m e ), que se presentan en laoperación normal <strong>del</strong> <strong>reactor</strong> a partir deparámetros como ϕ y Tanα para cuyo calculo sesigue el siguiente procedimiento:Se grafican los valores de la fracción remanenteexperimentales (1-F) en escala semilogarítmicaen f<strong>un</strong>ción <strong>del</strong> tiempo adimensional (t/t o ).5
Figura 8. Determinación de los parámetros tanα y θ<strong>del</strong> mo<strong>del</strong>o de Wolf y Resnick.log [1-F]0,10,0110 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 2,2t/toSe traza la línea tangente en el p<strong>un</strong>to donde lacurva se empieza a volver vertical. Para trazar lalínea tangente en el mejor p<strong>un</strong>to, fue necesarioevaluar la tendencia lineal de los últimos valoresy a partir <strong>del</strong> coeficiente de correlación,seleccionar el p<strong>un</strong>to en el que verdaderamenteempieza a comportarse linealmente la parte finalde la curva. Si esta línea empezara antes avolverse vertical el valor de tanα seria menorporque aumentaría la diferencia entre los p<strong>un</strong>tosde corte ( Y=1 y Y=0,1). Así mismo si se trazarala línea tangente en p<strong>un</strong>tos donde es másevidente la tendencia vertical, el valor de tanαpodría aumentar demasiado.En la Figura 8 se aprecia que la línea se empiezaa volver vertical a partir de <strong>un</strong> valor de t/to igual a1,79. Si se traza la tangente en este p<strong>un</strong>to, seobserva que el corte con log(1-F) = 1 es 1,24 y elvalor de corte con log(1-F) = 0,1) es 1,7.De la Figura 8 se halló <strong>un</strong> valor de θ igual a0,0416 y <strong>un</strong>a tanα de 2,174, con estos resultadospueden determinarse los demás parámetros parael mo<strong>del</strong>o de Wolf y Resnick, el porcentaje demezcla completa, pistón y zonas muertas en elinterior <strong>del</strong> <strong>reactor</strong>, que se aprecian en la Tabla5.10.Tabla 4. Parámetros <strong>del</strong> mo<strong>del</strong>o de Wolf y Resnick.ParámetrosValoresθ 0,0416tanα 2,174P 0,1721.m e 0,6221M 0,3126En el cálculo de los parámetros anteriores se tuvoen cuenta la presencia de corto circuitosindicados por la formación de <strong>un</strong> pequeño picoposterior al pico inicial. El porcentaje decortocircuitos fue 36 % y se determinó con lafracción de área bajo la curva <strong>del</strong> primer picosobre el área total.Como puede observarse existe <strong>un</strong> factordeterminante que aleja el flujo de la idealidad y esel porcentaje de zonas muertas que esconsiderablemente grande (62,21 %), indicandoque el trazador tiene <strong>un</strong>a alta probabilidad dequedarse atrapado dentro <strong>del</strong> <strong>reactor</strong> en <strong>un</strong>volumen que no es útil y que corresponde alespacio que no esta disponible para el flujo <strong>del</strong>íquido porque es ocupado por el exceso de lodo.Una vez mas confirmamos que el tiempo deresidencia experimental es mucho mayor que elteórico y por esto el trazador no alcanzó a salir ensu totalidad.El flujo pistón correspondiente a <strong>un</strong> porcentaje de17,21 %, puede estarse dando en el fondo don<strong>del</strong>a concentración <strong>del</strong> lodo es mayor, sin embargoademás <strong>del</strong> flujo pistón, esta alta concentración yla gran cantidad de materia inerte conformada porel lodo muerto acumulado y arena se convierte enel mayor porcentaje de zonas muertas queocasionan que parte <strong>del</strong> agua quede atrapadatemporalmente impidiendo el paso <strong>del</strong> trazadorhacia la salida y por ende que el volumen útildisminuya en mas de <strong>un</strong> 50%.Los porcentajes cuantificados por medio de estemo<strong>del</strong>o, revelan el predominio de mezclacompleta debida principalmente a las burbujas debiogás que se forman en el lecho y a laturbulencia que se genera por el paso <strong>del</strong> líquidoa través <strong>del</strong> poco espacio disponible.3.3.3 Mo<strong>del</strong>o De Tanques En Serie. Estemo<strong>del</strong>o supone que el <strong>reactor</strong> se puederepresentar por varios tanques de mezclacompleta ideales <strong>del</strong> mismo tamaño en serie (9).Si el número de tanques es grande, el flujo serámas aproximado a <strong>un</strong> flujo pistón. Por el contrario,si el número de tanques es pequeño, larespuesta se aparta considerablemente de dichoflujo y se inclina mas hacia mezcla completa (9).∞ 2 N ( N −1)−Nθ2 θ N θ e dθ1σ θ = ∫−1= (8)N −1 !N0( )de donde N ≅ 3. Como el número de <strong>reactor</strong>esformado por la serie es muy pequeño, se deduceque el <strong>comportamiento</strong> <strong>del</strong> UASB se aleja <strong>del</strong>de <strong>un</strong> <strong>reactor</strong> pistón de flujo continuo.En la Figura 9 se muestra la comparación de ladistribución de edades <strong>del</strong> trazador en el efluenteentre el mo<strong>del</strong>o de tanques en serie y los valoresexperimental. En cuanto a la curva según elmo<strong>del</strong>o, se aprecia que es semejante a la6
experimental, siendo la <strong>del</strong> mo<strong>del</strong>o mucho massuave porque el pico de máxima concentraciónaparece en <strong>un</strong> tiempo dos veces mayor que el <strong>del</strong>a curva experimental en la que se observa <strong>un</strong>pico muy pron<strong>un</strong>ciado para los primeros valores.Figura 9. Comparación de las curvas de distribución deedades <strong>del</strong> trazador experimentales en el efluente <strong>del</strong>UASB y la <strong>del</strong> mo<strong>del</strong>o de Tanques en Serie.E( )1,51,20,90,60,3Flujo RealMo<strong>del</strong>o de tanques en00 0,3 0,6 0,9 1,2 1,5 1,8 2,1t/toLos resultados obtenidos por los tres mo<strong>del</strong>os deflujo real, permiten concluir que el <strong>reactor</strong>presenta <strong>un</strong>a gran tendencia a comportarsehidráulicamente como mezcla completa según lopredicen teóricamente en sus estudios Lettinga etal (1988) lo que indica que la metodologíautilizada permitió obtener buenos resultados.3.4 Balance de material para el trazador.Para <strong>un</strong> elemento de trazador, el balance demasa está dado por (11):Entrada=Salida+ Acumulación (9)Por medio de este balance se llega a la ecuación10 que representa el porcentaje de trazadorrecuperado en cada hora.∑QCi∆tii% recuperado =(10)CoVTlos valores obtenidos se grafican para observar lacurva de tendencia.Figura 10. Porcentaje de trazador Recuperado durantela prueba de trazadores.% Recuperado10 09080706050403020100y = -0,0173x 2 + 2,0738x - 1,8282R 2 = 0,99850 3 6 9 12 15 18 21 24 27 30 33 36 39 42 45 48 51tiempo (h)La Figura 10 representa el balance de materialpara el trazador e indica el porcentaje que enrealidad salió (correspondiente a <strong>un</strong> 60%únicamente). Como se mostró anteriormente, <strong>un</strong>aconcentración exagerada de lodo provoca que elflujo dentro <strong>del</strong> <strong>reactor</strong> no esté bien distribuido yque el trazador no haya logrado salir en sutotalidad durante las 48 horas que duró el estudiohidráulico, debido a que esta sustancia quedoretenida en alg<strong>un</strong>as zonas de mayorconcentración de lodo. Según la ecuación querepresenta tendencia de la curva, se puedecalcular que el trazador podría terminar de saliren aproximadamente 120 horas,correspondientes a 5 días que es <strong>un</strong> tiempodemasiado largo y no tiene sentido a la hora deevaluar la eficiencia de <strong>un</strong> equipo.3.5 Parámetros de diseño de <strong>un</strong> <strong>reactor</strong> UASBCarga orgánica volumétrica. Para desechosindustriales se usan cargas orgánicasvolumétricas límites de diseño de 15 a 20KgDQO/m 3 d (13).Q * SLo = =1,71 KgDQO/m 3 d (11)V TEs evidente que la carga orgánica volumétricaactual es mucho menor que la que se podríaalcanzar en condiciones ideales (lodo granular enconcentraciones normales).para lograr <strong>un</strong>a carga orgánica alta, el caudaltendría que ser muy alto y se correría el riesgo <strong>del</strong>avar el <strong>reactor</strong> por la excesiva cantidad de lodopresente en el <strong>reactor</strong>. Simultáneamente de estaexpresión se puede deducir que con <strong>un</strong>a cargaorgánica volumétrica como la máximarecomendada por la bibliografía (20 KgDQO/m 3 d)y con <strong>un</strong> tiempo de residencia tan prolongadocomo el que se tiene realmente se obtendría <strong>un</strong>aremoción de sustrato hasta de 10 veces la que selogra actualmente.7
Carga hidráulica volumétrica.Experimentalmente, se ha determinado que lacarga hidráulica volumétrica no debe sobrepasarlos 5 m 3 /dm 3 (3).3Q mLh = = 1 (12)3V m * dTEl valor obtenido es menor que el valor límite loque indica que la remoción se da lentamentedebido a problemas de flujo mas que almecanismo de la digestión anaerobia. El tiempode retención hidráulico en realidad es mayor queel teórico, indicando que por ser la cargahidráulica demasiado pequeña, el fluidopermanece dentro <strong>del</strong> <strong>reactor</strong> <strong>un</strong> tiempoexageradamente mayor que el estrictamentenecesario para que se de <strong>un</strong>a remoción eficiente.Se puede decir entonces que existe en el <strong>reactor</strong><strong>un</strong> alto porcentaje de factores que afectan oretardan el flujo y por ello no se trata la cantidadde agua que se podría tratar. Los factoresmencionados anteriormente indican que elsistema esta siendo sub<strong>utilizado</strong> en cuestión decaudal y por ende, en carga hidráulica.Carga superficial. Con el fin de prevenir ellavado, es necesaria <strong>un</strong>a tasa de flujo ascendentemás baja que la velocidad de sedimentación <strong>del</strong>lodo.Se recomienda para el lodo granular, que el valormedio puede estar entre 1 y 3 m/h, siendo en laparte baja <strong>del</strong> <strong>reactor</strong> menor o igual que 1 m/h (2)QQ H HVs 24 ⎛ ⎞= = ⎜ ⎟ ⋅ = 0.166m/ hA ⎝ 24 ⎠ V 24 ⋅t= (13)TOComo se puede observa, esta Velocidad es muybaja comparada con la referencia. Para el lodogranular que se tiene, podría ser mas alta y estocoincide con la baja carga hidráulica. Si la cargahidráulica aumentara hasta el máximo valor(5m 3 /dm 3 ), la velocidad superficial aumentaríacomo se muestra a continuación.Vs= 0.83 m/hEsto representaría <strong>un</strong> aumento <strong>del</strong> 80% en lavelocidad, inclusive en el fondo <strong>del</strong> <strong>reactor</strong>.Debido a la alta cantidad de lodo, se puedeafirmar que el hecho de aumentar esta velocidadconstituye <strong>un</strong> alto riesgo para la operación <strong>del</strong><strong>reactor</strong> pues el lodo podría ser impulsado por ellíquido hasta salir en el efluente, ocasionando ellavado <strong>del</strong> <strong>reactor</strong>. En este caso, debido a que setiene <strong>un</strong>a alta cantidad de lodo, la velocidad nopuede ser mayor pero si se quisiera mejorar elrendimiento en la operación, podría disminuirse laconcentración de lodo para poder aumentar lavelocidad superficial hasta en <strong>un</strong> 80 %. Para laparte <strong>del</strong> <strong>reactor</strong> en que la concentración de lodoes menor, la velocidad puede ser a<strong>un</strong> muchomayor que el valor que se tiene actualmente (hasta 1 y 3 m/h). Sin embargo también se debetener en cuenta que la carga hidráulica no debeser muy alta para que el <strong>reactor</strong> pueda soportarmayores cargas orgánicas y se de <strong>un</strong>a buenaremoción según lo recomienda la bibliografía.Sistema de alimentación. Para utilizar lacapacidad de retención <strong>del</strong> lodo adecuadamente,es importante garantizar <strong>un</strong> contacto óptimo entreel lodo y el agua residual, con el fin de prevenir lacanalización <strong>del</strong> agua residual a través <strong>del</strong> mantode lodos y evitar la formación de zonas muertas(5).La densidad de p<strong>un</strong>tos de alimentación dependetanto <strong>del</strong> tipo de lodo, como de la temperatura (4).Como el <strong>reactor</strong> está operando a <strong>un</strong>a temperaturaadecuada, consideramos que este no era <strong>un</strong>factor limitante para la distribución de laalimentación, sin embargo el tipo de lodo si lo esy por ello adoptamos este criterio para hacerdicha evaluación.El <strong>reactor</strong> cuenta con <strong>un</strong> dispositivo a la entradaconformado por cuatro anillos de 7 orificios cada<strong>un</strong>o, lo que suma en total 28 orificios encargadosde distribuir la alimentación en el <strong>reactor</strong>. Si elárea total <strong>del</strong> <strong>reactor</strong> es 54 m 2 , él numero deorificios por <strong>un</strong>idad de alimentación por <strong>un</strong>idad deárea A es igual a 0,52 Nº/m 2 y su inverso 1/A es1,92 m 2 /Nº. Para <strong>un</strong> lodo granular como el quese tiene y <strong>un</strong>a carga orgánica volumétrica deaproximadamente 1,71 KgDQO/m 3 d, el valor de larelacion deberia estar entre 0,5-1 según lorecomiendan Hulshoff et al. (1989) referenciadopor Arroyave et al, (2004),es decir, el valor de larelación debería ser menor según y para ello elnúmero de orificios dede ser. Idealmente elnúmero de orificios para cumplir las relacionesteóricas debería ser de 54 a 108.Según lo dicho anteriormente los problemas dedistribución de flujo y variación de caudal a lasalida revelados por el estudio hidráulico, sepueden presentar en parte, porque el <strong>reactor</strong> nocuenta con la cantidad de orificios dealimentación que debería tener y por ende ladistribución no es tan eficiente. Una buenadistribución <strong>del</strong> afluente puede afectarfavorablemente el lecho <strong>del</strong> lodohomogeneizando la concentración de ST amedida que aumenta la altura, es decir, podríahacer que la concentración de lodo en cadasonda fuera constante contrarrestando así laszonas muertas que se crean mas que todo en elprimer nivel por el apelmazamiento <strong>del</strong> lodo. Unamala distribución <strong>del</strong> flujo a la entrada además deprovocar variaciones de caudal, hace que el fluido8
circule en mayor cantidad por alg<strong>un</strong>as zonas y enotras se retrace e inclusive se estanque.4 .Conclusiones• Existe <strong>un</strong> factor que aleja el flujo de laidealidad y es el porcentaje de zonas muertas quees considerablemente grande, lo que indica queel trazador tiene <strong>un</strong>a probabilidad <strong>del</strong> 60% deretrazar su salida; trayendo como consecuenciaque éste no alcance a salir en su totalidaddurante la prueba y por consiguiente el estudiohidráulico esté limitado.• Los mo<strong>del</strong>os para flujo real y la tendencia <strong>del</strong>a curva de concentraciones hacen pensar que el<strong>reactor</strong> aún con problemas tan grandes de flujocomo son los cortocircuitos y las zonas muertas,se comporta más como mezcla completa quecomo pistón.• A pesar de que los tres mo<strong>del</strong>os indican lamisma tendencia <strong>del</strong> <strong>comportamiento</strong> hidráulico<strong>del</strong> <strong>reactor</strong>, se observa que el mo<strong>del</strong>o que mejorse ajustó fue el de Tanques en serie. Estearrojó que el <strong>reactor</strong> real se puede representarpor medio de sólo tres <strong>reactor</strong>es ideales demezcla completa.• De la evaluación de los parámetros dediseño, se puede concluir que los problemashidráulicos están involucrados con aspectos comola mala distribución <strong>del</strong> caudal a la entrada debidaal exceso de lodo y al limitado sistema dealimentación.• El efecto <strong>del</strong> diseño sobre el f<strong>un</strong>cionamiento<strong>del</strong> <strong>reactor</strong> es proporcional al exceso de lodo. Esdecir, los problemas hidráulicos se disminuiríanconsiderablemente si se optimizara la cantidad <strong>del</strong>odo.• la evaluación de los parámetros de diseñomencionados, revela que si se le hacen lasmejoras correspondientes al caudal dealimentación podría aumentar hasta tres vecesmás.(2)• La metodología propuesta para evaluarhidráulicamente el <strong>reactor</strong> UASB permitió obtenerresultados lógicos y confiables; sin embargo ehecho de que el trazador no saliera en sutotalidad limito la prueba5. Recomendaciones• Debido al exceso de lodo presente en el<strong>reactor</strong> se recomienda extraer lodo para mejorarde esta forma, el f<strong>un</strong>cionamiento hidráulico, laproducción de gas y evitar la excesiva perdida deSSV en el efluente. Una cantidad apropiada deeste lodo con la actividad que presenta,permitiría el f<strong>un</strong>cionamiento a altos caudales,velocidades de carga orgánica (CVO),disminuyendo así el tiempo de residencia yaumentando la eficiencia <strong>del</strong> proceso biológico.• Una buena herramienta para realización de<strong>un</strong>a extracción o purga de lodo sería determinarla actividad metanogénica específica (AME) enf<strong>un</strong>ción de los SSV de cada <strong>un</strong>o de los sitios demuestreo <strong>del</strong> <strong>reactor</strong>, lo que indicaría de <strong>un</strong>aforma mas clara la relación entre la actividad y elcontenido de sólidos. Determinando así la capamenos activa y por lo tanto la zona más apta parala purga.• Para <strong>un</strong> estudio hidráulico más completo, serecomienda aplicar la metodología propuesta acada zona para obtener el perfil de flujo ycompararlo con el <strong>comportamiento</strong> global. Estopermitiría observar cual es la zona que aportamayores problemas hidráulicos al <strong>reactor</strong>.• Para <strong>un</strong> buen desarrollo de la prueba detrazadores, es necesario además de seleccionarcorrectamente el trazador contar con la cantidadapropiada y dar <strong>un</strong> tiempo considerablementemayor que el teórico de residencia para garantizarque todo el trazador alcance a salir en sutotalidad• El trazador se debe inyectar en <strong>un</strong> p<strong>un</strong>to demezcla a la entrada para evitar que se estanquedesde el principio en <strong>un</strong>a zona donde no hayabuena distribución.• Se recomienda hacer simultáneamente elmuestreo y el análisis de la sustancia trazadorapara hacer <strong>un</strong> balance de material que permitaconocer a ciencia cierta el instante en que terminade salir el trazador y por ende hasta que p<strong>un</strong>to sedebe muestrear.• La variación <strong>del</strong> caudal a la entrada tampocoes favorable para el proceso. Se debe evitarinterrupciones muy prolongadas en laalimentación para no desestabilizar el flujo yobtener <strong>un</strong> porcentaje de remoción siempre<strong>un</strong>iforme.• El número de boquillas a la entrada se podríaduplicar para mejorar la distribución <strong>del</strong> flujo através de toda el área disponible. A la vez <strong>un</strong>abuena distribución <strong>del</strong> flujo, ayudaría ahomogeneizar la concentración de lodo en cadazona para evitar apelmazamientos que generanzonas muertas.NOMENCLATURAC i : Concentración de trazador en cualquierinstante t, mg/lE: Edad <strong>del</strong> fluido a la salidam e : Fracción de espacios muertos.M: Fracción de flujo mezcla completa.P : Fracción de flujo pistón.Tanα : Pendiente de la recta ajustada para <strong>un</strong>ciclo (logarítmico) de datos.ϕ : Fracción <strong>del</strong> tiempo en el que el trazadorempieza a presentarse en el efluente <strong>del</strong> <strong>reactor</strong>.9
θ: Tiempo adimensionalσ 2 : Cuadrado de la amplitud de la distribucióno varianza, h 2σ 2 θ: Varianza adimensional.β: Parámetro que indica eficiencia en elmo<strong>del</strong>o de Resnick y Wolfε: Parámetro <strong>del</strong> mo<strong>del</strong>o de Resnick y WolfBIBLIOGRAFIA1. Arroyave D, González M, (2004). “Evaluación DelComportamiento Hidráulico Un Reactor UASBUtilizado Para El Tratamiento De Aguas Residuales”.Me<strong>del</strong>lín,. Tesis de grado (Ingeniero Químico)Universidad Nacional de Colombia. Facultad de Minas.Escuela de Procesos y Energía.11. Metcalf And Eddy, (1995). Ingeniería de las aguasresiduales. En :Tratamiento vertido y reutilización. McEd McGraw Hill Volumen 2. New York.12. Soto M, Méndez R, Lema J, (1993). Methanogenicand non-methanogenic activity tests. Theoretical basisand experimental set up. En: Water Research. Volume27, Number 8. Pp 1361-1376.13. Souza E.M, (1986) Criteria for the utilizacion designand operation of UASB <strong>reactor</strong>s. En: Post conferenceinternational seminar on anaerobic treatment in tropicalCo<strong>un</strong>tries, Sau Pauli. Brazil.14. Universidad De Antioquia, (1990). Manual def<strong>un</strong>cionamiento y puesta en marcha de los <strong>reactor</strong>esUASB planta san pedro. 1990.2. Avella G, (2001). Evaluación <strong>del</strong> <strong>comportamiento</strong>hidrodinámico de <strong>un</strong> <strong>reactor</strong> UASB y su influencia en laremoción de materia. Cali.Tesis de grado (M.Sc.ingeniería sanitaria y ambiental). Universidad <strong>del</strong> Valle.Facultad de ingeniería. Postgrado en ingenieríasanitaria y ambiental.3. Chernicharo C, Machado R, (1997). Feasibility OfThe UASB/Af System for Domestic Sewage Treatmentin Developing Co<strong>un</strong>tries. En: Water Science andTechnology, Volume 38, Number 8-9. Pp. 325 – 332.4. Hulshoff L, Lettinga G, (1984). New Technologies forAnaerobic Wastewater Treatment. En: Water Scienceand Technology, Volume 18, Number 12, p 41-53.5. Hulshoff L, Lettinga G, (1988). Process design forvarios type of waste water. Departament ofEnviromental Technology. Wageningen AgriculturalUniversity.6. Hulshoff P, (1995). Anaerobic WastewaterTreatment Technology with Emphasis to UpflowAnaerobic Sludge Bed (UASB) Reactor Systems,Tecnología de Reactores Anaeróbicos. En “Curso-Taller Internacional sobre Tratamiento Anaerobio deAguas Residuales”,. Universidad <strong>del</strong> Valle, Santiago deCali.7. Field J, (1989). Posibilidades y Potencial <strong>del</strong>Tratamiento Anaeróbico de Aguas Residuales conÉnfasis en el Sistema UASB. En “SeminarioInternacional sobre Digestión Anaeróbica - Elementosde Diseño”. Universidad de los Andes, Bogotá.8. Levenspiel O, (1999). Chemical reaction engineering.Departament of Chemical engineering Oregon stateUniversity, Jhon Wiley and Sons.3 rd ed. New York NY.9. Levenspiel O, (1981). Ingeniería de las reaccionesquímicas. Ed Reverté S.A. 2 ed. Barcelona..10. Mejía J.H, (1999). Diseño, construcción yevaluación de <strong>un</strong> <strong>reactor</strong> UASB para el tratamiento deaguas residuales. Lima. Tesis de grado (IngenieroQuímico). Facultad de ciencias y tecnología.10