Todo sobre herramientas - Weinig
Todo sobre herramientas - Weinig
Todo sobre herramientas - Weinig
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
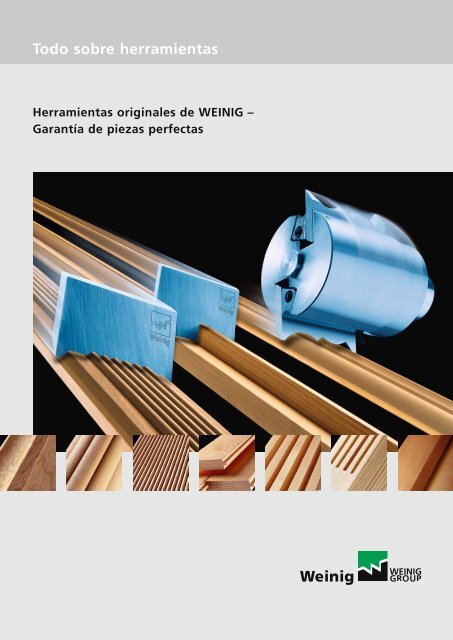
<strong>Todo</strong> <strong>sobre</strong> <strong>herramientas</strong>Herramientas originales de WEINIG –Garantía de piezas perfectas
La herramienta realiza el trabajo en la maderaNinguna máquina es más precisa que laherramienta que integra. Cuanto mejorestén adaptadas entre sí la máquina ylas <strong>herramientas</strong>, tanto mejores seránlos resultados obtenidos. WEINIG leofrece todas las <strong>herramientas</strong> utilizadaspara cepillar y perfilar:• <strong>herramientas</strong> PowerLock• <strong>herramientas</strong> con sujeción hidrocentrante• <strong>herramientas</strong> con sujeción convencionalLa serie Rondamat es nuestro programauniversal de afiladoras de <strong>herramientas</strong>que garantiza máxima precisión en laproducción. Estas máquinas le permitenafilar cuchillas perfiladas y rectas asícomo fresas, y producir <strong>herramientas</strong> decuchillas para cualquier perfil deseado.De forma rápida, precisa y económica.Los sistemas de medición e indicacióncompletan nuestra gama de productosrelacionados con las <strong>herramientas</strong>. Elconjunto de todos los componentesasegura máxima precisión de perfiladoy, a la vez, un enorme ahorro de tiemposde ajuste.Como fabricantes líderes a nivel mundialde máquinas para la elaboración dela madera sabemos de lo que estamoshablando. El WEINIG GROUP le suministrala herramienta óptima para todoslos tipos de máquina.Este folleto le proporciona informacióninteresante <strong>sobre</strong> el tema delas <strong>herramientas</strong>.
2 3ContenidoIntroducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Página 2Las principales características distintivasHerramientas de cuchillas / fresas originales de WEINIG . . . . . . . . . . . Página 4Flexibilidad, independencia y ahorro de tiempoPreparación de <strong>herramientas</strong>: el sistema de afilado de WEINIG . . . . . . Página 6Calidad de la superficiePaso de corte y calidad de las superficies . . . . . . . . . . . . . . . . . . . . . . Página 8Tecnología de <strong>herramientas</strong>Tecnología convencional de <strong>herramientas</strong> . . . . . . . . . . . . . . . . . . . . . . Página 10Tecnología de <strong>herramientas</strong> hidrocentrantes . . . . . . . . . . . . . . . . . . . . Página 12Tecnología de <strong>herramientas</strong> PowerLock . . . . . . . . . . . . . . . . . . . . . . . Página 14Optimización del rendimientoPotenciales para incrementar el rendimiento . . . . . . . . . . . . . . . . . . . . Página 16La tecnología de jointeado de WEINIG . . . . . . . . . . . . . . . . . . . . . . . . Página 17La cuchilla es el factor decisivoPrincipios de la tecnología de arranque de virutas . . . . . . . . . . . . . . . Página 19Materiales de corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Página 20<strong>Todo</strong> <strong>sobre</strong> cuchillas de cepillado y cuchillas brutas . . . . . . . . . . . . . . . Página 21WEINIG como oferente de sistemas completosSistemas de cuchillas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Página 22Los accesorios adecuados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Página 23La seguridad ante todoMarca de verificación y disposiciones de seguridad . . . . . . . . . . . . . . Página 24El GRUPO WEINIG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Página 26Ilustración de la portada:Pagina 2:Las <strong>herramientas</strong> de cuchillas de WEINIG garantizanvariabilidad y fidelidad de perfilCabezal portacuchillas perfilador original de WEINIG
Herramientas de cuchillasde WEINIGLas cuchillas se cambian rápida ycómodamente según lo exija el procesode fabricación. Con un solo cabezalportacuchillas usted podrá producir unsinnúmero de formas de perfiles.
4 5Las <strong>herramientas</strong> de cuchillas originales de WEINIG:sinónimo de una enorme variabilidad y de fidelidadde perfil absolutaLas <strong>herramientas</strong> de cuchillas son<strong>herramientas</strong> combinadas que constandel cabezal portacuchillas y de lascuchillas. Usted tiene la posibilidadde fabricar, con un solo cabezal, unsinnúmero de formas de perfiles y deelegir las cuchillas del material másapropiado para los diferentes materialesa trabajar.Las fresas son <strong>herramientas</strong> compuestas,es decir, las cuchillas y el cuerpoportante están unidos entre sí inseparablemente,lo que conlleva las siguientesdesventajas:cada herramienta únicamente se puedeutilizar para un solo perfil, siendo necesariocambiarla también en aquelloscasos en los que los distintos materialesexigen cuchillas de diferentes materiales.Cuando los filos de las cuchillasestán desgastados a causa del continuoreafilado, será necesario recambiar laherramienta completa o realizar uncostoso reequipamiento.El empleo de <strong>herramientas</strong> de cuchillas resulta más eficiente y másflexible. Por esta razón, en WEINIG nos concentramos exclusivamenteen la fabricación de <strong>herramientas</strong> de cuchillas.Las <strong>herramientas</strong> de cuchillas se perfilany se reafilan en el reverso de lascuchillas de acuerdo con una plantillaperfilada, asegurando así una fidelidadabsoluta del perfil y condicionesóptimas de corte – para <strong>herramientas</strong>afiladas con una precisión de concentricidadabsoluta.Las fresas se afilan en la parte frontal,de forma individual o como juego defresas. Se emplean para fabricacionesespeciales como, por ejemplo, palosredondos, ranuras, perfiles que se hande encolar posteriormente, etc. Debidoal ángulo de desahogo necesario en elreverso de la cuchilla varía forzosamenteel perfil en cada operación dereafilado. Esto supone que no se puedegarantizar ninguna fidelidad de perfil.
6 7Sistemas de afilado de WEINIG:más flexibilidad e independenciaLa serie Rondamat de WEINIG es unprograma de afiladoras de <strong>herramientas</strong>adaptado a las necesidadesy a las circunstancias individualesque ofrece una precisión excepcional– para trabajar madera dura oblanda, MDF o materia sintética.Patrón de madera(dibujo del perfil)Con los cabezales portacuchillas originalesde WEINIG usted es flexible eindependiente, pues ahora puedeproducir usted mismo sus cuchillasperfiladas. Con rapidez, sin problemas,a un precio favorable y sin tiempos deespera. Para cada pedido, para cadalote y para cada perfil, por individualque sea.Plantilla perfiladaCuchilla brutaCon unos cuantos pasos de trabajosencillos obtendrá sus <strong>herramientas</strong> deperfilado listas para el empleo en untiempo cortísimo: primero elabora unaplantilla perfilada a escala 1:1,empleando para ello un dibujo o unperfil ya existente y la utiliza para perfilar,en pocos minutos, la cuchilla brutaen la Rondamat. Empleando las muelasapropiadas, es posible producir y afilartanto cuchillas de HSS, como tambiénde estelite o de metal duro.Cabezalportacuchillas
La elección del paso de corte apropiadodepende de las exigencias a la calidadde la superficie. Superficies particularmentelisas, por ejemplo para la fabricaciónde muebles, requieren un pasode corte corto. En el sector de maderapara la construcción se tolera un pasode corte más largo. La experiencia hademostrado que se obtienen superficiesde buena calidad con pasos de corte deaprox. 1,5 – 1,7 mm.
8 9Los detalles constituyen el factor decisivo:paso de corte y calidad de la superficiefzEl paso de corteCuando se cepilla con <strong>herramientas</strong>rotativas se produce un dibujo de ondaen la superficie cepillada. La separaciónentre las ondas equivale a la distanciaentre la entrada y la salida de lasdistintas cuchillas. A esta distancia sele denomina paso de corte (o tambiénpaso de cepillado, paso de cuchillas,avance por cuchilla).v =n =z =Cuanto más largo es el paso de corte,tanto más visibles se hacen las ondasen la superficie cepillada.Cuanto más corto es el paso de corte,tanto más lisa y fina será la superficiede la pieza de trabajo.La longitud del paso de corte (fz) dependede la velocidad de avance (v),del número de giros (n) de los husillos ydel número de cuchillas (z) en el cuerpode la herramienta.El paso de corte se puede calcular conla siguiente fórmula:f z =v x 1000n x zLa gráfica 3 muestra claramente, cómoaumenta la calidad de la superficiecuando el paso de corte es más corto ycómo disminuye la duración de corte (eltiempo entre dos procesos de afilado).1mm1,5mmLa calidad de la superficie aumentaLa duración de corte disminuye2 mmLa calidad de la superficie disminuyeLa duración de corte aumenta
Longitud del paso de corte (fz)Velocidad de avance (v)Número de giros de los husillos (n)Número de cuchillas en el cuerpo dela herramienta (z)Ejemplo 1 con <strong>herramientas</strong>convencionales:f z =v x 1000n x z12 x 10006000 x 4 1 = 2mmEjemplo 2 con <strong>herramientas</strong>convencionales:f z =8 x 10006000 x 4 1v x 1000n x z=1,3mm
10 11Tecnología de <strong>herramientas</strong> de WEINIG:¿convencional, hidrocentrante o PowerLock?Ofrecemos el cabezal portacuchillas WEINIG apropiado para cadasuperficie y para cada velocidad de avance deseada: como herramientacon sujeción convencional, como herramienta clásica consujeción hidrocentrante o como herramienta PowerLock moderna,teniendo siempre en cuenta sus deseos y sus exigencias.Herramientas con sujeciónconvencionalÉstas se colocan en el husillo y sesujetan frontalmente con una tuerca dehusillo. Sin embargo, la calidad de lasuperficie y la velocidad de avanceestán sujetas a limitaciones. La razón:para poder montar el cabezal portacuchillasse requiere una tolerancia deajuste de hasta 0,05 mm. Esto produceun ligero tambaleo de la herramientaen el husillo. La consecuencia: si bientodas las cuchillas de la herramientaentran en acción, es sólo la cuchilla quemás <strong>sobre</strong>sale la que determina lasuperficie.Por esta razón, en la fórmulav x 1000f z =el valor (z) siempren x ztiene que equivaler a 1. Con esta»superficie de una sola cuchilla« no sepuede obtener, pues, con una herramientaconvencional, aun cuando seagreguen cuchillas, ningún paso decuchillas más corte y, por consiguiente,tampoco ninguna mejora significativade la calidad de la superficie. Si sereduce, por el contrario, la velocidad deavance (v), se acorta el paso de corte.Esto significa: que sólo se puedeobtener una superficie de buena calidadsi las velocidades de avance sonrelativamente lentas (8 – 12 m/min).
12 13Herramientas hidrocentrantes originales de WEINIG:superficies perfectas a altas velocidadesEn la fabricación en serie, las <strong>herramientas</strong> hidrocentrantes deWEINIG garantizan superficies de excelente calidad a velocidadesde avance altísimas. Este sistema de <strong>herramientas</strong> no deja margena tolerancias de ajuste.Herramientas con sujeciónhidrocentranteEstas <strong>herramientas</strong> no se sujetanmecánicamente, sino de forma hidráulica.En el cabezal portacuchillas se hanprevisto unos canales y cámaras queestán llenas de grasa. Con una bombade engrase de alta presión se eleva lapresión en dichos canales a 300 bares.Con tal presión se dilatan las paredesde las cámaras de grasa, sujetándo elcabezal portacuchillas, sin holguras ycéntricamente, en el husillo, por ser ladeformación de las paredes igual entodos los puntos. Tanto en el husillo dela afiladora de <strong>herramientas</strong> como en elde la moldurera. Dejando escapar lapresión, se suelta la herramienta y sepuede quitar cómodamente del husillo.Gracias a la sujeción hidráulica, laexacta marcha circular conseguida enla afiladora se puede transferir absolutay totalmente a la moldurera. Una vezsujetada, esta herramienta tampocopresenta ninguna tolerancia de ajuste.
Longitud del paso de corte (fz)Velocidad de avance (v)Número de giros de los husillos (n)Número de cuchillas en el cuerpo dela herramienta (z)Ejemplo con unaherramienta PowerLock:f z =20 x 100012000 x 2 1v x 1000n x z=1,67mm
14 15El sistema PowerLock de WEINIG:flexibilidad, rendimiento, calidad y enorme rigidezPowerLock permite alcanzar velocidades de giro de hasta12.000 r.p.m., lo que representa una duplicación de las velocidadesde avance en comparación con las máquinas convencionales. Las<strong>herramientas</strong> se cambian en cuestión de segundos. Con PowerLockusted podrá duplicar el rendimiento diario en metros lineales, reducirconsiderablemente los gastos por pieza y minimizar los plazos deentrega – obteniendo superficies de excelente calidad.Herramientas con sujeciónPowerLockÉstas no se sujetan de forma convencional,sino mediante soportesPowerLock, sin holgura, de formacentrada y con máxima solidez, tantoen la moldurera como en la afiladorade <strong>herramientas</strong>. La fuerza de sujeciónse suelta pulsando un botón, pudiendosacar rápida y cómodamente la herramientade la máquina.Gracias a la sujeción PowerLock laexacta marcha circular conseguida enla afiladora se puede transferir absolutay totalmente a la moldurera. No hayninguna tolerancia de ajuste y, por consiguiente,la herramienta no se tambalea.Una fuerza de sujeción de 3 toneladasconvierte el soporte de <strong>herramientas</strong>y la herramienta en una auténticaunidad. Por esta razón, la rigidez delsistema PowerLock es más del doble dela del sistema hidrocentrante. Estarigidez y las velocidades de giro dehasta 12.000 r.p.m. garantizan superficiesperfectas, incluso trabajando avelocidades de avance muy altas.Velocidad de avance (m/min)2416126000 8000 12000Número de giros (r.p.m.)
Lo único que cuenta es el resultado:potenciales para incrementar el rendimientoLa tolerancia en la marcha circular, el número de giros de los husillosy la cantidad de cuchillas en el cabezal portacuchillas determinan lacalidad de la superficie de la pieza de trabajo. Para que todas lascuchillas actúen de manera uniforme, la órbita de giro de las distintascuchillas tiene que ser absolutamente idéntica. El sistema de<strong>herramientas</strong> de WEINIG ofrece soluciones técnicas <strong>sobre</strong> este temacon una precisión de milésimas de milímetro.Herramientas convencionales:0,05 mmEn virtud de la tolerancia dada en lamarcha circular del husillo de fresadose produce una diferencia de 0,05 mmen la órbita de giro de cada una de lascuchillas.Gracias a la sujeción céntrica de las<strong>herramientas</strong> PowerLock e hidrocentrantes,las divergencias son de sólo0,003 – 0,005 mm en la órbita de girode las distintas cuchillas.Pero incluso esta tolerancia mínimasignifica que es una sola cuchilla laque determina la calidad de lasuperficie de la pieza de trabajo.Herramientas hidrocentrantes:0,005mmHerramientas PowerLock:0,003mmPara conseguir que todas las cuchillas montadas en el cuerpo de laherramienta tengan una órbita de giro absolutamente uniforme yque, por tanto, actúen de la misma manera, es necesario procederal jointeado de las <strong>herramientas</strong> en la moldurera. Las cuchillas serectifican a velocidad de servicio con una piedra de jointer. Esteproceso elimina todas las tolerancias restantes que haya en la órbitade giro de la herramienta.
16 17Tecnología de jointeado del experto:excelente calidad a altas velocidades de avanceA fin de poder garantizar una calidadde superficie continuamente elevadade la pieza de trabajo, el bisel de jointeadoque se forma en la punta de lacuchilla no deberá <strong>sobre</strong>pasar unaanchura determinada. Cuando setrabaja madera blanda esta anchurano deberá ser superior a 0,5 mm y,en madera dura, no deberá superar los0,7 mm.Para las cuchillas de HSS o de estelitese emplean piedras de jointer de composicióncerámica y para las cuchillasde metal duro, unas piedras especialesde WEINIG.Bisel dejointeadoRequisitos para el jointeado… en la moldurera:• base de la máquina de fundiciónpesada• avance uniforme• husillos de alto rendimiento• óptimo número de giros del husillo• sistema de jointeadoLas moldureras de WEINIG de las seriesPowermat e Hydromat cumplen estosrequisitos.… en las <strong>herramientas</strong>:• <strong>herramientas</strong> PowerLock o <strong>herramientas</strong>hidrocentrantes• afiladora precisa de cuchillas rectasy perfiladas (serie Rondamat deWEINIG)• <strong>herramientas</strong> óptimamente afiladascon una tolerancia ideal de marchacircular inferior a 0,01 mm• ángulo reducido en el reverso de lacuchillaIlustraciones:Jointer recto con aproximación automáticade la piedra.Jointer perfilado con aproximaciónautomática de la piedra.
En una sola mirada:paso de corte con <strong>herramientas</strong> jointeadasV =V =V =V =8006004002804,675,563,894,763,336,254,172,925,563,72,596,6753,332,334,763,572,381,674,173,132,081,46Longitud del paso de corte (fz)Velocidad de avance (v)Número de giros de los husillos (n)Número de cuchillas en el cuerpode la herramienta (z)(mm)(m/min)(r.p.m.)V =V =20018054,173,753,3332,782,52,382,142,081,881,851,671,671,51,191,071,04f z =v x 1000n x zV =1604,443,332,672,221,91,671,481,33V =1403,892,922,331,941,671,461,31,17V =V =12010054,173,332,782,52,0821,671,671,391,431,191,251,041,11Cuadro sinóptico para la Hydromatn = 6.000 r.p.m.V =V =806053,332,502,221,671,671,251,3311,1La herramienta raspa en vez decortar, las cuchillas pierden filoV =V =4020Z =3,331,6721,6741,11681012141618202832Superficies de elevada calidad,para machihembrado, molduras …Superficies de menor calidad,productos cepillados, madera parala construcción …V =V =1008042,521,671,33Cuadro sinóptico para laPowermat 2000n = 10.000 r.p.m.V =V =70603,531,751,501,171Powermat con velocidades de avancede hasta 100 m/min.V =502,51,25Éstas son las ventajas:V =V =V =V =4030252021,51,2511• tiempos de ajuste menores• menos cuchillas en la herramienta• menos trabajos de afilado• mayor productividad• y mayor beneficioZ =246
18 19Detalles importantes:principios de la tecnología de arranque de virutasPara conseguir una superficie de excelente calidad es de sumaimportancia que todos los ángulos de penetración de la herramientaen la madera sean los óptimos. Por lo general se trabaja en marchacontraria. Determinados materiales compuestos (p. ej. tablas demadera aglomerada), direcciones difíciles de la fibra o cantos perfiladosparticulares requieren trabajar en marcha sincrónica. = ángulo de desprendimiento = ángulo defilo = ángulo dedesahogoÁngulo de desprendimientoEl ángulo de desprendimiento vieneya incorporado en la herramienta y noes posible influir <strong>sobre</strong> él. Están disponibles<strong>herramientas</strong> con diferentesángulos de desprendimiento para lasdistintas aplicaciones.Ángulo de filoLas <strong>herramientas</strong> no jointeadas tienenun ángulo de filo de 40° y, las <strong>herramientas</strong>jointeadas de 50°.Ángulo de filo y ángulo dedesahogoEs posible modificar ambos ángulosen las afiladoras de <strong>herramientas</strong>.Marcha contrariaEl movimiento de corte de la herramientay el movimiento relativo deavance de la pieza de trabajo serealizan en sentido opuesto el uno delotro. En esta forma de trabajo, usualy acreditada, se produce una virutaalargada de espesor creciente.La ventaja: aprovechando la tendencianatural de la madera a rajarse, se reducenlas fuerzas de corte y la potenciamotriz y se obtiene una mayor duraciónde corte. Se requiere una menor potenciamotriz.La desventaja: peligro de astilladocuando la dirección de la fibra en lapieza de trabajo es desfavorable.Marcha sincrónicaEl movimiento de corte de la herramientay el movimiento relativo deavance de la pieza de trabajo se realizanen el mismo sentido. En esta formade trabajo, aplicada sólo en casos particularesen moldureras, la viruta es cadavez más delgada y suave (espesordecreciente) conforme vaya aumentandoel ataque de la cuchilla.La ventaja: incluso cuando la direcciónde la fibra es desfavorable se consigueuna superficie de calidad buena encomparación.La desventaja: duración de corte reducida,dado que las cuchillas se solicitanmás a causa de la menor tendencia dela madera a rajarse y, por ende, se desgastanmás rápidamente. Además deello, la cepilladora y moldurera requieredispositivos de seguridad muy exigentes.
Cuchillas de cepillado y cuchillas brutas:el material de corte es muy importanteEl acero adecuado para las <strong>herramientas</strong> y los cantos de las cuchillasgarantizan una larga duración de corte y superficies de alta calidad.De los materiales utilizados en el sector técnico, sólo unos gruposde materiales determinados son adecuados para las cuchillas. En estapágina le indicamos los materiales de corte utilizados para trabajarmadera.Acero HSSEl HSS es un acero de alta aleación con partículas de carbono, volframio, molibdeno,vanadio, cobalto y cromo. Es el material de corte más utilizado en la elaboración dela madera.Campos de aplicación: maderas blandas y durasDuración de corte en maderas blandas 500 – 3000 metros lineales*EsteliteEl estelite es un material a base de cobalto con partículas de carbono y constituyentesde aleación de cromo, volframio y otros. El estelite presenta una mayor resistenciaal desgaste comparado con el HSS, siendo posible trabajarlo con muelas de afilar decorindón.Campos de aplicación: madera húmeda, de fibra larga; meranti, roble, álamoDuración de corte en maderas blandas 500 – 1500 metros lineales*HW (metal duro)El metal duro es un material sinterizado con partículas duras de carburo incluidasen un ligante metálico espeso (cobalto o níquel). De las distintas mezclas resultaun amplio espectro de aplicaciones.Campos de aplicación: maderas duras, blandas y madera laminada encolada;MDF así como materiales para tableros.Duración de corte en maderas duras 500 – 1500 metros lineales*DiamanteEl diamante sintético es el material de corte más duro que se conoce y se utiliza enmedida creciente en la elaboración de la madera en materiales que presentan un altogrado de desgaste. Debido a la larga duración de corte, el diamante es la alternativamás económica, pese a su elevado precio. Cuando las <strong>herramientas</strong> de diamantespierden filo se vuelven a electroerosionar. Esta operación sólo la puede realizar elfabricante.Campos de aplicación: madera dura, MDF, materia sintética, materiales para tablas;fabricación de laminado* La duración de corte puede variar considerablemente, ya que depende de la velocidad de avance, delarranque de virutas, la naturaleza de la madera, la humedad, las sustancias contenidas, las inclusiones ylas exigencias de calidad. Estos datos sólo son valores indicativos.
20 21Sistema de <strong>herramientas</strong> de WEINIG con cuchillasde cepillado y cuchillas brutas óptimasLa peculiaridad de las cuchillas originales de WEINIG es que sepueden afilar dentro del cabezal portacuchillas. De esta forma seconsigue una mayor precisión de concentricidad y una mejor calidadde la superficie de la pieza de trabajo. Este económico sistema de<strong>herramientas</strong> permite reafilar las cuchillas en todas las afiladorasRondamat de WEINIG.Sistema de cuchillas reversiblesCuchilla recta que se puede emplear de los dos lados (sin reafilar). El cambio de cuchillases rápido y no requiere ningún dispositivo complicado de ajuste. Es el sistema idealpara clientes sin afiladora o para el cambio rápido de cuchillas durante la producción.Cuchilla recta de cepilladoCuchilla recta que permite el reafilado frecuente, ya sea dentro o fuera del cabezalportacuchillas. A tal efecto, se requiere un dispositivo de ajuste preciso. Este sistemade <strong>herramientas</strong> es muy económico si se dispone de una afiladora.Cuchilla perfilada brutaLa cuchilla perfilada que se produce y se reafila en el cabezal portacuchillas perfilador.El dentado en el reverso permite el cambio rápido, <strong>sobre</strong> todo cuando se emplea elsistema CentroLock. Para perfiles con una profundidad de hasta 35 mm.Cuchilla perfilada bruta – con plaquita de metal duroSistema de cuchillas perfiladas según se describe más arriba. La desventaja es la profundidadreducida del perfil debido a la plaquita de metal duro. El afilado básico serealiza con una muela especial de afilado (diamante). Para perfiles con una profundidadde hasta 30 mm. Requiere un perfilado previo.Cuchilla bruta DoubleBack con cuchilla de metal duro y placa de soporteSe diferencia de los sistemas arriba descritos: porque el reafilado es sencillo, dado quesólo se afila la cuchilla de metal duro, siendo posible avanzarla en la placa de soportemediante un microdentado. Para perfiles con una profundidad de hasta 30 mm.El sistema de sujeción de cuchillas CentroLock de <strong>Weinig</strong> permite el cambiorápido de las cuchillas con un solo tornillo. Este sistema proporciona flexibilidad enel cambio frecuente de cuchillas. Los cabezales portacuchillas trabajan de forma mássilenciosa y se limpian con más rapidez, dado que no tienen ninguna abertura en lasuperficie. Para utilizar cuchillas o cuchillas brutas de diferentes espesores se requierenunas zapatas especiales.La sujeción de cuchillas convencional de WEINIG tiene unos tornillos de fijaciónen la superficie. Es posible emplear cuchillas o cuchillas brutas de diferente espesor sinzapatas adicionales.
WEINIG como oferente de sistemas completos:aquí usted recibe todo de una sola manoWEINIG le ofrece las <strong>herramientas</strong> óptimas para satisfacer susexigencias a la calidad de la superficie de la pieza de trabajo y a lavelocidad de avance. Además suministra el equipo periférico completode accesorios necesario para poder producir con sencillez yde forma económica piezas de trabajo de perfil exacto.Cabezal portacuchillas convencional,dotado de cuchillas rectas.Cabezal portacuchillas hidrocentranteclásico, dotado de cuchillas rectas.Cabezal portacuchillas PowerLockmoderno, dotado de cuchillas perfiladas.El trabajo con cabezales portacuchillas originales de WEINIG significa:• una mejora de la calidad• un ahorro de tiempo• una reducción de gastosLos accesorios originales de WEINIG le ofrecen aún más ventajas.
22 23WEINIG ofrece más:accesorios para superficies de excelentecalidadEl concepto de <strong>herramientas</strong> de WEINIG también incluye los accesoriosadecuados. Le suministramos soluciones para su proceso defabricación, hechas a la medida de sus deseos individuales, con lasque estará perfectamente preparado para afrontar los desafíos delfuturo. Entre ellas naturalmente se cuentan los modernos sistemasde mando como PowerCom o el sistema de memoria. ¡Consultea nuestros expertos!Control de manejo sencillomediante pantalla táctilFresadora de plantillas de WEINIGFabricación de plantillas controlada porCNC – precisa, sencilla y repetible.Tope de ajuste de precisiónpara cabezales portacuchillas de cuchillasrectas y cabezales portacuchillasperfiladoresOptiControl de WEINIGMedición, indicación e impresión electrónicade los valores de medición delas <strong>herramientas</strong>. Como OptiControlPowerCom con transmisión directa dedatos a la moldurera.Puesto de preajuste de las piedrasde jointer de WEINIGEste dispositivo le permite adaptar,fuera de la máquina, las piedras dejointer a la herramienta.Las <strong>herramientas</strong> afiladas conconstante axial ahorran tiempos deajuste. No es necesario realizar el posicionamientoaxial complicado, pues yaestá considerado en la herramienta.Rápido cambio de cuchillas y montajeen la posición correcta mediantedentado de precisión. Sujeciónsencilla y rápida de las cuchillas conCentroLock de WEINIG.
Herramientas certificadas de WEINIG:seguridad a un elevado nivel de rendimientoLos sistemas de <strong>herramientas</strong> de WEINIG cumplen todas las exigenciasen cuanto a un elevado nivel de rendimiento y de seguridad.Todas las <strong>herramientas</strong> están verificadas y homologadassegún las disposiciones de la norma DIN EN 847-1.Para todas las <strong>herramientas</strong> es válido lo siguiente: tienen que llevar continuamentela marca del fabricante e indicar el número de giros permitido porminuto. No está permitido exceder el número de giros indicado en la herramienta.Las cuchillas de <strong>herramientas</strong> compuestas y que están en rotación tienenque estar fijadas por unión en arrastre de forma.Para el avance manual sólo están permitidaslas <strong>herramientas</strong>que lleven la si-Avance MANUALn = máx. (cifra)guiente marca de verificación:Características exigidas:• espesor de viruta limitado a 1,1 mmcomo máx.• forma prácticamente redonda• limitación del arranque de virutasNo está prohibido emplear estas <strong>herramientas</strong>también en moldureras, sin embargo,la velocidad de avance forzosamenteestará limitada a causa delespesor limitado de la viruta.Para el avance mecánico sólo estánpermitidas las <strong>herramientas</strong> que llevenla siguientemarca de verificación:Avance mecánicon = máx. (cifra)El espesor de la viruta no está limitado.Debido al peligro de rebote, está prohibidoutilizar las <strong>herramientas</strong> previstaspara el avance mecánico para otrostipos de avance.
24 25
Usted puede exigir mucho de nosotros:El WEINIG GROUP – Su socio de cooperaciónpara el futuro¡Concéntrese usted en su negocio, nosotros nos encargamos detodo lo demás! El WEINIG GROUP no sólo es el oferente líder detecnología para la industria y los talleres que elaboran maderamaciza. Amplias prestaciones de servicios y soluciones de sistemaque van hasta la instalación de producción llave en mano conviertenal WEINIG GROUP en el socio ideal, siempre que se trate de unaproducción flexible y lucrativa.Los Centros de Exposiciónde WEINIGEn nuestros Centros de Exposición ledemostramos lo que la tecnologíapunta es capaz de ofrecerle. Es allí,donde podrá apreciar nuestrasmáquinas en pleno funcionamiento.Formación/capacitaciónNosotros queremos que usted saque,lo más rápido posible, el mayor provechode su inversión. Y, de ello, seencarga el concepto de entrenamientode WEINIG, de probada eficacia. Loseficientes cursillos de formación,realizados por expertos de WEINIG,contribuyen a que en muy poco tiemposu máquina esté a disposición contodo su potencial.KaizenLa organización de producción deWEINIG se orienta consecuentemente ycon mucho éxito por el método Kaizen.En un continuo proceso de mejoramiento,paso a paso, se van optimizando lacalidad y la eficiencia. Sáquele ustedtambién provecho para su empresa: congusto le transmitiremos en unos seminariosnuestra experiencia adquirida alo largo de muchos años.ServicioLas sucursales distribuidas por todos loscontinentes y un equipo móvil grandede técnicos de servicio le garantizan, aescala mundial, un servicio postventaúnico en el ramo. El suministro rapidísimode piezas de repuesto a cualquierparte y las personas de contacto quetambién dominan su idioma, formanparte de nuestra tradicional orientaciónal cliente.
26 27WEINIGEl líder mundial en elsector de las moldurerasWACOEl número 1 de lascepilladoras/moldurerasde alta velocidadGRECONLíneas de ensamble tipofinger joint de alto rendimientoDIMTEREl especialista en sierrastronzadoras de optimizacióny prensas deencoladoRAIMANNTecnología punta parala optimización del cortea la medidaEl WEINIG GROUP:Nosotros unimos perfectamente todoslos componentes de la elaboración de lamadera macizaCONCEPTEl socio competente side soluciones completasse trataHasta la instalación de producciónllave en manoUna cosa es construir máquinas innovadoras,otra, ofrecer soluciones de sistema.Pero, con cada vez mayor frecuencia,nuestros clientes quieren la fábricacompleta. Estos son los casos para elequipo de WEINIG CONCEPT. Es allí,donde se concentra de manera especialla competencia del WEINIG GROUP.Desde la planificación, hasta la instala-ción de producción llave en mano, nuestrosespecialistas se hacen cargo detodo. A nivel mundial. Asumiendo laresponsabilidad completa. Para usted.Un equipo muy eficienteCada miembro del WEINIG GROUP es elprimero en su propio campo de trabajo.De allí resultan los valiosos efectos desinergia, de los cuales usted saca provechode una forma incomparable.
<strong>Todo</strong> <strong>sobre</strong> <strong>herramientas</strong>MICHAEL WEINIG AG<strong>Weinig</strong>strasse 2/497941 TauberbischofsheimAlemaniaTeléfono +49 (0) 93 41 / 86-0Telefax +49 (0) 93 41 / 70 80Correo electrónico info@weinig.deInternetwww.weinig.com