Nestemäiseen tooneriin perustuvan elektrofotografian ... - TKK
Nestemäiseen tooneriin perustuvan elektrofotografian ... - TKK
Nestemäiseen tooneriin perustuvan elektrofotografian ... - TKK

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TEKNILLINEN KORKEAKOULU<br />
Puunjalostustekniikan osasto<br />
Elina Hakola<br />
NESTEMÄISEEN TOONERIIN PERUSTUVAN ELEKTROFOTO-<br />
GRAFIAN TEKNIIKKA JA PAINOLAATU<br />
Diplomityö, joka on jätetty opinnäytteenä tarkastettavaksi diplomi-insinöörin tutkintoa<br />
varten Espoossa 25.7.2005.<br />
Valvoja<br />
Professori Pirkko Oittinen<br />
Ohjaaja<br />
Diplomi-insinööri Jorma Koskinen
TEKNILLINEN KORKEAKOULU<br />
Puunjalostustekniikan osasto<br />
Tekijä<br />
Elina Hakola<br />
DIPLOMITYÖN TIIVISTELMÄ<br />
Diplomityön nimi<br />
<strong>Nestemäiseen</strong> <strong>tooneriin</strong> <strong>perustuvan</strong> <strong>elektrofotografian</strong> tekniikka ja painolaatu<br />
Tiivistelmä<br />
Tässä diplomityössä tutkittiin, minkälainen painolaatu elektrofotografiassa saavutetaan, kun kuivatoonerien<br />
sijasta käytetään nestemäistä tooneria. Tarkoituksena oli myös tutkia paperin karheuden, kiillon, opasiteetin<br />
ja vaaleuden vaikutusta painolaatuun.<br />
Elektrofotografiassa väriaineena käytetään yleisesti kuivatoonereita. Nestetoonerielektrofotografiassa väriaine<br />
on puolestaan nestemäistä. Nestetoonerin pieni partikkelikoko ja hyvä hallittavuus mahdollistavat korkean<br />
painolaadun. Painatuksessa nestemäinen tooneri tuodaan fotojohteen ja kehitystelan väliseen nippiin, josta se<br />
siirtyy sähköisesti kuvakohtiin. Tämä jälkeen fotojohde puhdistetaan ja toonerikerros tiivistetään. Lopuksi<br />
tooneri siirretään siirtosylinterille ja sieltä edelleen paperille puristuksen avulla.<br />
Painolaatua tutkittiin sekä makro- että mikromittakaavaisesti. Makroskooppisella tasolla painojäljestä määritettiin<br />
densiteetti, kontrasti, pisteenleviäminen, kiilto, kiiltokontrasti, väriavaruus sekä kiillon ja densiteetin<br />
epätasaisuus. Mikroskooppista analyysia varten näytteistä otettiin poikkileikkeitä ja kuvia rasteripisteistä.<br />
Nestetoonerilla saavutettiin korkea painolaatu päällystetyille papereille painettaessa. Päällystämättömillä papereilla<br />
painolaatu jäi selvästi huonommaksi. Tämä johtui siitä, että ohut ja tasainen toonerikerros seuraili<br />
paperin epätasaisuuksia. Epätasaisilla papereilla toonerikerros oli siten karheampi ja vaaleampi kuin tasaisilla<br />
papereilla, jolloin painolaatu oli huonompi. Toonerikerroksen mukautumisen vuoksi paperin sileys ja kiilto<br />
paransivat saavutettua painolaatua. Paperin opasiteetti ja vaaleus eivät puolestaan vaikuttaneet painolaatuun.<br />
Nestetoonerilla painettaessa rasteripisteet muodostuivat teräviksi ja tasaisiksi eikä taustakohdilla esiintynyt<br />
satelliittipisteitä. Myös pisteenleviäminen oli pientä. Nämä olivat seurausta toonerin paremmasta hallittavuudesta,<br />
toonerikerroksen siirrosta yhtenäisenä kalvona sekä toonerin välittömästä jähmettymisestä paperilla.<br />
Kuivatoonereilla painettaessa paperilla ei ollut juuri vaikutusta saavutettavaan painolaatuun, koska toonerikerros<br />
oli paksu ja se peitti paperin epätasaisuudet. Perinteisellä kuivatoonerilla painolaatu huononi, kun paperi<br />
oli päällystämätön, mikä johtui kiinnityksen rajuudesta. Muuten painolaatu oli erittäin hyvä paksun, tasaisen<br />
ja kiiltävän toonerikerroksen ansiosta. Polymeeritooneria käytettäessä painolaatu oli kaikkein huonoin,<br />
mikä aiheutui karheasta toonerikerroksesta. Kuivatoonerien yhteydessä pisteenleviäminen oli suurta ja<br />
satelliittipisteitä esiintyi runsaasti toonerin pölyämistaipumuksen takia. Myös rasteripisteet olivat rosoisia.<br />
Diplomityön johtopäätös on, että nestetoonerilla saavutetaan erittäin hyvä painolaatu päällystetyille papereille<br />
painettaessa. Päällystämättömien paperien tapauksessa painolaatu jää huonommaksi. Koska ohut ja tasainen<br />
toonerikerros myötäilee hyvin paperin pinnanmuotoja, myös paperin karheus ja kiilto vaikuttavat suuresti<br />
painolaatuun. Kuivatoonereilla painolaatu jää huonommaksi painojäljen epätasaisuuden sekä toonerikerroksen<br />
paksuuden vuoksi.<br />
Työn valvoja<br />
Pirkko Oittinen<br />
Professuuri<br />
Graafinen tekniikka<br />
Työn ohjaaja<br />
Jorma Koskinen<br />
Koodi<br />
AS-75<br />
Sivumäärä<br />
Kieli<br />
105 suomi<br />
Avainsanat<br />
Päiväys<br />
elektrofotografia, nestemäinen tooneri, fotojohde,<br />
siirtosylinteri, ElectroInk, kantofaasi, satelliit-<br />
25.07.2005<br />
tipiste, rasteripiste, poikkileike.<br />
t1
HELSINKI UNIVERSITY OF TECHNOLOGY<br />
Department of Forest Products<br />
Technology<br />
Author<br />
Elina Hakola<br />
Title of Thesis<br />
Liquid toner electrophotography and its print quality<br />
Abstract<br />
ABSTRACT OF MASTER’S THESIS<br />
In this Thesis, the print quality of the liquid-toner electrophotography was compared to that of the dry-toner electrophotography.<br />
In addition, the effect of the roughness, gloss, opacity, and brightness of the paper on the print<br />
quality was studied.<br />
In electrophotography, dry toners are used as colorants. In liquid-toner electrophotography, the colorant is in liquid<br />
form. A small particle size and a good controllability of the liquid toner enable a high print quality. In printing<br />
the liquid toner is brought to a nip between the photoconductor and the developer roller from which it is electrically<br />
moved onto the image areas. After this the photoconductor is cleaned and the toner layer is compacted and<br />
moved to a blanket cylinder. Finally the toner is compressed onto the paper.<br />
The print quality was studied both in macro- and micro scale by determing the density, contrast, dot gain, gloss,<br />
gloss contrast, colour space, and unevenness of density and gloss of the printed samples. In addition, crosssections<br />
of the impression were taken and the printed dots were examined with the help of a microscope.<br />
A high print quality was achieved when printing on coated papers with liquid toner. When printing on uncoated<br />
papers the quality was significantly deteriorated. This was due to the fact that the thin and planar toner layer followed<br />
the irregularities of the paper surface. The rougher the paper, the more uneven the toner layer became resulting<br />
in a poor printing quality and thus smoothness and gloss of the paper improved the print quality. The opacity<br />
and brightness of the paper on the other hand didn’t have any effect on the print quality. Furthermore halftone<br />
dots became sharper and more even and almost no satellites were observed when using liquid toner. Since the<br />
toner is transferred as a cohesive film on paper, the dot gain was also small.<br />
Paper had no effect on the print quality in dry-toner electrophotography since the toner layer was thick and it<br />
filled the irregularities of paper. The print quality of the traditional dry-toner method was inferior to the liquidtoner<br />
technology when using uncoated paper due to a rude fusing. Otherwise the print quality was high because<br />
the toner layer was glossy and even. The print quality was the worst when polymer toner was used because of a<br />
rough toner layer. In the dry-toner approach the dot gain was large and there were lots of satellites due to fact that<br />
it is hard to control the behaviour of the toner during the process. Halftone dots were also quite ragged.<br />
The conclusion of this Thesis is that the print quality is excellent when printing on a coated paper with liquid<br />
toner. However, the print quality became worse for uncoated papers. Since the thin toner layer follows the irregularities<br />
of the paper surface, the paper roughness and gloss have a strong effect on the print quality of the liquidtoner<br />
electrophotography. When using dry toners, the print quality was not particularly good because the impression<br />
is uneven and the toner layer is thick.<br />
Supervisor<br />
Pirkko Oittinen<br />
Chair<br />
Graphic Arts Technology<br />
Pages<br />
Instructor<br />
Jorma Koskinen<br />
Chair code<br />
AS-75<br />
Language<br />
105 Finnish<br />
Keywords<br />
Date<br />
electrophotography, liquid toner, photoconductor, 25.7.2005<br />
transfer blanket, ElectroInk, carrier, satellite, halftone<br />
dot, cross-section<br />
t1
ALKUSANAT<br />
Tämä diplomityö on tehty Viestintätekniikan laboratoriossa. Diplomityön tilaajana on<br />
Oy Keskuslaboratorio Centrallaboratorium Ab. Työni valvojaa, professori Pirkko Oittista,<br />
haluan kiittää asiantuntevista ohjeista ja neuvoista työni aikana. Työni ohjaajaa, Jorma<br />
Koskista, kiitän lämpimästi asiantuntevista neuvoista ja ohjeista, koepainatusten ja<br />
mittausten käytännönjärjestelyistä sekä paneutumisesta työn aikana kohtaamiini ongelmiin.<br />
Haluan myös kiittää Stora Enso Oyj:tä sekä EVTEK-ammattikorkeakoulua koepainatusteni<br />
mahdollistamisesta.<br />
Lopuksi haluan kiittää veljeäni Anttia sekä siskoani Liisaa kaikesta avusta ja ongelmieni<br />
kuuntelemisesta työn aikana. Erityiset kiitokset kuuluvat myös vanhemmilleni sekä Jonakselle.<br />
Espoossa 25.7.2005<br />
Elina Hakola
1 JOHDANTO...................................................................................................................................... 1<br />
KIRJALLISUUSOSA................................................................................................................................ 2<br />
2 NESTETOONERIELEKTROFOTOGRAFIA.............................................................................. 2<br />
2.1 TULOSTUSVAIHEET .................................................................................................................... 2<br />
2.1.1 Tulostusvaiheet yleisesti .......................................................................................................2<br />
2.1.2 Kehitystavat.......................................................................................................................... 3<br />
2.1.3 Vanhimmat tekniset ratkaisut ............................................................................................... 4<br />
2.1.4 Uusimmat tekniset ratkaisut ................................................................................................. 5<br />
2.2 NESTEMÄINEN TOONERI............................................................................................................. 6<br />
2.2.1 Toonerin valmistus ............................................................................................................... 6<br />
2.2.2 Kantofaasi ............................................................................................................................ 6<br />
2.2.3 Toonerihiukkaset .................................................................................................................. 7<br />
2.2.4 Lisäaineet ............................................................................................................................. 7<br />
2.3 PAINOLAATU.............................................................................................................................. 8<br />
3 KAUPALLISET RATKAISUT....................................................................................................... 9<br />
3.1 YLEISTÄ..................................................................................................................................... 9<br />
3.2 TULOSTUSVAIHEET .................................................................................................................... 9<br />
3.2.1 Kuvannus............................................................................................................................ 11<br />
3.2.2 Kehitys................................................................................................................................ 12<br />
3.2.3 Taustakohtien puhdistaminen............................................................................................. 14<br />
3.2.4 Kuvakohtien tiivistäminen .................................................................................................. 14<br />
3.2.5 Prosessimuutoksia.............................................................................................................. 15<br />
3.2.6 Siirtovaiheet ....................................................................................................................... 16<br />
3.2.7 Fotojohteen puhdistus ........................................................................................................ 19<br />
3.3 TOONERI .................................................................................................................................. 19<br />
3.3.1 Yleistä................................................................................................................................. 19<br />
3.3.2 ElectroInkin koostumus ...................................................................................................... 20<br />
3.3.3 ElectroInkin erot verrattuna perinteisiin nestetoonereihin ................................................ 21<br />
3.4 PAINOALUSTAT........................................................................................................................ 21<br />
3.4.1 HP Indigoon sopivat painoalustat...................................................................................... 21<br />
3.4.2 Paperille asetetut vaatimukset............................................................................................ 22<br />
3.5 PAINOKONERATKAISUT............................................................................................................ 23<br />
3.5.1 Painokoneet........................................................................................................................ 23<br />
3.5.2 Painoyksikköratkaisut ........................................................................................................ 24<br />
3.6 TULOSTUKSEN OHJAUS JA HALLINTA ....................................................................................... 25<br />
3.6.1 Densiteetin ja pistekoon säätäminen .................................................................................. 25<br />
3.6.2 Toonerin ominaisuuksien valvonta..................................................................................... 25<br />
4 KAUPALLISEN NESTETOONERIN PAINOLAATU .............................................................. 27<br />
4.1 PAINOJÄLKI.............................................................................................................................. 27<br />
4.1.1 Painojälkeen vaikuttavia tekijöitä ...................................................................................... 27<br />
4.1.2 Toonerikerros paperilla ..................................................................................................... 29<br />
4.1.3 Toonerin kesto-ominaisuudet ............................................................................................. 31<br />
4.2 PAPERIN VAIKUTUS PAINOLAATUUN........................................................................................ 31<br />
4.2.1 Paperin kiilto ja karheus .................................................................................................... 32<br />
4.2.2 Paperin opasiteetti ja vaaleus ............................................................................................ 34<br />
4.2.3 Päällystäminen ................................................................................................................... 34<br />
KOKEELLINEN OSA............................................................................................................................. 36<br />
5 KOKEELLISEN OSAN JOHDANTO ......................................................................................... 36<br />
6 MATERIAALIT JA MENETELMÄT ......................................................................................... 37<br />
6.1 PAPERILAJIT............................................................................................................................. 37<br />
6.2 PAINOKONEET.......................................................................................................................... 37<br />
6.2.1 HP Indigo s2000.................................................................................................................38
6.2.2 Xerox DocuColor 6060 ...................................................................................................... 39<br />
6.2.3 HP Color Laserjet 5550dtn ................................................................................................ 41<br />
6.3 PAPERITEKNISET OMINAISUUDET............................................................................................. 42<br />
6.3.1 Karheus .............................................................................................................................. 42<br />
6.3.2 Kiilto................................................................................................................................... 42<br />
6.3.3 Opasiteetti ja vaaleus ......................................................................................................... 43<br />
6.4 PAINOJÄLJEN DENSITOMETRISET MITTAUKSET ........................................................................ 43<br />
6.4.1 Densiteetti........................................................................................................................... 43<br />
6.4.2 Pisteenleviäminen...............................................................................................................44<br />
6.4.3 Kontrasti............................................................................................................................. 45<br />
6.5 PAINOJÄLJEN KIILTO-OMINAISUUDET ...................................................................................... 45<br />
6.5.1 Kiilto................................................................................................................................... 45<br />
6.5.2 Kiiltokontrasti..................................................................................................................... 45<br />
6.6 PAINOJÄLJEN VÄRIAVARUUS ................................................................................................... 46<br />
6.7 PAINOJÄLJEN EPÄTASAISUUS (MOTTLING) .............................................................................. 46<br />
6.7.1 Densiteetin epätasaisuus .................................................................................................... 46<br />
6.7.2 Kiillon epätasaisuus ........................................................................................................... 47<br />
6.8 PAINOJÄLJEN POIKKILEIKKEET ................................................................................................ 47<br />
6.9 RASTERIPISTEANALYYSI .......................................................................................................... 48<br />
6.10 KOKONAISPAINOLAATU........................................................................................................... 48<br />
7 TULOKSET JA TULOSTEN TARKASTELU ........................................................................... 49<br />
7.1 MAKROMITTAKAAVAINEN PAINOLAATU.................................................................................. 49<br />
7.1.1 Densiteetti........................................................................................................................... 49<br />
7.1.2 Kontrasti............................................................................................................................. 53<br />
7.1.3 Kiilto ja kiiltokontrasti .......................................................................................................56<br />
7.1.4 Väriavaruus........................................................................................................................ 61<br />
7.1.5 Densiteetin ja kiillon epätasaisuus..................................................................................... 63<br />
7.1.6 Pisteenkasvu....................................................................................................................... 66<br />
7.2 MIKROMITTAKAAVAINEN PAINOLAATU................................................................................... 68<br />
7.2.1 Rasteripisteanalyysi............................................................................................................68<br />
7.2.2 Painojäljen poikkileikkeet .................................................................................................. 75<br />
7.3 PAPERIN OMINAISUUKSIEN VAIKUTUS PAINOLAATUUN............................................................ 81<br />
7.3.1 Karheus ja kiilto ................................................................................................................. 81<br />
7.3.2 Vaaleus ja opasiteetti ......................................................................................................... 91<br />
7.4 KOKONAISPAINOLAATU........................................................................................................... 92<br />
8 YHTEENVETO.............................................................................................................................. 94<br />
LÄHDELUETTELO................................................................................................................................ 98
LIITTEET<br />
LIITE 1<br />
LIITE 2<br />
LIITE 3<br />
LIITE 4A<br />
LIITE 4B<br />
LIITE 5<br />
LIITE 6<br />
LIITE 7<br />
LIITE 8A<br />
LIITE 8B<br />
LIITE 9<br />
LIITE 10<br />
LIITE 11<br />
LIITE12<br />
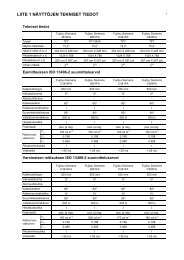
Painatuksissa käytetty testiliuska<br />
Painatuksessa käytettyjen paperien ominaisuudet<br />
Painojäljestä mitatut densiteetit ja kontrastit<br />
Pisteenleviäminen<br />
Painojäljen suhteelliset densiteetit<br />
Painojäljen kiilto ja kiiltokontrasti<br />
Väriavaruus<br />
Väriavaruuden koko ja rasteripisteiden rosoisuus<br />
Painojäljen densiteetin epätasaisuus<br />
Densiteetin epätasaisuuskäyrät<br />
Painojäljen kiillon epätasaisuus<br />
Painojäljen poikkileikkeet<br />
Rasteripisteistä otetut kuvat<br />
Kokonaispainolaatu ja toonerikerroksen paksuus
1<br />
1 JOHDANTO<br />
Elektrofotografia on yleisesti käytetty digitaalinen painomenetelmä, jossa jauhemainen<br />
väri eli tooneri siirretään paperille sähköisten vuorovaikutuksen avulla valoherkkää materiaalia<br />
apuna käyttäen. Tooneri pitää vielä lopuksi kiinnittää paperille lämmön ja/tai<br />
paineen avulla kiinnitysyksikössä. Jauhemaisuus rajoittaa toonerin partikkelikokoa ja<br />
sitä kautta saavutettavaa painolaatua. Toonerien kehitys on ollut kuitenkin nopeaa, kun<br />
painokoneiden resoluutiota ja painolaatua on haluttu parantaa. Alalla on ollut tämän<br />
takia pitkään kiinnostusta myös nestemäisten toonereiden käyttöön. Nestemäisyyden<br />
ansiosta toonerin partikkelikoko saadaan pienemmäksi, jolloin painolaatu paranee huomattavasti.<br />
Nestemäisten toonereiden käyttöä ovat kuitenkin rajoittaneet painoprosessiin<br />
liittyvät ongelmat, ja tällä hetkellä markkinoilla onkin vain yksi nestemäiseen <strong>tooneriin</strong><br />
perustuva elektrofotografiaprosessi, jonka on kehittänyt HP Indigo. Nestetooneri keksittiin<br />
tosin jo 1950-luvulla, josta lähtien nestetoonerielektrofotografiaprosesseja on kehitetty.<br />
Aluksi nestemäistä tooneria käytettiinkin kopiokoneissa, painokoneissa sekä vedostimissa,<br />
mutta ongelmien vuoksi nestetooneria ruvettiin käyttämään lähinnä sublimaatiotulostimissa.<br />
Tämä diplomityö on osa KCL:n elektrofotografia-tutkimusprojektia, jonka tarkoituksena<br />
on selvittää paperin ja toonerin välisiä vuorovaikutuksia. Projektissa keskitytään tutkimaan<br />
kuivatoonereita, mutta tarkoituksena on myös selvittää nestetoonerin aikaan<br />
saama painolaatu kuivatoonereiden painolaatuun verrattuna, koska nestetoonerin partikkelikoko<br />
on pienempi ja hallittavuus parempi kuin kuivatoonerien yhteydessä.<br />
Kirjallisuusosan tavoitteena on selvittää nestemäiseen <strong>tooneriin</strong> perustuvien elektrofotografiaprosessien<br />
rakennetta, nestemäisten toonerien koostumusta sekä nestemäisen<br />
toonerin tuottamaa painolaatua. Erityisesti keskitytään HP Indigon kehittämään prosessiin<br />
ja nestemäiseen <strong>tooneriin</strong> ElectroInkiin. Lisäksi halutaan selvittää HP Indigo –<br />
prosessin tuottaman painolaadun taso sekä paperin ominaisuuksien vaikutusta tähän<br />
laatuun.<br />
Kokeellisessa osassa tarkoituksena on saada käsitys nestemäisellä toonerilla saavutettavasta<br />
painolaadusta kuivatoonereiden tuottamaan painolaatuun verrattuna. Myös paperin<br />
ominaisuuksien vaikutusta saavutettavaan painolaatuun analysoidaan. Erityisesti keskitytään<br />
makromittakaavaiseen painolaadun analysointiin, sillä työssä on tarkoituksena<br />
saada perustietoja nestetoonerilla saavutettavasta painolaadusta. Lisäksi rasteripisteitä<br />
tutkitaan mikroskoopin ja toonerikerrosta poikkileikkeiden avulla. Saatujen tulosten<br />
perusteella KCL päättää, jatketaanko neste<strong>tooneriin</strong> liittyvää tutkimusta.
2<br />
KIRJALLISUUSOSA<br />
2 NESTETOONERIELEKTROFOTOGRAFIA<br />
2.1 Tulostusvaiheet<br />
<strong>Nestemäiseen</strong> <strong>tooneriin</strong> perustuva elektrofotografia perustuu tavalliseen elektrofotografiaan,<br />
mutta sekä prosessissa että toonerin koostumuksessa on eroja. Latentin kuvan<br />
muodostus tapahtuu tavalliseen tapaan varaamalla ja valottamalla fotojohde, joka on<br />
valolle herkällä puolijohdemateriaalilla päällystetty pyörivä rumpu. Tämän jälkeen nestemäinen<br />
tooneri siirretään kuvakohdille, ja lopuksi kehitetty kuva siirretään painoalustalle<br />
sähköisesti ja/tai puristamalla. Nestemäisen toonerin kiinnitys muistuttaa tavanomaisen<br />
painovärin asettumista, sillä värin kiinnitys paperiin tapahtuu poistamalla nestefaasi<br />
haihdutuksen tai imeytyksen avulla. /1-4/<br />
Ensimmäiset nestemäiset toonerit keksittiin jo 1950-luvulla, ja niitä käyttäviä prosesseja<br />
on kehitetty siitä lähtien. Markkinoilla on kuitenkin tällä hetkellä vain yksi nestemäiseen<br />
<strong>tooneriin</strong> perustuva prosessi, jonka HP Indigo on tuottanut. Tämä prosessi on kuvattu<br />
luvussa 3, ja se eroaa selvästi seuraavassa esiteltävistä perusmenetelmistä. Nestemäisen<br />
toonerin käytön vähyys johtuu kuivatoonerisysteemien ja kuivatoonerin nopeasta<br />
kehittymisestä sekä nestemäisen toonerin käyttöön liittyvistä ongelmista. Ongelmia<br />
ovat esimerkiksi haihdutettavan liuottimien aiheuttamat haitat työympäristölle ja joskus<br />
myös huono tulostuslaatu. Prosessien kehitys ja tutkimus on kuitenkin suhteellisen vilkasta.<br />
Esimerkiksi Toshiba ja Samsung sekä RLA (Research Laboratories of Australia)<br />
tutkivat ja kehittelevät neste<strong>tooneriin</strong> pohjautuvia elektrofotografiaprosesseja. /5-7/<br />
2.1.1 Tulostusvaiheet yleisesti<br />
Nestetoonerilektrofotografiassa kaikki toiminnot on keskitetty fotojohteen ympärille.<br />
Aluksi fotojohde varataan tasaisesti sähköpurkauksen eli koronan avulla, jonka jälkeen<br />
varaus puretaan kuvatiedon ohjaamana lasersäteen tai LED-valojen avulla joko kuva- tai<br />
taustakohdilta. Painettava kuva on tässä vaiheessa näkymättömänä varauskuviona fotojohteen<br />
pinnalla. Nestemäinen tooneri siirtyy kehitysvaiheessa fotojohteen kuvakohtiin<br />
sähköisen vetovoiman seurauksena, jolloin tooneripartikkelit väkevöityvät kuvakohtiin<br />
ja erottuvat siten kantofaasista. Kuvakohdat voivat olla joko fotojohteen varattuja tai<br />
valotettuja kohtia riippuen käytettävän toonerin tai fotojohteen varauksesta. Kuvan taustakohdat<br />
hylkivät tooneripartikkeleja, joten kuva ei pääse leviämään fotojohteella. /3,6-<br />
8/
3<br />
Kehityksen jälkeen ylimääräinen tooneri poistetaan fotojohteelta ja kuvakohdilla oleva<br />
tooneri tasoitetaan telan avulla. Tämän jälkeen kuva siirretään paperille sähköisesti.<br />
Koronalangat sijoitetaan paperin toiselle puolelle, ja niiden luoma voimakas sähkökenttä<br />
vetää vastakkaismerkkisesti varautuneet tooneripartikkelit paperille. Lopuksi kuva<br />
kiinnitetään paperiin lämmittämällä. Lämpö haihduttaa tooneripartikkelien päällä olevan<br />
kantofaasin ja kiinnittää tooneripartikkelit paperiin pelkän adheesion avulla. Fotojohde<br />
puhdistetaan vielä jäännösvarauksesta ja –toonerista ennen seuraavan kuvan painamista.<br />
Neliväripainatus tapahtuu useimmiten siten, että fotojohteelle luodaan päällekkäin jokaisen<br />
osavärin muodostama kuva, minkä jälkeen täysvärikuva siirretään prosessissa<br />
eteenpäin. /3,6-8/<br />
Tämän prosessin suurin etu on, että siinä voidaan käyttää tavallista paperia, mikä ei ollut<br />
mahdollista ensimmäisissä nestemäiseen <strong>tooneriin</strong> perustuvissa prosesseissa. Ongelmia<br />
aiheuttaa kuitenkin kantofaasin haihduttaminen, mikä saa aikaan vaarallisten<br />
kemikaalien pääsyn työympäristöön. Lisäksi paperin karheus vaikuttaa suuresti saavutettavaan<br />
painolaatuun ja painatuksen onnistumiseen. Esimerkiksi liian karhea paperi<br />
saattaa estää toonerin pääsyn kaikkiin paperin epätasaisuuksiin tai tooneri voi upota<br />
liian syvälle paperin pinnanmuotoihin, jolloin painojälki on liian vaalea ja sen densiteetti<br />
liian matala. Toisaalta liian sileä paperi saattaa aiheuttaa painojäljen suttuisuutta ja<br />
leviämistä toonerin, koska nestemäinen tooneri pääsee leviämään myös sivusuunnassa<br />
paperin pinnalla. /7/<br />
2.1.2 Kehitystavat<br />
Kehitystapoja on kolme, jotka kaikki perustuvat varattujen tooneripartikkelien elektroforeesiin<br />
fotojohteen pinnalle. Ensimmäinen näistä on esitetty kuvan 1 kohdassa 1. Siinä<br />
nestemäinen tooneri sijaitsee kaukalossa, jossa myös fotojohde pyörii osittain <strong>tooneriin</strong><br />
upotettuna. Paperi tuodaan fotojohdetta pitkin kaukaloon, jossa tooneria siirtyy kuvakohtiin<br />
sähköisen vetovoiman välityksellä. Paperi voi toimia sekä painoalustana että<br />
fotojohteena, jolloin fotojohtavan rummun tarve poistuu. Huonona puolena on kuitenkin<br />
se, että paperi on todella märkä kehityksen jälkeen, jolloin haihdutusta tarvitaan paljon.<br />
Muuten prosessi on yksinkertainen, eikä saadussa kuvassa ole juurikaan häiriöitä. /5-7/<br />
Kehitykseen voidaan myös käyttää tyhjiöön perustuvaa menetelmää, joka on esitetty<br />
kuvan 1 kohdassa 2. Nestemäistä tooneria kierrätetään nopeasti pumppujen avulla umpinaisessa<br />
tilassa, jonka muodostavat paperin pinta ja metalliset urat. Pumppujen nopean<br />
kierrätyksen takia toonerihiukkaset erottuvat nestefaasista, ja ne siirtyvät sähköisen<br />
vetovoiman ajamana paperille kuvakohtiin. Sähköisen vetovoiman aiheuttaa paperin<br />
toisella puolella oleva fotojohde. Tässä menetelmässä painettu pinta on miltei heti kehityksen<br />
jälkeen kuiva, mutta kehityksen onnistuminen riippuu suuresti paperin karheudesta.<br />
/5/
4<br />
Kolmannessa kehitystavassa fotojohde pyörii osittain nestemäiseen <strong>tooneriin</strong> upotettuna.<br />
Kuvan 1 kohdan 3 mukaisesti painettava kuva muodostuu sähköisen vetovoiman<br />
välityksellä fotojohteen pinnalle, josta kuva siirretään joko suoraan painoalustalle tai<br />
siirtosylinterille. Tämä tapa mahdollistaa suuren tuotantonopeuden sekä sakeamman<br />
toonerin käytön, mutta toonerikerros täytyy edelleen myös kuivata erillisessä kuivausasemassa.<br />
/5/<br />
1<br />
2<br />
3<br />
Kuva 1. Nestemäisen toonerin kehitystavat /5/.<br />
2.1.3 Vanhimmat tekniset ratkaisut<br />
Vanhimmat nestemäisen toonerin käyttöön perustuvat elektrofotografiaprosessit ovat<br />
itsestään kiinnittäviä. Tämä tarkoittaa sitä, että prosessissa käytetään ZnO:lla dispersiopäällystettyä<br />
paperia, joka toimii sekä fotojohteena että painoalustana. Paperi varataan<br />
aluksi koronalangoissa tapahtuvan sähköpurkauksen avulla, ja latentti kuva muodostetaan<br />
valottamalla kuvakohdat. Nestemäinen tooneri siirretään paperille toonerikaukalossa<br />
upottamalla paperi <strong>tooneriin</strong>. Tämän jälkeen ylimääräinen tooneri poistetaan<br />
paperilta telojen avulla. Lopuksi kuva kiinnitetään paperiin haihduttamalla nestefaasi<br />
kuuman ilman avulla, minkä jälkeen voidaan painaa seuraava osaväri. /7/<br />
Prosessissa pystytään toistamaan korkearesoluutiokuvia, mutta täyspeitteiset pinnat ovat<br />
suhteellisen huonolaatuisia värimuutosten takia. Värimuutoksia syntyy, koska kiinnitetty<br />
toonerikerros ei ole sähköisesti neutraali. Tällöin tooneria pääsee helposti leviämään<br />
vääriin paikkoihin. Lisäksi paperin toimiminen fotojohteena estää tavallisen paperin<br />
käytön. /7/
5<br />
2.1.4 Uusimmat tekniset ratkaisut<br />
Uusimpia teknisiä ratkaisuja nestemäistä tooneria käyttävässä elektrofotografiassa ovat<br />
toonerin epäsuora siirto, toonerin suuri konsentraatio, toonerikerroksen puristus fotojohteella<br />
sekä puristuksen avulla tapahtuva siirto. Myös kuivausvaiheen paikka voi vaihdella.<br />
/6,8,9/<br />
Epäsuorassa siirrossa toonerikerros siirretään siirtosylinterin välityksellä fotojohteelta<br />
painoalustalle. Tämä mahdollistaa mitä erilaisimpien painoalustojen käytön. Lisäksi<br />
siirtosylinteriä käyttävissä systeemeissä siirto paperille tapahtuu puristamalla eikä sähköisesti:<br />
paperin toiselle puolelle ei siis tarvitse synnyttää sähköpurkausta. Toonerit,<br />
joiden pitoisuus on suurempi kuin perinteisissä nestetoonereissa, antavat painojäljelle<br />
korkean resoluution ja kontrastin, koska tooneripartikkeleja on tällöin helpompi hallita.<br />
Lisäksi kantofaasin haihdutustarve on vähäisempää, jolloin esimerkiksi työympäristön<br />
terveys- ja hajuongelmat vähenevät. Fotojohteella olevaa toonerikerrosta voidaan myös<br />
tiivistää puristustelan avulla, jolloin muodostuu yhtenäinen, suhteellisen kuiva toonerikerros<br />
fotojohteen pinnalle. Tämä kerros voidaan siirtää monenlaisille painoalustoille<br />
ongelmitta. /6,8,9/<br />
Kaikkein uusimmissa sovelluksissa toonerikerros kuivataan jo ennen siirtovaihetta, jolloin<br />
painoalusta ei pääse lainkaan kastumaan. Kastuminen saattaa aiheuttaa erilaisia<br />
vikoja painojälkeen, paperiin ja paperin kulkuun prosessissa. Esimerkiksi kostea paperi<br />
käyristyy helposti, mikä aiheuttaa ongelmia ajettavuuteen. Kuvassa 2 on esitetty nestemäistä<br />
tooneria käyttävä nykyaikainen elektrofotografiaprosessi, joka käyttää epäsuoraa<br />
siirtoa, kuivausta ennen siirtoa, toonerikerroksen puristamista ja puristuksen avulla tapahtuvaa<br />
siirtoa. /6,8,9/<br />
Kuva 2. Nykyaikainen nestemäistä tooneria käyttävä elektrofotografia-prosessi /8/.
6<br />
2.2 Nestemäinen tooneri<br />
Nestemäinen tooneri koostuu erittäin pienistä sähköisesti varatuista toonerihiukkasista,<br />
jotka on dispergoitu nestemäiseen eristävään kantofaasiin. Toonerin hiukkaskoko on<br />
0,1-2 µm, mikä mahdollistaa korkean resoluution. Tooneripartikkelien pinnassa on<br />
myös varauksensäätöaineita, jotka antavat tooneripartikkeleille oikeanlaisen varauksen.<br />
Suurimmat ongelmat nestemäisen toonerin yhteydessä ovat kantofaasin haihdutuksen<br />
aiheuttamat ympäristöongelmat sekä tooneridispersion epästabiilisuus pienten partikkelien<br />
muodostaessa isompia kasaumia eli aggregaatteja. /7,10,11/<br />
2.2.1 Toonerin valmistus<br />
Nestetoonerin tooneripartikkelit valmistetaan joko jauhatuksen tai hiukkassynteesin<br />
avulla. Jauhatuksessa kantofaasiin dispergoidut tooneripartikkelit jauhetaan halutunkokoisiksi,<br />
ja synteesissä hiukkaskokoa puolestaan kasvatetaan monomeerien polymerisoitumisreaktioiden<br />
kautta. Tämän jälkeen partikkelit värjätään pigmentin tai muun väriaineen<br />
avulla, ja toonerin konsentraatio säädetään noin 25 %:in, mikä on toimitussakeus.<br />
Varastosakeudessa tooneri sisältää kantofaasia 79 %, hartsia 12 %, pigmenttiä 8 % ja<br />
lisäaineita 1 %. Ennen käyttöä tooneridispersio laimennetaan kantofaasilla 2-5 % sakeuteen,<br />
mikä helpottaa toonerin virtausta prosessissa. Lisäksi pientä sakeutta käytetään,<br />
koska tooneripartikkelien väliset vuorovaikutukset halutaan minimoida aggregoitumisen<br />
estämiseksi, mutta samalla prosessissa kulkevan nesteen määrä lisääntyy huomattavasti.<br />
Kantofaasin määrän kasvu lisää haihdutuksen tarvetta. /3,5-7,10/<br />
RLA (Research Laboratories of Australia) on kehittänyt nestemäisiä toonereita, joiden<br />
viskositeetti ja kuiva-ainepitoisuus ovat suuria /6/. Kuiva-ainepitoisuus on 10-40 %,<br />
jolloin pigmenttipitoisuus on saatu jopa 3-8 kertaa suuremmaksi kuin tavallisissa nestetoonereissa.<br />
Kantofaasin määrää on näin saatu vähennettyä, mikä pienentää nesteen siirtymistä<br />
paperille. Tämä tooneri mahdollistaa korkean resoluution ja kontrastin sekä epäsuoran<br />
siirron. Muita etuja ovat pienempi toonerinkulutus sekä pienemmät ajokustannukset,<br />
toonerin suuremman väripitoisuuden ansiosta. Suurimmat haasteet liittyvät dispersion<br />
stabiilisuuteen, toonerin riittävään varaukseen sekä pieneen hiukkaskokoon.<br />
Esimerkiksi korkeammassa konsentraatiossa partikkelit ovat lähempänä toisiaan, jolloin<br />
ne muodostavat helpommin aggregaatteja. /6/<br />
2.2.2 Kantofaasi<br />
Kantofaasina nestemäisissä toonereissa käytetään useimmiten alifaattisia hiilivetyjä,<br />
joiden haihtuvuus on optimaalinen ja joiden viskositeetti on pieni. Pieni viskositeetti saa<br />
aikaan tooneripartikkelien hallitun ja nopean liikkeen kehityksen aikana. Kiinnittyminen<br />
puolestaan onnistuu, kun toonerin haihtumisnopeus on sopiva. Liian nopea haihtuminen<br />
aiheuttaisi lisäpäästöjä ympäristöön, kun taas liian hidas haihtuminen estäisi kantofaasin
7<br />
poistumisen toonerikerroksesta. Kantofaasin on myös oltava sähköisesti neutraali ja<br />
kemiallisesti inertti aine: johtavuus aiheuttaisi latentin kuvan varauksen purkautumisen<br />
ja kemialliset reaktiot johtaisivat prosessin laitteiden vaurioitumiseen. /6,7,11/<br />
Yleisimmin kantofaasina käytetään ISOPAR-hiilivetyjä, jotka ovat haaroittuneita ja<br />
joiden hiiliketjun pituus on 10-15 hiiliyksikköä. Nämä hiilivedyt ovat suhteellisen ympäristöystävällisiä,<br />
ja lisäksi niiden kiehumispisteitä, ketjunpituuksia ja haihtumisnopeuksia<br />
on helppo säädellä valmistuksen aikana. Muita käytettyjä kantofaaseja ovat alifaattiset<br />
ja aromaattiset hiilivedyt, freonit sekä siloksaanit. Näiden aineiden käyttöä rajoittaa<br />
kuitenkin niiden myrkyllisyys. /6,7,11/<br />
Uusissa sovelluksissa on käytetty ympäristöystävällisempiä nesteitä, joilla on korkea<br />
kiehumispiste. Nämä aineet ovat hajuttomia, haihtumattomia sekä yhteensopivia muiden<br />
toonerin aineiden kanssa. Ympäristöystävällisiä ratkaisuja ovat esimerkiksi perfluoridihiilivedyt<br />
tai polyeetterit. Lisäksi tutkimuksia on tehty veden, silikoniöljyn ja estereiden<br />
parissa. /6,11/<br />
2.2.3 Toonerihiukkaset<br />
Tooneripartikkelit ovat erilaisia lämpömuovautuvia hartseja, joihin pigmentit tai väriaineet<br />
on kiinnitetty. Hartsin tehtävänä on dispergoida pigmentit tasaisesti kantofaasiin,<br />
antaa syntyneelle dispersiolle stabiilisuutta sekä auttaa värikerroksen kiinnittymisessä<br />
painoalustaan. Useimmiten hartsit valmistetaan juuri tiettyä prosessia varten. /7,12,13/<br />
Nestemäisissä toonereissa käyttökelpoisia hartseja ovat useat homopolymeerit, kuten<br />
polyeteeni, polypropeeni, polystyreeni, polyesteri, polyakrylaatti tai polymetakrylaatti.<br />
Usein hartsina käytetään Elvax-tuotenimellä kulkevaa eteenivinyyliasetaattia. Toonerille<br />
väriä antavat partikkelit voivat olla joko orgaanisia tai epäorgaanisia aineita. Orgaanisia<br />
aineita ovat esimerkiksi pigmentit sekä muut väriaineet, epäorgaanisista aineista<br />
esimerkkejä ovat hiilimusta ja metallit. /7,12,13/<br />
2.2.4 Lisäaineet<br />
Varauksen säätöaineet antavat tooneripartikkeleille halutunlaisen varauksen, jotta sähköisesti<br />
tapahtuva kehitys ja siirto onnistuisivat. Varaus voi olla positiivinen tai negatiivinen.<br />
Yleisesti varauksen säätöaineina käytetään esimerkiksi pinta-aktiivisia aineita ja<br />
metallisuoloja. Varauksen säätöaineet ovat herkkiä erilaisille epäpuhtauksille, jotka<br />
saattavat esimerkiksi kehittyä toonerin sijasta tai estää toonerin varautumisen. Tällöin<br />
kuvanlaatu huononee. /6,7/<br />
Muita lisäaineita nestemäisessä toonerissa ovat säilöntäaineet, dispersion stabilointiaineet<br />
ja dispersion ominaisuuksia säilyttävät aineet. Lisäaineita käytetään vain pieniä<br />
määriä. /6,7/
8<br />
2.3 Painolaatu<br />
Nestemäisyys mahdollistaa pienen hiukkaskoon käytön nestemäisissä toonereissa, jolloin<br />
resoluutiosta tulee suuri. Pieni partikkelikoko on mahdollinen, koska tooneripartikkelit<br />
dispergoidaan nesteeseen, mikä poistaa partikkelien pölyämistaipumuksen prosessissa.<br />
Myös lasersäteen halkaisija vaikuttaa saavutettavaan resoluutioon. Lasersäteen<br />
halkaisija on yleisimmin noin 17 µm ja säteiden välinen etäisyys noin 10 µm. Tällöin<br />
saadaan erittäin pieniä pisteitä, jotka sijaitsevat lähellä toisiaan. Maksimiresoluutio tällä<br />
hetkellä on noin 2400-2540 dpi(dots per inch), mutta periaatteessa partikkelikoolle ja<br />
sitä kautta resoluutiolle ei ole rajoituksia. Lisäksi nestemäisyys, pieni konsentraatio ja<br />
pienet partikkelit mahdollistavat laajan väriavaruuden, terävän painojäljen, korkean kiillon,<br />
jatkuvat sävyt sekä kirkkaammat värit. Pieni partikkelikoko vähentää myös pisteenkasvua<br />
ja rasteripisteiden rosoisuutta. /1,2,6-8,14/<br />
Pienet partikkelit muodostavat paperin pinnalle ohuen värikerroksen, joka seurailee paperin<br />
pinnanmuotoja. Tällöin paperin kiillon kasvaessa myös painojäljen kiilto kasvaa,<br />
koska toonerikerros muodostuu tasaisemmaksi. Nestemäisen toonerin käyttö vaatii paperilta<br />
kuitenkin sileyttä, koska karheus laskee densiteettiä, huonontaa terävyyttä ja lisää<br />
mikroaukkojen määrää. Toonerikerroksen paksuuden kasvaessa myös densiteettitaso<br />
kasvaa, joten on tärkeää, että kerroksen paksuutta voidaan säätää. /5,6,15,16/<br />
Suurimmat viat painatuslaadussa ovat densiteetin pienuus, toonerin leviäminen ja mikroaukot.<br />
Mikroaukot ovat kuvakohtia, joihin tooneria ei ole siirtynyt. Ne aiheutuvat paperin<br />
ja kantofaasin välisistä vuorovaikutuksista, joita voidaan pienentää käyttämällä<br />
epäsuoraa siirtoa ja kuivausta ennen siirtoa. Toonerikerros jää tällöin suhteellisen karheaksi,<br />
koska se ei ole kunnolla kiinnittynyt. Tämä johtaa optisen densiteetin pienenemiseen,<br />
sillä mitä karheampi pinta sitä enemmän valo siroaa siitä. /5,15/
9<br />
3 KAUPALLISET RATKAISUT<br />
3.1 Yleistä<br />
HP Indigon valmistamat painokoneet ovat tällä hetkellä lähes ainoita kaupallisia elektrofotografiapainokoneita,<br />
joissa väriaineena käytetään nestemäistä tooneria. Tämä prosessi<br />
on kuvattu tarkemmin tässä luvussa, koska se eroaa selvästi luvussa 2 esitetyistä<br />
perusmenetelmistä. Koska muita kaupallisia ratkaisuja ei juuri ole, koepainatuksetkin<br />
suoritettiin HP Indigon painokoneilla.<br />
HP Indigon valmistamat painokoneet perustuvat elektrofotografiaan. Erona perinteiseen<br />
elektrofotografiaan on nestemäisen toonerin käyttö sekä kuvan siirto offset-sylinterin<br />
välityksellä fotojohteelta paperille. Tämän lisäksi HP Indigon painokoneissa on vain<br />
yksi painoyksikkö, jonka kautta kaikki osavärit tulostetaan. Yksi painoyksikkö mahdollistaa<br />
hyvän kohdistuksen, koska paperi pysyy paikallaan eri osavärien painamisen ajan.<br />
Kaksipuolista painatusta varten kone voidaan varustaa erillisellä kääntöyksiköllä. Yhden<br />
painoyksikön huono puoli on hitaampi tuotantonopeus. Tuotantonopeus HP Indigon<br />
arkkikoneissa on 2000–4000 A3/h, kun se esimerkiksi perinteisissä arkkioffset-koneissa<br />
on tyypillisesti noin 15000 arkkia/h. HP Indigon painokoneissa sivutieto uusitaan jokaisella<br />
pyörähdyksellä fotojohteelle, jolloin jokainen painettava sivu voi olla erilainen.<br />
Tämä mahdollistaa personoitujen painotuotteiden valmistuksen. /3,17-19/<br />
Nestemäisessä toonerissa partikkelikoko on pienempi kuin kuivatoonereissa. Tämän<br />
ansiosta HP Indigon prosessissa resoluutio voi olla hyvinkin korkea: normaali resoluutio<br />
on 812 dpi, mutta se voidaan saada jopa 2400 dpi:n tasolle HP:n kehittämän<br />
HDI(High Definition Imaging)-ohjelman avulla. Kuivatoonerien yhteydessä maksimiresoluutio<br />
on 1600 dpi, tosin yleisesti resoluutio on jätetty 600 dpi:hin. Epäsuoran siirron<br />
ansiosta on mahdollista painaa laadukkaita kuvia, prosessi on nopea ja lisäksi voidaan<br />
painaa monelle erilaiselle painoalustalle. Erona perinteiseen offset-menetelmään<br />
on se, ettei värikerros halkea siirrossa vaan kerros siirtyy kokonaisuudessaan kalvomaisena<br />
kerroksena paperin pinnalle. /3,18,19,20/<br />
3.2 Tulostusvaiheet<br />
Kuvassa 3 on esitetty periaatekuva HP Indigon nestetoonerielektrofotografiaan perustuvasta<br />
prosessista. Prosessi voidaan jakaa yhdeksään vaiheeseen, jotka ovat fotojohteen<br />
varaaminen (1), latentin kuvan muodostaminen valotuksen avulla (2), toonerin kehitys<br />
fotojohteen kuvakohtiin (3), kuvan taustakohtien puhdistus toonerista (4), kuvakohtien<br />
tiivistäminen (5), kuvan siirto siirtosylinterille (6), fotojohteen puhdistus (7), siirtosylinterillä<br />
olevan toonerikerroksen lämmitys (8) ja toonerikerroksen siirto painoalustalle (9)
10<br />
/18,21/. Vaiheet on kuvattu tarkemmin kappaleissa 3.1.1-3.1.7. Kuvassa 4 on esitetty<br />
HP Indigon uusimpien ja nopeimpien painokoneiden yleinen rakenne.<br />
Kuva 3. HP Indigon painokoneen käyttämän prosessin vaiheet /18/.<br />
Kuva 4. HP Indigon uusien ja nopeiden painokoneiden yleinen rakenne, jossa jokaiselle<br />
osavärille on oma kehitysyksikkönsä /21/.
11<br />
3.2.1 Kuvannus<br />
Aluksi orgaanisella fotojohtavalla materiaalilla päällystetty rumpu varataan tasaisesti<br />
skorotronien avulla. Skorotroni koostuu ohuista metallilangoista, joihin synnytetään<br />
suuri, 3000-8000 V:n suuruinen jännite. Tällöin lankojen ympärille muodostuu voimakas<br />
sähkökenttä, joka ionisoi lankoja ympäröivän ilman. Näin syntyneet varatut hiukkaset<br />
pakotetaan tämän jälkeen paineen avulla fotojohteen pinnalle. HP Indigon painokoneissa<br />
varaaminen tapahtuu kolmivaiheisella skorotronilla, joka koostuu yhteensä kuudesta<br />
skorotronilangasta (kuva 4). Metallilankojen ja fotojohteen välissä sijaitsee vielä<br />
ohjaushila, jonka tehtävänä on parantaa fotojohteen varauksen tasaisuutta ja säätää fotojohteen<br />
varautuneisuutta. Varatut hiukkaset liikkuvat fotojohteelle ohjaushilan läpi,<br />
kunnes fotojohteen potentiaali on yhtä suuri kuin hilan potentiaali. Tämän jälkeen fotojohteen<br />
varaus ei enää muutu. /18,22,23/<br />
Fotojohtava päällyste PIP (Photo Imaging Plate) muodostuu neljästä kerroksesta. Rumpua<br />
vasten on kangaskerros, jonka päällä ovat Mylar-kalvosta tehty tukikerros, sähköä<br />
johtava kerros sekä varsinainen fotojohtava kerros. Tämä orgaaninen fotojohde on kaksikerroksinen,<br />
ja se koostuu varauksen luonti- ja siirtokerroksesta. Fotojohteelle muodostuva<br />
potentiaali on aina negatiivinen - HP Indigon tapauksessa se on noin -800–<br />
(-1000) V. /3,24,25/<br />
Tasaisen varaamisen jälkeen muodostetaan latentti kuva fotojohteen pinnalle purkamalla<br />
varaus kuvakohdista. Purkaminen tapahtuu valottamalla fotojohteen pinta kuvakohdista<br />
pintaa pyyhkivien lasersäteiden avulla. Tuleva valo absorboituu fotojohteen varausten<br />
luontikerrokseen ja synnyttää positiivisia varauksenkuljettajia. Nämä liikkuvat<br />
varauksen siirtokerroksesta kohti fotojohteen pintaa ja saavat aikaan fotojohteen pinnan<br />
negatiivisen varauksen purkautumisen valotetuilta kohdilta. Valotuksen jälkeen kuvakohtien<br />
potentiaali on purkautunut noin -60–(-180) V:iin. Valotus muuttaa siten digitaalisen<br />
kuvatiedon näkymättömäksi varauskuvioksi fotojohteen pinnalle. /3,26-28/<br />
Kuva 5. HP Indigon laser-valotussysteemi /29/.
12<br />
Kuvassa 5 on esitetty HP Indigon käyttämä valotussysteemi, jossa valonlähteenä toimivat<br />
laserdiodit ja jonka tärkeimmät komponentit ovat monikulmainen peili, kokoojalinssi<br />
sekä anamorfinen pyyhkäisyoptiikka (F-θ-linssi) ja kääntöpeili. Laser-diodeja on<br />
yleensä 12 kappaletta. Valotuksessa lasersäteet kootaan ensin kokoojalinssillä, jonka<br />
jälkeen säteet poikkeutetaan pyörivästä ja monikulmaisesta peilistä. Tämän jälkeen F-θlinssi<br />
ohjaa säteet oikeisiin paikkoihin kääntöpeilille, joka lopulta heijastaa säteet fotojohteelle<br />
kuvakohtiin. /26,29/<br />
Valotuksessa käytetään lasersäteitä, koska ne mahdollistavat pienikokoisemmat tulostuspisteet<br />
kuin LED-valoja käytettäessä. 12-säteisen laserin resoluutio voi olla jopa<br />
2400 x 812 dpi. Indigon E-Print 1000:ssa käytetään infrapuna-lasereita, joiden säteen<br />
halkaisija on noin 48 µm ja säteiden välinen etäisyys noin 0,03 mm /19/. Laservalotuksen<br />
etuihin kuuluu myös suuri prosessinopeus, noin 1,2 m/s. Prosessinopeuteen<br />
vaikuttaa kuusikulmaisen pyörivän peilin nopeus, joka yleensä on yli 500 kierrosta sekunnissa.<br />
/26,29,30/<br />
Painolaatu riippuu painettavien pisteiden kohdistuksen onnistumisesta fotojohteella.<br />
Pisteiden paikka säädetään kahden anturin ja kooderin avulla. Toinen antureista havaitsee<br />
lasersäteen osumakohdan rummulla ja toinen puolestaan mittaa liikkuvan peilin<br />
kulmapaikkaa. Tiedot lähetetään kooderille, jossa lasketaan peilin kulmapaikan ja säteen<br />
osumakohdan välinen virhe, jonka perusteella lähetetään korjaussignaali peilin<br />
moottorille. Muita painolaatuun vaikuttavia tekijöitä ovat peilin materiaali, koko, muoto<br />
ja kiinnitysmekanismi, lasersäteen teho, säteiden lukumäärä ja aallonpituus sekä säteiden<br />
yhtenäisyys ja vuorovaikutukset toisten säteiden kanssa. /26,29,30/<br />
3.2.2 Kehitys<br />
Valotuksen jälkeen nestemäinen tooneri ElectroInk tuodaan fotojohteen kuvakohdille<br />
kehitysyksikössä. Kehitysyksikkö koostuu syöttölaitteesta ja kehityssylinteristä. Kehityssylinteri<br />
on valmistettu pehmeästä polyuretaanista, ja se sijaitsee noin 40-150 µm<br />
päässä fotojohteen pinnasta. Kehityssylinterin pyörimisnopeus on noin 100 m/min, mikä<br />
on mahdollista toonerin pienen partikkelikoon ja nestemäisyyden ansiosta. Kehityssylinteri<br />
ja fotojohde pyörivät samansuuntaisesti, jolloin niiden välissä olevassa nipissä<br />
suhteellinen nopeus on nolla. Tooneri saadaan tällä tavoin lisättyä tasaisena ja yhdenmukaisena<br />
kalvona fotojohteelle koko nipin leveydeltä. Fotojohteen ja kehitystelan välinen<br />
etäisyys ja pyörimisnopeudet säätävät toonerikerroksen paksuutta ja kantofaasin<br />
määrää fotojohteella. Kehityksen jälkeen fotojohteen kuvakohdilla on ElectroInk-kerros<br />
ja taustakohdilla ohut kantofaasikerros. Toonerimäärä kuvakohdilla on noin 15 mg/cm 2 .<br />
/18,19,24,27,30,31/
13<br />
Nestemäinen tooneri tuodaan värisäiliöstä syöttölaitteelle, joka ruiskuttaa negatiivisesti<br />
varatun toonerin kehitystelan ja fotojohteen väliseen nippiin kuten kuvassa 6 on esitetty.<br />
Tooneri ruiskutetaan yleensä fotojohteen pinnalle. Jokaiselle osavärille on oma ruiskunsa,<br />
mutta systeemissä on vain yksi kehitystela. Tooneri siirtyy fotojohteen kuvakohdille<br />
sähköisen vetovoiman ansiosta, kun taas kuvan taustakohtien kohdalla tooneri siirtyy<br />
kehitystelalle, josta se poistetaan kaavinten avulla ja kierrätetään takaisin värisäiliöihin.<br />
Jokaiselle osavärille on oma kaavin ja säiliö, jotta eriväriset tooneriparikkelit eivät menisi<br />
sekaisin. Lisäksi systeemissä on yksi ylimääräinen kaavin, joka poistaa kehitystelalta<br />
jokaisen osavärin yhteydessä vielä kehitystelalla olevan toonerin. Tämä kaavittu tooneri<br />
sisältää hyvin vähän tooneripartikkeleita. Tooneri otetaan kuitenkin talteen ja viedään<br />
erottimen läpi, jolloin saadaan puhdasta kantofaasia uudelleenkäyttöä varten.<br />
/18,20,24,27,31/<br />
Kuva 6. HP Indigon kehitysyksikkö, jossa on tooneriruisku ja kehitystela. Jokaiselle CMYKosavärille<br />
ja kahdelle lisävärille on oma keräyssäiliönsä. Lisäksi systeemissä on yksi ylimääräinen<br />
keräyssäiliö kantofaasin kunnollista talteenottoa varten.<br />
Kehitystela on varattu sähköiseen potentiaaliin, jonka suuruus on noin -400–(-500) V.<br />
Potentiaali on siten fotojohteen kuvakohtien potentiaalin ja taustakohtien potentiaalin<br />
välissä. Tällöin negatiiviset tooneripartikkelit siirtyvät fotojohteelle kohti positiivisempia<br />
kuvakohtia. Kuvan taustakohtien kohdalla tooneripartikkelit siirtyvät puolestaan<br />
kohti positiivisempaa kehitystelaa. Kehitystä on havainnollistettu kuvassa 7. Taustakohdille<br />
tooneria ei siirry eikä se leviä fotojohteella, koska taustakohtien kehitystelaa ja<br />
kuvakohtia negatiivisempi potentiaali hylkii tooneripartikkeleita. Tämä hylkiminen aiheuttaa<br />
myös sen, että tooneripartikkelit punoutuvat toisiinsa mekaanisesti muodostaen<br />
yhtenäisen kerroksen. Negatiivisesti varautuneet partikkelit kulkevat siis aina kohti positiivisempaa<br />
potentiaalia. Tiiviin ja sähköisesti koossapysyvän kerroksen ansiosta latenttikuva<br />
tulee näkyväksi fotojohteella. Myös kehitystelalle syntyy toonerikerros, joka<br />
otetaan talteen ja kierrätetään. /20,24,27,31-33/
14<br />
Kuva 7. Toonerikerroksen syntyminen sähköisen vetovoiman ansiosta sekä fotojohteen kuvakohtiin<br />
että kehitystelalle.<br />
3.2.3 Taustakohtien puhdistaminen<br />
Kehityksen jälkeen ylimääräinen kantofaasi poistetaan kuvan taustakohdilta. Lisäksi<br />
taustakohdilta poistetaan sinne siirtyneet tooneripartikkelit ja kuvakohdilta siihen heikosti<br />
kiinnittyneet tooneripartikkelit. Poistaminen tapahtuu kahden pienen sähköisesti<br />
varatun telan avulla, jotka pyörivät fotojohteeseen nähden vastakkaiseen suuntaan ja<br />
sijaitsevat noin 40–150 µm päässä fotojohteesta. /18,19,20,34/<br />
Telat on varattu noin -250 V:n potentiaaliin, jolloin tooneripartikkelit siirtyvät kuvan<br />
taustakohdilta sähköisen vetovoiman takia kohti teloja. Samalla myös kuvakohdille<br />
huonosti kiinnittyneet uloimmat tooneripartikkelit hakeutuvat telojen suuntaan, koska<br />
kuvakohdat eivät pysty pitämään niitä läheisyydessään. Tämä johtuu siitä, että kuvakohtien<br />
potentiaali ei pääse vaikuttamaan niin voimakkaasti näihin uloimpiin partikkeleihin<br />
muiden hiukkasten varjostuksen vuoksi. /18,19,20,34/<br />
Huonosti kiinnittyneiden tooneripartikkeleiden poisto saa aikaan sen, että tulostettu kuva<br />
toistuu terävänä ja tasaisena, koska irralliset partikkelit eivät pääse liikkumaan taustakohdille<br />
esimerkiksi ilmavirran takia. Telat aiheuttavat pyöriessään myös hydrodynaamisia<br />
voimia, jotka saavat aikaan kantofaasin poistumista fotojohteelta. Kantofaasi<br />
ja tooneripartikkelit kerätään useimmiten talteen ja viedään yhdessä erottimeen, jossa<br />
kantofaasi puhdistetaan tooneripartikkeleista uudelleenkäyttöä varten. /18,19,20,34/<br />
3.2.4 Kuvakohtien tiivistäminen<br />
Taustakohtien puhdistuksen jälkeen seuraa toonerikerroksen puristaminen. Puristaminen<br />
tehdään sähköisesti varatulla puristustelalla, ja sen tärkein tehtävä on tiivistää toonerikerros<br />
kuva-alueilla sekä poistaa kantofaasi miltei kokonaan. Puristustela on yleensä<br />
kimmoisa polyuretaanipäällysteinen alumiinirumpu, joka on varattu erittäin korkeaan<br />
potentiaaliin: -1300–(-1600) V. Korkea potentiaali tarvitaan siksi, ettei tooneri leviäisi<br />
puristuksessa tausta-alueille ja että toonerikerrosta saataisiin vielä tiivistettyä.<br />
/18,20,24,25,27,34,35/
15<br />
Puristustela painetaan mekaanisesti fotojohteen pintaa vasten, jolloin kantofaasi poistuu<br />
taustakohdilta kokonaan ja suurimmaksi osaksi kuvakohdilta. Lisäksi puristus saa aikaan<br />
värikerroksen tiivistymisen. Puristustelan varaus on samanmerkkinen kuin toonerin,<br />
joten puristustela hylkii tooneripartikkeleita. Repulsion vuoksi tooneripartikkelit<br />
liikkuvat kohti fotojohteen pintaa tiivistäen samalla kuvaa. Tätä on havainnollistettu<br />
kuvassa 8. Tiivistymisen ansiosta fotojohteelle muodostuu koossapysyvä ja kalvomainen<br />
toonerikerros. Kantofaasi jää tällöin tooneripartikkelien päälle, josta se on helppo<br />
poistaa mekaanisesti. Kantofaasista poistetaan tässä vaiheessa noin puolet, ja se kierrätetään<br />
uudelleenkäyttöä varten. Puristusvaiheen jälkeen värikerroksen kuivaainepitoisuus<br />
on noin 20-30 %. /18,20,24,25,27,34,35/<br />
Kuva 8. Puristustelan sähköisen potentiaalin aiheuttama toonerikerroksen tiivistyminen.<br />
Kehityksen, puhdistamisen ja puristamisen jälkeen kuva voidaan siirtää prosessissa<br />
eteenpäin, koska fotojohteen valottamattomat kohdat ovat puhtaita tooneripartikkeleista<br />
ja kuva on terävä sekä luja. /18/<br />
3.2.5 Prosessimuutoksia<br />
Uusimmissa ja nopeimmissa HP Indigon painokoneissa jokaiselle osavärille on oma<br />
kehitysyksikkönsä. Kehitysyksikön periaatekuva on esitetty kuvassa 9. Kuvassa 4 on<br />
havainnollistettu kehitysyksikköjen asemaa ja kokoa prosessiin nähden. Tässä sovelluksessa<br />
tooneri tuodaan fotojohteelle kehitystelaa pitkin. Kehitysyksikkö koostuu kehitystelan<br />
lisäksi puristustelasta, puhdistusteloista ja applikaattorista. Kehitystela ja fotojohde<br />
pyörivät vastakkaisiin suuntiin. /18,20,24,27,31,36/<br />
Tooneri tuodaan applikaattorista kehitystelan pintaan tasaiseksi kerrokseksi. Tämän<br />
jälkeen puristustela tiivistää toonerikerroksen sähköisesti sekä poistaa ylimääräisen kantofaasin.<br />
Toonerikerros siirretään sen jälkeen sähköisesti fotojohteen kuvakohdille. Fotojohteelle<br />
siirtyvän värikerroksen kuiva-ainepitoisuus on 15-35 % ja paksuus 5-30 µm.<br />
Kehitystelalle jää kuvan taustakohtiin tooneria, joka poistetaan ja kierrätetään puhdistusyksikössä.<br />
Tooneria otetaan talteen myös puristustelalta. Suuri etu on, ettei tässä sovelluksessa<br />
tarvita erillistä puristusyksikköä ennen siirtovaihetta. /18,20,24,27,31,34,36/
16<br />
Kuva 9. Kehitysyksikkö uusimmissa HP Indigon painokoneissa /30/.<br />
3.2.6 Siirtovaiheet<br />
Fotojohde pyörähtää kosketuksiin sähköisesti varatun siirtosylinterin eli offset-sylinterin<br />
kanssa siirtovaiheessa. Siirtosylinteri on sisäisesti halogeenilampun avulla lämmitetty,<br />
ohutseinäinen metallirumpu, joka on päällystetty kumimaisella huovalla. Huopa on monikerroksinen<br />
materiaali, jonka rakenne on esitetty kuvassa 10. /18,27/<br />
Kuva 10. Siirtosylinterin huovan kerrosmainen rakenne.<br />
Irrotuskerros on ohut, noin 8 µm:n paksuinen silikonikerros, jonka tehtävänä on helpottaa<br />
toonerikerroksen irtoamista huovalta ja siirtymistä kokonaisuudessaan painoalustalle.<br />
Mukautuva kerros on tehty pehmeästä polyuretaanista, jonka tehtävänä on saada<br />
huopa mukautumaan hyvin painoalustaa vasten. Tällä tavoin luodaan tasainen kosketuspinta<br />
siirtosylinterin ja painoalustan välille, mikä saa aikaan tasaisen painojäljen.<br />
Mukautuvan kerroksen paksuus on noin 100 µm, ja sen alla olevan johtavan kerroksen<br />
paksuus on noin 2-3 µm. Johtava kerros on valmistettu akryylikumista ja hiilimustasta.<br />
Hiilimusta antaa kerrokselle sopivan johtavuuden. /27,37/<br />
Huovan runko on puolestaan noin 700 µm paksu, ja se koostuu huovan pintakerroksesta,<br />
puristuvasta kerroksesta sekä kangaskerroksesta. Kangaskerros, jonka paksuus on<br />
noin 200 µm, on valmistettu kudotusta NOMEX-materiaalista. Tämän päällä oleva 400<br />
µm paksu puristuva kerros on puolestaan tehty kyllästetystä nitriittikumista ja hiilimustasta.<br />
Tässä kerroksessa hiilimustan tehtävä on parantaa huovan lämmönjohtavuutta.
17<br />
Huovan pintakerros koostuu samasta materiaalista kuin puristuva kerros, mutta pintakerroksessa<br />
kumissa ei ole huokosia, ja kerrospaksuus on pienempi - noin 100 µm. Kangaskerroksen<br />
alapuolella on vielä liimakerros, joka mahdollistaa huovan kiinnityksen<br />
metallirumpuun. /27,37/<br />
Toonerin siirto fotojohteelta siirtosylinterille tapahtuu tässäkin tapauksessa sähköisesti.<br />
Kumipintainen siirtosylinteri on varattu -400-0 V:n potentiaaliin, ja koska puristustelan<br />
vaikutuksesta taustakohtien potentiaali on noin -1220 V ja kuvakohtien noin -960 V,<br />
negatiivisesti varautuneet toonerihiukkaset pyrkivät siirtymään kohti siirtosylinterin<br />
positiivisempaa potentiaalia. Siirtotehokkuus tässä vaiheessa on noin 98–99 %. Suuri<br />
potentiaaliero fotojohteen ja siirtosylinterin välillä voi kuitenkin aiheuttaa jännitteen<br />
purkautumista, mikä voi vaurioittaa fotojohteen pintaa ja aiheuttaa siirtosylinterin pintaominaisuuksien<br />
muuttumista. Potentiaalieron pienentämiseksi koko fotojohteen pinta<br />
valotetaan ennen siirtoa LED-matriisin avulla. /19,24,33,34/<br />
Halogeenilamppu kuumentaa siirtosylinterin noin 88–100 °C:een, jolloin myös fotojohteelta<br />
siirtynyt ElectroInk-kerros lämpenee. Lämpötilan noustessa tooneripartikkelit<br />
osittain sulavat ja sekoittuvat toisiinsa, ja lisäksi ne solvatoituvat kantofaasin kanssa.<br />
Tällöin tooneripartikkelien polymeeri ja kantofaasi muodostavat keskenään komplekseja<br />
yhdisteitä polymeerin sulamispistettä ja kantofaasin kiehumispistettä matalammassa<br />
lämpötilassa. Lämmityksen ansiosta siirtosylinterin pinnalle kuvakohtiin muodostuu<br />
tahmea mutta yhtenäinen ja tasainen toonerikalvo, joka voidaan tämän jälkeen siirtää<br />
painoalustalle yhtenäisenä. /4,18,19,30/<br />
Siirtosylinterin pyörähtäessä ElectroInk-kalvo tulee kosketuksiin painoalustan kanssa<br />
siirtosylinterin ja vastasylinterin muodostamassa nipissä. Tooneri siirtyy tällöin painoalustalle<br />
puristuksen ja lämmön vaikutuksesta. Kun lämmin toonerikalvo koskettaa<br />
kylmempää painoalustaa, se jähmettyy heti, kiinnittyy tiukasti painoalustaan ja siirtyy<br />
yhtenäisenä ilman, että toonerikerros halkeaa painoalustan pinnalla. Tämä on mahdollista,<br />
koska painoalustan lämpötila on matalampi kuin toonerin solvaatiolämpötila, minkä<br />
seurauksena toonerin viskositeetti ja koheesio kasvavat. Lisäksi toonerin adheesio painoalustaan<br />
on suurempi kuin siirtosylinterille. /18,20,30,37/<br />
Paperille siirretty kuva on heti kuiva, joten erillistä kiinnitysvaihetta ei tarvita. Väri ei<br />
siten pääse tarttumaan uudestaan siirtosylinterin pintaan tai pinottaessa toisiin arkkeihin.<br />
Tällöin painetun pinnan set-off ja päällepainatus eivät aiheuta samanlaisia ongelmia<br />
kuin perinteisessä offset-painatuksessa. Siirtosylinterin lämpötila ei ole myöskään liian<br />
korkea, jotta se vahingoittaisi paperia. Kuvassa 11 on esitetty toonerikerroksen käyttäytyminen<br />
siirron aikana. /18,20,30/
18<br />
Kuva 11. Toonerikerroksen rakenne siirron aikana.<br />
Toonerikerros kiinnittyy painoalustaan pelkän adheesion avulla eikä tooneria absorboidu<br />
ollenkaan paperin sisään kuten perinteisessä offset-painatuksessa tapahtuu puristuksen<br />
ja värin kulkeutumisen vuoksi. Tätä ilmiötä on havainnollistettu kuvassa 12. Lisäksi<br />
toonerikalvon yhtenäisyys saa aikaan sen, ettei tooneri pääse leviämään sivusuunnassa<br />
paperin pinnalla puristuksesta huolimatta. Toonerikalvon mukana kulkee vielä<br />
hieman kantofaasia, jonka määrä on kuitenkin niin vähäinen, että sen voi antaa huoletta<br />
absorboitua paperiin ilman, että paperi kastuisi. Perinteisissä nestemäisissä toonereissa<br />
siirretyn toonerikerroksen kantofaasipitoisuus on sitä vastoin niin suuri, että tarvitaan<br />
erillinen kuivausvaihe, jotta paperi ei turpoaisi kantofaasin imeytymisen vuoksi. Tämä<br />
aiheuttaisi ajettavuus- ja painettavuusongelmia. /19,20,30,37,38/<br />
Kuva 12. ElectroInk-kerroksen ja perinteisen offset-painomusteen asettuminen paperilla.<br />
Koska toonerikerros irtoaa kokonaisuudessaan huovalta ilman värikerroksen halkeamista<br />
ja koska toonerikerros on heti kuiva, siirtosylinteri säilyy puhtaana ja on välittömästi<br />
valmiina seuraavaa painettavaa kuvaa varten. HP Indigon painokoneissa voidaankin<br />
siksi käyttää vain yhtä painoyksikköä. Arkkipainokoneissa osavärit painetaan peräkkäin<br />
paperille. Tämä tarkoittaa sitä, että paperi pidetään vastasylinterillä jokaisen osavärin<br />
painamisen ajan eli yhteensä 4-7 kierroksen ajan riippuen käytettyjen osavärien lukumäärästä.<br />
HP Indigon rainapainokoneissa ja pakkauspainotuotteisiin soveltuvissa painokoneissa<br />
puolestaan ensiksi siirretään huopasylinterille kaikkien osavärien kuvat<br />
päällekkäin ja vasta sitten kuva kokonaisuudessaan paperille. Huopasylinteri pyörii siis<br />
4-7 kierrosta ennen kuin kuva siirtyy paperille. Täten paperi pysyy nipissä vain yhden<br />
siirtosylinterin pyörähdyksen ajan. /18,30/
19<br />
3.2.7 Fotojohteen puhdistus<br />
Fotojohde puhdistetaan toonerista heti, kun kuva on saatu siirrettyä siirtosylinterille.<br />
Puhdistusasema koostuu puhdistustelasta, puhdistusaineen syöttölaitteesta ja raakelista.<br />
Pooliton puhdistusaine ruiskutetaan syöttölaitteesta telalle. Lopullisen puhdistuksen<br />
hoitaa kuitenkin raakeli. Lopuksi fotojohteen pinnan jäännöspotentiaali puretaan tasaisen<br />
valotuksen avulla. Tämän jälkeen voidaan aloittaa uuden kuvan painaminen.<br />
/18,20,24,27/<br />
3.3 Tooneri<br />
3.3.1 Yleistä<br />
ElectroInk on HP Indigon valmistama nestemäinen tooneri, jota käytetään kaikissa HP<br />
Indigon painokoneissa. Toonerin hiukkaskoko on varsin pieni, 1-2 µm, mikä mahdollistaa<br />
korkeamman resoluution, ohuemman toonerikerroksen sekä terävämmät reunat kuin<br />
kuivatooneria käytettäessä. Vaikka toonerihiukkaset ovatkin pienikokoisia, toonerin<br />
nestemäisyyden vuoksi pölyämistaipumus on pieni; sen sijaan perinteisessä elektrofotografiassa<br />
kuivatooneripartikkelien koko on rajoitettu 6-7 µm:iin, koska tätä pienemmät<br />
partikkelit pölyävät helposti. Pölyämisen vuoksi tooneripartikkelien hallinta vaikeutuu,<br />
jolloin painojäljen reunojen terävyys kärsii. Resoluutiota on tämän takia mahdotonta<br />
saada niin korkeaksi kuin ElectroInkiä käytettäessä. Perinteiseen neste<strong>tooneriin</strong> verrattuna<br />
ElectroInkin partikkelikoko on kuitenkin hieman suurempi. Tällä ratkaisulla on<br />
kuitenkin hyvät puolensa: suurempi partikkelikoko saa aikaan tasaisemman tooneridispersion<br />
ja parantaa tooneripartikkelien liikkuvuutta. /5,18,19,39/<br />
ElectroInk koostuu sähköisesti varatuista tooneripartikkeleista, jotka on sekoitettu orgaaniseen,<br />
sähköisesti neutraaliin nesteeseen. Kuiva-ainepitoisuus tälle dispersiolle on<br />
noin 1,5-2 %. Kantofaasina käytetään erilaisia öljyjä. Tooneripartikkelit ovat puolestaan<br />
pigmentoituja polymeeripartikkeleita, jotka ovat muodoltaan erittäin epäsäännöllisiä.<br />
Partikkelin pinnasta lähtee lonkeroita, jotka mahdollistavat partikkelien punoutumisen<br />
toisiinsa sekä kiinnittymisen kuva-alueille. Tämä mahdollistaa ElectroInk-kerroksen<br />
siirtymisen kokonaisuudessaan yhtenäisenä kalvona painoalustalle. Kuvassa 13 on esitetty<br />
TEM-kuva tyypillisestä ElectroInk-partikkelista. Tooneripartikkelien varaus synnytetään<br />
erityisten säätöaineiden avulla. Sähkövarauksen ansiosta tooneripartikkeleita<br />
on mahdollista ohjata sähköisesti koko prosessin ajan. /4,18,30,39-41/
20<br />
Kuva 13. TEM-kuva ElectroInk-tooneripartikkelista lonkeroineen /30/.<br />
ElectroInk tuodaan painolaitokseen väkevöitynä tahnana. Tämä tahna liuotetaan kantofaasiin<br />
painokoneen värisäiliössä ennen kehitystä, minkä jälkeen nestemäinen tooneri<br />
on valmiina käyttöön. HP Indigon painokoneissa on mahdollista käyttää CMYKprosessivärejä<br />
sekä näiden lisäksi kahta tai kolmea lisäväriä. Nämä lisävärit voivat olla<br />
HP IndiChrome-värejä, fluoresoivia värejä tai metallivärejä. Valkoinen tooneri on myös<br />
kehitetty. HP IndiChrome-väreihin kuuluvat oranssi ja violetti, jotka ovat yleisimmin<br />
lisäväreinä. HP IndiChrome-koristevärit puolestaan muodostetaan sekoittamalla perustoonereita,<br />
joita on 11 erilaista. Tällä tavoin saadaan suurin osa PANTONE TM -väreistä<br />
toistetuksi. Tilauksesta ElectroInk on mahdollista saada halutun värisenä, koska partikkelien<br />
lonkeroiden takia värit ovat nesteessä toisiinsa sekoittuvia. /4,18,30,42/<br />
3.3.2 ElectroInkin koostumus<br />
ElectroInkin kantofaasina käytetään haaraketjuisia alifaattisia hiilivetyjä, kuten ISO-<br />
PAR-G:tä, ISOPAR-H:ta, ISOPAR-K:ta, ISOPAR-L:ää tai ISOPAR-M:ää, jotka ovat<br />
erittäin puhtaita ja hajuttomia isoparafiiniyhdisteitä. Myös kevyitä mineraaliöljyjä, kuten<br />
MARCOL 52:a ja MARCOL 62:a, voidaan käyttää tähän tarkoitukseen. Kantofaasin<br />
tehtävänä on muodostaa tasainen dispersio pienistä tooneripartikkeleista, mikä mahdollistaa<br />
tasaisen painojäljen. /19,39,43/<br />
Tooneripartikkeleissa käytetyn polymeerin tulee olla termoplastista. Usein materiaalina<br />
on eteenikopolymeeri, kuten ELVAX II-hartsi. Tämä polymeeri yhdistää karboksyylihapon<br />
toiminnallisuuden, suuren molekyylipainon ja lämmönkestävyyden. Muita ElectroInkiin<br />
soveltuvia polymeerejä ovat etyyliakrylaatit, eteenivinyyliasetaattihartsit sekä<br />
polybutyyli-, polyetyyli- ja polymetyylimetakrylaatit. Pigmentin osuus vaihtelee eri<br />
osavärien ja käytetyn aineen osalta, mutta mustaa pigmenttiä käytetään enemmän kuin<br />
värillisiä pigmenttejä. Mustassa värissä pigmentin osuus polymeeristä on 10-35 %, kun<br />
se värillisissä toonereissa on 3-25 %. /19,43/
21<br />
Varauksen säätöaine antaa tooneripartikkeleille halutun varauksen, joka useimmiten on<br />
negatiivinen. Negatiivisen varauksen antavia aineita ovat muun muassa magnesium-,<br />
kalsium- ja bariumsulfonaatit sekä -petronaatit. Varauksensäätöainetta lisätään noin<br />
0,45 % tooneripartikkelien painosta. /27,35,39/<br />
3.3.3 ElectroInkin erot verrattuna perinteisiin nestetoonereihin<br />
ElectroInkin tooneripartikkelien samanmerkkinen varaus estää niitä kiinnittymästä toisiinsa<br />
ennen fotojohdetta. Fotojohteen taustakohtien suuri vastakkaismerkkinen varaus<br />
pakottaa partikkelit kuitenkin lähelle toisiaan, jolloin ne kiinnittyvät mekaanisesti toisiinsa<br />
lonkeroidensa avulla. Kiinnittyminen on niin voimakasta, ettei muodostuva jäykkä,<br />
yhtenäinen ja suhteellisen paksu toonerikerros hajoa, kun kerrosta siirretään prosessissa<br />
eteenpäin. Tästä on seurauksena se, että pisteenleviäminen ja värin räiskyminen on<br />
erittäin vähäistä. Lisäksi painatus voidaan suorittaa usealle erilaiselle painoalustalle.<br />
Perinteisissä nestetoonerisysteemeissä tooneri on erittäin laimeana dispersiona fotojohteella.<br />
Siirrossa tämä kerros helposti roiskuu ja leviää aiheuttaen painojäljen huononemista,<br />
koska partikkelit eivät ole kiinnittyneet yhteen. Lisäksi toonerikerros on todella<br />
ohut, jolloin saattaa syntyä ongelmia painojäljen densiteetin kanssa. ElectroInk -kerros<br />
sitä vastoin on paksumpi hiukkasten yhteennivoutumisen takia, jolloin densiteettitason<br />
kanssa ei ole yhtä suuria ongelmia. /7,19,40,43/<br />
ElectroInk eroaa perinteisistä nestemäisistä toonereista myös kuivumismenetelmän osalta.<br />
Perinteisissä nestetoonerisysteemeissä tarvitaan erillinen kuivausyksikkö kantofaasin<br />
poistoon ja toonerin sitomiseen painoalustalle. Tällöin tarvitaan paljon energiaa kantofaasin<br />
haihduttamiseen, ja lisäksi haihtuva liuotin aiheuttaa ympäristölle haittoja. ElectroInkiä<br />
käytettäessä kantofaasi erotetaan tooneripartikkeleista ja poistetaan pääasiassa jo<br />
fotojohteella mekaanisesti ja sähköisesti. Talteenotettu kantofaasi kierrätetään takaisin<br />
prosessiin. Toonerikalvon mukana kulkevaa kantofaasia ei tarvitse haihduttaa, vaan<br />
tooneri kiinnittyy jopa kantofaasin läsnäollessa. Jäännöskantofaasi imeytetään paperiin,<br />
mutta sen määrä on niin pieni, ettei se aiheuta ongelmia ajettavuuteen. ElectroInkin kuivumisen<br />
onkin päästötöntä ja vähän energiaa kuluttavaa. /7,18,19,40,44/<br />
3.4 Painoalustat<br />
3.4.1 HP Indigoon sopivat painoalustat<br />
Digitaalisen offset-tekniikan ansiosta HP Indigon painokoneissa voidaan käyttää laajaa<br />
valikoimaa erilaisia painoalustoja. Painatus on mahdollista tehdä paperille, kartongille,<br />
muoville, filmille tai jopa metallille. Lisäksi painoalustan paksuudet voivat vaihdella<br />
hyvinkin suuresti: tyypillinen vaihteluväli on 10-350 µm. Paperit voivat olla myös joko<br />
päällystettyjä tai päällystämättömiä, ja niiden pinta voi olla kiiltävä-, matta- tai satiinipintainen.<br />
Päällystemäärä paperissa voi vaihdella, mutta valmistaja suosittelee kak-
22<br />
soispäällystettyjä paperilaatuja tasaisemman ja suljetumman pinnan takia. Koska kiinnitys<br />
suoritetaan lisäksi ilman korkeaa lämpöä, kasvaa materiaalivalikoima entisestään<br />
Kiinnityslämpötila (n. 100 °C) on niin matala, ettei se aiheuta painoalustaan vaurioita,<br />
vaikka alustan lämmönkestävyys ei kauhean suuri olisikaan. Painoalustan karheudella ei<br />
ole kovinkaan suurta merkitystä painatuksen onnistumisen kannalta. /1,18,44-46/<br />
3.4.2 Paperille asetetut vaatimukset<br />
Elektrofotografiassa tärkeimmät paperin ominaisuudet ovat sen kosteuspitoisuus, karheus,<br />
pölyävyystaipumus, jäykkyys, lämmönkestävyys, pintaenergia sekä pinnan topografia<br />
painatuksen jälkeen. HP Indigossa vaaditut paperin ominaisuudet ovat lähes samoja<br />
kuin offset-painatuksessa. /44,46,47/<br />
HP Indigossa oikeanlaisen pintaenergian lisäksi paperilta vaaditaan hyvää öljyn absorptiota,<br />
pintalujuutta, sileyttä, pientä huokoisuutta sekä sopivaa paperin kosteuspitoisuutta.<br />
Öljyn absorptio mahdollistaa toonerin kantofaasin imeytymisen paperiin. Paperin umpinainen<br />
pinta puolestaan edesauttaa kiiltävän, värikylläisen ja korkealaatuisen painojäljen<br />
muodostumista. Epätasainen pinta saattaa puolestaan aiheuttaa sen, että pienet ElectroInk<br />
-tooneripartikkelit tunkeutuvat liian syvälle paperin pinnan epätasaisuuksiin, jolloin<br />
painojäljestä tulee vaalea. Toisaalta liian sileät paperit saattavat helposti luisua prosessin<br />
aikana, mikä huonontaa ajettavuutta. Paperia pitää lisäksi säilyttää sellaisissa olosuhteissa,<br />
joissa ilman suhteellisen kosteuspitoisuus on 45-55 %, jotta paperin ajettavuus<br />
olisi hyvä. /44,46,47/<br />
Yksi tärkeimmistä paperin ominaisuuksista on paperin pintakemia ja sitä kautta pintajännitys.<br />
Oikeanlaisen pintakemian seurauksena tooneri kiinnittyy paperiin lujasti ja<br />
pysyvästi. HP Indigon painokoneissa tooneriadheesio on kuitenkin huono joillekin päällystämättömille<br />
paperilaaduille, mikä johtuu siitä, että paperin pinta on liian pehmeä ja<br />
kokoonpuristuva. Hyvän adheesion aikaansaamiseksi myös paperin kemian tulee sopia<br />
yhteen toonerin kemian kanssa; jos paperi ja tooneri eivät sovellu yhteen, saattaa myös<br />
toonerin siirto paperille tapahtua epätäydellisesti. HP Indigo on kehittänyt erityisen pintakäsittelyn<br />
sellaisille papereille, joilla on havaittu huono adheesio. Tavoitteena on, että<br />
tooneri saataisiin pysymään painetulla pinnalla paremmin. Paperin tapauksessa käsittelyä<br />
kutsutaan Sapphire -prosessiksi. /18,19,35,48-52/<br />
Sapphire-käsittelyssä paperi päällystetään polyeteeni-imiinillä (PEI), joka voi olla joko<br />
puhdasta PEI:tä tai kopolymeeri PEI:stä ja akryyliamidista. Käytetty polymeeri on voimakkaasti<br />
haaroittunut ja anioninen, ja se muodostuu monomeeriyksiköistä, joiden molekyylikaava<br />
on C 2 H 5 N. Sapphire -käsitellyt paperit toimivat hyvin painossa, mutta ne<br />
kellertyvät nopeasti. Lisäksi Sapphire-käsittely nostaa painotuotteen hintaa. Tämän takia<br />
useat paperitehtaat valmistavat nykyään papereita, jotka soveltuvat suoraan käytet-
23<br />
täväksi HP Indigon painokoneissa. Usein nämä paperit on päällystetty polyeteenillä tai<br />
sen johdannaisella, ja niillä on paljon parempi tooneriadheesio kuin Sapphire –käsitellyillä<br />
papereilla. Tämä havaitaan puhdistusarkkien käytön vähentymisenä. Esimerkiksi<br />
Sapphire -käsitellylle paperille painamisen jälkeen huopasylinteri on puhdas noin 3-4<br />
arkin jälkeen, kun se HP Indigoa varten kehitellyillä papereilla saattaa olla puhdas jopa<br />
0-1 arkin jälkeen. Markkinoille on tullut viime vuosina myös päällystämättömiä paperilaatuja,<br />
jotka soveltuvat suoraan käytettäväksi HP Indigon painokoneissa. Tällä hetkellä<br />
HP Indigoa varten on olemassa noin 3000 eri paperilaatua. /35,48,50,53/<br />
Paperi syötetään HP Indigon painokoneeseen imun ja tartuinten avulla. Tartuin menee<br />
arkkipinon päälle, ja nappaa siitä yhden arkin tarttuimesta tulevan imevän ilmavirran<br />
avulla. Huokoisilla papereilla imu saattaa ulottua useampaan paperiin, koska imu pääsee<br />
huokosten kautta vaikuttamaan moneen paperiin. Tällöin painatukseen saattaa joutua<br />
useampi paperi päällekkäin tai paperin syöttö vaikeutuu. Huokoisuudella ja sitä kautta<br />
paperin paksuudella onkin merkitystä koneen ajettavuudelle. Myös kuituorientaatio vaikuttaa<br />
ajettavuuteen. Tämän takia paperit, joiden neliömassa on alle 200 g/m 2 , syötetään<br />
koneeseen siten, että kuidut ovat konesuuntaan. Paksummilla papereilla kuitusuunta on<br />
poikittain. Paperin reunojen suorakulmaisuus edesauttaa paperin ajettavuutta koneessa.<br />
/20,26,44,47,51/<br />
Kaksipuolisessa painatuksessa ajettavuus ja painojäljen kohdistus säilyvät, jos paperin<br />
reunat ovat suorat ja paperi on tiivistä. Kääntäminen suoritetaan siten, että kampi tarttuu<br />
paperiin irrottaen sen rummulta. Kampi pitää paperin imun avulla itsessään kiinni ja vie<br />
paperin kääntökuljettimelle. Kääntökuljetin kääntää paperin, jonka jälkeen kampi tarttuu<br />
uudestaan paperiin ja vie sen siirtosylinterille. /20,26,44,47/<br />
3.5 Painokoneratkaisut<br />
3.5.1 Painokoneet<br />
HP Indigolla on tarjolla erilaisia painokoneratkaisuja sekä kaupalliseen että teolliseen<br />
tuotantoon. Konevaihtoehtoja on sekä arkkipainatukseen että rainapainatukseen, ja lisäksi<br />
koneet eroavat tuotantonopeutensa, käytettävän painoalustan sekä siirrettävän värimäärän<br />
suhteen. Tuotantonopeus on nykyään neliväripainatukselle noin 2000-8000<br />
A4/h. Rainapainatuksessa tuotantonopeus on noin 8-64 m/min. /3,18,20,21,30,54,55/<br />
HP Indigon 1000-, 3000- ja 5000-sarjan painokoneet ovat arkkipainokoneita, jotka soveltuvat<br />
pienille ja keskisuurille painoksille. Koneissa on vain yksi painoyksikkö, mutta<br />
laitteet on mahdollista varustaa kääntöyksiköllä kaksipuolisen painatuksen mahdollistamiseksi.<br />
HP Indigon w3000-sarja on kehitetty rainapainatusta varten. Rainapainokoneissa<br />
käytetään kahta painoyksikköä, jotta kaksipuolinen painatus olisi mahdollinen.
24<br />
Painatuksessa voidaan käyttää jopa seitsemää prosessiväriä. HP Indigon ws2000- ja<br />
ws4000-sarjan painokoneet käyttävät painatuksessa paperirainaa, mutta koneet on tarkoitettu<br />
lähinnä pakkauspainotuotteille ja erikoisalustoille, kuten muoville tai metallille.<br />
Näissä koneissa käytetään vain yhtä painoyksikköä, koska pakkauspainotuotteita ei<br />
usein tarvitse painaa kuin yhdelle puolelle. /3,18,20,21,30,54-56/<br />
Erikoisalustoille painamiseen on olemassa myös arkkikone HP Indigo s2000. Tuotantonopeus<br />
(1000 A3/h) on muita arkkikoneita hitaampi, mikä johtuu erikoisalustojen hankalammasta<br />
kulusta prosessissa. Prosessivärejä voi olla kuusi, jolloin CMYKprosessivärien<br />
lisäksi käytetään violettia ja oranssia HP IndiChrome-väriä. Käyttökelpoisia<br />
painoalustoja ovat muun muassa paperi, kartonki sekä PVC, PE, PP ja PCmuovit.<br />
Suuren materiaalivalikoiman ansiosta s2000-painokonetta käytetään suuressa<br />
määrin esimerkiksi luottokorttien ja erilaisten pakkausmateriaalien painamiseen. HP<br />
Indigo s2000 -painokonetta käytetään nykyään myös turvapainatuksessa. Painatus voidaan<br />
tällöin suorittaa vain UV-valossa näkyvillä musteilla, ja lisäksi voidaan painaa<br />
vaikkapa vesileimoja ja viivakoodeja. /18,55,56/<br />
3.5.2 Painoyksikköratkaisut<br />
HP Indigon painokoneissa siirtovaihe voi toimia joko ”Multi-Shot”- tai ”One-Shot”-<br />
periaatteella. Arkkipainokoneissa käytetään ”Multi-Shot”-systeemiä, jossa jokainen<br />
osaväri painetaan samassa painoyksikössä peräkkäin paperille. Tällöin jokainen osaväri<br />
kehitetään erikseen fotojohteelle ja siirretään siirtosylinterin huovan kautta painoalustalle.<br />
Painoalusta pysyy vastasylinterillä usean pyörähdyksen ajan. Kun jokainen osaväri<br />
on siirretty päällekkäin painoalustalle, painoalusta irrotetaan vastasylinteriltä, ja arkki<br />
siirretään painettuna arkkipinoon tai kääntöyksikköön. Kohdistus on tällöin hyvä, koska<br />
painoalusta pysyy paikoillaan vastasylinterillä jokaisen osavärin painatuksen ajan.<br />
/18,30/<br />
”One-Shot”-sovellusta käytetään HP Indigon rainapainokoneissa sekä pakkauspainatukseen<br />
soveltuvissa arkkipainokoneissa. Osavärit painetaan yhden painoyksikön avulla<br />
yhtä aikaa paperille siten, että osavärit kehitetään ensin peräkkäin toistensa päälle huovalle.<br />
Tällöin fotojohde pyörii monta kertaa, jotta kaikki osavärit saadaan kehitettyä<br />
huovalle päällekkäin. Huovalta painettava kuva siirretään kokonaisuudessaan, kohdistuneena<br />
painoalustalle. Painoalustan ei tarvitse olla nipissä kuin yhden siirtosylinterin<br />
pyörähdyksen ajan. Rainapainatuksessa tämä sovellus on ainoa mahdollisuus, koska<br />
jatkuvaa rainaa ei ole mahdollista kiertää vastasylinterin ympärille useamman kehitys<br />
sylinterin painatuksen ajaksi. Kun kaikki värit siirretään paperille yhtä aikaa, on mahdollista<br />
painaa hyvinkin paksuille ja joustamattomille alustoille sekä hyvin ohuille ja<br />
lämpöherkille materiaaleille. Täten ”One-Shot”-sovellusta käytetäänkin painokoneissa,
25<br />
jotka on tarkoitettu pakkausmateriaaleille painamiseen. Lisäksi sovelluksessa painoalustalle<br />
voidaan siirtää jopa 16 värikerrosta päällekkäin. /3,18,30,57/<br />
3.6 Tulostuksen ohjaus ja hallinta<br />
3.6.1 Densiteetin ja pistekoon säätäminen<br />
HP Indigon painokoneissa on sisäänrakennettuna automaattinen pisteenkasvun ja optisen<br />
densiteetin säätö. Tämän takia densiteetti ja pisteenkoko näyttävät aina samanlaisilta<br />
paperista riippumatta. Densiteettiä säädetään muuttamalla fotojohteen varaustilaa. Mitä<br />
suurempi potentiaaliero toonerin ja fotojohteen välille syntyy, sitä enemmän väriä siirtyy<br />
ja sitä suurempi densiteetti saavutetaan. Pistekokoa taas säädetään lasersäteen tehoa<br />
säätämällä. Tehon kasvaessa pistekoko fotojohteella kasvaa. Lasersäteen teho vaikuttaa<br />
myös harmaatasojen lukumäärään. Pistekoko määrää rasterisävyjen densiteetin ja värillisyyden.<br />
Lisäksi jokaisen pisteen, rummun ja käännöstä tulevan paperin paikkaa sekä<br />
lasersäteen kohdistusta pystytään säätämään. HP Indigossa on ITT (Image Tracking<br />
Technology)-systeemi, joka valvoo kunkin pisteen paikkaa, riviväliä ja kohdistusta. HP<br />
Indigossa voidaan täyspeitteisen pinnan ja rasteripintojen densiteetit säätää erikseen,<br />
jolloin painatus on suhteellisen stabiili. /18,20,26,54,58/<br />
Densiteetti ja pistekoko asetetaan hallintasysteemiin jokaiselle pisteelle erikseen, minkä<br />
jälkeen HP Indigon Color Adjust -mekanismi valvoo ja säätää niitä koko painatuksen<br />
ajan. Jotta kaikkia arvoja ei tarvitsisi syöttää erikseen koneelle, HP Indigo on kehittänyt<br />
LUT (Look-up Table)-menetelmään <strong>perustuvan</strong> systeemin, joka pystyy ennustamaan<br />
pisteenkasvun suuruutta ja densiteettitasoa. LUT -menetelmässä mitataan aluksi mustekerroksen<br />
paksuus täyspeitteisestä pinnasta, minkä jälkeen fotojohteen varaustilaa muutetaan,<br />
kunnes densiteetti saadaan halutulle tasolle. Tämän jälkeen mitataan jokaisen<br />
rasterikentän densiteetti ja tiedot tallennetaan tiedostoon, joka koostuu 269 pisteenkasvutaulukosta.<br />
Jokainen taulukko sisältää 15 painetun pisteen arvoa kullekin osavärille.<br />
Lisäksi taulukkoon kirjataan 19 havaitun parametrin arvot. Parametreista 12 on kaikilla<br />
osaväreillä samoja, kun taas loput seitsemän vaihtelevat osavärin mukaan. Kaikkia arvoja<br />
ei kuitenkaan tarvitse syöttää, vaan systeemi ennustaa niistä suurimman osan. Tiedosto<br />
koostuu siis parametreista ja pisteenkasvun taulukoista, jotka on kerätty painokoneella<br />
yhden viikon aikana. Vaatimuksena on, että painetun ja ennustetun pistekoon välinen<br />
ero olisi vähemmän kuin 2 µm 67 % ajasta. Lisäksi kehitteillä on systeemi, joka pystyisi<br />
ennustamaan täyspeitteisen pinnan densiteetin arvoa kehitysjännitteen arvon perusteella<br />
jokaiselle osavärille ja jokaiselle koneen tilalle erikseen. /21,26/<br />
3.6.2 Toonerin ominaisuuksien valvonta<br />
ElectroInkissä voidaan valvoa värin konsentraatiota, sähkövarausta, virtausnopeutta ja<br />
lämpötilaa. Värin konsentraatiota säiliössä mitataan erillisen anturin avulla, joka mittaa
valon sironnan suuruutta ohivirtaavasta toonerista. ElectroInk-toonerin varaus säädetään<br />
halutuksi varauksensäätöaineiden avulla, ja sitä valvotaan toonerin johtavuutta mittaamalla.<br />
Sähkövarauksen hallinnan tarve tulee siitä, että osa varauksensäätöaineesta poistuu<br />
toonerikerroksen mukana systeemistä. Virtausnopeus määritetään mittaamalla aika,<br />
joka kuluu toonerin kulkuun värisäiliöstä kehitystelalle. /26/<br />
26
27<br />
4 KAUPALLISEN NESTETOONERIN PAINOLAATU<br />
4.1 Painojälki<br />
ElectroInkin pienen partikkelikoon takia painoalustalle syntyvä toonerikerros on ohut,<br />
resoluutio on korkea, kiilto on tasainen ja korkea ja värinpeitto suhteessa siirretyn värin<br />
massaan on hyvä. Resoluution suuruus mahdollistaa pienten yksityiskohtien toistamisen.<br />
Tämän lisäksi rasteripisteiden reunat ovat terävät eikä paperin taustakohdilla esiinny<br />
satelliittipisteitä. Koska HP Indigon painokoneissa on vain yksi painoyksikkö, jonka<br />
kautta jokaisen osavärin painatus tapahtuu, kohdistus on hyvä, laite on pienikokoinen ja<br />
hinnaltaan melko edullinen, ja lisäksi prosessi on suhteellisen yksinkertainen. Näiden<br />
etujen vuoksi HP Indigon painojäljen on sanottu olevan lähellä perinteisen offsetpainatuksen<br />
laatua ja parempi verrattuna muihin nestetoonerisysteemeihin sekä kuivatooneritekniikkaan.<br />
/18,20,30/<br />
4.1.1 Painojälkeen vaikuttavia tekijöitä<br />
Fotojohteella tapahtuu painatuksen aikana monia mekaanisia ja sähköisiä ilmiöitä, jotka<br />
antavat painojäljelle terävän ja puhtaan reunan. Esimerkiksi toonerikerroksen tiivistyminen<br />
ja heikosti kiinnittyneiden tooneripartikkelien poistaminen terävöittävät reunaa.<br />
Terävyyteen vaikuttaa myös se, että pienet tooneripartikkelit pysyvät tiukasti kuvakohdilla<br />
sähköisen vetovoiman ja lonkeroiden avulla tapahtuvan punoutumisen ansiosta.<br />
Fotojohteelle muodostuukin kuvakohtiin suhteellisen kova, yhtenäinen ja teräväreunainen<br />
toonerikerros. Tämä painojäljen terävyys ei häviä myöskään siirtovaiheessa, kun<br />
tooneripartikkelit sulavat ja leviävät toisiinsa, sillä toonerin korkea pintajännitys estää<br />
toonerin leviämisen paperin pinnan suuntaisesti. Kuvan terävyys johtaa rasteripisteiden<br />
rosoisuuden pienenemiseen. Kuvassa 14 on esitetty nestetoonerilla ja kuivatoonerilla<br />
painettaessa muodostuvat rasteripisteet, joista havaitaan selvästi ElectroInkin muodostama<br />
terävämpi painojälki. /18,19,42,54/<br />
Kuva 14. HP Indigon nestetoonerin (vas.) ja Canonin polymeeritoonerin (oik.) tuottamat rasteripisteet<br />
/59/.
28<br />
Perinteisessä elektrofotografiassa painamattomille pinnoille syntyy paljon tooneripisteitä,<br />
joita kutsutaan satelliittipisteiksi. Tätä on havainnollistettu myös kuvassa 14. Satelliittipisteitä<br />
muodostuu helposti, koska tooneri on pulverimaista ja koska tooneripartikkelit<br />
siirretään paperille yksittäisinä hiukkasina. Täten kuivatooneria on vaikeammin<br />
hallittavissa, jolloin kuivat tooneripartikkelit pölyävät paperilla helposti vääriin paikkoihin.<br />
HP Indigon painojäljessä tätä ongelmaa ei ole: tooneripartikkelithan pysyvät<br />
nesteeseen dispergoituneina eivätkä pääse pölyämään prosessin aikana. Myös toonerikerroksen<br />
yhtenäisyys, toonerikerroksen tiivistäminen sekä taustakohtien puhdistaminen<br />
vähentävät satelliittipisteiden muodostumista. Kun yhtenäinen toonerikalvo siirretään<br />
lopuksi siirtosylinterille, toonerin suuri pintajännitys, sähköinen vetovoima ja yhtenäinen<br />
rakenne pitävät partikkelit yhdessä antaen painojäljelle puhtaan ja terävän reunan.<br />
/18,30,54,60/<br />
Terävyyden vuoksi HP Indigossa pisteenleviäminen on pientä. Lisäksi terävyyteen ja<br />
pisteenleviämiseen vaikuttaa se, ettei paperi kostu siirtovaiheessa, mikä voisi aiheuttaa<br />
toonerin leviämistä ja paperin rakenteen muuttumista. Keskimääräinen pisteenkasvu on<br />
HP Indigon yhteydessä vain 1-7 %, kun se kuivatoonerien yhteydessä vaihtelee 6-30 %<br />
välillä. Tämän takia HP Indigon sävyntoistokäyrä kulkee suhteellisen lähellä ideaalista<br />
käyrää, mitä on havainnollistettu kuvassa 15. Joissain tapauksissa on kuitenkin havaittu,<br />
että sävyntoistokäyrä kulkee osittain myös ideaalisen käyrän alapuolella, mikä tarkoittaa<br />
sitä, että kaikkia kuvapisteitä ei ole tulostettu. Kuvasta havaitaan myös kuivatoonerien<br />
suurempi pisteenleviäminen. Kuivatooneritekniikkaan verrattuna myös kontrasti on HP<br />
Indigoa käytettäessä korkeammalla tasolla. /18,30,54,59,60/<br />
Kuva 15. ElectroInkin (vas.) ja kuivatoonerin (oik.) muodostaman painojäljen sävyntoistokäyrät<br />
mustalla osavärillä /59/.
29<br />
4.1.2 Toonerikerros paperilla<br />
ElectroInk-kerros ei tunkeudu paperiin, vaan se pysyy paperin pinnalla adheesiovoimien<br />
avulla. Koska toonerikerros on lisäksi ohut, se kulkee paperin epätasaisuuksia myötäillen.<br />
Tätä on havainnollistettu kuvassa 16. Toonerikerros pääsee mukautumaan paperin<br />
pinnanmuotoihin, koska paperin epätasaisuudet ovat suuruusluokaltaan noin 1-10 µm ja<br />
kalvomainen ElectroInk -kerros on vain 1-3 µm paksu. Myöskään kuivatoonerit eivät<br />
tunkeudu paperiin, mutta niiden suuri hiukkaskoko ja suuri satelliittipisteiden määrä<br />
johtavat huonoon reunantoistoon ja paksuun toonerikerrokseen, mikä on havaittavissa<br />
myös kuvasta 16. Kuivatoonerikerros on yleensä 5-10 µm paksu, mutta päällepainatuksessa<br />
se voi olla paksuudeltaan jopa 20 µm. Tämä kerros ei voi seurailla paperin muotoja,<br />
vaan se täyttää epätasaisuudet. Toonerin jäädessä paperin pinnalle läpipainatus ei<br />
muodostu ongelmaksi, koska tooneri ei tule näkyviin paperin toiselta puolelta. Ainoastaan<br />
optinen läpipainatus eli painojäljen kuultaminen paperin läpi saattaa aiheuttaa visuaalisia<br />
häiritsevyyksiä painojälkeen. /18,19/<br />
Kuva 16. ElectroInk-kerros (vas.) ja kuivatoonerikerros (oik.) paperin pinnalla.<br />
ElectroInk antaa painotuotteelle tasaisen kiillon nimenomaan siksi, että yhtenäinen kalvo<br />
seurailee paperin pinnanmuotoja. Painojäljen kiilto onkin lähellä paperin kiiltoa.<br />
Kuivatoonerikerrokselle taas muodostuu toonerille ominainen kiilto, joka poikkeaa selvästi<br />
paperin kiillosta. Paperin kiillolla ei ole siten ollenkaan vaikutusta painojäljen kiiltoon.<br />
Tämä suuri kiiltokontrasti havaitaan usein huonona kuvanlaatuna.<br />
/2,4,18,30,47,54/<br />
Kuvassa 17 on esitetty pyyhkäisyelektronimikroskooppikuvat HP Indigon ja perinteisen<br />
<strong>elektrofotografian</strong> painojälkien ulkonäöstä sekä verrattu kuvan ja paperin kiiltotasoja.<br />
Kuvasta havaitaan selvästi, että HP Indigon nestemäisen toonerikerroksen kiiltotaso on<br />
käytännössä sama kuin paperilla – erityisesti jos paperi on päällystetty. Lisäksi havaitaan<br />
ElectroInk-kerroksen seurailevan paperin pinnanmuotoja. Kuivatoonerien yhteydessä<br />
havaitaan puolestaan paksu toonerikerros ja sitä kautta HP Indigoa tasaisempi<br />
pinta. Myös painetun pinnan kiilto poikkeaa merkittävästi paperin kiillosta. /30/
30<br />
Kuva 17. Paperin ja painojäljen kiiltoja päällystetylle ja päällystämättömälle paperille nesteja<br />
kuivatoonerielektrofotografiassa /30/.<br />
ElectroInkin avulla saadaan toistettua laaja väriavaruus ja lisäksi värit ovat kylläisiä ja<br />
kirkkaita. Tämä johtuu siitä, että värikerroksen paksuutta voidaan hieman säädellä, toonerikerros<br />
pysyy paperin pinnalla ja lisäksi painatuksessa voidaan käyttää laajempaa<br />
valikoimaa erilaisia värejä. Nykyään prosessissa voidaan käyttää jopa seitsemää osaväriä,<br />
mutta jo CMYK-prosessiväreillä saavutetaan laaja väriavaruus. Tämä havaitaan<br />
kuvasta 18, jossa nestetoonerin muodostama väriavaruus on suurempi kuin esimerkiksi<br />
offset-painatuksen. Koska tooneria ei absorboidu paperiin, painojäljen densiteetti ja<br />
värillisyys pysyvät halutulla tasolla, minkä lisäksi painettu sivu on suhteellisen halpa.<br />
Absorboituminen lisää värintarvetta, ja jos halutaan saavuttaa tietty densiteettitaso, painetun<br />
sivun kustannukset kasvavat. /18,19,30,60/<br />
Kuva 18. Eri painokoneiden tuottamia väriavaruuksia /60/.<br />
Päällepainatus eli trapping on HP Indigolla hyvin suuri, noin 97-100 %. Tämä johtuu<br />
siitä, että väri siirtyy yhtenäisenä kalvona myös toisen toonerikerroksen päälle. Kuivatooneritekniikoille<br />
ja perinteiselle offset-tekniikalle päällepainatuksen on havaittu olevan<br />
paljon alemmalla tasolla. Paperilla ei ole todettu olevan suurta vaikutusta päällepainatuksen<br />
suuruuteen. Kaikkein vaikeimmin toistettava väri on painoprosesseissa
31<br />
yleensä sininen, mutta HP Indigolla suurimmat ongelmat on havaittu vihreän kohdalla.<br />
HP Indigon painojäljessä voi esiintyä myös muita painojäljen vikoja: väriä voi puristua<br />
enemmän kenttien reunoille, negatiiviset tekstit menevät tukkoon ja rasteripisteet ovat<br />
niin isoja, että ne voidaan havaita paljain silmin. /60-62/<br />
4.1.3 Toonerin kesto-ominaisuudet<br />
ElectroInk-toonerissa pigmenttipartikkelit on kapseloitu muovihartsiin. Tämä kapseloituminen<br />
auttaa pigmenttiä säilyttämään kemialliset ominaisuutensa hapettumista ja ilman<br />
suhteellista kosteutta vastaan. Tämän takia värien valonkestävyys on huomattavasti<br />
parempi kuin esimerkiksi perinteisessä offset-painatuksessa. ElectroInkissä tyypillinen<br />
valonkestävyysarvo magentalle on 5, syaanille 5-7, keltaiselle 4-6 ja mustalle 4-6. Tutkimuksissa<br />
on kuitenkin havaittu, että keltaisen toonerin valonkestävyys on monesti<br />
tyypillistä arvoa huonompi. /18,63/<br />
Kuten jo aikaisemmin todettiin, ElectroInk kiinnittyy painoalustan pintaan pelkän adheesion<br />
avulla. On kuitenkin havaittu, että adheesio on riittämätön joidenkin painoalustojen<br />
kohdalla, ja siksi painetulla pinnalla on huono hankauskestävyys. Toonerikerrosta<br />
saattaa irrota jopa kuukausia myöhemmin, kun paperia hangataan tai taitetaan. Hankaustesteissä<br />
toonerikerros irtoaa usein kokonaisuudessaan paperin pinnalta - toonerihan<br />
kiinnittyi paperin pintaan yhtenäisenä kalvona. Paperin pinnan karheus vaikuttaa merkittävästi<br />
adheesioon. Karheuden lisääntyessä nesteen ja paperin välisen rajapinnan suuruus<br />
kasvaa, mikä parantaa adheesiota, mutta toisaalta karheus heikentää paperin ja toonerin<br />
välistä kontaktia, mikä puolestaan huonontaa adheesiota. /19,61/<br />
ElectroInk -kerros kovettuu heti, kun se koskettaa paperia. Lopullisen kovuuden se saavuttaa<br />
muutaman tunnin kuluessa tulostuksesta. Koska värikerros on heti kuiva, sitä<br />
voidaan huoletta käsitellä ilman, että väri leviäisi mitenkään merkittävästi. Tällöin setoff<br />
ei muodostu ongelmaksi etenkään papereilla, joilla on hyvä tooneriadheesio. /18/<br />
4.2 Paperin vaikutus painolaatuun<br />
Korkealla painatuslaadulla tarkoitetaan tasaista densiteettiä, hyvää toonerin peittoa ja<br />
värintoistoa, teräviä pisteitä, onnistunutta kohdistusta sekä tasaista kiiltoa. Painolaatu<br />
vaihtelee käytetyn painomenetelmän, resoluution ja ennen kaikkea paperin mukaan. HP<br />
Indigon tapauksessa paperin kiillolla ja karheudella on havaittu olevan suurin vaikutus<br />
sekä subjektiivisiin että objektiivisiin kuvan ominaisuuksiin. Karheuden ja sitä kautta<br />
kiillon on havaittu vaikuttavan esimerkiksi painetun pinnan kiiltoon sekä dynaamiseen<br />
alueen ja väriavaruuden kokoon. Lisäksi karheus vaikuttaa mikroskooppisiin tunnuslukuihin.<br />
/1,19,44/
32<br />
4.2.1 Paperin kiilto ja karheus<br />
Paperin sileyden ja kiillon kasvu nostavat HP Indigon painojäljen kiiltoa, mikä havaitaan<br />
myös kuvasta 19. Tämä johtuu siis siitä, että toonerikerros seurailee paperin pinnanmuotoja.<br />
Kuvasta 19 havaitaan myös perinteisen <strong>elektrofotografian</strong> painojäljen kiillon<br />
riippumattomuus paperista. Painojäljen korkea kiilto mahdollistaa edelleen laajan<br />
väriavaruuden ja suuren dynaamisen alueen, joten mitä sileämpää ja kiiltävämpää paperia<br />
käytetään, sitä enemmän väriavaruus ja dynaaminen alue kasvavat. Kuten aiemmin<br />
on todettu, HP Indigossa painojäljen kiilto on lähellä paperin kiiltoa, joten muodostuva<br />
kiiltokontrasti on varsin pieni eikä se riipu juuri paperista. Perinteisessä elektrofotografiassa<br />
toonerikerros muodostaa paperin pinnalle paksun värikerroksen, joka peittää paperin<br />
epätasaisuudet. Kiilto muodostuu siis paperista riippumatta, ja tämän vuoksi kiiltokontrasti<br />
on hyvin suuri; tämä huonontaa kuvanlaatua. Kiiltokontrasti riippuu siis hieman<br />
paperista. Kuivatoonerin tuottama kiiltokontrasti voi olla joko negatiivinen tai positiivinen<br />
riippuen käytetyn toonerin koostumuksesta sekä kiinnityksen ominaisuuksista.<br />
Pieni kiiltokontrasti havaitaan korkeana kuvanlaatuna, mutta toisaalta liian pieni sekä<br />
tietysti myös liian suurikin kiiltokontrasti huonontaa yksityiskohtien toistokykyä. Mattapintaisilla<br />
papereilla kiiltokontrasti on yleensä suurempi kuin kiiltävillä papereilla,<br />
koska toonerikerros ei pääse mukautumaan niin hyvin mikrokarhean paperin pintaan.<br />
Kiiltokontrastia on havainnollistettu kuvassa 20 erilaisille papereille eri painomenetelmillä.<br />
/18,19,61,62,64,65/<br />
Kuva 19. Paperin kiillon ja karheuden vaikutus painetun kuvan kiiltoon /18/.
33<br />
Kuva 20. Kiiltokontrastin suuruus eri painomenetelmillä päällystämättömälle, mattapintaiselle<br />
hieman päällystetylle, mattapintaiselle päällystetylle sekä kiiltäväpintaiselle päällystetylle paperille.<br />
Vasemmalta nestetoonerin, kuivatoonerin, offset-painomusteen, kuivatoonerin sekä<br />
offset-painomusteen tuottamat kiiltokontrastit /64/.<br />
Paperin karheuden kasvu pienentää densiteettiä, väriavaruutta ja dynaamista aluetta sekä<br />
nostaa värieroja, koska ohut ElectroInk -kerros kulkee paperin pinnanmuotoja pitkin.<br />
Tällöin osa väristä saattaa joutua niin syvälle, ettei se ole enää havaittavissa, joten väriavaruus<br />
ja densiteetti ovat pienempiä kuin tavoiteltiin. Tämä johtaa siihen, että värit<br />
eivät toistu samanlaisina kuin oli tavoitteena: värierot siis kasvavat. Kuivatoonereilla<br />
paperin karheus ei vaikuta painolaatuun paksusta toonerikerroksesta johtuen. Paperin<br />
karheuden vaikutusta väriavaruuteen on havainnollistettu kuvassa 21. Paperin sileyden<br />
ja kiillon kasvu vähentää myös rasteripisteiden rosoisuutta, mikä havaitaan parhaiten<br />
mustalla osavärillä. Rosoisuuden pieneneminen johtuu siitä, että paperissa olevat, pisteitä<br />
vääristävät paperin epätasaisuudet vähenevät. /18,19,61,62,64,65/<br />
Kuva 21. Paperin karheuden vaikutus väriavaruuden kokoon. Nestetooneri (LT) vaaleanpunaisella<br />
ja kuivatoonerit keltaisella /62/.<br />
HP Indigossa pisteenleviäminen on suhteellisen pientä muihin painomenetelmiin verrattuna.<br />
Eniten pisteenleviämistä on havaittu tapahtuvan keltaisella ja mustalla osavärillä,
34<br />
jossa se voi olla jopa 18 %. Paperin kiillon kasvaessa myös pisteenleviäminen kasvaa.<br />
Tämä johtuu siitä, että puristuksen vuoksi toonerikerros pääsee hieman leviämään tasaisella<br />
pinnalla siirron aikana. Karheilla papereilla toonerikerros pystyy välttämään puristuksen<br />
paperin pinnan epätasaisuuksiin uppoamalla. /61,64/<br />
4.2.2 Paperin opasiteetti ja vaaleus<br />
Paperin optisista ominaisuuksista opasiteetilla eli läpinäkymättömyydellä on myös suuri<br />
vaikutus väriavaruuden kokoon ja läpipainatukseen. Opasiteetti kasvaa neliömassan ja<br />
päällysteen määrän kasvaessa; mitä paksummin paperi on päällystetty, sitä suurempi on<br />
sen opasiteetti. Opasiteetin kasvaminen kasvattaa väriavaruutta ja pienentää läpipainatusta.<br />
Väriavaruuden kasvun oletetaan johtuvan siitä, että suuren opasiteetin papereilla<br />
suurin osa valosta heijastuu takaisin, jolloin painojälki näyttää värikkäämmältä.<br />
Opasiteetin pienentyessä yhä suurempi osa valosta menee paperista läpi, jolloin värillisyys<br />
luonnollisesti heikkenee. Tietyillä papereilla liian vähäinen päällystemäärä saattaa<br />
myös pienentää väriavaruutta päällystämättömiin papereihin verrattuna. /19,62,66/<br />
Läpipainatus puolestaan pienenee opasiteetin kasvaessa, koska paperin läpinäkyvyyden<br />
heikentyessä vähemmän valoa pääsee kulkemaan paperin läpi. Läpikulkeva valo aiheuttaa<br />
värikerroksen kuultamisen paperin toiselta puolelta. Opasiteetti myös nostaa dynaamista<br />
aluetta, jolloin painojäljessä pystytään toistamaan suurempi määrä sävyjä. HP<br />
Indigossa paperin vaaleudella ei ole havaittu olevan suurta merkitystä painolaatuun,<br />
mutta viitteitä on, että vaaleampi paperi pienentäisi väriavaruuden kokoa. /19,62,66/<br />
4.2.3 Päällystäminen<br />
Paperin päällystäminen kasvattaa väriavaruutta, kontrastia ja densiteettiä sekä pienentää<br />
värieroa. Tämä johtuu siitä, että päällystys tekee paperin pinnasta tasaisemman, jolloin<br />
tooneri ei pääse tunkeutumaan kovin syvälle paperin sisään. Tällainen toonerikerros<br />
heijastaa valoa tehokkaasti, joten väriavaruus kasvaa ja värierot pienenevät. Paperin<br />
sileyden kasvu saattaa kuitenkin lisätä värieroja päällystetyillä papereilla. Päällystyksen<br />
määrän kasvu vaikuttaa negatiivisten kirjainten laadun paranemiseen. /62,64,65/<br />
HP Indigon painojälki on suhteellisen tasainen, mutta etenkin mustan värin epätasaisuus<br />
saattaa olla suuri. Paperin päällystämisen ja sitä kautta saavutettavan sileyden on havaittu<br />
lisäävän painojäljen densiteetin epätasaisuutta mutta vähentävän painojäljen kiillon<br />
epätasaisuutta. Densiteetti on kuitenkin tasainen, kun painojälkeä verrataan perinteisen<br />
offset-painatuksen painojäljen tasaisuuteen. Päällystys siis lisää painopinnan tasaisuutta,<br />
jolloin toonerikerros asettuu paperin pinnalle paperin kiiltoa mukaillen. Koska paperin<br />
kiilto on tasainen, myös painetun pinnan kiilto on tasainen. Karheilla papereilla kiilto on<br />
epätasainen, joten karheuden kasvu lisää painojäljen kiillon epätasaisuutta. Uusimmissa<br />
HP Indigon painokoneissa epätasaisuuden määrä on vähentynyt huomattavasti. Lisäksi
35<br />
päällystäminen lisää pisteenkasvua, mutta vähentää rasteripisteen rosoisuutta. /61,64-<br />
66/<br />
Kuvassa 22 on esitetty päällystyksen vaikutusta rasteripisteiden ominaisuuksiin HP Indigon<br />
ja kuivatooneritekniikkojen tapauksessa. Kuvasta nähdään, että paperin päällystäminen<br />
lisää rasteripisteiden terävyyttä HP Indigoa käytettäessä. Lisäksi havaitaan rasteripisteiden<br />
olevan suhteellisen suuria HP Indigon yhteydessä, jolloin ne voidaan havaita<br />
jopa paljain silmin. Kuivatoonerien yhteydessä havaitaan satelliittipisteiden suuri<br />
määrä sekä pisteenleviämisen suuruus.<br />
Kuva 22. Päällysteen määrän ja kiillon vaikutus painojälkeen HP Indigon (ylh.) ja kuivatooneritekniikkojen<br />
yhteydessä. Paperilaatu vasemmalta oikealle: päällystämätön, keskisuuresti<br />
päällystetty, suuresti päällystetty /62/.
36<br />
KOKEELLINEN OSA<br />
5 KOKEELLISEN OSAN JOHDANTO<br />
Kokeellisessa osassa selvitettiin, millainen painojälki muodostuu, kun elektrofotografiassa<br />
käytetään väriaineena nestemäistä tooneria kuivatoonerin sijaan. Erityisesti keskityttiin<br />
vertailemaan nestetoonerin aikaansaamaa painolaatua kuivatoonereiden tuottamiin<br />
painolaatuihin. Näiden lisäksi kiinnostuksen kohteena oli paperin ominaisuuksien<br />
vaikutus painolaatuun. Tutkittavat paperin ominaisuudet olivat karheus, kiilto, opasiteetti<br />
sekä vaaleus, koska näiden ominaisuuksien vaikutus painolaatuun on ollut myös<br />
aiemmissa tutkimuksissa suurin. Myös paperin päällystyksen vaikutusta analysoitiin,<br />
koska päällystäminen antaa paperille suljetumman pinnan. Paperin sähköisten ja termisten<br />
ominaisuuksien vaikutusta ei tutkittu, koska ne vaikuttavat pääasiassa vain toonerin<br />
adheesioon, mikä rajattiin tämän työn ulkopuolelle.<br />
Koepainatuksilla hankittiin painettuja näytteitä, ja ne suoritettiin kolmella digitaalisella<br />
painokoneella 18 eri kaupalliselle paperilajille. Kaikki painokoneet perustuivat elektrofotografiaan,<br />
mutta niiden käyttämät toonerit olivat erilaisia. Yksi käytti nestemäistä<br />
tooneria, toinen polymeeritooneria ja kolmas perinteistä kuivatooneria. Käytetyistä papereista<br />
15 oli erilaisia digitaalisia painopapereita, loput kolme olivat digitaalisen painatuksen<br />
kannalta erikoispapereita. Digitaaliset painopaperit oli valittu kahdesta eri paperilajista,<br />
jolloin muodostui kaksi sarjaa, joissa paperien neliömassa ja päällystys vaihtelivat.<br />
Toinen digitaalisista painopaperilajeista oli tarkoitettu käytettäväksi myös nestetoonerin<br />
kanssa, toinen vain kuivatoonerien kanssa. Erikoispapereina käytettiin kirja-,<br />
kopio- sekä offset-paperia.<br />
Painolaatua tutkittiin ensisijaisesti makromittakaavaisesti, sillä tarkoituksena oli saada<br />
lähinnä perustietoja nestetoonerin tuottamasta painolaadusta. Tätä varten näytteistä mitattiin<br />
densiteetti, kiilto, väriavaruus sekä densiteetin ja kiillon tasaisuus. Mitattujen<br />
arvojen avulla määritettiin vielä kontrasti, kiiltokontrasti ja pisteenleviäminen. Tämän<br />
lisäksi tutkittiin painojäljen ulkonäköä rasteripisteistä otettujen kuvien ja painojäljen<br />
poikkileikkeiden avulla sekä määrittämällä rasteripisteiden rosoisuuksia. Lopuksi vielä<br />
analysoitiin käytettyjen toonereiden tuottamaa kokonaispainolaatua määrittämällä positiivisen<br />
ja negatiivisen painolaadun suuruus.
37<br />
6 MATERIAALIT JA MENETELMÄT<br />
6.1 Paperilajit<br />
Koepainatukset tehtiin 18 erilaiselle kaupalliselle paperille, jotka on esitetty taulukossa<br />
1. Papereiden joukossa oli kahdenlaista digitaalista painopaperia erilaisilla neliöpainoilla<br />
ja pintakäsittelyillä. DIGI1-sarjan päällystetyt paperit soveltuivat valmistajan mukaan<br />
käytettäväksi myös HP Indigon nestetoonerin kanssa; DIGI2-sarjan paperit oli puolestaan<br />
tarkoitettu lähinnä kuiva<strong>tooneriin</strong> perustuviin painokoneisiin. Lisäksi koepainatuksiin<br />
valittiin mukaan kopiopaperi, bulkkinen kirjapaperi sekä hieman päällystetty offsetpaperi,<br />
jotka ovat digitaalisen painatuksen kannalta erikoispapereita.<br />
Taulukko 1. Koepainatuksissa käytetyt painopaperit ja niiden kuvaukset.<br />
Koepiste Paperilaji Neliömassa (g/m 2 ) Kuvaus<br />
1 DIGI1 130 Digitaalinen painopaperi, päällystämätön<br />
2 DIGI1 190 Digitaalinen painopaperi, päällystämätön<br />
3 DIGI1 130 Digitaalinen painopaperi, kaksoispäällystetty, kiiltävä<br />
4 DIGI1 170 Digitaalinen painopaperi, kaksoispäällystetty, kiiltävä<br />
5 DIGI1 130 Digitaalinen painopaperi, kaksoispäällystetty, matta<br />
6 DIGI1 170 Digitaalinen painopaperi, kaksoispäällystetty, matta<br />
7 DIGI2 100 Digitaalinen painopaperi, päällystämätön<br />
8 DIGI2 160 Digitaalinen painopaperi, päällystämätön<br />
9 DIGI2 250 Digitaalinen painopaperi, päällystämätön<br />
10 DIGI2 135 Digitaalinen painopaperi, kaksoispäällystetty, kiiltävä<br />
11 DIGI2 160 Digitaalinen painopaperi, kaksoispäällystetty, kiiltävä<br />
12 DIGI2 250 Digitaalinen painopaperi, kaksoispäällystetty, kiiltävä<br />
13 DIGI2 135 Digitaalinen painopaperi, kaksoispäällystetty, matta<br />
14 DIGI2 160 Digitaalinen painopaperi, kaksoispäällystetty, matta<br />
15 DIGI2 250 Digitaalinen painopaperi, kaksoispäällystetty, matta<br />
16 Offset 75 Offset-paperi, kevyesti päällystetty, hiokepitoinen, matta<br />
17 Kopio 80 Kopiopaperi, päällystämätön<br />
18 Kirja 80 Kirjapaperi, pigmentoitu, hiokepitoinen<br />
6.2 Painokoneet<br />
Koepainatukset suoritettiin neste<strong>tooneriin</strong> pohjautuvalla HP Indigon s2000–painokoneella<br />
Imatralla Stora Enson Innocenterissä. Lisäksi koepainatuksia tehtiin HP Color<br />
LaserJet 5550dtn-tulostimella <strong>TKK</strong>:n viestintätekniikan laboratoriossa sekä digitaalisella<br />
Xerox DocuColor 6060-painokoneella EVTEKin Espoon toimipisteessä. Näissä painokoneissa<br />
väriaineena oli kuivatooneri. Jokainen paperi ajettiin sekä HP Indigon että<br />
Xeroxin painokoneella, mutta HP Color LaserJet–tulostimella ajettiin vain paperit, joiden<br />
neliömassa oli alle 200 g/m 2 , koska tätä painavampia papereita olivat liian paksuja.<br />
Koepainatuksissa käytetty testiliuska on esitetty liitteessä 1, ja se tehtiin kirjoittamalla<br />
Notepad-ohjelmalla testiliuskan pdf-koodi. Testiliuskaan valittiin sekä täyspeitteisiä että<br />
rasterikenttiä, jotta haluttujen painojäljen ominaisuuksien tutkiminen olisi mahdollista.
38<br />
6.2.1 HP Indigo s2000<br />
HP Indigon s2000-painokone on erityisesti pakkausmateriaalien painamiseen kehitetty<br />
arkkipainokone, jolla voidaan painaa jopa kuusi osaväriä. CMYK -prosessivärien lisäksi<br />
voidaan painaa esimerkiksi violetti ja oranssi HP IndiChrome -väri. Painokoneessa käytetään<br />
nestemäistä ElectroInk-tooneria, jonka hiukkaskoko on pieni. Täten koneen resoluutio<br />
on noin 800 dpi. Neliväripainatuksen nopeus on noin 1000 A3/h. Painokoneessa<br />
on vain yksi painoyksikkö, joten kaikki osavärit painetaan saman yksikön kautta. Paperin<br />
paksuus on neliömassaa tärkeämpi tekijä: se saa vaihdella 250 µm:n ja 600 µm:n<br />
välillä. /17,18,55,56/<br />
Kuvassa 23 on havainnollistettu HP Indigo s2000:n painoprosessi. Painatuksessa tasaisesti<br />
varattu fotojohde valotetaan lasersäteellä kuvakohdista (2). Valotus purkaa kuvakohdilta<br />
negatiivisen varauksen, jolloin fotojohteelle muodostuu varauskuviona oleva<br />
latentti kuva. Valotuksen jälkeen nestemäinen tooneri siirretään sähköisesti fotojohteen<br />
kuvakohtiin. Kehityksessä nestemäinen tooneri ruiskutetaan fotojohteen (5) ja kehitystelan<br />
(4) väliseen nippiin, jossa osa toonerista tarttuu fotojohteen kuvakohtiin ja osa puolestaan<br />
kuvan taustakohtien kohdalle kehitystelalla. Jokaiselle osavärille on oma toonerisuuttimensa,<br />
mutta prosessissa on vain yksi kehitystela. Tämän jälkeen kuvakohdilla<br />
oleva toonerikerros puhdistetaan ja puristetaan sekä viedään siirtosylinterille (6), josta<br />
toonerikerros lopulta siirretään painoalustalle siirtosylinterin ja vastasylinterin (7) muodostamassa<br />
nipissä. HP Indigon s2000–painokoneessa käytetään ”One-Shot”–teknologiaa<br />
eli jokaisen osavärin kuvat kerätään päällekkäin siirtosylinterille, josta täysvärinen<br />
kuva siirtyy kokonaisuudessaan painoalustalle. Täten painoalustan ei tarvitse olla nipissä<br />
kuin yhden fotojohteen pyörähdyksen ajan, mikä mahdollistaa erikoisalustojen kuten<br />
muovien käytön. Osavärit siirretään fotojohteelle järjestyksessä keltainen, magenta,<br />
syaani ja musta. /18,55,56/<br />
Kuva 23. HP Indigon s2000-painokoneen rakenne /55/.
39<br />
Jokaista koepistettä kohden ajettiin 50 näytettä. Määrä perustui painajan suositukseen<br />
tasaisen painojäljen aikaansaamiseksi. Ennen kunkin koepisteen aloittamista koneesta<br />
ajettiin läpi kymmenen puhdistusarkkia, mikä oli asetettu painokoneeseen sisäisesti.<br />
Puhdistusarkki koostui täyspeitteisestä keltaisesta kentästä, joka oli koko arkin kokoinen.<br />
Tällä tavoin nähtiin, missä vaiheessa laite oli puhdistunut ylimääräisestä toonerista,<br />
sillä keltaisessa kentässä näkyvät parhaiten jäänteet muista toonereista. Myös konepysähdysten<br />
jälkeen jouduttiin usein ajamaan puhdistusarkkeja. Koepainatuksissa huovan<br />
lämpötila oli 135 ºC, sävyntoistokäyrä säädettiin kulkemaan ideaalista toistokäyrää<br />
pitkin ja rasteroinnin linjatiheydeksi asetettiin 144 lpi. Nämä valinnat perustuivat painajan<br />
suosituksiin. Myös paperin paksuus asetettiin koneeseen ennen jokaista koepistettä.<br />
Koepainatuksissa käytetyssä painokoneessa ei ollut järjestetty toonerin kierrätystä, minkä<br />
vuoksi kantofaasia piti jatkuvasti lisätä.<br />
Paperin ajettavuudessa esiintyi monenlaisia ongelmia ajon aikana. Suurimmat niistä<br />
olivat syöttöpäässä. Paperin havaitsevalla anturilla oli ongelmia tunnistaa mattapintainen<br />
paperi, ja syöttölaitteen oli vaikea saada syötetyksi ohuita papereita painoon. Hankaluuksia<br />
aiheutti myös joidenkin paperien kuitusuunta: paperi käyristyi väärään suuntaan<br />
ja aiheutti tukoksen. Yllättäen erikoiset paperilajit ja päällystämättömät paperit<br />
menivät miltei ongelmitta painokoneesta läpi, kun taas digitaalisten painopaperien yhteydessä<br />
esiintyi eniten ongelmia. Paperien aiheuttamien tukosten vuoksi jopa painokoneen<br />
siirtosylinterin huopa jouduttiin vaihtamaan. Lisäksi painatuksen aikana kului runsaasti<br />
erilaisia tarvikkeita kuten tooneria, suojapapereita sekä kantofaasia.<br />
6.2.2 Xerox DocuColor 6060<br />
Xeroxin DC 6060 on arkkisyöttöinen digitaalinen väripainokone, jossa käytetään perinteistä<br />
kaksikomponenttista kuivatooneria. Toonerin partikkelikoko on pienimmillään<br />
noin 5,8 µm. Painokoneen resoluutio on 600 dpi, ja sen tulostusnopeus on noin 1800<br />
A3/h. Maksiminopeus riippuu kuitenkin käytetyn painoalustan neliömassasta, joka voi<br />
olla 64-300 g/m 2 . Painatus voidaan suorittaa myös A3-kokoiselle paperille, ja lisäksi<br />
laitteella on mahdollista painaa kaksipuolisesti kääntöyksikön avulla. Paperin lisäksi<br />
painoalustana voidaan käyttää jopa muovia. Paperi kalibroidaan ennen varsinaisen painatuksen<br />
aloittamista, jolloin esimerkiksi densiteetti säädetään halutulle tasolle. Ennen<br />
koneeseen syöttöä laite poistaa vielä pölyn paperin pinnalta ja suorittaa kohdistuksen.<br />
/17,67/
40<br />
Kuva 24. Xerox DocuColor 6060-painokoneen rakenne /66/.<br />
Kuvassa 24 on esitetty Xerox DocuColor 6060-painokoneen rakenne. Jokaiselle osavärille<br />
on oma väriyksikkönsä ja fotojohteensa. Fotojohde varataan aluksi tasaisesti skorotronin<br />
avulla. Skorotronin koronalangat on tehty kullasta, jotta ympäröivä kosteus ja<br />
ilma eivät pääse häiritsemään prosessia. Varaamisen jälkeen fotojohtava rumpu valotetaan<br />
lasersäteen avulla kuvakohdista, jolloin fotojohteelle muodostuu latentti kuva. Tämän<br />
jälkeen tooneripartikkelit siirtyvät kuvakohtiin sähköisesti kehityksen aikana. Fotojohteelta<br />
toonerikerros siirretään siirtohihnalle, jonne kerätään jokaisen osavärin kuvat<br />
päällekkäin. Siirtohihnalta täysvärinen kuva siirretään paperille. Osavärit siirretään siirtohihnalle<br />
seuraavassa järjestyksessä: keltainen, magenta, syaani ja musta. Paperin alapuolella<br />
sijaitsee siirtotela, joka vetää sähköisesti tooneripartikkelit paperille. Paperilla<br />
tooneri on pulverimaisessa muodossa, minkä takia se vielä kiinnitetään paperille lämmön<br />
ja puristuksen avulla. Kiinnitysyksikkö muodostuu kiinnityshihnasta ja silikoniöljytelasta.<br />
Telan avulla toonerikerroksen päälle muodostuu silikoniöljykerros, joka antaa<br />
painojäljelle korkean kiillon. /3,17,67/<br />
Koepainatuksissa ajettiin jokaista koepistettä kohden 40 näytettä. Käytetty paperi piti<br />
kalibroida ennen ajoa. Tällöin koneesta ajettiin läpi viisi kalibrointiliuskaa, joista viimeisestä<br />
mitattiin jokaisen osavärin densiteetit koneeseen kytketyllä käsikäyttöisellä<br />
densitometrillä. Tämän jälkeen ajettiin viisi toisenlaista kalibrointiliuskaa, joista viimeisestä<br />
mitattiin taas densiteetit. Tämän jälkeen kalibrointi tallennettiin koneeseen. Ennen<br />
painatusta asetettiin paperin neliömassa-alue, tallennettu kalibrointi sekä tieto siitä, oliko<br />
paperi päällystetty vai päällystämätön. Tämän jälkeen suoritettiin painatus. Painatuksessa<br />
käytettiin rasterointimenetelmänä Dot 200-asetusta. Ainoastaan offset-paperin<br />
kanssa esiintyi ongelmia painatuksessa, mikä johtui paperin liian suuresta staattisesta<br />
sähköisyydestä. Tämä johti paperin pysähtymiseen kuljettimella.
41<br />
6.2.3 HP Color Laserjet 5550dtn<br />
HP:n Color Laserjet 5550dtn on toimistokäyttöön tarkoitettu nelivärilasertulostin, jolla<br />
voidaan tulostaa myös A3-kokoisia arkkeja. Tulostimen resoluutio on 600 dpi ja tulostusnopeus<br />
on noin 27 sivua minuutissa. Painatuksessa käytettävän paperin neliömassan<br />
on oltava välillä 60-200 g/m 2 . Koneella voidaan painaa myös kaksipuolisesti. Toonerina<br />
käytetään kaksikomponenttista polymeeritooneria, jonka pyöreät ja tasaiset partikkelit<br />
on kasvatettu monomeereistä kemiallisten reaktioiden avulla. Tämän ansiosta toonerin<br />
partikkelikoko saadaan pienemmäksi, partikkelikokojakauma tasaisemmaksi ja partikkelit<br />
muodoltaan yhtenevimmiksi kuin perinteisissä kuivatoonereissa. Pieni partikkelikoko<br />
mahdollistaa korkeamman resoluution ja tasaisemman toonerikerroksen. HP Color<br />
LaserJetin käyttämän toonerin partikkelikoosta ei ole saatavilla tietoa, mutta yleisesti<br />
polymeeritoonerin partikkelikoko voi olla jopa 3 µm. /55,68-70/<br />
Kuva 25. Vasemmalla HP Color LaserJet 5550dtn-tulostin ja oikealla HP:n värilasereiden<br />
rakenne /55/.<br />
HP Color LaserJet 5550-tulostimen kuvanmuodostus perustuu perinteiseen kuivatoonerielektrofotografiaan,<br />
mitä on havainnollistettu kuvassa 25. Orgaaninen fotojohde<br />
varataan tasaisesti, jonka jälkeen varaus puretaan kuvakohdista lasersäteen avulla. Seuraavaksi<br />
tooneri siirretään kuvakohdille kantajapartikkelien kuljettamana väriyksikössä.<br />
Jokaiselle osavärille on oma väriyksikkönsä ja fotojohteensa. Toonerit siirretään päällekkäin<br />
siirtohihnalle, josta kuva siirretään paperille. Osavärit painetaan järjestyksessä<br />
syaani, keltainen, magenta ja musta. Siirron jälkeen tooneri kiinnitetään vielä lämmön<br />
avulla kiinnitysyksikössä. HP Color Laserjet 5550dtn-tulostimessa toonerin kiinnitys<br />
tapahtuu ilman öljyä, jolloin painetun pinnan kiilto ei muodostu niin korkeaksi kuin<br />
perinteisiin kuivatoonereihin pohjautuvissa painokoneissa. Tooneripartikkelien suuri<br />
vahapitoisuus mahdollistaa öljyttömän kiinnityksen. Kiinnityksessä vaha sulaa, mikä<br />
mahdollistaa toonerin kiinnittymisen tarkasti oikeaan paikkaan. /55,68,70/<br />
Painatuksessa paperin koko asetettiin A3-kokoiseksi. Kaikki paperit ajettiin vakioasetuksilla,<br />
sillä osalle niistä ei löytynyt soveltuvaa valmista kategoriaa tulostimen vali-
42<br />
koimasta. Lisäksi ei tiedetty, aiheuttaako tietyn kategorian valinta muutoksia tulostuslaadun<br />
kannalta. Eri painokoneilla painetut näytteet olivat kuitenkin vertailukelpoisia,<br />
koska jokaisessa painokoneessa optimointi tapahtui eri tekijöiden osalta ja lisäksi tulostin<br />
oli kalibroitu, jolloin myös tässä tapauksessa käytettiin optimoitua ajotapaa.. Jokaisessa<br />
koepisteessä painettiin 40 näytettä.<br />
6.3 Paperitekniset ominaisuudet<br />
6.3.1 Karheus<br />
Painopaperien mikromittakaavainen PPS(Parker Print Surf)–karheus määritettiin <strong>TKK</strong>:n<br />
paperitekniikan laboratorion PPS-laitteella. Määritykset tehtiin paperin painettavalta<br />
puolelta, ja rinnakkaismäärityksiä tehtiin 10 kappaletta. Käytetty menetelmä on yhdenmukainen<br />
standardin SCAN-P 21:67 kanssa. Mittalaitteen toiminta perustuu paperin ja<br />
sitä vastaan puristetun rengasmaisen mittapään välistä virtaavan ilman nopeuden mittaamiseen<br />
/71,72/. Tätä on havainnollistettu kuvassa 26. Ilman nopeudesta laite laskee<br />
paperin karheuden mikrometreinä (µm). Saadut papereiden karheudet on esitetty liitteessä<br />
2.<br />
Kuva 26. Paperin pinnan karheuden määrittämisen periaate /73/.<br />
6.3.2 Kiilto<br />
Painopapereiden kiillot määritettiin Keskuslaboratorion (KCL) Hunter–kiiltomittarilla.<br />
Rinnakkaismäärityksiä tehtiin koepistettä kohden kymmenen, ja mittausgeometriana oli<br />
75º standardin TAPPI-T480 mukaisesti. Tämä tarkoittaa sitä, että näytteen valaisu- ja<br />
mittauskulma ovat molemmat 75º. Kiilto on määritetty paperin heijastuksen ja referenssinä<br />
käytetyn mustan lasipinnan heijastuksen suhteena /71/. Kiillon mittaamista on havainnollistettu<br />
kuvassa 27 ja saadut kiiltoarvot on esitetty liitteessä 2.
43<br />
Kuva 27. Kiillon mittaamisen periaate sekä paperin karheuden vaikutus kiiltoon. Paperin sileyden<br />
kasvaessa suurempi osa valosta heijastuu mittapäähän, jolloin kiilto kasvaa. Karheammalla<br />
pinnalla valon sironta kasvaa.<br />
6.3.3 Opasiteetti ja vaaleus<br />
Opasiteetti kertoo paperin läpinäkymättömyyden /71/. Se määritetään mustaa taustaa<br />
vasten mitatun arkin heijastusluvun ja ominaisheijastusluvun suhteena /72/. Vaaleus on<br />
paperin ominaisheijastusluku 457 nm:n aallonpituudella /72/. Opasiteetit ja vaaleudet<br />
määritettiin jokaiselle painopaperille paperitekniikan laboratorion Elrepho-2000-<br />
reflektometrin avulla. Laite on esitetty kuvassa 28. Opasiteetti määritettiin standardin<br />
SCAN-P 8:93 ja vaaleus standardin SCAN-P 3:93 mukaisesti. Määritykset tehtiin<br />
kymmenestä arkista, paperin painettavalta puolelta. Arkit laitettiin aluksi pinoon, josta<br />
päällimmäinen arkki mitattiin. Mittauksen jälkeen arkki siirrettiin pinon pohjalle ja mitattiin<br />
seuraavana pinossa oleva arkki. Näin jatkettiin, kunnes kaikki arkit oli mitattu.<br />
Pinomittauksen jälkeen jokainen arkki mitattiin vielä yksitellen mustan ontelon päällä.<br />
Saaduista tuloksista laite laski opasiteetit ja vaaleudet, jotka on esitetty liitteessä 2.<br />
6.4 Painojäljen densitometriset mittaukset<br />
6.4.1 Densiteetti<br />
Densiteetti kuvaa värikerroksen paksuutta eli painojäljen tummuutta painetulla pinnalla<br />
/3,74/. Densiteetit mitattiin koepisteen täyspeitteisistä värikentistä <strong>TKK</strong>:n viestintätekniikan<br />
laboratorion Macbeth RD-918 heijastusdensitometrilla. Rinnakkaismäärityksiä<br />
tehtiin viisi siten, että jokainen mittaus suoritettiin eri arkista. Nestetoonerilla painetuista<br />
näytteistä mittaukset tehtiin jokaisesta täyspeitteisestä CMYK–prosessivärikentästä.<br />
Kuivatoonerinäytteiden tapauksessa mittaukset suoritettiin täyspeitteisistä magentasta ja<br />
mustasta värikentästä. Saadut mittaustulokset on esitetty liitteen 3 taulukossa 1.<br />
Mittausgeometriana densitometrissä on 45º/0º vastaten tulo- ja mittauskulmia. Laiteen<br />
mittausalue on 0,00–2,50 ja mittaustarkkuus ±0,02. Mittaukset suoritettiin absoluuttisena<br />
eli mittapää nollattiin valkoiseen standardiin. Densitometrin toiminta on havainnollistettu<br />
kuvassa 28. Näytettä valaistaan 45º:en kulmassa. Osa valosta absorboituu näytteeseen<br />
ja osa heijastuu. Detektori mittaa pintaa vastaan kohtisuoraan suuntaan heijastuneen<br />
valon määrää. Densiteetti lasketaan tulevan valon intensiteetin ja heijastuneen va-
44<br />
lon määrän logaritmisena suhteena. Värillisten pintojen mittaamiseksi laite on varustettu<br />
värisuotimilla.<br />
Kuva 28. Densitometrin toiminta ja värikerroksen paksuuden vaikutus heijastuneen valon<br />
määrään. Mitä paksumpi värikerros on, sitä enemmän valosta absorboituu värikerrokseen ja<br />
sitä suuremmaksi densiteetti muodostuu.<br />
6.4.2 Pisteenleviäminen<br />
Pisteenleviäminen kertoo alkuperäisen pisteen ja painetun pisteen välisen kokoeron, ja<br />
sen suuri arvo kertoo prosessin huonosta yksityiskohtien toistokyvystä /3/. Painetun<br />
pisteen koon määrittämistä varten koepisteistä mitattiin densiteetit edellisessä kappaleessa<br />
mainitulla densitometrilla sekä täyspeitteisestä pinnasta että 10-90 %:n rasterikentistä.<br />
Rinnakkaismääritykset tehtiin viidestä peräkkäisestä arkista. Mittaukset tehtiin<br />
syaanille osavärille. Densiteettien mittaus suoritettiin suhteellisena eli mittapää nollattiin<br />
paperiin. Saatujen densiteettiarvojen avulla voitiin laskea pisteprosentti tietylle rasterikentälle<br />
Murray-Daviesin kaavan avulla:<br />
−Dt<br />
1−10<br />
Pistekoko (%) = F t<br />
(%) = ⋅100%<br />
, (1)<br />
−Ds<br />
1−10<br />
jossa<br />
D t on tietystä rasterikentästä mitattu densiteetti ja<br />
D s on täyspeitteisestä pinnasta mitattu densiteetti /3/.<br />
Tämän jälkeen laskettiin kokonaispisteenleviäminen originaalin pistekoon ja mitatun<br />
pistekoon erotuksena:<br />
Z(%) = F t<br />
(%) − Fo<br />
(%) , (2)<br />
jossa<br />
Z on rasteripisteen kokonaispisteenleviäminen,<br />
F t on tietyn rasterikentän mitattu pistekoko ja<br />
F o on originaalin pistekoko /3/.<br />
Lasketut pisteprosentit ja pisteenleviämiset on esitetty liitteen 4 taulukoissa.
45<br />
6.4.3 Kontrasti<br />
Kontrasti on painoprosessin kyky toistaa yksityiskohtia kuvan tummilla alueilla /74/.<br />
Kontrastin määrittämistä varten densitometrilla mitattiin suhteelliset densiteetit täyspeitteisestä<br />
pinnasta ja 75 %:n rasterikentästä. Määritykset tehtiin nestetoonerinäytteistä<br />
jokaiselle osavärille (CMYK) ja kuivatoonerinäytteistä mustalle ja magentalle värille.<br />
Rinnakkaismäärityksiä tehtiin viisi. Saatujen densiteettiarvojen avulla laskettiin kontrastit<br />
(liite 3, taulukko 2) relaatiolla<br />
DS<br />
− DT<br />
Kontrasti (%) = ⋅100%<br />
, (3)<br />
DS<br />
jossa<br />
D S on täyspeitteisen pinnan densiteetti ja<br />
D T on 75 %:n rasterikentän densiteetti /3/.<br />
6.5 Painojäljen kiilto-ominaisuudet<br />
6.5.1 Kiilto<br />
Kiilto kuvaa painojäljestä heijastuneen valon määrää peiliheijastuskulmassa kuten jo<br />
paperin kiillon yhteydessä todettiin. Painojäljen kiilto muodostuu korkeaksi, jos paperin<br />
sileys kasvaa tai jos painettu pinta tulee alkuperäistä paperipintaa sileämmäksi painovärin<br />
peittäessä paperin epätasaisuuksia /12,75/. Painojäljen kiilto mitattiin Hunterkiiltomittarilla<br />
KCL:ssä käyttäen mittausgeometriaa 75º. Rinnakkaismäärityksiä tehtiin<br />
kutakin koepistettä kohden kymmenen. HP Indigolla painetuille näytteille kiilto mitattiin<br />
täyspeitteisestä mustasta, magentasta ja vihreästä kentästä. Kuivatoonerinäytteillä<br />
kiilto mitattiin vain täyspeitteisestä mustasta kentästä. Kiiltomittausten tulokset on esitetty<br />
liitteen 5 taulukossa 1.<br />
6.5.2 Kiiltokontrasti<br />
Kiiltokontrasti kertoo painojäljen ja paperin välisen kiiltoeron. Kiiltokontrastin ollessa<br />
lähellä nollaa painolaatu muodostuu hyväksi. Korkea ja toisaalta liian matala (negatiivinen)<br />
kiiltokontrasti havaitaan painolaadun huononemisena /12/. Kiiltokontrasti määritettiin<br />
HP Indigon näytteistä magentalle, mustalle ja vihreälle kentälle. Kuivatoonerinäytteistä<br />
kiiltokontrastit määritettiin vain mustasta kentästä. Kiiltokontrasti laskettiin paperin<br />
kiillon ja painojäljen kiillon erotuksena<br />
∆ G = G pr<br />
− G , (4)<br />
int<br />
paper<br />
jossa<br />
G print on painojäljen kiilto ja
46<br />
G paper on paperin kiilto /13/.<br />
Tulokset on esitetty liitteen 5 taulukossa 2.<br />
6.6 Painojäljen väriavaruus<br />
Väriavaruudella tarkoitetaan kaikkia niitä värejä, jotka voidaan toistaa tietyssä painoprosessissa<br />
/3,74/. Väriavaruus mitattiin GretagMacbeth Eye-One-spektrofotometrilla<br />
viestintätekniikan laboratoriossa kussakin koepisteessä jokaiselle CMYK–prosessivärille<br />
sekä päällepainetuille väreille (RGB). Rinnakkaismäärityksiä tehtiin viisi kappaletta<br />
koepistettä kohden. Spektrofotometri mittaa väriä CIELab –väriavaruudessa, jossa<br />
väri ilmaistaan luminanssin (L*), vihreyden ja punaisuuden (a*) sekä sinisyyden ja keltaisuuden<br />
(b*) avulla. Valonlähteenä toimi kaasutäytteinen halogeenilamppu, ja mittausgeometriana<br />
oli 45º/0º. Mittapäähän painojäljestä heijastuva valo jaettiin 10 nm suuruisiin<br />
kaistoihin aallonpituusalueelle 380-730 nm. Näin saaduista komponenteista laite<br />
laski värikoordinaatit, jotka on esitetty liitteessä 6.<br />
Väripinnan ala eli väriavaruuden koko määritettiin laskemalla värikoordinaattien (a* ja<br />
b*) muodostaman kuusikulmion pinta-ala. Pinta-alan määrittämistä varten kuusikulmio<br />
jaettiin suorakulmioihin ja suorakulmaisiin kolmioihin, joiden pinta-alan määrittäminen<br />
oli helpompaa. Lopuksi näin saadut pinta-alat laskettiin yhteen. Väripinnan ala laskettiin<br />
jokaisessa koepisteessä värikoordinaatteja apuna käyttäen. Lasketut väriavaruuden<br />
pinta-alat on esitetty liitteen 7 taulukossa 1.<br />
6.7 Painojäljen epätasaisuus (Mottling)<br />
6.7.1 Densiteetin epätasaisuus<br />
Painojäljen densiteetin tasaisuus määritettiin skannatusta kuvasta kuva-analyysin ja wavelet-muunnoksen<br />
avulla KCL:n PapEye–ohjelmalla. HP Indigon näytteille määritykset<br />
suoritettiin täyspeitteisistä mustasta, magentasta ja vihreästä kentästä. Muilla painokoneilla<br />
painetuille näytteille määritys tehtiin vain täyspeitteisestä mustasta kentästä.<br />
Aluksi mitattava kenttä skannattiin pöytäskannerilla tietokoneelle. Tämän jälkeen määritettiin<br />
epätäydellisyysaste seitsemällä eri resoluutiotasolla, jotka olivat 0,17 mm, 0,34<br />
mm, 0,67 mm, 1,34 mm, 2,54 mm, 5,10 mm ja 10,2 mm. Tulosten perusteella voitiin<br />
piirtää epätasaisuuskäyrä (mottling curve, liite 8B), joka esittää epätasaisuuden suuruutta.<br />
Käyrän resoluutiosta riippuvia arvoja käytetään epätasaisuusindeksin (mottling index)<br />
määrittämiseen. Epätasaisuusindeksi vaihtelee välillä 0-100, ja se kuvaa epätasaisuuden<br />
suuruutta eli poikkeamaa standardista. Tulokset painotetaan tietyllä mittausalueesta<br />
riippuvalla kertoimella. Myös mitattavan kentän densiteetti mitattiin GretagMac-
47<br />
beth D196-densitometrilla. Rinnakkaismäärityksiä tehtiin viisi. Saadut tulokset on esitetty<br />
liitteessä 8.<br />
6.7.2 Kiillon epätasaisuus<br />
Kiillon epätasaisuus määritettiin KCL:n kiiltoanalysaattorilla, jonka mittausgeometriana<br />
on 20º. Mittaus perustuu kuvan kaistanpäästösuodattamiseen. Tässä työssä käytettiin<br />
kolmea eri kaistaa, jotka olivat 5 mm. Jokaisesta kaistasta määritettiin<br />
erikseen kiillon vaihtelukerroin. Tämän jälkeen voitiin laskea epätasaisuuden suuruus<br />
jakamalla suurimman kaistan kiillon vaihtelukerroin pienimmän kaistan vaihtelukertoimella.<br />
Mitä pienempi saatu arvo on, sitä tasaisempi kiilto painetulla pinnalla on.<br />
Määritykset tehtiin täyspeitteisestä mustasta värikentästä. Saadut tulokset on esitetty<br />
liitteessä 9.<br />
6.8 Painojäljen poikkileikkeet<br />
Painojäljen poikkileikkeet tehtiin KCL:ssä. HP Indigon näytteille poikkileikkeet otettiin<br />
jokaisesta koepisteestä sekä 100 %:n magentasta että 100 %:n vihreästä kentästä. Kuivatoonerinäytteistä<br />
poikkileikkeet otettiin magentasta värikentästä. Poikkileikkeet tehtiin<br />
DIGI2 sarjan 160 g/m 2 papereista sekä offset- ja kirjapaperista.<br />
Aluksi tutkittavasta kentästä leikattiin pieni palanen, joka laitettiin päästään kartiomaiseen<br />
kapseliin. Tämän jälkeen näyte pedattiin. Nestetoonerinäytteet pedattiin epoksihartsiin<br />
(EPON) ja kuivatoonerinäytteet polyakryyliin (LR-WHITE). Epoksihartsissa<br />
olevat näytteet laitettiin kahdeksi vuorokaudeksi kovettumaan lämpökaappiin, jossa<br />
lämpötila oli 60 ºC. Polyakryylissa olevien näytteiden annettiin puolestaan kovetettua<br />
jääkaapissa usean tunnin ajan. Petauksen jälkeen kapseli irrotettiin, ja näyte asetettiin<br />
leikkauslaitteen mäntään. Pedattua näytettä trimmattiin lasiveitsellä, kunnes näyte tuli<br />
näkyviin. Näytteen pään trimmaamisessa käytetty leikkauskulma oli 6º ja näytteen sivujen<br />
trimmauksessa puolestaan 10º. Trimmaamisen jälkeen suoritettiin itse poikkileikkaus<br />
timanttiveitsen avulla. Leikkauskulmana oli tässäkin tapauksessa 6º. Poikkileikkeitä<br />
otettiin kaksi jokaisesta koepisteestä, ja ne asetettiin objektilasille parafiiniöljyyn. Leikkeiden<br />
päälle asetettiin vielä peitinlasi, jonka jälkeen leikkeet olivat valmiita kuvattavaksi<br />
mikroskoopilla. Poikkileikkeistä otetut kuvat löytyvät liitteestä 10.<br />
Toonerikerroksen paksuus määritettiin kiiltäväpintaisen päällystetyn paperin poikkileikekuvasta.<br />
Aluksi määritettiin kuvan mittakaava kuvassa olevan 100 µm:n asteikon<br />
avulla. Tämän jälkeen toonerikerroksen paksuus mitattiin kuvasta viidestä eri kohdasta.<br />
Näistä mittaustuloksista laskettiin keskiarvo ja määritettiin toonerikerroksen paksuus.<br />
Tulokset löytyvät liitteestä 12.
48<br />
6.9 Rasteripisteanalyysi<br />
Rasteripisteitä tutkittiin Viestintätekniikan laboratorion Olympus BH-2–valomikroskoopilla<br />
ja siihen liitetyllä CCD-kameralla. Rasteripisteet kuvattiin 50 %:n mustasta rasterikentästä<br />
HP Indigon ja HP Color LaserJetin näytteistä. Xeroxin näytteistä tutkittiin 50<br />
%:n syaania kenttää, koska mustassa kentässä ei näkynyt rasteripisteitä lainkaan. Koepisteessä<br />
rasterikentästä otettiin harmaasävykuva mikroskooppiin asennetun kameran<br />
avulla. Kuvan todellinen koko saatiin selville määrittämällä yhden millimetrin matka<br />
pikseleinä. Tämä määritys tehtiin kuvasta (liite 11), jossa oli kuvattu millimetrin mitta<br />
samoilla säädöillä kuin millä varsinaiset kuvat otettiin. Jokaisesta koepisteestä otettiin<br />
kaksi rinnakkaismääritystä. Kuvien oton jälkeen rasteripisteitä analysoitiin visuaalisesti<br />
ja ImageJ-ohjelman avulla. Ohjelman avulla voitiin määrittää rasteripisteen pinta-ala ja<br />
reunan pituus. Näiden tietojen perusteella voitiin laskea rasteripisteen rosoisuus kaavasta<br />
2<br />
p<br />
Rosoisuus = , (5)<br />
A⋅<br />
4 ⋅π<br />
jossa<br />
p on rasteripisteen ympärysmitta eli reunan pituus ja<br />
A on rasteripisteen ala.<br />
Lasketut rosoisuudet on esitetty liitteen 5 taulukossa 2. Rasterikentistä otetut kuvat on<br />
koottu liitteeseen 11.<br />
6.10 Kokonaispainolaatu<br />
Neste-, polymeeri- ja kuivatoonerilla tehtyjen painatusten kokonaispainolaatua tutkittiin<br />
digipapereille valmistetuista näytteistä. Kokonaispainolaatuun vaikuttivat kaikki kappaleissa<br />
6.4-6.9 mitatut painolaaduntekijät. Painolaatutekijöistä laskettiin keskiarvot, ja ne<br />
ryhmiteltiin positiivisiin ja negatiivisiin tekijöihin. Positiivisiksi tekijöiksi valittiin ne,<br />
joiden kasvu nosti painolaatua, ja negatiivisiksi tekijöiksi ne, joiden kasvu puolestaan<br />
heikensi painolaatua. Täten positiivisia painolaatutekijöitä olivat densiteetti, kontrasti,<br />
kiilto ja väriavaruus ja negatiivisia densiteetin ja kiillon epätasaisuudet, kiiltokontrasti<br />
sekä rasteripisteen rosoisuus. Positiiviset tekijät piirrettiin samaan kuvaajaan siten, että<br />
jokainen painolaaduntekijä oli omalla akselillaan. Myös negatiiviset tekijät piirrettiin<br />
omaan kuvaajaansa. Kuvaajista voitiin nähdä tutkimuksessa käytettyjen toonereiden<br />
tuottamat painolaadut toisiinsa nähden. Saadut painolaadun tekijät on esitetty liitteessä<br />
12. Lisäksi liitteessä 12 on esitetty negatiivisen ja positiivisen kokonaispainolaadun<br />
suuruus laskemalla kuvaajassa olevien pisteiden muodostaman alueen pinta-ala. Näiden<br />
tietojen perusteella voitiin vertailla eri toonerien muodostamia kokonaispainolaatuja<br />
keskenään.
49<br />
7 TULOKSET JA TULOSTEN TARKASTELU<br />
7.1 Makromittakaavainen painolaatu<br />
7.1.1 Densiteetti<br />
Kuvassa 29 on esitetty nestemäisen toonerin painojäljestä mitatut absoluuttiset densiteetit<br />
täyspeitteisille pinnoille. Kustakin koepisteestä on esitetty jokaisen CMYK-prosessivärin<br />
densiteetit eli tummuudet. Mitatut densiteettiarvot löytyvät liitteen 3 taulukosta 1.<br />
Paperien tarkemmat kuvaukset löytyvät puolestaan taulukosta 1.<br />
2,40<br />
2,20<br />
2,00<br />
Densiteetti<br />
1,80<br />
1,60<br />
Syaani<br />
Magenta<br />
Keltainen<br />
Musta<br />
1,40<br />
1,20<br />
1,00<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 29. HP Indigon tuottaman painojäljen absoluuttiset densiteetit koepisteissä kullekin<br />
osavärille. UC = päällystämätön, MC = mattapintainen päällystetty ja GC = kiiltäväpintainen<br />
päällystetty digitaalinen painopaperi, OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Nestetoonerilla painettaessa havaittiin paperilla olevan suuri vaikutus painojäljen densiteettiin.<br />
Etenkin päällystämättömillä papereilla (UC) densiteetti jäi selvästi pienemmäksi<br />
kuin päällystetyillä papereilla (GC,MC). Tämän pääteltiin johtuvan siitä, että ohut ja<br />
tasainen ElectroInk -kerros mukailee paperin pinnanmuotoja /18/. Päällystämättömillä<br />
papereilla paperin pinta on varsin epätasainen, jolloin toonerikerroksestakaan ei tule<br />
kovin tasaista. Epätasainen värikerros saattaa joutua niin syvälle paperin pinnanmuotoihin,<br />
ettei se ole enää helposti havaittavissa. Lisäksi epätasaisuuden lisääntyessä diffuusin<br />
heijastuksen määrä kasvaa, jolloin densiteetti pienenee ja painojälki näyttää vaaleammalta.<br />
Toisaalta päällystämättömän paperin pienempään densiteettiin voi vaikuttaa<br />
myös se, että HP Indigon painoprosessissa suositellaan käytettäväksi päällystettyjä papereita:<br />
ElectroInkin adheesion on nimittäin havaittu olevan huono käytettäessä sellaisia<br />
päällystämättömiä papereita, joita ei ole varta vasten valmistettu HP Indigon painokoneita<br />
varten /19,46,49/. Huonon adheesion vuoksi tooneria saattaa kuoriutua pois pape-
50<br />
rin päältä, tai sitten toonerikerros ei siirry kokonaisuudessaan paperille. Tämän seurauksena<br />
painojälkeen syntyy aukkoja, jotka pienentävät painojäljen densiteettiä.<br />
Päällystetyillä mattapintaisilla papereilla (MC) densiteetit jäivät pienemmiksi kuin kiiltäväpintaisilla<br />
papereilla (GC). Tämä johtui siitä, että mattapintaisen paperin pinta on<br />
tehty mikrokarheaksi. Koska toonerikerros seurailee paperin pinnanmuotoja, densiteetti<br />
laskee toonerikerroksen epätasaisuuden lisääntyessä ja toonerikerroksen joutuessa syvemmälle<br />
paperiin. Kiiltäväpintaisilla papereilla paperin pinta on puolestaan erittäin<br />
tasainen, jolloin myös toonerikerroksesta tulee tasainen ja densiteetti kasvaa.<br />
Kirjapaperi (BO) ja kopiopaperi (CO) käyttäytyivät painoprosessissa kuten muutkin<br />
päällystämättömät paperit. Tämä havaittiin siitä, että densiteettitaso oli lähes sama kuin<br />
päällystämättömillä digipapereilla. Offset-paperilla densiteetti oli hieman suurempi,<br />
koska paperi oli heikosti päällystetty, jolloin myös paperin pinta ja sitä kautta toonerikerros<br />
oli tasaisempi.<br />
Toonerimäärä koepisteiden välillä ei vaihdellut, koska toonerikerros siirtyy kokonaisuudessaan<br />
yhtenäisenä kalvona paperille ilman värikerroksen halkeamista. Tämän takia<br />
tässä tutkimuksessa toonerimäärä paperilla ei juuri vaihdellut, jos vain toonerin adheesio<br />
paperiin oli hyvä. Yleisesti nestetoonerin määrä paperilla oli pieni, koska paperin<br />
epätasaisuus vaikutti voimakkaasti saavutettavaan laatuun. Tämä johtuu ohuesta toonerikerroksesta.<br />
Kuvassa 30 on esitetty absoluuttiset densiteetit magentalle (ylh.) ja mustalle (alh.) värille<br />
koepisteissä. Kuvassa on vertailtu neste-, polymeeri- ja kuivatoonerin tuottamia densiteettejä.<br />
Densiteetit on esitetty myös liitteessä 3 taulukossa 1.
51<br />
2,40<br />
2,20<br />
2,00<br />
Densiteetti<br />
1,80<br />
1,60<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
1,40<br />
1,20<br />
1,00<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
2,60<br />
2,40<br />
2,20<br />
Densiteetti<br />
2,00<br />
1,80<br />
1,60<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
1,40<br />
1,20<br />
1,00<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 30. Koepisteistä mitattujen absoluuttisten densiteettien vertailua magentalla (ylh.) ja<br />
mustalla (alh.) osavärillä. UC = päällystämätön, MC = mattapintainen päällystetty ja GC =<br />
kiiltäväpintainen päällystetty digitaalinen painopaperi, OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Nestetoonerilla painojäljen densiteetti oli päällystämättömillä papereilla kaikkein pienin.<br />
Tämä aiheutuu todennäköisesti siitä, että toonerikerros on ohut ja tasainen, ja lisäksi<br />
kerros mukautuu paperin pinnanmuotoihin /18/. Päällystetyillä papereilla densiteetti<br />
oli kuitenkin suuri, koska tasaisilla papereilla toonerikerros muodostuu myös tasaiseksi.<br />
Toonerikerros siirtyy paperille lisäksi yhtenäisenä ja tasaisena kalvona, jolloin toonerikerros<br />
itsessään ei aiheuta painojälkeen epätasaisuuksia ja sitä kautta densiteetin alenemista.<br />
Perinteisellä kuivatoonerilla painettujen näytteiden densiteetit olivat jokaisessa koepisteessä<br />
kaikkein suurimmat eli painojälki oli kaikkein tummin. Densiteetin suuruus johtuu<br />
siitä, että kuivatooneri muodostaa paperin pinnalle paksun ja tasaisen toonerikerroksen,<br />
joka täyttää paperin epätasaisuudet /2/. Tätä havainnollistettiin jo kuvassa 16. Pak-
52<br />
su toonerikerros muodostuu, koska toonerin partikkelikoko on suuri ja partikkelien<br />
muoto epäsäännöllinen. Kun paperin epätasaisuudet peittyvät, paperilla ei ole enää suurta<br />
merkitystä painojäljen laadun muodostumisessa. Lopullisesti tasainen toonerikerros<br />
muodostuu kiinnitysvaiheessa, jossa toonerikerroksen päälle tulee kiillottava silikoniöljykerros.<br />
Lisäksi lämpö ja paine tasoittavat toonerikerrosta. Näin muodostuva tasainen<br />
pinta heijastaa tehokkaasti valoa, joten densiteetti saadaan suureksi.<br />
Xeroxin DocuColor 6060–painokoneella painettaessa päällystämättömien paperien densiteetti<br />
jäi kuitenkin pienemmäksi kuin päällystettyjen paperien. Tämä johtui luultavimmin<br />
siitä, että kiinnitysvaiheessa tooneri pääsee osittain penetroitumaan paperin<br />
pinnan rakenteisiin, koska kiinnityksen korkea lämpötila ja suuri paine sulattavat toonerin<br />
ja liikuttavat sen paperin pinnanmuotojen laaksokohtiin. Lisäksi kiinnityksen rasitukset<br />
saattavat aiheuttaa paperin karhentumista, kun korkea paine puristaa paperin pinnan<br />
kuituja kasaan. Tämä osaltaan pienentää densiteettiä. Päällystetyillä papereilla paperin<br />
pinta on suljetumpi, joten kiinnitys ei pääse vaikuttamaan toonerin penetroitumiseen<br />
eikä paperin karhentumiseen.<br />
Erikoispapereista painatus onnistui parhaiten kopiopaperille, kun käytettiin perinteistä<br />
kuivatooneria. Painojäljen densiteetti oli suunnilleen samalla tasolla kuin muillakin<br />
päällystämättömillä papereilla. Offset- ja kirjapaperin tuloksia ei voitu pitää kovinkaan<br />
luotettavina, koska painojälki oli näissä erittäin laikukas ja epätasainen. Tästä voitiin<br />
päätellä kirja- ja offset-paperin soveltumattomuus käytettäväksi tässä painokoneessa.<br />
Esimerkiksi offset-paperin päällyste saattoi sulaa osittain prosessin aikana, mikä esti<br />
toonerin kiinnittymistä. Lisäksi esimerkiksi paperin pintakemia ja sähköiset ominaisuudet<br />
voivat olla vääränlaiset, jolloin tooneri ei siirry eikä kiinnity kunnolla paperiin.<br />
Polymeeri<strong>tooneriin</strong> perustuvalla HP Color LaserJet 5550-tulostimella tulostettujen näytteiden<br />
densiteetit olivat lähes samalla tasolla paperista riippumatta. Tämän pääteltiin<br />
johtuvan toonerin paperin pinnalle muodostamasta paksusta paperin epätasaisuudet täyttävästä<br />
toonerikerroksesta /2/. Densiteetit olivat kuitenkin selvästi pienempiä kuin Xeroxin<br />
tai HP Indigon painokoneilla tehdyissä painatuksissa etenkin, kun käytettiin päällystettyä<br />
paperia. Tämä saattaa johtua siitä, että toonerin kiinnitys tapahtuu öljyttömästi,<br />
jolloin painojälki on karhea ja kiilloton. Toisaalta myös toonerin pienet partikkelit saattavat<br />
antaa toonerikerrokselle karheutta, koska ne muodostavat helposti kasaantumia.<br />
Karhea pinta sirottaa valoa tehokkaasti, jolloin densiteetti laskee. Päällystämättömillä<br />
papereilla densiteetit olivat kuitenkin hieman suurempia, mikä oli seurausta toonerikerroksen<br />
tasaisemmasta kulusta epätasaisen paperin pinnalla.
53<br />
7.1.2 Kontrasti<br />
Kuvassa 31 on esitetty nestemäisen toonerin tuottama painojäljen kontrasti koepisteissä<br />
jokaiselle CMYK-osavärille. Määritys suoritettiin 75 %:n harmaasävykentistä ja täyspeitteisistä<br />
värikentistä. Kontrastit laskettiin kaavan 3 avulla, ja saadut tulokset on esitetty<br />
liitteen 3 taulukossa 2.<br />
70 %<br />
65 %<br />
60 %<br />
Kontrasti (%)<br />
55 %<br />
50 %<br />
Syaani<br />
Magenta<br />
Keltainen<br />
Musta<br />
45 %<br />
40 %<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 31. Nestemäisen toonerin tuottama painojäljen kontrasti koepisteissä. Määritys suoritettiin<br />
75 %:n harmaasävykentästä. UC = päällystämätön, MC = mattapintainen päällystetty,<br />
GC = kiiltäväpintainen päällystetty, OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Päällystämättömillä papereilla kontrasti oli selvästi pienempi, kun painettiin nestemäisellä<br />
toonerilla. Päällystetyillä papereilla voitiin siis toistaa enemmän yksityiskohtia<br />
kuvan tummilla sävyillä. Kannattaa vielä huomata, että päällystetyistä papereista mattapintaisen<br />
paperin kontrasti oli vain hieman pienempi kuin kiiltävien paperien. Päällystettyjen<br />
paperien suurempi painojäljen kontrasti on seurausta paperin tasaisemmasta<br />
pinnasta. Tasaisella pinnalla pisteenleviäminen on pienempää, jolloin sävyt eivät mene<br />
tukkoon, ja kontrasti saadaan suureksi. Tasaiselle pinnalle muodostuu myös tasainen<br />
toonerikerros, joka heijastaa tehokkaasti valoa. Tämä mahdollistaa tummemman ja värikkäämmän<br />
painojäljen. Harmaasävykentän densiteetti ei juuri muuttunut paperin<br />
muuttuessa pisteenleviämisen pienuuden vuoksi kuten liitteen 4B taulukosta voidaan<br />
havaita, joten kontrasti kasvaa täyspeitteisen pinnan densiteetin kasvaessa.<br />
Kirjapaperin ja kopiopaperin kontrastit olivat muihin päällystämättömiin papereihin<br />
verrattuna varsin suuria. Mitatuista tuloksista (liite 4B) havaitaan kuitenkin, että harmaasävykentän<br />
densiteetit olivat pienempiä kuin muiden paperien painojäljessä. Tästä<br />
voitiin päätellä, että rasteripisteiden painaminen ei ollut onnistunut kunnolla eivätkä<br />
nämä paperit sovellu käytettäväksi HP Indigon painokoneissa. Rasteripisteet voivat olla<br />
esimerkiksi reikäisiä tai vaaleita toonerin huonon adheesion vuoksi. Tällöin tooneri ei
54<br />
ole ehkä siirtynyt kokonaan paperille tai tarttunut kunnolla paperiin tai sitten toonerikerros<br />
on lohjennut paperista käsittelyn aikana.<br />
Kuvassa 32 on esitetty nestetoonerinäytteiden densiteettien ja kontrastien välinen yhteys<br />
magentalla osavärillä.<br />
68 %<br />
66 %<br />
64 %<br />
62 %<br />
Kontrasti (%)<br />
60 %<br />
58 %<br />
R 2 = 0,9508<br />
HP Indigo<br />
56 %<br />
54 %<br />
52 %<br />
50 %<br />
1,4 1,5 1,6 1,7 1,8 1,9 2,0<br />
Densiteetti<br />
Kuva 32. Magentan osavärin densiteetin ja kontrastin välinen yhteys nestetoonerilla painettaessa.<br />
Kuvasta havaitaan, että densiteetin ja kontrastin välinen yhteys on lineaarinen. Lisäksi<br />
korrelaatiokertoimesta havaitaan, että densiteetin ja kontrastin välinen riippuvuus on<br />
erittäin merkitsevää. Densiteetin kasvaessa myös kontrasti kasvaa. Tämän päätellään<br />
johtuvan siitä, että pisteenleviäminen on pientä, jolloin rasterikentän densiteetti on lähes<br />
vakio. Tällöin kontrasti muodostuu sitä suuremmaksi, mitä suurempi täyspeitteisen pinnan<br />
densiteetti on. Täten voidaan sanoa, että densiteetti selittyy kontrastin avulla.<br />
Kuvassa 33 on esitetty painojäljen kontrastit koepisteissä neste- ja kuivatoonerinäytteille.<br />
Alemmassa kuvaajassa näkyy mustan ja ylemmässä magentan osavärin kontrastit.<br />
Mitatut kontrastit löytyvät liitteen 3 taulukosta 2.
55<br />
70 %<br />
60 %<br />
50 %<br />
Kontrasti (%)<br />
40 %<br />
30 %<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
20 %<br />
10 %<br />
0 %<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
70 %<br />
60 %<br />
50 %<br />
Kontrasti (%)<br />
40 %<br />
30 %<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
20 %<br />
10 %<br />
0 %<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 33. Kontrastien vertailua magentalla (ylh.) ja mustalla (alh.) osavärillä koepisteissä<br />
neste- ja kuivatoonerien välillä. UC = päällystämätön, MC = mattapintainen päällystetty, GC<br />
= kiiltäväpintainen päällystetty, OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Nestetoonerilla kontrasti oli suurempi kuin kuivatoonereilla. Tämä oli seurausta siitä,<br />
että pisteenleviäminen on pienempää nestetoonerin yhteydessä /18/. Pisteenleviämisen<br />
pienuus taas johtuu siitä, että toonerikerros siirtyy paperille yhtenäisenä, ohuena ja teräväreunaisena<br />
kalvona, toonerin partikkelikoko on pieni, tooneri kuivuu välittömästi paperilla<br />
ja lisäksi se on helpommin hallittavissa nestemäisenä /18,20,30,38/. Rasterikentän<br />
densiteetti on tällöin kauempana täyspeitteisen pinnan densiteetistä eli kontrasti on<br />
kasvanut. Voidaankin sanoa, että nestetoonerilla voidaan tallettaa enemmän kuvainformaatiota<br />
tummille sävyille kuin kuivatoonereilla.<br />
Kuivatoonereita käytettäessä pisteenleviäminen on suurempaa, koska tooneripartikkeleita<br />
on vaikeampi hallita /2,4,30/. Tällöin sävyt menevät nopeammin tukkoon ja kontrasti<br />
pienenee. Kuivatoonerien vaikea hallittavuus johtuu siitä, että tooneripartikkelit siirretään<br />
paperille yksitellen /30/. Lisäksi tooneripartikkelit ovat suhteellisen suuria, jolloin
56<br />
painojäljen terävyys on varsin huono /30/. Pisteenleviämistä aiheuttaa myös kiinnitys.<br />
Koska pisteenleviäminen on suurempaa kuin nestetooneriprosessissa, harmaasävykentän<br />
densiteetti nousee lähemmäksi täyspeitteisen pinnan densiteettiä ja kontrasti laskee.<br />
Kuivatoonerien tapauksessa paperin pintarakenteella ei näyttäisi olevan suurta merkitystä<br />
kontrastin muodostumisessa. Ainoastaan paperilajilla näyttäisi olevan merkitystä polymeeritooneria<br />
käytettäessä.<br />
7.1.3 Kiilto ja kiiltokontrasti<br />
Kuvassa 34 on esitetty HP Indigolla painettujen nestetoonerinäytteiden painojäljen kiillot<br />
magentalle, mustalle ja vihreälle värille. Saadut kiillon arvot on esitetty myös liitteessä<br />
5.<br />
90,0<br />
80,0<br />
70,0<br />
60,0<br />
Kiilto (%)<br />
50,0<br />
40,0<br />
M<br />
K<br />
G<br />
30,0<br />
20,0<br />
10,0<br />
0,0<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 34. HP Indigolla painettujen näytteiden kiillot magentalle, mustalle ja vihreälle värille.<br />
UC = päällystämätön, MC = mattapintainen päällystetty, GC = kiiltäväpintainen päällystetty,<br />
OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Päällystämättömille papereille nestetoonerilla painettujen näytteiden kiillot olivat todella<br />
pieniä. Tämä johtui paperin pinnanmuotoja seurailevasta ohuesta toonerikerroksesta<br />
/18/. Päällystämättömien paperien epätasaisuudet ovat suuria, jolloin myös toonerikerros<br />
on epätasainen. Epätasainen pinta sirottaa valoa, mikä puolestaan laskee kiiltoa.<br />
Päällystetyillä papereilla kiilto oli suurempi, sillä toonerikerros muodostui tasaisemmaksi.<br />
Mattapintaisilla papereilla paperin mikrokarheus taas rajoitti painojäljen kiiltoa.<br />
Kiinnostavaa on, että offset-paperilla painojäljen kiilto oli suurempi kuin päällystämättömillä<br />
papereilla. Tämä johtui kevyen päällystemäärän muodostamasta tasaisesta paperin<br />
pinnasta. Kirja- ja kopiopapereilla kiilto oli samalla tasolla kuin muillakin päällystämättömillä<br />
papereilla.
57<br />
Vihreän värikentän kiilto oli suurempi kuin mustan tai magentan kentän. Koska vihreä<br />
kenttä muodostuu painettaessa keltaista ja syaania tooneria päällekkäin, niin paperille<br />
siirtyy kaksi ohutta toonerikerrosta, jotka muodostavat varsin paksun värikerroksen.<br />
Tämä tasoittaa värikerrosta nostaen samalla kiiltoa.<br />
Kuvassa 35 on esitetty nestetoonerin muodostaman painojäljen kiillon ja densiteetin<br />
väline yhteys mustalle osavärille.<br />
90<br />
80<br />
70<br />
60<br />
R 2 = 0,9638<br />
Kiilto (%)<br />
50<br />
40<br />
HP Indigo<br />
30<br />
20<br />
10<br />
0<br />
1,2 1,4 1,6 1,8 2,0 2,2 2,4<br />
Densiteetti<br />
Kuva 35. Mustan osavärin kiillon ja densiteetin väline yhteys nestetoonerilla painettaessa.<br />
Kuvasta havaitaan, että densiteetti selittyy painojäljen kiillolla. Densiteetin ja kiillon<br />
välinen riippuvuus on lineaarista ja lisäksi selitysaste on korkea. Mitä korkeammaksi<br />
kiilto muodostuu, sitä suuremmaksi myös densiteetti tulee. Densiteetin ollessa suuri,<br />
toonerikerros on tasaisena kerroksena paperin pinnalla. Tällöin tuleva valo heijastuu<br />
tehokkaasti näytteen pinnasta. Tämä aiheuttaa myös painojäljen kiillon kasvua.<br />
Kuvassa 36 on esitetty mustan 100 %:n värikentän kiilto koepisteissä neste- ja kuivatoonereilla<br />
painettaessa. Tulokset on esitetty myös liitteessä 5.
58<br />
100,0<br />
90,0<br />
80,0<br />
70,0<br />
Kiilto (%)<br />
60,0<br />
50,0<br />
40,0<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
30,0<br />
20,0<br />
10,0<br />
0,0<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 36. Eri painokoneilla saatujen mustien täyspeitteisten pintojen kiilto koepisteissä. UC =<br />
päällystämätön, MC = mattapintainen päällystetty, GC = kiiltäväpintainen päällystetty, OF =<br />
offset-, CO = kopio- ja BO = kirjapaperi.<br />
HP Indigon painojäljen kiilto oli suhteellisen korkea päällystetyillä papereilla, koska<br />
toonerikerros asettui tasaisesti paperin pinnalle. Päällystämättömillä papereilla kiilto jäi<br />
pieneksi, koska toonerikerros joutui syvälle paperin epätasaisuuksiin ja lisäksi toonerikerroksesta<br />
tuli karhea.<br />
Perinteisen kuivatoonerin tapauksessa päällystettyjen paperien painojäljen kiilto oli erittäin<br />
korkea. Kiiltäväpintaisilla papereilla nestemäisen toonerin painojäljen kiilto oli kuitenkin<br />
lähes sama. Korkea kiilto syntyy, koska tooneri muodostaa paperin pinnalle paksun<br />
ja tasaisen värikerroksen, joka peittää paperin epätasaisuudet. Lisäksi kiinnityksessä<br />
toonerikerros vielä tasoittuu ja toonerikerroksen pintaan tulee kiiltävä silikoniöljykerros.<br />
Tasaisen ja kiiltävän värikerroksen kiilto on suuri valon heijastuessa siitä tehokkaasti.<br />
Päällystämättömien paperien tapauksessa kiilto jäi pieneksi, koska toonerikerros saattoi<br />
penetroitua osittain paperin pinnanmuotoihin. Myös kiinnitys saattoi aiheuttaa painojäljen<br />
karhentumista nostamalla paperin pinnasta kuituja, jolloin kiilto pieneni. Tietyissä<br />
koepisteissä havaittiin paperin neliömassan kasvun nostavan kiiltoa. Tämä selittyy sillä,<br />
että neliömassan kasvaessa paperi tulee tiheämmäksi, jolloin tooneria jää enemmän ja<br />
tasaisemmin paperin pintaan.<br />
Polymeeritoonerilla painettaessa painojäljen kiilto oli lähestulkoon paperista riippumaton<br />
paksun toonerikerroksen takia. Kiiltotaso oli kuitenkin erittäin matala, koska toonerikerros<br />
oli karhea. Karheuteen saattoivat olla syynä esimerkiksi öljytön kiinnitys, tooneripartikkelien<br />
suuri vahapitoisuus sekä toonerin suuri taipumus muodostaa kasaumia.
59<br />
Kuvassa 37 on esitetty nestemäisellä toonerilla painettujen näytteiden kiiltokontrastit<br />
magentalle, mustalle ja vihreälle värille. Kiiltokontrastit laskettiin kaavan 4 avulla, ja<br />
saadut tulokset on esitetty liitteessä 5.<br />
35,0<br />
30,0<br />
25,0<br />
20,0<br />
Kiiltokontrasti (%)<br />
15,0<br />
10,0<br />
5,0<br />
M<br />
K<br />
G<br />
0,0<br />
-5,0<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
-10,0<br />
Näyte<br />
Kuva 37. Nestetoonerin kiiltokontrastit magentalle, mustalle ja vihreälle värikentälle jokaisessa<br />
koepisteessä. UC = päällystämätön, MC = mattapintainen päällystetty, GC = kiiltäväpintainen<br />
päällystetty, OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Päällystämättömillä papereilla kiiltokontrasti oli pieni. Tämä johtui siitä, että toonerikerros<br />
seuraili hyvin tarkkaan paperin pinnanmuotoja /18,42,54/. Tällöin muodostuvan<br />
painojäljen kiilto oli lähellä paperin kiiltoa. Mattapintaisilla päällystetyillä papereilla<br />
kiiltokontrasti oli puolestaan erittäin suuri, koska toonerikerros ei päässyt kunnolla mukautumaan<br />
mikrokarhean paperin pinnanmuotoihin /64,65/. Tällöin toonerikerros olikin<br />
paperin pintaa tasaisempi, joten painojäljen kiilto oli siten suurempi kuin paperin. Myös<br />
joillakin kiiltäväpintaisilla papereilla kiiltokontrasti oli suuri. Tämä saattoi johtua toonerikerroksen<br />
vaikeammasta asettumisesta paperin pinnanmuotoihin. Lisäksi toonerikerros<br />
muodostaa paperille aina erillisen kerroksen, jonka kiilto riippuu pohjimmiltaan toonerikerroksen<br />
kiillosta. Tasaisella pinnalla toonerikerros on tasainen, jolloin toonerikerroksen<br />
kiilto korostuu ja kiiltokontrasti kasvaa.<br />
Kiiltokontrasti oli nestetoonerilla painettaessa useimmiten positiivinen, koska paperille<br />
siirtyy erillinen toonerikerros, jonka kiilto on suurempi kuin paperin. Lisäksi toonerikerros<br />
tasoittaa hieman paperin epätasaisuuksia, jolloin värikerroksen pinta muodostuu<br />
tasaisemmaksi kuin paperin pinta. Yhdellä näytteistä havaittiin kuitenkin negatiivinen<br />
kiiltokontrastin arvo. Painojäljessä on siis tapahtunut hieman karhentumista tai paperin<br />
kiilto on korkeampi kuin toonerikerroksen. Jälkimmäinen selitys on todennäköisempi,<br />
koska kyseessä oli kiiltävin painatuksissa käytetty paperi. Päällepainetulle kentälle kiiltokontrastin<br />
arvo oli suurempi kuin yhdellä osavärillä painettaessa. Tämä aiheutui siitä,
60<br />
että päällepainettaessa värikerros on paksumpi. Paksumpi värikerros tasoittaa toonerikerrosta,<br />
mikä johtaa painojäljen kiillon ja kiiltokontrastin kasvuun.<br />
Kuvassa 38 on esitetty kiiltokontrastit jokaisessa koepisteessä mustalle osavärille. Saadut<br />
tulokset on esitetty liitteessä 5.<br />
80,0<br />
60,0<br />
40,0<br />
Kiiltokontrasti (%)<br />
20,0<br />
0,0<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
-20,0<br />
-40,0<br />
-60,0<br />
Näyte<br />
Kuva 38. Kiiltokontrastit mustalle osavärille kaikissa koepisteissä. UC = päällystämätön, MC<br />
= mattapintainen päällystetty, GC = kiiltäväpintainen päällystetty, OF = offset-, CO = kopioja<br />
BO = kirjapaperi.<br />
HP Indigon nestemäisen toonerin muodostama kiiltokontrasti oli pieni verrattuna kuivatoonereilla<br />
painettuihin näytteisiin. Tämä johtui siitä, että ohut toonerikerros seuraa paperin<br />
pinnanmuotoja, jolloin painojäljen kiilto on hyvin lähellä paperin kiiltoa /18/.<br />
Kuivatoonereilla painettaessa kiiltokontrastit muodostuivat suuriksi. Tämä aiheutui siitä,<br />
että paperin pinnalle muodostuu paksu, tasainen ja paperin epätasaisuudet hyvin peittävä<br />
toonerikerros /2/. Tämän värikerroksen kiilto ei riipu juuri lainkaan paperista, vaan<br />
pelkästään toonerikerroksesta. Tällaiset suuret kiiltokontrastit havaitaan huonona painolaatuna.<br />
Kiiltokontrasti oli pienin kiiltäväpintaisille papereille. Mattapintaisilla ja päällystämättömillä<br />
papereilla kiiltokontrasti oli suurempi eli painojäljen kiilto muodostui paljon<br />
korkeammaksi kuin paperin kiilto. Tästä voitiin päätellä toonerikerroksen olevan erittäin<br />
kiiltävä, koska ainoastaan kiiltävillä papereilla painojäljen kiilto oli lähellä paperin<br />
kiiltoa.<br />
Polymeeritoonerin tapauksessa kiiltäväpintaisilla papereilla kiiltokontrasti oli erittäin<br />
pieni ja negatiivinen. Mattapintaisilla papereilla kiiltokontrasti oli hieman suurempi,
61<br />
mutta edelleen negatiivinen; vasta päällystämättömillä papereilla kiiltokontrasti oli hieman<br />
positiivinen eli painojäljen kiilto oli suurempi kuin paperin kiilto. Tästä voitiin<br />
päätellä, että paperin pinnalla oleva toonerikerros on erittäin karhea.<br />
7.1.4 Väriavaruus<br />
Väriavaruuden suuruutta koepisteissä on havainnollistettu kuvassa 39, jossa on vertailtu<br />
eri painokoneissa painettujen näytteiden väriavaruuksien pinta-alaa. Lasketut väripinnan<br />
alat on esitetty liitteessä 7.<br />
16000<br />
14000<br />
12000<br />
Väripinnanala<br />
10000<br />
8000<br />
6000<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
4000<br />
2000<br />
0<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 39. Väriavaruuden suuruus koepisteissä. UC=päällystämätön, MC=mattapintainen<br />
päällystetty, GC= kiiltäväpintainen päällystetty, OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Nestemäistä tooneria käytettäessä väriavaruus pieneni, kun paperi oli päällystämätön.<br />
Päällystämätön paperi on epätasainen, jolloin myös toonerikerroksesta tulee epätasainen.<br />
Epätasainen värikerros sirottaa valoa, ja lisäksi värikerros joutuu paikoin syvälle<br />
paperin epätasaisuuksiin. Tällöin painojäljen tummuus ja värikkyys pienenevät. Paperin<br />
päällystäminen tasoittaa paperin pintaa, jolloin myös toonerikerroksesta muodostuu<br />
tasainen. Tasainen pinta heijastaa tehokkaasti valoa, joten painojälki näyttää värikkäältä<br />
ja tummalta. Mattapintaisella paperilla väriavaruus oli aavistuksen verran pienempi kuin<br />
kiiltäväpintaisella paperilla paperin mikrokarheuden seurauksena. Nestetoonerilla saatiin<br />
päällystetyillä papereilla aikaiseksi laaja väriavaruus, kun sitä verrattiin kuivatoonereilla<br />
painettuihin näytteisiin. Tämä on seurausta tasaisesta ja yhtenäisestä toonerikerroksesta.<br />
Perinteisellä kuivatoonerilla painettaessa väriavaruus oli suurin. Tämä johtui paksusta,<br />
tasaisesta ja kiiltävästä toonerikerroksesta. Päällystämättömillä papereilla väriavaruus<br />
jäi kuitenkin pienemmäksi, mikä taas johtui siitä, että toonerikerros pääsi osittain mukautumaan<br />
paperin pinnamuotoihin tai sitten kiinnitys karhensi paperia. DIGI2-
62<br />
papereilla havaittiin myös neliömassan kasvun suurentavan väriavaruutta. Neliömassan<br />
kasvaessa paperista tulee tiheämpää. Tällöin väriavaruus kasvaa, koska suurempi osa<br />
valosta heijastuu paperin tiheän rakenteen vuoksi.<br />
Polymeeritoonerilla painettaessa väriavaruus pysyi lähes vakiona paperin pinnan rakenteesta<br />
huolimatta. Tämä oli seurausta paperin pinnalle muodostuvasta paperin epätasaisuudet<br />
täyttävästä paksusta värikerroksesta. Väriavaruus oli kuitenkin kovin pieni toonerikerroksen<br />
karheudesta johtuen. Paperilajilla havaittiin myös olevan vaikutusta väriavaruuden<br />
kokoon, koska esimerkiksi DIGI1-paperilla väriavaruus oli suurempi kuin<br />
DIGI2-paperilla. Tämä ei ollut mitenkään yllättävää, sillä käytetyt digitaaliset painopaperit<br />
olivat ominaisuuksiltaan ja koostumukseltaan täysin erilaisia.<br />
Kuvassa 40 on esitetty nestemäisen toonerin tuottaman painojäljen väriavaruus digitaalisilla<br />
DIGI1-painopapereilla.<br />
120<br />
100<br />
80<br />
60<br />
b*<br />
40<br />
20<br />
0<br />
-80 -60 -40 -20 0 20 40 60 80 100<br />
-20<br />
1, UC<br />
2, UC<br />
3, GC<br />
4, GC<br />
5, MC<br />
6, MC<br />
-40<br />
-60<br />
a*<br />
Kuva 40. Nestemäisellä toonerilla aikaansaatu väriavaruus DIGI1 (ylh.) ja DIGI2 (alh.) papereilla.<br />
UC = päällystämätön, MC = mattapintainen päällystetty ja GC = kiiltäväpintainen päällystetty<br />
paperi.<br />
Kuten jo edellä todettiin, HP Indigon näytteissä havaittiin paperin päällystämisen kasvattavan<br />
väriavaruutta. Päällystämättömillä papereilla väriavaruus oli paljon pienempi.<br />
Tämä oli seurausta toonerikerroksen epätasaisuudesta. Matta- ja kiiltäväpintaisen paperin<br />
välillä ei väriavaruudessa juuri havaittu eroa. Päällystämättömille papereille painettujen<br />
värien kylläisyys oli pienempi, mutta muutamilla väreillä oli havaittavissa myös<br />
värimuutoksia. Esimerkiksi päällystämättömillä papereilla magentassa värissä oli<br />
enemmän sinistä. Tämä saattoi johtua esimerkiksi paperin väristä. Esimerkiksi DIGI2-<br />
papereissa oli havaittavissa selvästi vaaleanpunainen sävy, mikä saattoi aiheuttaa värimuutoksia.
63<br />
Kuvassa 41 on havainnollistettu väriavaruuksia neste-, polymeeri- ja perinteisellä kuivatoonerilla<br />
painettaessa 130 g/m 2 DIGI1-papereilla.<br />
120<br />
100<br />
80<br />
b*<br />
60<br />
40<br />
20<br />
0<br />
-80 -60 -40 -20 0 20 40 60 80 100<br />
-20<br />
UC, HP Indigo<br />
GC, HP Indigo<br />
MC, HP Indigo<br />
UC, HP Laser<br />
GC, HP Laser<br />
MC, HP Laser<br />
UC, Xerox<br />
GC, Xerox<br />
MC, Xerox<br />
-40<br />
-60<br />
-80<br />
a*<br />
Kuva 41. Neste- ja kuivatoonereilla toistettavissa olevat väriavaruudet 130 g/m 2<br />
DIGI1-<br />
papereilla. UC = päällystämätön, MC = mattapintainen päällystetty ja GC = kiiltäväpintainen<br />
päällystetty paperi.<br />
Nestetooneria käyttämällä pystyttiin päällystetyillä papereilla toistamaan laaja väriavaruus.<br />
Päällystämättömän paperin tapauksessa väriavaruus oli selvästi pienempi. Kuitenkin<br />
vihreällä, sinisellä ja syaanilla värillä väriavaruus jäi kuivatoonereiden väriavaruuksia<br />
pienemmäksi. Lisäksi vihreän ja syaanin värin kohdalla havaittiin värimuutoksia.<br />
Perinteisellä kuivatoonerilla saatiin aikaiseksi todella laaja väriavaruus, mikä johtui<br />
paksusta ja kiiltävästä toonerikerroksesta. Polymeeritoonerilla painettaessa havaittiin<br />
väriavaruuden olevan pieni; ainoastaan syaanin ja magentan värin kohdalla värikoordinaatit<br />
olivat lähellä Xeroxin tuottamia värikoordinaatteja. Lisäksi havaittiin värimuutoksia,<br />
jotka todennäköisesti johtuivat karheasta toonerikerroksesta, kun valo heijastui<br />
diffuusisti värikerroksesta tai värikerros joutui syvälle paperin rakenteisiin.<br />
7.1.5 Densiteetin ja kiillon epätasaisuus<br />
Kuvassa 42 on esitetty HP Indigolla painettujen näytteiden densiteetin epätasaisuusindeksit<br />
koepisteissä magentalle, mustalle ja vihreälle värille. Tulokset on kerätty liitteen<br />
8A taulukkoon.
64<br />
6,50<br />
6,00<br />
5,50<br />
Mottling index<br />
5,00<br />
4,50<br />
M<br />
K<br />
G<br />
4,00<br />
3,50<br />
3,00<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 42. HP Indigolla painettujen näytteiden densiteetin epätasaisuusindeksit magentalle,<br />
mustalle ja vihreälle värille. UC = päällystämätön, MC = mattapintainen päällystetty, GC =<br />
kiiltäväpintainen päällystetty, OF = offset-, CO = kopio- ja BO = kirjapaperi.<br />
Magentalla ja vihreällä värillä densiteetin epätasaisuus kasvoi, kun käytettiin päällystämätöntä<br />
paperia. Lisäksi mattapintaisella paperilla epätasaisuus oli suurempaa kuin kiiltäväpintaisella.<br />
Paperin karheuden kasvaessa toonerikerros asettuu paperin pinnalle epätasaisemmin,<br />
jolloin myös painettavat kentät tulevat epätasaisemmiksi. Epätasainen<br />
pinta heijastaa valoa eri tavalla eri kohdista, mikä aiheuttaa densiteetin vaihteluita. Mustalla<br />
värillä epätasaisuus oli suurempi kuin muilla väreillä, mikä on havaittu myös aiemmissa<br />
tutkimuksissa /61,64-66/. Lisäksi havaittiin, ettei paperilla ollut juuri vaikutusta<br />
epätasaisuudelle mustan osavärin kohdalla.<br />
Erikoispapereilla densiteetin epätasaisuus oli varsin suuri. Tämä johtui papereiden pinnan<br />
epätasaisuuden lisääntymisestä ja myös siitä, ettei toonerikerros siirtynyt paperille<br />
kokonaisuudessaan. Siirron ongelmat jättivät painojälkeen vaaleampia ja tyhjiä kohtia,<br />
jotka puolestaan antoivat epätasaisen painojäljen. Kirjapaperilla epätasaisuus ei ollut<br />
niin suurta kuin kopio- ja offset-paperilla. Erikoispapereiden pääteltiin olevan sopimattomia<br />
käytettäväksi HP Indigon painokoneissa, jos halutaan saada korkealaatuinen painojälki.<br />
Kuvassa 43 on havainnollistettu koepisteiden painojäljen densiteetin epätasaisuuksia<br />
mustalla osavärillä. Saadut tulokset on esitetty liitteessä 8A.
65<br />
10,0<br />
9,0<br />
8,0<br />
Mottling index<br />
7,0<br />
6,0<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
5,0<br />
4,0<br />
3,0<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 43. Mustan osavärin tuottama densiteetin epätasaisuus koepisteissä. UC = päällystämätön,<br />
MC = mattapintainen päällystetty, GC = kiiltäväpintainen päällystetty, OF = offset-,<br />
CO = kopio- ja BO = kirjapaperi.<br />
Miltei jokaisessa koepisteessä HP Indigon tuottaman painojäljen densiteetin epätasaisuus<br />
oli suurin. Tämä oli seurausta paperin epätasaisuuksia myötäilevästä toonerikerroksesta.<br />
Toisaalta on syytä muistaa, että vertailuvärinä käytettiin mustaa, jonka epätasaisuus<br />
on suurempi kuin magentan tai vihreän. Kuivatoonereita käytettäessä havaittiin,<br />
että päällystämättömillä papereilla epätasaisuus oli suurempi kuin päällystetyillä papereilla.<br />
Kiinnityksessä toonerikerroksesta tulee epätasainen lämmön ja puristuksen takia.<br />
Tästä on seurauksena se, että osa paperin pinnan huipuista jää ainakin osittain ilman<br />
tooneria. Erikoispapereilla densiteetin epätasaisuus oli kaikissa koepisteissä suuri, minkä<br />
seurauksena nämä paperit eivät sovellu käytettäväksi tutkituissa painokoneissa.<br />
Etenkin Xeroxin näytteissä nähtiin jo paljain silmin todella suuri epätasaisuus juuri kirja-<br />
ja offsetpaperin kohdalla. Painojäljen densiteetillä ei ollut vaikutusta densiteetin epätasaisuuteen<br />
nestetoonerilla painettaessa. Tätä on havainnollistettu liitteessä 8B olevassa<br />
kuvaajassa.<br />
Kuvassa 44 on esitetty kiillon epätasaisuus koepisteissä. Mittaukset suoritettiin täyspeitteisestä<br />
mustasta värikentästä ja tulokset on esitetty liitteessä 9.
66<br />
1,00<br />
0,90<br />
0,80<br />
0,70<br />
Epätasaisuus<br />
0,60<br />
0,50<br />
0,40<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
0,30<br />
0,20<br />
0,10<br />
0,00<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 44. Mustan täyspeitteisen pinnan kiillon epätasaisuus koepisteissä. UC = päällystämätön,<br />
MC = mattapintainen päällystetty, GC = kiiltäväpintainen päällystetty, OF = offset-, CO =<br />
kopio- ja BO = kirjapaperi.<br />
Nestemäistä tooneria käytettäessä havaittiin kiillon olevan hieman epätasaisempaa päällystämättömillä<br />
kuin päällystetyillä papereilla. Tämä johtui paperin ja sitä kautta toonerikerroksen<br />
epätasaisuudesta. Päällystäminen siis pienensi kiillon epätasaisuutta. Kiillon<br />
epätasaisuus oli kuitenkin vähäistä, mistä voidaan päätellä painojäljen olevan suhteellisen<br />
tasainen.<br />
Polymeeritoonerin muodostama painojälki oli myös tasainen. Tämä on seurausta siitä,<br />
että paksu toonerikerros muodostaa värikerroksen, jonka kiilto ja tasaisuus riippuvat<br />
toonerikerroksen ominaisuuksista ja kiinnityksen olosuhteista. Polymeeritooneri muodostaakin<br />
paperin pinnalle tasakoosteisen värikerroksen paperista riippumatta. Perinteisen<br />
kuivatoonerin tapauksessa kiilto oli epätasainen ja vaihteli runsaasti paperista toiseen.<br />
Suurimmat epätasaisuudet löytyivät päällystettyjen paperien painojäljestä. Epätasaisuus<br />
voi johtua esimerkiksi kiinnityksen aiheuttamasta toonerikerroksen epätasaisesta<br />
leviämisestä tai sitten painojäljen epätasaisesta kiillottumisesta. Päällystetyillä papereilla<br />
toonerikerros pääsee myös leviämään tasaisella pinnalla kiinnityksen takia, mistä<br />
seuraa värikenttien epätasaisuus värin siirtyessä paikasta toiseen. Päällystämättömillä<br />
papereilla paperin epätasaisuudet pitävät värin tarkemmin oikealla paikallaan, jolloin<br />
epätasaisuus on luonnollisesti pienempi. Suuren neliömassan papereilla epätasaisuus oli<br />
suurempi, mikä johtuu paperin tiivistymisestä. Tiiviimmillä papereilla toonerikerros<br />
pysyy lähempänä paperin pintaa ja pääsee näin leviämään enemmän.<br />
7.1.6 Pisteenkasvu<br />
Kuvassa 45 on esitetty pisteenleviäminen koepisteissä syaanille värille. Ylemmässä kuvaajassa<br />
on esitetty pisteenleviäminen 130 g/m 2 :n DIGI1-papereille ja alemmassa kuvaajassa<br />
160 g/m 2 :n DIGI2-papereille. Pisteenleviämiset löytyvät liitteestä 4A.
67<br />
45 %<br />
40 %<br />
35 %<br />
Pisteenkasvu (%)<br />
30 %<br />
25 %<br />
20 %<br />
15 %<br />
10 %<br />
1, UC, Indigo<br />
3, GC, Indigo<br />
5, MC, Indigo<br />
1, UC, HP Laser<br />
3, GC, HP Laser<br />
5, MC, HP Laser<br />
1, UC, Xerox<br />
3, GC, Xerox<br />
5, MC, Xerox<br />
5 %<br />
0 %<br />
0 % 10 % 20 % 30 % 40 % 50 % 60 % 70 % 80 % 90 % 100 %<br />
-5 %<br />
Pisteprosentti (orig.) (%)<br />
45 %<br />
40 %<br />
35 %<br />
Pisteenkasvu (%)<br />
30 %<br />
25 %<br />
20 %<br />
15 %<br />
10 %<br />
8, UC, Indigo<br />
11, GC, Indigo<br />
14, MC, Indigo<br />
8, UC, HP Laser<br />
11, GC, HP Laser<br />
14, MC, HP Laser<br />
8, UC, Xerox<br />
11, GC, Xerox<br />
14, MC, Xerox<br />
5 %<br />
0 %<br />
0 % 10 % 20 % 30 % 40 % 50 % 60 % 70 % 80 % 90 % 100 %<br />
-5 %<br />
Pisteprosentti (orig.) (%)<br />
Kuva 45. Pisteenleviäminen syaanille nestemäisen toonerin ja kuivatoonerien tapauksessa.<br />
Ylemmässä kuvaajassa on esitetty DIGI1 (130 g/m 2 ) -paperien pisteenleviäminen ja alemmassa<br />
kuvaajassa DIGI2 (160 g/m 2 ) -paperien pisteenleviäminen.<br />
Nestetoonerilla pisteenleviäminen oli kaikkein pienintä. Maksimikohdassakin se oli alle<br />
10 %, kun kuivatoonerinäytteillä maksimipisteenleviäminen vaihteli välillä 20-45 %.<br />
Painatuksessa ElectroInk -kerros saavuttaa yhtenäisyytensä ja terävyytensä jo fotojohteella,<br />
joten tooneri ei enää leviä painatuksessa /18/. Pisteenleviämistä vähentää myös<br />
se, ettei toonerikerrosta tarvitse kiinnittää paperille erillisessä kiinnitysyksikössä rajuissa<br />
olosuhteissa, vaan kiinnittyminen tapahtuu pelkällä adheesiolla /39/. Päällystämättömillä<br />
papereilla pisteenleviäminen oli hieman suurempaa kuin päällystetyillä, koska<br />
epätasainen paperi aiheuttaa vääristymiä painojälkeen. Mattapintaisen ja kiiltäväpintaisen<br />
paperin välillä ei pisteenleviämiskäyrässä esiintynyt juuri eroja. HP Indigon painojäljessä<br />
pisteenleviäminen oli suurimmillaan vasta noin 70 %:n harmaasävykentällä.<br />
Painojälkeä tarkemmin tutkittaessa havaittiin, että rasteripisteet alkoivat koskettaa toisiaan<br />
juuri 70 %:n kohdalla, mikä voisi selittää pisteenleviämisen suuruuden. HP Indigossa<br />
pisteenleviäminen sai vaaleilla sävyillä negatiivisia arvoja, mikä tarkoittaa sitä, ettei
68<br />
kaikkia kuvapisteitä ole painettu /60/. Tämä havaittiin myös tutkittaessa rasterikenttiä<br />
tarkemmin. Lisäksi havaittiin 40 %:n harmaasävyn kohdalla pisteenleviämiskäyrässä<br />
kuoppa. Vaikka päällystämisen ja paperin kiillon kasvun tulisi lisätä pisteenleviämistä<br />
/65/, tätä ilmiötä ei havaittu.<br />
Korkea lämpötila ja puristus kiinnityksessä aiheuttavat pisteenleviämistä kuivatoonereita<br />
käytettäessä. Yksi merkittävä pisteenleviämisen syy voi olla myös se, että tooneripartikkeleita<br />
on vaikeampi hallita niiden pölyämistaipumuksen vuoksi /30/ ja että toonerin<br />
suurempi partikkelikoko vaikeuttaa pienten pisteiden painamista /18/. Polymeeritoonerilla<br />
pisteenleviäminen oli kaikkein suurinta, mikä johtui ennen kaikkea satelliittipisteiden<br />
suuresta määrästä. Satelliittipisteitä esiintyi paljon, koska toonerin partikkelikoko<br />
on kovin pieni. Tällaisia partikkeleita on vaikea hallita, joten ne levittävät pisteen<br />
alaa enemmän. Papereiden välillä ei havaittu eroja pisteenleviämisessä. Pisteenleviämisen<br />
maksimi löytyi noin 40 %:n harmaasävykentästä.<br />
Perinteisiä kuivatooneripartikkeleita on helpompi hallita kuin polymeeritooneripartikkeleita<br />
niiden isomman koon vuoksi, joten pisteenleviäminenkin on vähäisempää. Pisteenleviämisen<br />
maksimi saavutettiin noin 50 %:n rasterikentällä. Päällystämättömällä paperilla<br />
pisteenleviäminen oli pienempää, koska tooneri pysyi epätasaisemmalla pinnalla<br />
paremmin paikoillaan prosessin aikana. Päällystetyillä papereilla toonerikerros pääsee<br />
leviämään kiinnityksessä, koska paperin epätasaisuudet eivät sitä estä.<br />
7.2 Mikromittakaavainen painolaatu<br />
7.2.1 Rasteripisteanalyysi<br />
Kuvassa 46 on havainnollistettu rasteripisteen rosoisuutta 50 %:n mustalle rasterikentälle<br />
kussakin koepisteessä. Perinteisen kuivatoonerin rosoisuudet määritettiin syaanille<br />
värille, koska mustalla värillä rasteripisteet eivät olleet lainkaan havaittavissa. Mitatut<br />
rasteripisteen ominaisuudet ja lasketut rosoisuudet löytyvät liitteestä 7.
69<br />
16,00<br />
14,00<br />
12,00<br />
Rosoisuus<br />
10,00<br />
8,00<br />
6,00<br />
HP Indigo<br />
HP Color LaserJet<br />
Xerox<br />
4,00<br />
2,00<br />
0,00<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18<br />
UC UC GC GC MC MC UC UC UC GC GC GC MC MC MC OF CO BO<br />
Näyte<br />
Kuva 46. Rasteripisteen rosoisuuden kehitys koepisteissä. Määritykset tehtiin mustasta 50<br />
%:n rasterikentästä. Xeroxilla painetuille näytteille määritykset tehtiin syaanista kentästä. UC<br />
= päällystämätön, MC = mattapintainen päällystetty, GC = kiiltäväpintainen päällystetty, OF =<br />
offset-, CO = kopio- ja BO = kirjapaperi.<br />
Nestemäisellä toonerilla muodostetut rasteripisteet olivat tasaisia, mutta päällystämättömillä<br />
papereilla rosoisuus oli hieman suurempi, mikä johtui luultavasti epätasaisen<br />
paperin rasteripisteitä vääristävästä vaikutuksesta /61,64/. Lisäksi syynä voi olla se, että<br />
tooneri ei ole siirtynyt tai tarttunut kunnolla, koska HP Indigon painokoneita ei ole kehitetty<br />
päällystämättömille papereille. Kirja- ja kopiopaperilla havaittiin kaikkein suurimmat<br />
rosoisuudet, mistä voitiin päätellä, etteivät nämä paperit sovellu käytettäväksi<br />
HP Indigon painoprosessissa. Kuivatoonerien painojälkiin verrattuna rasteripisteiden<br />
rosoisuus oli pienempi, koska nestemäinen tooneri on helpommin hallittavissa prosessissa.<br />
Perinteisellä kuivatoonerilla rosoisuus oli suurinta, mikä johtui kiinnityksen korkeasta<br />
lämpötilasta ja paineesta. Paine saa aikaan toonerin liikkumista sivusuunnassa paperin<br />
pinnalla. Polymeeritoonerilla rosoisuus oli hieman pienempi, koska kiinnitys ei ole niin<br />
raju. Myös kuivatoonerinäytteiden yhteydessä havaittiin paperin päällystyksen pienentävän<br />
rasteripisteen rosoisuutta. Xeroxilla painettujen näytteiden rosoisuus vaihteli hyvin<br />
paljon. Tämä johtui osittain siitä, että rasteripisteet olivat kasvaneet yhteen, jolloin<br />
määritysten tekeminen oli hankalaa. Kaikkein paksuimmilla papereilla määritys ei onnistunut<br />
lainkaan kaikkien pisteiden sulauduttua kokonaan yhteen.<br />
Kuvissa 47-49 on esitetty mikroskoopin avulla otettuja kuvia rasterikentistä, kun painatus<br />
suoritettiin nestetoonerilla HP Indigon s2000-painokoneessa. Kuvat otettiin 50 %:n<br />
mustista rasterikentistä. Kuvassa 47 on esitetty ne rasteripisteet, jotka on painettu kiiltäväpintaiselle<br />
(vas.) ja mattapintaiselle (oik.) päällystetylle digitaaliselle painopaperille.
70<br />
Kuvassa 48 pisteet on painettu päällystämättömälle digitaaliselle painopaperille (vas,) ja<br />
kopiopaperille (oik.). Kuvassa 49 on vielä esitetty rasteripisteet offset-paperilla (vas.) ja<br />
kirjapaperilla (oik.). Muiden koepisteiden kuvat löytyvät liitteestä 11.<br />
Kuva 47. Nestemäisellä toonerilla painetusta 50 %:n mustasta rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa on käytetty päällystettyä kiiltäväpintaista digitaalista<br />
painopaperia ja oikeassa mattapintaista digitaalista painopaperia.<br />
Kuva 48. Nestemäisellä toonerilla painetusta 50 %:n mustasta rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa on käytetty päällystämätöntä digitaalista painopaperia<br />
ja oikeassa tavallista kopiopaperia.
71<br />
Kuva 49. Nestemäisellä toonerilla painetusta 50 %:n mustasta rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa on käytetty päällystettyä offset-paperia ja oikeassa<br />
bulkkista kirjapaperia.<br />
Nestetoonerinäytteissä rasteripisteet olivat suhteellisen tasamuotoisia ja teräviä eikä<br />
paperin taustakohdilla ollut juurikaan satelliittipisteitä. Tämä on seurausta siitä, että<br />
rasteripisteiden hyvä terävyys saavutetaan jo fotojohteella, missä tooneripartikkelit pysyvät<br />
sähköisen vetovoiman ansiosta oikeilla paikoillaan /18/. Tooneripartikkelit punoutuvat<br />
myös toisiinsa lonkeroiden avulla ja muodostavat yhtenäisen rakenteen, mikä terävöittää<br />
painojälkeä entisestään /18,30/. Siirtovaiheessa toonerikerros siirtyy paperille<br />
vielä yhtenäisenä kalvona ja kovettuu heti paperia koskettaessaan, jolloin rasteripisteet<br />
pysyvät terävinä /18/. Lisäksi tooneripartikkelit ovat varsin pieniä, mikä osaltaan mahdollistaa<br />
ohuen toonerikerroksen ja terävien pisteiden synnyn /18,30/. Koska toonerikerros<br />
siirtyy paperille yhtenäisenä kalvona, tooneri on paremmin hallittavissa eikä satelliittipisteitä<br />
pääse syntymään. Päällystämättömillä papereilla rasteripisteiden seassa näkyi<br />
hieman kuituja. Kuidut tulevat näkyviin, koska toonerikerros mukautuu paperin epätasaisuuksiin.<br />
Päällystetyillä papereilla kuituja ei havaittu, koska paperin päällyste oli<br />
peittänyt ne alleen. Kopio- ja kirjapaperilla rasteripisteiden todettiin olevan rosoisia ja<br />
vaaleita, mikä on seurausta siirron epätäydellisyydestä. Myös ohuella ja päällystämättömällä<br />
digitaalisella painopaperilla (liite 11) havaittiin sama ilmiö.<br />
Kuvista 47-49 nähdään, että rasteripisteiden sisällä on monin paikoin tyhjiä tai vaaleita<br />
kohtia. Nämä ovat seurausta siirron ongelmista tai toonerikerroksen halkeilusta ja irtoilemisesta<br />
adheesio-ongelmien vuoksi. Kuten kuvan 13 yhteydessä todettiin, tooneripartikkelit<br />
ovat erittäin epäsäännöllisiä ja värikerros muodostuu, kun ne punoutuvat ja osittain<br />
sulavat kiinni toisiinsa /18,30/. Värikerrokseen saattaa täten syntyä näitä aukkokohtia,<br />
koska epäsäännölliset partikkelit eivät pysty punoutumaan tasaisesti joka puolelta<br />
toisiinsa. Kuvista havaitaan lisäksi rasteripisteiden koon olevan suhteellisen suuri, mutta<br />
se johtuu luultavasti painokoneen sisäisestä rasteroinnista: testiliuskassa ei rasteroitu<br />
harmaasävykenttiä, vaan rasteroinnin suoritti aina painokone. Kuitenkin aiemmissa tutkimuksissa<br />
/62/ on havaittu rasteripisteen suuruus HP Indigon painojäljessä.
72<br />
Kuvissa 50-52 on esitetty 50 %:n mustasta rasterikentästä otettuja mikroskooppikuvia.<br />
Painatus suoritettiin polymeeritoonerilla HP Color LaserJet 5550dtn-tulostimella. Kuvassa<br />
50 esitetyt rasterikenttien kuvat otettiin digitaalisista painopapereista. Vasemmalla<br />
on käytetty kiiltäväpintaista ja oikealla mattapintaista paperia. Kuvassa 51 esitetyt näytteet<br />
painettiin päällystämättömälle digipaperille (vas.) ja kopiopaperille (oik.). Kuvassa<br />
52 näytteet painettiin offset-paperille (vas.) ja kirjapaperille (oik.). Muut mikroskooppikuvat<br />
on esitetty liitteessä 11.<br />
Kuva 50 Polymeeritoonerilla painetusta 50 %:n mustasta rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa painatus suoritettiin kiiltäväpintaiselle ja oikeassa mattapintaiselle<br />
päällystetylle digitaaliselle painopaperille.<br />
Kuva 51. Polymeeritoonerilla painetusta 50 %:n mustasta rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa painatus suoritettiin päällystämättömälle digitaaliselle painopaperille<br />
ja oikeassa kuvassa kopiopaperille.
73<br />
Kuva 52. Polymeeritoonerilla painetusta 50 %:n mustasta rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa painatus suoritettiin offset-paperille ja oikeassa kuvassa kirjapaperille.<br />
Kuvista havaitaan selvästi satelliittipisteiden suuri määrä. Tämä johtunee siitä, että jauhemaista<br />
tooneria on vaikeampi hallita prosessissa /2/. Huonompi hallittavuus on seurausta<br />
siitä, että tooneripartikkelit siirretään paperille yksittäisinä hiukkasina. Tällöin<br />
hiukkaset pölyävät helposti, joten rasteripisteiden terävyys on huono. Esimerkiksi HP<br />
Indigoa käytettäessä tooneri siirretään yhtenäisenä kalvona, jota on helpompi hallita.<br />
Polymeeritoonerin muodostamat rasteripisteet ovat lisäksi selvästi mattapintaisia, mikä<br />
johtuu öljyttömästä kiinnityksestä ja tooneripartikkelien korkeasta vahapitoisuudesta.<br />
Kiinnitys on ollut lisäksi suhteellisen hellävarainen, koska satelliittipisteet ovat toistuneet<br />
suhteellisen selvärajaisina. Päällystämättömillä papereilla ei ole nähtävissä kuin<br />
yksittäisiä kuituja painojäljessä. Tämä tukee sitä, että toonerikerros peittää paperin epätasaisuudet<br />
miltei kokonaan muodostaen tasaisen värikerroksen.<br />
Erikoispapereita käytettäessä havaittiin, että rasteripisteet muodostuivat pieniksi ja rosoisiksi<br />
aivan kuin ne eivät olisi siirtyneet kokonaisuudessaan paperille. Jotkin rasteripisteet<br />
näyttivät lisäksi koostuvan pelkästään erillisistä pienistä pisteistä. Rasteripiste on<br />
voinut pienentyä myös kiinnityksessä, jos tooneri ei esimerkiksi vääränlaisen kemian<br />
takia ole pystynyt kiinnittymään kyseisille papereille kunnolla. Joissain pisteissä on<br />
havaittavissa myös toonerin leviäminen paperilla, jolloin painojälki näyttää siltä kuin<br />
jokin olisi hangannut sitä. Tästä voidaan päätellä papereiden olevan epäsopivia käytettäväksi<br />
tässä painoprosessissa.<br />
Kuvissa 53-55 on esitetty perinteisellä kuivatoonerilla painettujen 50 %:n syaanin osavärin<br />
harmaasävykenttien rasteripisteitä. Kuvassa 53 on käytetty vasemmalla kiiltävää<br />
ja oikealla mattaa päällystettyä digitaalista painopaperia. Kuvassa 54 on käytetty päällystämätöntä<br />
digitaalista painopaperia (vas.) ja kopiopaperia (oik.). Lisäksi kuvassa 55<br />
painatus on suoritettu offset-paperille (vas.) ja kirjapaperille (oik.).
74<br />
Kuva 53. Perinteisellä kuivatoonerilla painetusta 50 %:n syaanista rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa painettiin kiiltäväpintaiselle ja oikeassa mattapintaiselle<br />
digitaaliselle painopaperille.<br />
Kuva 54. Perinteisellä kuivatoonerilla painetusta 50 %:n syaanista rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa painettiin päällystämättömälle digitaaliselle painopaperille<br />
ja oikeassa kopiopaperille.<br />
Kuva 55. Perinteisellä kuivatoonerilla painetusta 50 %:n syaanista rasterikentästä otettu mikroskooppikuva.<br />
Vasemmassa kuvassa painettiin offset- ja oikeassa kirjapaperille.<br />
Perinteisellä kuivatoonerilla painetuissa rasteripisteissä havaitaan päällystettyjen digitaalisten<br />
paperien yhteydessä öljykiinnityksen aiheuttama kiilto rasteripisteissä. Lisäksi
75<br />
havaitaan, että pisteet ovat levinneet kiinni toisiinsa ja että ne ovat epätasaisia. Tämä<br />
johtuu kiinnityksen rajuudesta, minkä seurauksena korkea lämpötila ja paine levittävät<br />
tooneria paperilla. Päällystämättömillä papereilla paperin kuidut ovat tulleet selvästi<br />
esille. Tämän oletetaan johtuvan siitä, että kiinnityksen korkean lämpötilan ja suuren<br />
paineen vuoksi tooneri pääsee penetroitumaan osittain paperin pinnanmuotoihin. Kiinnityksessä<br />
tooneri nimittäin sulaa, jolloin se pääsee leviämään paperin pinnan korkeilta<br />
kohdilta mataliin. Toisaalta tämä voi johtua myös paperin kuitujen nousemisesta ylös<br />
paperin pinnasta kiinnityksessä. Myös erikoispapereilla osa kuiduista on tullut esille.<br />
Näillä papereilla rasteripisteet ovat kuitenkin erittäin levinneitä ja paikoin lähes olemattomia.<br />
Tästä voidaan päätellä papereiden soveltuvan huonosti käytettäväksi Xeroxin<br />
painokoneessa.<br />
7.2.2 Painojäljen poikkileikkeet<br />
Kuvissa 56-58 on HP Indigon painojäljen magentasta värikentästä otettuja poikkileikkeitä.<br />
Kuvassa 56 painatus suoritettiin päällystämättömälle digitaaliselle painopaperille.<br />
Kuvassa 57 on esitetty mattapintaiselle (vas.) ja kiiltäväpintaiselle (oik.) paperille painetun<br />
painojäljen poikkileikkeet. Kuvassa 58 on esitetty poikkileikkeet, kun painatus suoritettiin<br />
offset-paperille (vas.) ja kirjapaperille (oik.). Muiden koepisteiden kuvat löytyvät<br />
liitteestä 10.<br />
Kuva 56. HP Indigon painojäljestä otettu poikkileike. Paperina käytettiin päällystämätöntä digitaalista<br />
painopaperia.
76<br />
Kuva 57. Mattapintaiselle (vas.) ja kiiltäväpintaiselle (oik.) paperille HP Indigolla painetun<br />
magentan kentän poikkileike.<br />
Kuva 58. Offset-paperille (vas.) ja kirjapaperille (oik.) HP Indigolla painetun magentan värikentän<br />
poikkileike.<br />
Päällystämättömällä paperilla nestemäinen toonerikerros kulkee selvästi paperin pinnanmuotoja<br />
pitkin ohuena ja tasaisena kerroksena. Tämä on seurausta toonerin pienestä<br />
partikkelikoosta (1-2 µm). Mittaamalla toonerikerroksen paksuudeksi saatiin noin 1,8<br />
µm. Koska paperin epätasaisuudet ovat suuruudeltaan 1-10 µm /18/, nestemäinen toonerikerros<br />
pääsee mukautumaan hyvin paperin pinnanmuotoihin. Lisäksi toonerikerros on<br />
erittäin tasainen, mikä johtuu siitä, että toonerikerros siirtyy paperille yhtenäisenä kalvona.<br />
Siirtovaiheessa tooneripartikkelit vielä sulavat ja sekoittuvat osittain toisiinsa,<br />
mistä aiheutuu toonerikerroksen tasainen rakenne. Kun toonerikerros koskettaa kylmempää<br />
paperia, se jähmettyy heti eikä pääse enää leviämään paperilla. Myös päällystetyillä<br />
papereilla havaitaan tasainen ja ohut toonerikerros paperin pinnalla. Mattapintaista<br />
paperia käytettäessä toonerikerroksella saattaa olla vaikeuksia mukautua paperin mikrokarheaan<br />
pintaan, mutta tätä ei havaittu poikkileikkeitä tutkittaessa. Tästä voidaan päätellä<br />
toonerikerroksen olevan niin ohut, että se pystyy mukautumaan jopa mikrokarhean<br />
paperin pintaan. Kirja- ja offset-paperin päällä toonerikerros kulkee ohuena ja tasaisena<br />
kalvona paperin pinnanmuotoja seurailen. Paperin epätasaisuudet ovat tässä tapauksessa<br />
niin suuria, että toonerikerroksen tasainen kulku niitä pitkin oli selvästi havaittavissa.
77<br />
Kuvissa 59 ja 60 on esitetty vihreästä värikentästä toonerikerroksesta otettuja poikkileikkeitä<br />
kirjapaperilla (vas.) ja mattapintaisella päällystetyllä paperilla (oik.). Painatus<br />
tehtiin HP Indigon nestetoonerilla. Kuvassa 60 on suurennos varsinaisesta värikerroksesta.<br />
Kuva 59. Vihreän värikentän poikkileike kirjapaperilla (vas.) ja päällystetyllä mattapintaisella<br />
painopaperilla (oik.)<br />
Kuva 60. Suurennos edellisestä kuvasta<br />
Vihreä värikenttä koostuu kahdesta päällekkäin olevasta ohuesta värikerroksesta. Myös<br />
tässä tapauksessa toonerikerros on niin ohut, että se pystyy seurailemaan paperin pinnanmuotoja<br />
suhteellisen tarkasti. Ainoastaan todella pienet ja terävät epätasaisuudet<br />
täyttyvät, eikä niiden kohdalla ole enää havaittavissa selvästi kahta toonerikerrosta.<br />
Toonerikerros on myös tasainen, koska kerros koostuu kahdesta tasaisesta toonerikerroksesta,<br />
jotka ovat siirtyneet päällekkäin yhtenäisinä kalvoina.<br />
Kuvissa 61-63 on esitetty HP Color LaserJet 5550dtn-tulostimella syntyvän painojäljen<br />
poikkileikkeet täyspeitteisestä magentasta värikentästä. Kuvassa 61 poikkileike on otettu<br />
päällystämättömän digitaalisen painopaperin painojäljestä, kuvassa 62 päällystetyn<br />
matta- (oik.) ja kiiltäväpintaisen (vas.) digitaalisen painopaperin painojäljestä ja kuvassa<br />
63 kirjapaperin (vas.) sekä offset-paperin (oik.) painojäljestä.
78<br />
Kuva 61. HP Color LaserJet 5550dtn -tulostimella päällystämättömälle paperille painetun<br />
näytteen poikkileike 100 %:n magentasta kentästä.<br />
Kuva 62. HP Color LaserJet 5550dtn -tulostimella mattapintaiselle (oik.) ja kiiltäväpintaiselle<br />
(vas.) päällystetylle paperille painettujen näytteiden poikkileikkeet. Poikkileikkeet tehtiin 100<br />
%:n magentasta kentästä.<br />
Kuva 63. HP Color LaserJet 5550dtn-tulostimella offset- (oik.) ja kirjapaperille (vas.) painettujen<br />
näytteiden poikkileikkeet. Poikkileikkeet tehtiin 100 %:n magentasta kentästä.<br />
Polymeeritooneri muodostaa paperin pinnalle paksun (noin 6,7 µm paksuisen) värikerroksen,<br />
joka peittää tehokkaasti alleen paperin epätasaisuudet. Etenkin päällystämättömän<br />
digitaalisen painopaperin tapauksessa tämä on selvästi havaittavissa. Toonerikerros<br />
täyttää paperin epätasaisuudet, ja lisäksi se muodostaa paperin pintaa tasaisemman ker-
79<br />
roksen. Päällystetyillä papereilla paperin pinnalle muodostuu puolestaan paksu toonerikerros,<br />
jonka pinta ei kuitenkaan ole tasainen vaan karhea. Tämä karheus voi olla seurausta<br />
siitä, että kiinnityksessä painopinnalle ei tule kiillottavaa ja tasoittavaa öljykerrosta.<br />
Myös kiinnityksen hellävaraisuus pitää toonerikerroksen karheana, koska juuri korkea<br />
lämpötila ja suuri paine tasoittavat toonerikerrosta tehokkaasti. Pienet tooneripartikkelit<br />
muodostavat helposti myös aggregaatteja, jotka tekevät toonerikerroksesta epätasaisen<br />
ja siten heikentävät painolaatua. Päällystämättömällä digitaalisella painopaperilla tällaista<br />
värikerroksen karheutta ei havaittu, mikä voi johtua siitä, että paperin epätasaisuus<br />
hieman silottaa muuten epätasaista toonerikerrosta.<br />
Kirja- ja offset-paperin tapauksessa (kuva 62) toonerikerroksen havaitaan olevan hyvin<br />
epätasainen. Tooneria on kasaantunut joihinkin kohtiin paperille toisten kohtien ollessa<br />
lähes paljaita. Tooneri ei siis ole siirtynyt kunnolla paperille. Toisaalta osa toonerista on<br />
voinut tarttua kiinnitysvaiheessa kiinnitysyksikköön. Huono painojälki on seurausta<br />
siitä, etteivät paperit sovellu käytettäväksi elektrofotografiaprosessissa. Esimerkiksi<br />
offset-paperin päällyste on voinut osittain sulaa kiinnityksessä estäen toonerin kiinnittymisen.<br />
Kuvissa 64-66 on esitetty Xerox DC6060–painokoneella perinteisellä kuivatoonerilla<br />
painettujen näytteiden poikkileikkeitä 100 %:n magentasta värikentästä. Kuvassa 64 on<br />
esitetty päällystämättömän paperin painojäljen poikkileike, kuvassa 65 matta- (oik.) ja<br />
kiiltäväpintaisen (vas.) päällystetyn paperin painojäljen poikkileikkeet ja kuvassa 66<br />
kirja- (vas.) ja offset-paperin (oik.) painojäljen poikkileikkeet.<br />
Kuva 64. Xerox DC6060-painokoneella päällystämättömälle paperille painetun näytteen<br />
poikkileike 100 %:n magentasta kentästä.
80<br />
Kuva 65 Xerox DocuColor 6060-painokoneella matta- (oik.) ja kiiltäväpintaiselle (vas.) päällystetylle<br />
paperille painettujen näytteiden poikkileikkeet. Poikkileikkeet tehtiin 100 %:n magentasta<br />
kentästä.<br />
Kuva 66. Xerox DocuColor 6060-painokoneella offset- (oik.) ja kirjapaperille (vas.) painettujen<br />
näytteiden poikkileikkeet. Poikkileikkeet tehtiin 100 %:n magentasta kentästä.<br />
Kuvista havaitaan toonerin muodostavan suhteellisen paksun (8,1 µm suuruisen) ja tasaisen<br />
kerroksen paperin pinnalle. Toonerikerroksen tasaisuus on seurausta siitä, että<br />
kiinnityksessä toonerin päälle on lisätty silikoniöljyä. Kuvista voidaankin erottaa erittäin<br />
ohut öljykerros toonerin päällä. Kiinnityksen lämpö ja paine tasoittavat osaltaan<br />
toonerikerrosta, minkä lisäksi tooneri täyttää hyvin paperin pinnan epätasaisuudet. Päällystämättömillä<br />
papereilla havaitaan kuitujen osittainen nousu paperin pinnasta, mikä<br />
voi johtua kiinnityksen aiheuttamasta rasituksesta, jolloin koko paperi puristuu kasaan.<br />
Rasituksen loputtua osa pinnassa olevista kuiduista yrittää palautua takaisin alkuperäiseen<br />
asentoonsa, mikä havaitaan kuitujen nousemisena. Lisäksi toonerikerros mukautui<br />
hieman paperin epätasaisuuksiin. Nämä molemmat ilmiöt aiheuttavat painolaadun huononemista.
81<br />
7.3 Paperin ominaisuuksien vaikutus painolaatuun<br />
7.3.1 Karheus ja kiilto<br />
Kuvassa 67 on esitetty painojäljen densiteetti paperin karheuden ja kiillon funktiona.<br />
Alemmassa kuvaajassa muuttujana on paperin kiilto ja ylemmässä kuvaajassa paperin<br />
PPS -karheus. Alemmassa kuvaajassa vaaka-akseli on logaritminen.<br />
2,40<br />
2,20<br />
Densiteetti<br />
2,00<br />
1,80<br />
1,60<br />
R 2 = 0,8863<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
R 2 = 0,9708<br />
1,40<br />
1,20<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
2,40<br />
2,20<br />
Densiteetti<br />
2,00<br />
1,80<br />
1,60<br />
R 2 = 0,8999<br />
R 2 = 0,9879<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
1,40<br />
1,20<br />
1,0 10,0 100,0<br />
Kiilto (%)<br />
Kuva 67. Painojäljen densiteetti paperin karheuden (ylh.) ja kiillon (alh.) funktiona magentalla<br />
osavärillä. Alemmassa kuvaajassa vaakasuora akseli on logaritminen.<br />
Nestetoonerilla paperin karheuden kasvu ja kiillon lasku johtavat densiteetin pienenemiseen.<br />
Tämä on seurausta siitä, että ohut ElectroInk-kerros kulkee paperin pinnanmuotoja<br />
pitkin. Epätasaisella paperilla myös toonerikerros on epätasainen, jolloin valo siroaa<br />
siitä tehokkaasti. Tämä johtaa painojäljen densiteetin pienenemiseen. Lisäksi osa toonerista<br />
voi joutua niin syvälle paperin pinnanmuotoihin, ettei se ole enää hyvin havaittavissa,<br />
mikä osaltaan pienentää densiteettiä. Paperin sileyden ja kiillon kasvaessa myös
82<br />
toonerikerroksesta tulee sileä. Koska tällainen kerros heijastaa tehokkaasti valoa, painojälki<br />
muodostuu tummaksi ja värikkääksi.<br />
Polymeeritoonerilla painettaessa paperin karheudella tai kiillolla ei ole juuri vaikutusta<br />
painojäljen densiteettiin, koska toonerikerros muodostaa paperin pinnalle paksun ja karhean<br />
kerroksen, joka täyttää paperin epätasaisuudet. Täten vain toonerikerroksen pinnan<br />
ominaisuudet määräävät densiteetin suuruuden. Kiillottomilla ja karheilla papereilla<br />
densiteetti on kuitenkin varsin suuri, koska karhea toonerikerros tasoittuu hieman epätasaisella<br />
paperilla.<br />
Perinteistä kuivatooneria käytettäessä paperin karheudella tai kiillolla ei sinänsä ole<br />
merkitystä densiteetin muodostumiselle, koska tooneri täyttää paperin pinnanmuodot.<br />
Päällystämättömillä papereilla densiteetti on kuitenkin muita papereita pienempi, koska<br />
kiinnitys saa toonerin penetroitumaan osittain paperin pinnanmuotoihin ja lisäksi osa<br />
paperin pinnassa olevista kuiduista nousee ylös painojäljestä.<br />
Kuvassa 68 on esitetty painojäljen kontrasti paperin PPS -karheuden (ylh.) ja kiillon<br />
(alh.) funktiona. Kontrastit määritettiin 75 %:n harmaasävykentästä magentalle osavärille<br />
kaavan 3 avulla. Alempi kuvaaja on puolilogaritminen. Mitatut kontrastit löytyvät<br />
myös liitteestä 3.
83<br />
70 %<br />
65 %<br />
60 %<br />
Kontrasti (%)<br />
55 %<br />
50 %<br />
45 %<br />
40 %<br />
R 2 = 0,9822<br />
R 2 = 0,8639<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
35 %<br />
30 %<br />
25 %<br />
20 %<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
70 %<br />
65 %<br />
60 %<br />
R 2 = 0,8548<br />
R 2 = 0,9533<br />
55 %<br />
Kontrasti (%)<br />
50 %<br />
45 %<br />
40 %<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
35 %<br />
30 %<br />
25 %<br />
20 %<br />
1 10 100<br />
Kiilto (%)<br />
Kuva 68. Painojäljen kontrasti paperin karheuden (ylh.) ja kiillon (alh.) muuttuessa magentalle<br />
osavärille. Alemmassa kuvaajassa vaaka-akseli on logaritminen.<br />
Kontrasti kertoo sen, kuinka paljon kuvainformaatiota kuvan tummat sävyt voivat tallettaa<br />
/3/. Paperin karheuden kasvaessa ja kiillon laskiessa kontrasti pienenee, kun painatus<br />
suoritetaan nestetoonerilla. Paperin tasoittuessa myös toonerikerroksen pinta tasoittuu,<br />
jolloin täyspeitteisen pinnan densiteetti kasvaa. Harmaasävykentän densiteetti pysyy<br />
lähes samana eri papereilla, koska nestetoonerilla pisteenleviäminen on todella pientä.<br />
Tällöin kontrasti kasvaa paperin tasoittuessa. Sileillä ja kiiltävillä papereilla pystytäänkin<br />
toistamaan enemmän yksityiskohtia kuvan tummilla sävyillä.<br />
Kuivatoonereita käytettäessä paperin karheudella ja kiillolla ei havaittu olevan vaikutusta<br />
painojäljen kontrastiin. Tämä on seurausta paksusta toonerikerroksesta, joka täyttää<br />
paperin epätasaisuudet, joten painojäljen ominaisuudet eivät juurikaan riipu paperista<br />
vaan pelkästään toonerikerroksesta.
84<br />
Kuvassa 69 on esitetty painojäljen kiilto paperin karheuden (ylh.) ja kiillon (alh.) funktiona.<br />
Alemmassa kuvaajassa vaaka-akseli on jälleen logaritminen. Mittaus suoritettiin<br />
mustasta värikentästä, ja tulokset on koottu liitteeseen 5.<br />
100<br />
90<br />
80<br />
70<br />
Kiilto (%)<br />
60<br />
50<br />
40<br />
30<br />
R 2 = 0,9356<br />
R 2 = 0,9833<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
20<br />
10<br />
0<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
100<br />
90<br />
80<br />
70<br />
R 2 = 0,9888<br />
Kiilto (%)<br />
60<br />
50<br />
40<br />
R 2 = 0,9937<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
30<br />
20<br />
10<br />
0<br />
1 10 100<br />
Paperin kiilto (%)<br />
Kuva 69. Mustan 100 %:n värikentän kiilto paperin karheuden (ylh.) ja kiillon (alh.) funktiona.<br />
Alemmassa kuvaajassa vaakasuora akseli on logaritminen.<br />
Nestemäisellä toonerilla painettaessa painojäljen kiilto pienenee paperin sileyden ja<br />
kiillon pienentyessä. Tämä johtuu jälleen siitä, että ohut ja tasainen toonerikerros seurailee<br />
tarkasti paperin pinnanmuotoja, joten mitä tasaisempi paperi on, sitä tasaisempi toonerikerros<br />
syntyy. Koska valo heijastuu tehokkaasti tasaisesta pinnasta, kiilto on tällöin<br />
korkea.<br />
Kuivatoonereita käytettäessä paperilla ei ole taaskaan vaikutusta painojäljen kiiltoon,<br />
koska paksu toonerikerros peittää alleen kaikki paperin epätasaisuudet. Painojäljen kiil-
85<br />
to riippuu siis ainoastaan toonerikerroksen pinnan ominaisuuksista. Polymeeritoonerilla<br />
painettaessa kiilto jää pieneksi toonerikerroksen karheuden vuoksi. Perinteisen kuivatoonerin<br />
tapauksessa kiilto on korkea, koska kiinnityksessä käytetty silikoniöljy muodostaa<br />
kiiltävän pinnan toonerikerroksen päälle. Lisäksi kiinnityksen korkea lämpötila<br />
ja suuri paine tasoittavat toonerikerrosta. Päällystämättömillä papereilla painojäljen kiilto<br />
on kuitenkin pieni, koska kiinnityksessä osa toonerista penetroituu paperin pintarakenteisiin.<br />
Lisäksi osa paperin pinnan kuiduista nousee esiin painojäljestä aiheuttaen<br />
epätasaisuutta.<br />
Kuvassa 70 on havainnollistettu paperin vaikutusta kiiltokontrastiin. Alemmassa kuvaajassa<br />
kiiltokontrastia on tutkittu paperin kiillon ja ylemmässä paperin karheuden funktiona.<br />
Määritykset tehtiin mustasta värikentästä, ja tulokset on esitetty liitteessä 5.<br />
80<br />
60<br />
40<br />
Kiiltokontrasti (%)<br />
20<br />
0<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
-20<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
-40<br />
-60<br />
-80<br />
PPS-karheus (µm)<br />
80<br />
60<br />
40<br />
Kiiltokontrasti (%)<br />
20<br />
0<br />
0 10 20 30 40 50 60 70 80<br />
-20<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
-40<br />
-60<br />
-80<br />
Paperin kiilto (%)<br />
Kuva 70. Mustan osavärin kiiltokontrasti paperin kiillon (alh.) ja karheuden (ylh.) funktiona.<br />
Nestemäisellä toonerilla painettaessa kiiltokontrasti ei juuri muutu paperin karheuden<br />
tai kiillon muuttuessa. Kiiltokontrasti on lähestulkoon paperista riippumaton, koska
86<br />
ohuen paperin pinnanmuotoja seurailevan toonerikerroksen kiilto on aina lähellä paperin<br />
kiiltoa. Mattapintaisilla papereilla kiiltokontrasti on kuitenkin suurempi, koska toonerikerroksen<br />
on hankala mukautua täydellisesti mikrokarhean paperin pinnan mukaiseksi.<br />
Tämän seurauksena toonerikerroksesta tulee paperia tasaisempi.<br />
Polymeeritoonerilla painettaessa kiiltokontrasti kasvaa paperin tasaisuuden lisääntyessä,<br />
koska toonerikerros itsessään on epätasainen. Paperin karheuden kasvaessa toonerikerroksen<br />
kiilto lähestyy paperin kiiltoa, jolloin kiiltokontrasti kasvaa lähelle nollaa. Tasaisilla<br />
papereilla painojäljen kiilto on paljon pienempi kuin paperin kiilto, mikä johtaa<br />
siihen, että kiiltokontrasti on suuri mutta negatiivinen. Perinteisellä kuivatoonerilla painettaessa<br />
kiiltokontrasti puolestaan laskee paperin kiillon ja sileyden pienentyessä. Tämä<br />
johtuu kiiltäväpintaisesta toonerikerroksesta. Täten karheilla papereilla painojäljen<br />
kiilto on kauempana paperin kiillosta ja kiiltokontrasti sitä kautta suurempi. DIGI2-<br />
papereita käytettäessä havaitaan kuitenkin mattapintaisten papereiden kiiltokontrastin<br />
olevan suurin, jolloin paperin kiilto ja sileys eivät vaikuta muodostuvaan painolaatuun.<br />
Kuvassa 71 on esitetty paperin karheuden (ylh.) ja kiillon (alh.) vaikutus väriavaruuden<br />
kokoon eli väripinnan pinta-alaan. Alempi kuvaaja on puolilogaritminen. Lasketut tulokset<br />
on esitetty liitteessä 7.
87<br />
15000<br />
14000<br />
13000<br />
Väripinnan ala<br />
12000<br />
11000<br />
10000<br />
R 2 = 0,9966<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
9000<br />
R 2 = 0,7227<br />
8000<br />
7000<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
15000<br />
14000<br />
13000<br />
Väripinnan ala<br />
12000<br />
11000<br />
10000<br />
R 2 = 0,7285<br />
R 2 = 0,9616<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
9000<br />
8000<br />
7000<br />
1 10 100<br />
Paperin kiilto (%)<br />
Kuva 71. Väriavaruuden koko paperin karheuden (ylh.) ja kiillon (alh.) muuttuessa. Alemmassa<br />
kuvaajassa vaakasuora akseli on logaritminen.<br />
Nestetoonerin muodostama väriavaruus pienenee, kun paperin karheus kasvaa, koska<br />
tällöin toonerikerros joutuu syvemmälle paperin pinnan muotoihin. Osa väristä voi joutua<br />
niin syvälle, ettei se ole enää havaittavissa, mikä johtaa väriavaruuden ja densiteetin<br />
pienenemiseen. Lisäksi karheilla papereilla myös toonerikerroksesta tulee karhea, jolloin<br />
diffuusi heijastuminen lisääntyy ja väriavaruus pienenee. Paperin kiillon kasvaessa<br />
havaitaan myös väriavaruuden kasvavan, mutta kasvu ei ole kuitenkaan kovin lineaarista.<br />
Päällystetyillä papereilla väriavaruus on käytännössä vakiosuuruinen, mikä johtuu<br />
siitä, että toonerikerros ei pääse mukautumaan kovin hyvin paperin mikrokarheaan pintaan.<br />
Kuivatoonereilla painettaessa väriavaruus ei juuri muutu paperin karheuden tai kiillon<br />
muuttuessa, jolloin toonerikerroksen ominaisuudet määräävät painojäljen väriavaruuden.<br />
Perinteisellä kuivatoonerilla valmistetuissa näytteissä havaitaan väriavaruuden pie-
88<br />
nenevän päällystämättömillä papereilla, koska toonerikerros karhentuu kiinnityksessä<br />
epätasaisen paperin pintaan.<br />
Painojäljen laatu riippuu lähes lineaarisesti paperin karheudesta. Tämä havaittiin densiteetin,<br />
kontrastin, väriavaruuden ja kiillon yhteydessä, kun mittaustuloksiin sovitetun<br />
suoran selitysaste nousi suureksi. Paperin kiillon ja painolaadun välinen yhteys ei kuitenkaan<br />
ollut lineaarinen. Kuvaajissa vaaka-akseli oli logaritminen, jolloin pisteisiin<br />
saatiin sovitettua suora, jonka selitysaste oli suuri. Tästä voitiin päätellä, että painolaatu<br />
riippuu logaritmisesti paperin kiillosta. Samansuuntainen kehitys havaitaan myös kuvassa<br />
19. DIGI2-papereiden kohdalla selitysaste jäi kuitenkin hieman pienemmäksi sekä<br />
paperin karheuden että kiillon funktiona. Tähän saattoi olla syynä DIGI2-paperin ominaisuuksien<br />
ja koostumuksen erilaisuus. Esimerkiksi pintakemia saattoi olla sellainen,<br />
että tooneri ei asettunut kunnolla paperiin. Lisäksi havaittiin, että paperin kiillon vaikutus<br />
saavutettavaan painolaatuun oli hieman voimakkaampi kuin paperin karheuden, sillä<br />
trendikäyrien kulmakerroin oli suurempi, kun muuttujana oli paperin kiilto. Tästä voidaan<br />
päätellä painolaadun olevan herkempi paperin kiillon muutoksille kuin paperin<br />
karheuden muutoksille.<br />
Kuvassa 72 on esitetty rasteripisteen rosoisuuden muuttuminen paperin karheuden funktiona.<br />
Mittaukset suoritettiin nestemäisellä toonerilla ja polymeeritoonerilla painetuista<br />
näytteistä 50 %:n mustasta kentästä ja perinteisellä kuivatoonerilla painetuista näytteistä<br />
50 %:n syaanista kentästä.<br />
14<br />
12<br />
10<br />
Rosoisuus<br />
8<br />
6<br />
DIGI1, Indigo<br />
DIGI2, Indigo<br />
DIGI1, HP Laser<br />
DIGI2, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Xerox<br />
4<br />
2<br />
0<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
Kuva 72. Rasteripisteen rosoisuus paperin karheuden funktiona. Määritykset tehtiin nestetoonerin<br />
ja polymeeritoonerin tapauksessa mustasta osaväristä, mutta perinteisen kuivatoonerin<br />
tapauksessa syaanista väristä.
89<br />
Kuvasta havaitaan, ettei paperin karheudella ole kovinkaan suurta vaikutusta rasteripisteen<br />
rosoisuuteen. Rosoisuus näyttäisi riippuvan ainoastaan siitä, onko paperi päällystetty<br />
vai ei. Nestemäisen toonerin yhteydessä paperin sileyden kasvun tulisi pienentää rosoisuutta<br />
/18,61,65/, mutta tätä ilmiötä ei havaittu. Myöskään paperin kiillolla ei ollut<br />
merkitystä rasteripisteen rosoisuudelle.<br />
Kuvassa 73 on esitetty nestemäisen toonerin tuottaman painojäljen densiteetin epätasaisuus<br />
magentalla, mustalla ja vihreällä värillä.<br />
5,5<br />
5,0<br />
Mottling index<br />
4,5<br />
4,0<br />
DIGI1, M<br />
DIGI2, M<br />
DIGI1, K<br />
DIGI2, K<br />
DIGI1, G<br />
DIGI2, G<br />
3,5<br />
3,0<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
Kuva 73. Magentan, mustan ja vihreän värin epätasaisuuden kehitys karheuden funktiona<br />
digitaalisilla painopapereilla. Painatukset suoritettiin HP Indigon s2000-painokoneella.<br />
Kuvasta havaitaan, että magentan ja vihreän värin kohdalla painovärin epätasaisuus<br />
kasvaa hieman paperin karheuden kasvaessa, mikä johtuu siitä, että paperin tullessa<br />
karheammaksi myös toonerikerros karhentuu. Epätasainen pinta johtaa myös densiteetin<br />
epätasaisuuden lisääntymiseen, koska painettu pinta ei heijasta valoa samalla tavalla<br />
joka kohdasta. Mustan osavärin kohdalla paperin karheudella ei näytä olevan merkitystä<br />
epätasaisuuden syntymiseen. Paperin kiilto vaikutti epätasaisuuksiin samalla tavalla.<br />
Kuvassa 74 on esitetty painojäljen densiteetin (ylh.) ja kiillon (alh.) epätasaisuus mustassa<br />
osavärissä paperin karheuden funktiona.
90<br />
6,0<br />
5,5<br />
Mottling index<br />
5,0<br />
4,5<br />
4,0<br />
DIGI1, Indigo<br />
DIGI1, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Indigo<br />
DIGI2, HP Laser<br />
DIGI2, Xerox<br />
3,5<br />
3,0<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
1,0<br />
0,9<br />
0,8<br />
0,7<br />
Epätasaisuus<br />
0,6<br />
0,5<br />
0,4<br />
DIGI1, Indigo<br />
DIGI2, Indigo<br />
DIGI1, HP Laser<br />
DIGI2, HP Laser<br />
DIGI1, Xerox<br />
DIGI2, Xerox<br />
0,3<br />
0,2<br />
0,1<br />
0,0<br />
0,0 1,0 2,0 3,0 4,0 5,0 6,0<br />
PPS-karheus (µm)<br />
Kuva 74. Densiteetin (ylh.) ja kiillon (alh.) epätasaisuus paperin karheuden funktiona.<br />
Paperilla ei havaittu olevan juurikaan vaikutusta kiillon tai densiteetin epätasaisuuteen.<br />
Kiillon epätasaisuus pysyy polymeeritooneria ja nestemäistä tooneria käytettäessä suunnilleen<br />
vakiona paperista riippumatta. Kuivatoonerinäytteissä kiillon epätasaisuus vaihtelee<br />
runsaasti, mutta se ei kuitenkaan riipu paperista. Tästä voidaan päätellä, että perinteisen<br />
kuivatoonerin kiiltävä pinta ei muodostu tasaisen kiiltäväksi. Polymeeritooneria<br />
käytettäessä densiteetin epätasaisuus kasvaa hiukan paperin karheuden lisääntyessä.<br />
Tämä johtuu kiinnityksen hellävaraisista olosuhteista. Samanlainen epätasaisuuksien<br />
lisääntyminen havaitaan paperin kiillon pienentyessä. Tästä voidaan päätellä, ettei nestemäisen<br />
toonerin painojäljessä paperin kiillolla tai karheudella ole merkitystä epätasaisuuden<br />
syntymiseen ainakaan mustalla osavärillä. Muilla osaväreillä epätasaisuus riippuu<br />
hieman paperista.
91<br />
7.3.2 Vaaleus ja opasiteetti<br />
Kuvassa 75 on esitetty paperin opasiteetin vaikutus painojäljen densiteettiin magentalla<br />
painovärillä. Tuloksista havaitaan, että paperin vaaleus ja opasiteetti vaikuttavat painojäljen<br />
eri tekijöihin samalla tavalla.<br />
2,3<br />
2,2<br />
2,1<br />
Densiteetti<br />
2,0<br />
1,9<br />
1,8<br />
1,7<br />
Uncoated, Indigo<br />
Gloss, Indigo<br />
Matt, Indigo<br />
DIGI1, HP Laser<br />
DIGI2, HP Laser<br />
Uncoated, Xerox<br />
Coated, Xerox<br />
1,6<br />
1,5<br />
1,4<br />
94 95 96 97 98 99 100<br />
Opasiteetti (%)<br />
Kuva 75. Paperin opasiteetin vaikutus painojäljen densiteettiin magentalla osavärillä.<br />
Paperin opasiteetilla ja vaaleudella ei havaita olevan juurikaan vaikutusta painolaatuun.<br />
Esimerkiksi HP Indigoa käytettäessä havaitaan paperin pinnan rakenteella (päällystämätön,<br />
mattapintainen, kiiltäväpintainen) olevan suuri vaikutus painolaatuun. Kun paperit<br />
jaoteltiin eri pintarakenteen mukaisesti, havaittiin, ettei opasiteetilla ole lainkaan vaikutusta<br />
painolaatuun. Myös paperin vaaleuden merkitys on olematon. Vaikka paperi tiivistyykin<br />
opasiteetin kasvaessa, tällä ei ollut juurikaan vaikutusta toonerikerrokseen paperin<br />
pinnalla. Opasiteetin kasvaessa paperin pinnanmuodot pysyvät suunnilleen samanlaisina,<br />
jolloin myös toonerikerros asettuu pintaan samalla tavoin. Koska siirtyvä toonerikerros<br />
on lisäksi yhtenäinen, alla oleva paperi voi olla väriltään ja vaaleudeltaan lähes<br />
millainen hyvänsä. Opasiteetilla ei myöskään havaittu olevan vaikutusta väriavaruuden<br />
kokoon, vaikka aiemmissa tutkimuksissa näin on osoitettu /19,57,61/.<br />
Polymeeritoonerinäytteillä on havaittavissa opasiteetin pieni vaikutus painolaatuun.<br />
Esimerkiksi densiteetti kasvaa hiukan paperin opasiteetin kasvaessa. Tämä johtuu todennäköisesti<br />
siitä, että paperin tiivistyessä entistä suurempi osa toonerista jää paperin<br />
pinnalle tasaiseksi kerrokseksi. Kiinnityksessä tooneria pääsee nimittäin hieman penetroitumaan<br />
paperin pinnanmuotoihin. Tiiviimpään paperiin tooneri penetroituu huonommin,<br />
jolloin painolaatu paranee. Vaaleus ei juuri vaikuta painolaatuun, mikä johtuu<br />
siitä, että paperin pinnalle syntyy painatuksessa paksu toonerikerros. Tämän kerroksen<br />
läpi paperi ei pääse pahemmin kuultamaan ja vaikuttamaan painojälkeen.
92<br />
Perinteistä kuivatooneria käytettäessä opasiteetilla on myös hienoinen vaikutus painolaatuun,<br />
mutta paperin päällystämisellä näyttäisi kuitenkin olevan suurempi merkitys.<br />
Opasiteetin kasvu tiivistää paperia, mikä saa toonerin pysymään myös kiinnityksessä<br />
lähempänä paperin pintaa. Tällöin painolaatu hieman paranee. Paperin päällystämisellä<br />
on selvempi vaikutus painolaatuun. Päällystämättömillä papereilla tooneri joutuu kiinnityksessä<br />
suhteellisen syvälle paperiin, kuten aiemmin on jo todettu. Tämän takia painolaatu<br />
heikkenee. Vaaleus vaikuttaa myös hiukan painolaatuun, sillä kiinnityksessä osa<br />
paperin pinnasta tulee näkyviin.<br />
7.4 Kokonaispainolaatu<br />
Kuvassa 76 on esitetty neste-, polymeeri-, ja kuivatoonerin muodostaman painojäljen<br />
kokonaispainolaatu. Ylemmässä kuvaajassa on esitetty positiivinen ja alemmassa negatiivinen<br />
kokonaispainolaatu. Akseleille on koottu keskiarvot digitaalisten painopapereiden<br />
painojäljen painolaadun tekijöistä.<br />
Densiteetti<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
Väripinta<br />
0<br />
14000 10000 6000 2000 20 40 60 80 100<br />
20<br />
40<br />
60<br />
80<br />
100<br />
2<br />
Kiilto (%)<br />
HP Indigo<br />
HP Laser<br />
Xerox<br />
Kontrasti (%)<br />
Kiiltokontrasti<br />
50<br />
40<br />
30<br />
20<br />
Kiillon epätasaisuus<br />
0,5 0,4 0,3 0,2 0,1 10 20<br />
10<br />
10<br />
0<br />
Rosoisuus<br />
HP Indigo<br />
HP Laser<br />
Xerox<br />
Densiteetin epätasaisuus<br />
Kuva 76. Käytettyjen painokoneiden tuottamat painolaadut. Ylemmässä kuvaajassa positiivinen<br />
ja alemmassa negatiivinen kokonaispainolaatu.
93<br />
Perinteisellä kuivatoonerilla painettaessa saadaan erittäin korkealaatuinen painojälki,<br />
koska positiivinen painolaatu on kaikkein suurin. Tämä havaittiin siitä, että kuivatoonerinäytteiden<br />
pisteiden muodostaman kuvion pinta-ala on kaikkein suurin. Tämä<br />
johtuu paksusta ja kiiltävästä toonerikerroksesta sekä pienestä pisteenleviämisestä. Toisaalta<br />
alemmasta kuvaajasta havaitaan, että Xeroxin tuottama painojälki on myös huonoin<br />
ja epätasaisin. Tämä puolestaan johtuu kiinnityksen rajuista olosuhteista sekä erittäin<br />
kiiltävästä toonerikerroksesta. Nestetoonerilla painettaessa painolaatu on hyvä, sillä<br />
painojälki on erittäin tasainen ja terävä. Positiivinen painolaatu on liitteen 12 taulukon<br />
mukaan vain hieman perinteisen kuivatoonerin positiivista laatua huonompi. Tämän<br />
lisäksi negatiivinen painolaatu on kaikkein pienin. Painolaadun korkea taso on seurausta<br />
toonerikerroksen terävyydestä ja tasaisuudesta koko painoprosessin aikana. Koska Xeroxin<br />
painolaatu oli toisaalta parhain mutta samalla kaikkein epätasaisin, voidaan päätellä,<br />
että HP Indigolla saavutetaan kaikkein parhain painolaatu. Polymeeritooneerilla<br />
painettaessa saatiin aikaiseksi huonoin painolaatu, sillä positiivinen painolaatu oli huonoin<br />
ja lisäksi painojälki oli epätasainen.<br />
Kvantitatiivisesti voidaan HP Indigon painolaadun paremmuus perustella pisteyttämällä.<br />
Annetaan positiivisen painolaadun kohdalla parhaimmalle toonerille kaksi pistettä,<br />
toiseksi parhaalle yksi piste ja huonoimmalle nolla pistettä. Lisäksi negatiivisen painolaadun<br />
kohdalla annetaan pienimmän pinta-alan omaavalle toonerille kaksi pistettä, toiseksi<br />
pienimmälle yksi piste ja suurimmalle nolla pistettä. Täten HP Indigo saa yhteensä<br />
kolme pistettä, koska sen positiivinen painolaatu on toiseksi parhain ja negatiivinen painolaatu<br />
kaikkein pienin. Perinteinen kuivatooneri saa kaksi pistettä, koska negatiivinen<br />
painolaatu oli kaikkein suurin. Polymeeritooneri saa yhden pisteen. Tästä voidaan päätellä<br />
nestetoonerin tuottaman painolaadun olevan kaikkein parhain.
94<br />
8 YHTEENVETO<br />
Tässä työssä perehdyttiin nestemäiseen <strong>tooneriin</strong> pohjautuvaan elektrofotografiaan. Kirjallisuusosassa<br />
tutustuttiin nestemäistä tooneria käyttäviin elektrofotografiaprosesseihin<br />
sekä selvitettiin niiden tuottamaa painolaatua ja nestemäisen toonerin koostumusta. Erityisesti<br />
keskityttiin HP Indigon kehittämään kaupalliseen prosessiin. Kokeellisessa<br />
osassa puolestaan vertailtiin nestetoonerin muodostamaa painolaatua kuivatoonerien<br />
tuottamiin painolaatuihin. Myös paperin vaikutusta painolaatuun tutkittiin paperin karheuden,<br />
kiillon, opasiteetin ja vaaleuden funktiona. Lisäksi analysoitiin paperin päällystämisen<br />
vaikutusta painolaatuun.<br />
HP Indigon painoprosessissa fotojohde varataan aluksi tasaisesti, minkä jälkeen varaus<br />
puretaan kuvakohdista valottamalla niitä lasersäteellä. Tämän jälkeen nestemäinen tooneri<br />
tuodaan fotojohteen ja kehitystelan muodostamaan nippiin. Tooneri kulkeutuu sähköisesti<br />
kuvakohdille. Fotojohteella oleva toonerikerros tiivistetään ja puhdistetaan,<br />
minkä jälkeen tooneri viedään siirtosylinterille. Siirtosylinteriltä tooneri siirretään paperille<br />
puristuksen avulla. Tooneri kiinnittyy paperille pelkän adheesion avulla eikä erillistä<br />
kuivausvaihetta tarvita.<br />
Nestemäinen tooneri muodostaa paperin pinnalle ohuen, paperin pinnamuotoja seurailevan<br />
toonerikerroksen. Tämän mahdollistaa tooneripartikkelien pieni koko, mikä saa<br />
aikaan myös hyvän yksityiskohtien toistamisen. Nestetoonerilla painojälki onkin hyvin<br />
terävä. Terävyys saavutetaan jo fotojohteella, jossa tooneripartikkelit pysyvät paikoillaan<br />
sähköisen vuorovaikutuksen ja mekaanisen punoutumisen avulla. Lisäksi toonerikerros<br />
siirretään paperille yhtenäisenä kalvona, mikä lisää terävyyttä ja toonerin hallittavuutta.<br />
Tämän takia rasteripisteiden reunat ovat terävät eikä satelliittipisteitä esiinny.<br />
Paperin kiilto, karheus ja päällystäminen vaikuttavat suuresti painolaatuun. Lisäksi opasiteetilla<br />
ja vaaleudella on pieni vaikutus painolaatuun.<br />
Kokeellisessa osassa havaittiin, että nestemäinen tooneri todellakin muodosti paperin<br />
pinnalle ohuen, tasaisen ja paperin pinnanmuotoja hyvin seurailevan toonerikerroksen.<br />
Tämän vuoksi paperin karheudella, päällystämisellä ja kiillolla oli suuri vaikutus saavutettavaan<br />
painolaatuun. Mitä epätasaisempi paperi oli, sitä epätasaisempi toonerikerros<br />
syntyi. Koska valo heijastuu epätasaisesta pinnasta diffuusisti, painolaatu huononee.<br />
Etenkin densiteetti, kiilto ja väriavaruus pienenivät paperin epätasaisuuden kasvaessa.<br />
Toisaalta toonerikerros saattoi joutua niin syvälle paperin pinnanmuotoihin, ettei se ollut<br />
enää kunnolla havaittavissa, mistä oli seurauksena esimerkiksi painojäljen vaaleneminen.<br />
Paperin sileyden ja kiillon kasvu paransi painolaatua, koska toonerikerros heijasti<br />
valoa tehokkaasti ja lisäksi toonerikerros oli tasainen paperin pinnalla. Tällöin painojälki<br />
saatiin tummemmaksi, kiiltävämmäksi ja värikkäämmäksi. Painolaatu riippui lähes
95<br />
lineaarisesti paperin karheudesta, mutta paperin kiillon ja painolaadun välinen riippuvuus<br />
oli logaritminen. Tärkeimmäksi tekijäksi nousi kuitenkin paperin päällystäminen.<br />
Päällystämättömillä papereilla painolaatu jäi päällystettyjä papereita huonommaksi paperin<br />
erittäin epätasaisen rakenteen vuoksi. Päällystys tasoitti ja sulki paperin pintaa,<br />
jolloin tonerikerros pääsi asettumaan tasaisemmin paperin pinnalle. Paperin opasiteetilla<br />
ja vaaleudella ei puolestaan havaittu olevan ollenkaan vaikutusta painolaatuun.<br />
Nestemäisellä toonerilla painettaessa painolaatu oli hyvä etenkin päällystetyillä paperilajeilla.<br />
Esimerkiksi densiteetti, väriavaruus ja kiilto olivat suunnilleen yhtä suuria kuin<br />
perinteistä kuivatooneria käytettäessä. Päällystämättömillä papereilla painolaatu oli kuitenkin<br />
selvästi huonompi, koska ohut toonerikerros seuraili paperin epätasaisuuksia, ja<br />
siten siitä tuli epätasainen ja tooneri joutui syvälle paperin pinnanmuotoihin. Ohuen<br />
toonerikerroksen vuoksi kiiltokontrasti jäi pieneksi, mikä puolestaan nosti painolaatua.<br />
Kuitenkin mattapintaisilla papereilla oli havaittavissa kiiltokontrastin kasvu, mikä taas<br />
johtui siitä, että toonerikerros ei pystynyt mukautumaan kovin hyvin mikrokarhean paperin<br />
pintaan. Painojäljen kontrasti oli selvästi suurempi nestetoonerin muodostamassa<br />
painojäljessä kuin kuivatoonerien painojäljissä, joten nestemäisellä toonerilla pystyttiin<br />
toistamaan enemmän yksityiskohtia kuvan tummilla sävyillä. Nestemäisen toonerin<br />
muodostamassa painojäljessä densiteetin epätasaisuus oli suhteellisen suuri, mutta kiilto<br />
oli tasainen. Densiteetin epätasaisuuden suuruuteen vaikutti ennen kaikkea se, että vertailu<br />
tehtiin mustasta kentästä, jonka havaittiin olevan kaikkein epätasaisin HP Indigoa<br />
käytettäessä.<br />
Nestemäisen toonerin muodostamat rasteripisteet olivat tasaisia eikä rasteripisteiden<br />
ympärillä esiintynyt juuri lainkaan satelliittipisteitä. Rasteripisteiden tasaisuus johtui<br />
siitä, että paperille siirtyvä toonerikerros oli erittäin teräväreunainen. Teräväreunaisen<br />
toonerikerroksen vuoksi pisteenleviäminen oli pientä, minkä takia esimerkiksi painojäljen<br />
kontrasti saatiin erittäin suureksi kuivatoonerien muodostamaan kontrastiin verrattuna.<br />
Pisteenleviäminen oli HP Indigon painojäljen vaaleilla sävyillä paikoin jopa negatiivinen,<br />
mikä johtui siitä, etteivät kaikki pisteet olleet tulostuneet. Tämä havaittiin myös<br />
paperia tarkemmin tutkittaessa. Lisäksi pisteenleviämiskäyrässä havaittiin kuoppa noin<br />
40 %:n harmaasävykentän kohdalla. Rasteripisteissä havaittiin paikoin tyhjiä kohtia,<br />
mikä johtui luultavasti siitä, ettei tooneri ollut siirtynyt tai tarttunut paperille kokonaisuudessaan.<br />
Myös tooneripartikkelien erikoinen muoto saattoi vaikeuttaa tasaisten pintojen<br />
muodostumista. Etenkin kirja- ja kopiopaperilla rasteripisteet olivat erittäin vaaleita<br />
ja reikäisiä, mistä pääteltiin näiden paperien olevan epäsopivia tähän prosessiin. Sama<br />
oli havaittavissa myös joidenkin päällystämättömien paperien kohdalla. HP Indigon
96<br />
prosessissa ei suositellakaan käytettäväksi päällystämättömiä papereita ennen kaikkea<br />
adheesio-ongelmien vuoksi.<br />
Kuivatoonereita käytettäessä paperin pinnalle muodostui paksu ja paperin epätasaisuudet<br />
hyvin täyttävä toonerikerros. Tämän takia paperilla ei havaittu olevan juuri vaikutusta<br />
painolaatuun. Erillisen kiinnitysvaiheen ja vaikeasti hallittavan toonerin vuoksi pisteenleviäminen<br />
oli suurempaa kuin nestemäisellä toonerilla painettaessa. Erikoispaperien<br />
havaittiin lisäksi olevan epäsopivia käytettäväksi kuivatoonerin kanssa, koska esimerkiksi<br />
rasteripisteitä ei ollut painettu kunnolla ja lisäksi painojälki oli erittäin epätasainen.<br />
Polymeeritooneri muodosti paperin pinnalle paksun mutta karhean toonerikerroksen.<br />
Karheus oli seurausta öljyttömästä ja hellävaraisesta kiinnityksestä, jossa toonerikerros<br />
ei päässyt kunnolla tasoittumaan eikä kiillottumaan. Lisäksi pienet jauhemaiset tooneripartikkelit<br />
saattoivat muodostaa kasaumia, jotka karhensivat toonerikerrosta entisestään.<br />
Karheuden vuoksi painolaatu jäi selvästi nestetoonerin ja perinteisen kuivatoonerin painolaatuja<br />
huonommaksi. Painojälki oli esimerkiksi vaaleampi ja värittömämpi. Satelliittipisteitä<br />
esiintyi rasteripisteiden ympärillä erittäin paljon, koska jauhemaista tooneria<br />
oli vaikea hallita tooneripartikkelien suuren pölyämistaipumuksen vuoksi. Vaikean hallinnan<br />
vuoksi rasteripisteistä muodostui rosoisia.<br />
Perinteinen kuivatooneri muodostui paksuksi, tasaiseksi ja kiiltäväpintaiseksi värikerrokseksi<br />
paperin pinnalle. Kiiltävyys aiheutui kiinnityksessä toonerikerroksen päälle<br />
applikoidusta silikoniöljystä. Tasaisuus puolestaan saavutettiin kiinnityksen korkean<br />
lämpötilan ja suuren paineen avulla. Tasaisuuden ja kiiltävyyden ansiosta painolaatu oli<br />
erinomainen. Painetut rasteripisteet olivat kuitenkin levinneitä ja rosoisia kiinnityksen<br />
rajujen olosuhteiden takia. Lisäksi painojäljen kiilto oli erittäin epätasainen, mikä saattoi<br />
aiheutua siitä, ettei öljy asettunut tasaisesti toonerikerroksen päälle tai kiinnitys ei<br />
kohdistunut yhtä rajuna jokaiseen kohtaan. Vaikka paperin karheudella ja kiillolla ei<br />
ollut merkitystä painolaadun muodostumiseen, paperin päällystämisellä havaittiin sitä<br />
vastoin olevan suuri vaikutus siihen. Päällystämättömillä papereilla tooneri mukautui<br />
osittain paperin epätasaisuuksiin, ja toisaalta osa paperin kuiduista nousi pinnasta karhentaen<br />
toonerikerrosta ja huonontaen painolaatua.<br />
Johtopäätöksenä voidaan sanoa, että nestemäistä tooneria käyttämällä painolaatu saadaan<br />
hyväksi ja tasaiseksi päällystetyille papereille painettaessa. Päällystämättömillä<br />
papereilla painolaatu jää kuitenkin selvästi huonommaksi. Koska ohut ja tasainen toonerikerros<br />
mukailee paperin pinnanmuotoja, myös paperin karheudella ja kiillolla on erittäin<br />
suuri rooli painolaadun muodostumisessa. Perinteisellä kuivatoonerilla painolaatu<br />
on nestetoonerin painolaatua huonompi painojäljen epätasaisuuden ja toonerikerroksen
paksuuden vuoksi. Polymeeritoonerilla painolaatu on huonoin, koska karhea toonerikerros<br />
antaa vaalean ja värittömän painojäljen. Perinteisellä kuivatoonerilla painolaatu on<br />
erittäin korkea, mutta erityisesti suuri kiiltokontrasti huonontaa painojälkeä.<br />
97
98<br />
LÄHDELUETTELO<br />
/1/ Lehtonen, T., Digitaalinen painaminen. Opetushallitus, Helsinki, 1998.<br />
111 s.<br />
/2/ Antikainen, H., Juntunen, S., Elektroninen Painaminen; toimintaperiaatteet<br />
ja laitteet. GT-raportti (1994)4. 36 s.<br />
/3/ Kipphan, H., Handbook of Print Media. Springer-Verlag, Berlin,<br />
Heidelberg, 2001. 1207 s.<br />
/4/ Bötel, A., Toner im Digitaldruck: Das Zünglein an der “Qualitäts“-Waage.<br />
Publishing Praxis (2002)11, s. 76-79.<br />
/5/ Omodani, M., Lee, W.-S., Takahashi, Y., Present Status of Liquid Toner<br />
Development Technology and the Problems to be Solved. IS&T’s NIP 14:<br />
International Conference on Digital Printing Technologies, October 1998,<br />
Toronto, Ontario, Canada. s. 210-213.<br />
/6/ Ozerov, A., Crees, O., Advances in Liquid Toner Technology. IS&T’s<br />
NIP 20: International Conference on Digital Printing Technologies, October<br />
2004, Salt Lake City, UT. s. 57-61.<br />
/7/ Larson, J.R., Gibson, G.A., Schmidt, S.P., Liquid Toner Materials.<br />
Toim. Diamond, A.S., Weiss, D.S., Handbook of Imaging Materials, 2 nd<br />
edition, Marcel Dekker Inc., New York, 2002. s. 239-264.<br />
/8/ Ishii, K., Takahashi, M., Nagato, H., Higuchi, K., Hosoya, M., Komata,<br />
K., 2540 dpi Full Color Image Creation with a Liquid Electrophotography<br />
System. IS&T’s NIP 19: International Conference on Digital<br />
Printing Technologies, September 2003, New Orleans, LA. s. 9-12.<br />
/9/ Yagi H., Shinjo, Y., Oh-oka, H., Saito, M., Ishii, K., Takasu, I., Hosoya,<br />
M., Image-on-Image Color Process Using Liquid Toner. IS&T’s<br />
NIP 16: International Conference on Digital Printing Technologies, November<br />
2000, Vancouver, Canada. s. 246-250.<br />
/10/ Bäumler, B., Senff, C., Laser Druck. Polygraph Verlag, 2. Auflage,<br />
Frankfurt am Main , 1989. 231 s.
99<br />
/11/ Rao, S.P., Hitzman, C.J., Pathre, S.V., Designing of Liquid Toner Materials<br />
in Hydrocarbon and Perfluorinated Solvents. IS&T’s NIP 16: International<br />
Conference on Digital Printing Technologies, November 2000,<br />
Vancouver, Canada. s. 242-245.<br />
/12/ Oittinen, P., Saarelma, H., Printing. Papermaking Science and Technology:<br />
Book 13, Fapet Oy, Jyväskylä, 1998. 295 s.<br />
/13/ Case, C.E., Lawson, T.M., History of Liquid Toner Innovation. IS&T’s<br />
NIP 14: International Conference on Digital Printing Technologies, October<br />
1998, Toronto, Ontario, Canada. s. 226-230.<br />
/14/ Speirs, H., Introduction to Printing and Finishing. Pira International,<br />
London, 1998. 197 s.<br />
/15/ Caruthers, E., Zhao, W., Effects of Paper Properties on Liquid Toner<br />
Transfer. IS&T’s NIP 15: International Conference on Digital Printing<br />
Technologies, October 1999, Orlando, Florida. s. 642-645.<br />
/16/ Heilmann, J., Digitaaliset Painomenetelmät ja Tulostustekniikat. Inskoseminaari:<br />
Painaminen, AEL/METSKO, Espoo, 1998. 26s.<br />
/17/ Anon., Investionskompass 2004. Druckmarkt 30(2004)5/6. s. 65-67.<br />
/18/ Anon., Indigo Technology: Digital Offset Color Presses. Esittelylehtinen<br />
Indigo 2000.<br />
/19/ Torniainen, E., Tulostuslaatuun vaikuttavat tekijät nestemäistä tooneria<br />
käyttävässä elektrofotografiassa. Diplomityö. Teknillinen Korkeakoulu,<br />
Puunjalostustekniikan laitos, Espoo, 1996. 96 s.<br />
/20/ Wolf, K.K., Indigo Ultrastream 2000: Der Digitaldruck erreicht die gute<br />
Offsetqualität. Deutscher Drucker (2001)33. s. 41-43.<br />
/21/ Staelin, C., Bergman, R., Fischer, M., Greig, D., Vans, M.,<br />
Braverman, G., Harush, S., Shelef, E., Dot gain table and developer<br />
voltage prediction for the HP Indigo press. IS&T’s NIP 20: International<br />
Conference on Digital Printing Technologies, October 31, Salt Lake City.<br />
s. 210-214.
100<br />
/22/ Pai, D.M., Springett, B.E., Physics of electrophotography. Reviews of<br />
Modern Physics 65(1993)1. s. 163-211.<br />
/23/ US 6 608 979 (2003). Charger for a photoreceptor. Indigo N.V.,<br />
Maastricht, Netherlands (Landa, B., Rosen, J.). App. 09/700986,<br />
24.5.1998. Pub. 19.8.2003. 17 s.<br />
/24/ US 5 280 326 (1994). Imaging system. Spectrum Sciences B.V., Wassenaar,<br />
Netherlands (Pinhas, H., Niv, Y.). App. 977858, 17.11.1992. Pub.<br />
18.1.1994. 13 s.<br />
/25/ US 6 280 894 (2001). Imaging apparatus and photoreceptor therefor. Indigo<br />
NV, Maastricht, Netherlands (Landa, B., Rosen, Y., Gutfarb, J., Almog,<br />
Y.). App. 09/487403, 26.1.2000. Pub. 28.8.2001. 13 s.<br />
/26/ Tzori, G., Control Mechanisms for Print Quality Assurance in HP Indigo<br />
Presses. IS&T’s NIP 20: International Conference on Digital Printing<br />
Technologies, October 2004, Salt Lake City. s. 586-593.<br />
/27/ US 6 479 205 (2002). Imaging apparatus and toner therefor. Indigo N.V.,<br />
Maastricht, Netherlands (Landa, B., Avraham, P.B., Bossidon, B., Lavon,<br />
A.). App. 08/809419, 20.1.1995. Pub. 12.11.2002. 16 s.<br />
/28/ US 5 255 058 (1993). Liquid developer imaging system using a spaced<br />
developing roller and a toner background removal surface. Spectrum Sciences<br />
B.V., Wassemaar, Netherlands (Pinhas, H., Chatow, U., Gazit, A.,<br />
Lior, I., Niv, Y.). App. 643497, 22.1.1991. Pub. 19.10.1993. 12 s.<br />
/29/ Livne, H., Plotkin, M., High Speed Laser Scanning Unit (LSU) Using 12-<br />
Beam Laser Diode Array and Image Tracking System (ITT) for High<br />
Quality Color Printing. IS&T’s NIP 19: International Conference on Digital<br />
Printing Technologies, September 2003, New Orleans. s. 472-475.<br />
/30/ Chatow, U., Samuel, R., Digital Labels Printing. IS&T’s NIP 19: International<br />
Conference on Digital Printing Technologies, September 2003,<br />
New Orleans. s. 476-481.<br />
/31/ US 5 436 706 (1995). Latent image development apparatus. Indigo N.V.,<br />
Veldhoven, Netherlands (Landa, B., Lior, I., Chatow, E.). App. 170347,<br />
29.11.1991. Pub. 25.7.1995. 24 s.
101<br />
/32/ Silvonen, K., Sähkötekniikka, osa 1. Opetusmoniste, Otatieto, Espoo,<br />
1999. 112 s.<br />
/33/ Drennan, B.W., Indigo E-Print 1000+, Graphic Designer’s Companion,<br />
The Essential Independent Guide to Digital Offset Printing. Adams-<br />
Harmon Graphic Press, Chicago, 1998. 316s.<br />
/34/ US 5 276 492 (1994). Imaging method and apparatus. Spectrum Sciences<br />
B.V., Wassenaar, Netherlands (Landa, B., Niv, Y., Lavon, A., Pinhas, H.,<br />
Adam, Y., Krumberg, Y.). App. 829025, 23.7.1990. Pub. 4.1.1994. 9 s.<br />
/35/ US 5 728 502 (1998). Imaging medium, method of imaging said medium,<br />
and image-bearing medium. Minnesota Mining and Manufacturing Company,<br />
St. Paul, Minnesota (Ou-Yang, D.T., Fitzer, R.C.). App. 615010,<br />
12.3.1996, Pub. 17.3.1998. 15 s.<br />
/36/ WO 95/10801 (1995). Development Control System. Indigo N.V., Veldhoven,<br />
Netherlands (Lior, I., Chatow, E., Lavon, A.). Pub. 20.4.1995. 44 s.<br />
/37/ US 5 636 349 (1997). Method and apparatus for imaging using an intermediate<br />
transfer member. Indigo N.V., Sm Veldhoven, Nertherlands<br />
(Landa, B., Lior, I., Pinhas, H.). App. 116198, 3.9.1993. Pub. 3.6.1997. 19<br />
s.<br />
/38/ US 4 286 039 (1981). Method and apparatus for removing excess developing<br />
liquid from photoconductive surfaces. Savin Corporation, Valhalla,<br />
New York (Landa, B., Swidler, R., Gardiner, K.W.). App. 39373,<br />
15.5.1979. Pub. 25.8.1981. 8 s.<br />
/39/ Anon., Digital-Glossar: Flüssigtoner. Deutscher Drucker (2002)27. s. 16.<br />
/40/ Landa, B., Niv, Y., Almog, Y., Avraham, P.B., A comparison of Electro-<br />
Ink TM and Conventional Liquid Toner. IS&T’s NIP 5: International Conference<br />
on Digital Printing Technologies, 1989, USA. s. 203-206.<br />
/41/ US 4 974 027 (1990). Imaging system with compactor and squeegee.<br />
Spectrum Sciences B.V., Rotterdam, Netherlands (Landa, B., Fenster, P.).<br />
App. 306079, 6.2.1989. Pub. 27.11.1990. 19 s.
102<br />
/42/ Anon., White paper: Digital Offset Colour – a closer look. Esittelylehti,<br />
HP Indigo, 2002. 12 s.<br />
/43/ US 4 794 651 (1988). Toner for use in compositions for developing latent<br />
electrostatic images, method of making the same, and liquid composition<br />
using the improved toner. Savin Corporation, Stamford, Connecticut<br />
(Landa, B., Avraham, P.B., Hall, J., Gibson, G.A.). App. 157122,<br />
10.2.1988. Pub. 27.12.1988. 18 s.<br />
/44/ Lamperth, I., Paper and Digital Printing – What is Happening? DPP<br />
2001: International Conference on Digital Production Printing and Industrial<br />
Applications, May 2001, Antwerp, Belgium. s. 331-334.<br />
/45/ Schürmann, M., Jörn, J., Hennig, H., Papierkriterien für den Einsatz<br />
bei digitalen Druckverfahren. Deutscher Drucker (1998)23-24, s. 10-11.<br />
/46/ Gidlöf, V., Critical Factors for Digital Printing on Paperboard: Runability,<br />
Fuctionality & Print Quality. Licentiate Thesis, Linköping University,<br />
Department of Science and Technology, Norrköping, 2004. 101 s.<br />
/47/ Bötel, A., Papier im Digitaldruck: Das Aushängeschild für optimale<br />
Qualität. Publishing Praxis (2002)12. s. 76-79.<br />
/48/ Anon., Best Practice Report: silver digital and hp indigo presses.<br />
Esittelylehti, M-real. 16 s.<br />
/49/ Kokot, J., Papier für digitale Druckmaschinen: Grundlagen. Publishing<br />
Praxis (1999)12. s. 99-103.<br />
/50/ Thompson, B., Printing Materials; Science and Technology, 2 nd edition.<br />
PIRA International, London, 2004. 591 s.<br />
/51/ Bötel, A., Digitaldruck: Papier ist entscheidend für gute Qualität. PublishI<br />
ng Praxis (1998)7-8. s. 68-69.<br />
/52/ Clinkunbroomer, J., Digital Printing Paper Use Continues to Expand.<br />
Digital Publishing Solutions (2004)3.<br />
/53/ Tolliver-Nigro, H., Finally! Bye-Bye Sapphire Coating…And It Works.<br />
OnDemand/AIIM 2005 Report, 20.5.2005. http://members.whattheythink.<br />
com /home/od05tolliver-nigro4.cfm
103<br />
/54/ Chatow, U., The Fundamentals of HP Indigo’s Digital Offset Color Printing<br />
Process and How It Rivals Mechanical Offset Printing. IS&T’s NIP<br />
18: International Conference on Digital Printing Technologies, September<br />
2002, San Diego, California. s. 125-129.<br />
/55/ Anon. HP Printing with HP Photo, Multifunction, Laser and Ink Printers.<br />
Viitattu 30.6.2005. http://www.hp.com/united-states/consumer/gateway/<br />
printing _multifunction.html<br />
/56/ Tritton, K., Emerging Trends in Labelling for the 21 st Century. Pira Int<br />
ernational, Presentation, 3.10.2003. 34 s.<br />
/57/ Yoram, H., Riesenfeld, T., HP Indigo Industrial Web Presses: Technology<br />
and Applications. DPP 2005: IS&T’s International Conference on<br />
Digital Production Printing and Industrial Applications, May 2005, Amsterdam.<br />
s. 92-94.<br />
/58/ Levy, D., Preminger, J., IndigoServeTM: A System for the Remote Management<br />
of Print Engine Stability. IS&T’s NIP 13: International Conference<br />
on Digital Printing Technologies, November 1997, Seattle, Washington.<br />
s. 363-369.<br />
/59/ Eiroma, K., Print quality in dry and liquid toner electrophotography.<br />
Julkaisematon seloste, <strong>TKK</strong> Viestintätekniikka, 2004. 45s.<br />
/60/ Simonian, G.N., Comparative Study Between Different Digital and Offset<br />
Litho Printing Systems. IS&T’s NIP 17: International Conference on Digital<br />
Printing Technologies, October 2001, Fort Lauderdale, Florida. s. 813-<br />
819.<br />
/61/ Bergman, A., Gustafsson, H., En jämförelse ur kvalitetssynpunkt mellan<br />
tryckmetoderna offset och Indigo. Examensarbete; C-nivå, Högskolan<br />
Dalarna, Grafisk Teknologi, Borlänge, 2003. 46 s.<br />
/62/ Klaman, M., Colour Rendering Aspects in Digital Printing. 53 rd Annual<br />
TAGA Conference, 2001, Rochester, New York. s. 357-380.<br />
/63/ Rauh, W., Wie Farbecht und beständig sing digitale Farbdrucke?<br />
Deutscher Drucker, (1999)32. s. 2-6.
104<br />
/64/ Lindberg, S., Pauler, N., Heiden, M., Perceived Print Quality in Digital<br />
and Offset Printing. 26 th IARIGAI Conference, Advances in Digital Printing,<br />
5-8.9.1999, London. s. 151-173.<br />
/65/ Lie, C., Eriksen, W., Matsegård, V., Short-run Printing – Influence of<br />
Paper on Print Quality. 26 th IARIGAI Conference, Advances in Digital<br />
Printing, 5-8.9.1999, London. s. 111-124.<br />
/66/ Norberg, O., Westin, P., Lindberg, S., Klaman, M., Eidenvall, L., A<br />
Comparison of Print Quality Between Digital and Traditional Technologies.<br />
DPP 2001: International Conference on Digital Production Printing<br />
and Industrial Applications, May 2001, Antwerp, Belgium. s. 380-385.<br />
/67/ Anon. DocuColor 6060 Digital Colour Press. Viitattu 30.6.2005.<br />
http://www.xerox.com/go/xrx/equipment/product_details.jsp?cntry=FIN&<br />
XLang=en_FI&prodID=DC6060&cat=Product+Taxonomy%2fDigital+Pr<br />
oduction+Presses%2fDocuColor+Digital+Presses<br />
/68/ Ebeling, P., Einfach zuverlässig: Der Color Laserjet 5500 von Hewlett-<br />
Packard. Publishing Praxis (2003)4. s.36-37.<br />
/69/ Anon., Polymerised Toner. Konica-Minolta web-site. http://printerkonicaminolta.com/polymerised<br />
/70/ Eida, A., Omatsu, S., Shimizu, J., The Advanced Color Toner for the<br />
Fine Image Quality. IS&T’s NIP 20: International Conference on Digital<br />
Printing Technologies, October 2004, Salt Lake City. s. 102-106.<br />
/71/ Häggblom-Ahnger, U., Komulainen, P., Paperin ja kartongin valmistus.<br />
Kemiallinen Metsäteollisuus 2. Opetushallitus, Helsinki 2000. 280s.<br />
/72/ Aaltonen, P., Kuituraaka-aineen ja paperin testausmenetelmiä. Otakustantamo,<br />
Espoo, 1985. 97s.<br />
/73/ Anon., Paperitekniikan ja automaation oppimisympäristö KnowPap 6.0.<br />
VTT Tuotteet ja tuotanto, 2004.<br />
/74/ Tobias, P.E., Tobias Associates Bulletins. http://www.densitometers.net.<br />
Tobias Associates Inc. Homepage 2004 Ivyland.
75/ Oittinen, P., Saarelma, H., Kuvatekninen Laatu. Otatieto Oy, Helsinki<br />
1991. 141s.<br />
105
LIITE 1 Koepainatuksissa käytetty testiliuska
LIITE 2 Papereiden ominaisuudet<br />
Näyte Paperi Neliömassa (g/m2) PPS-karheus (µm) Kiilto (%) Opasiteetti (%) Vaaleus (%)<br />
1 DIGI1 130 3,400 10,5 96,50 97,30<br />
2 DIGI1 190 4,100 9,4 98,60 95,10<br />
3 DIGI1 130 0,890 69,5 94,90 90,90<br />
4 DIGI1 170 0,990 71,5 96,40 91,10<br />
5 DIGI1 130 0,830 45,4 95,00 91,60<br />
6 DIGI1 170 1,100 47,4 97,20 92,20<br />
7 DIGI2 100 4,900 7,3 96,00 93,30<br />
8 DIGI2 160 4,200 10,5 99,00 91,90<br />
9 DIGI2 250 4,100 11,2 99,80 91,10<br />
10 DIGI2 135 0,670 63,1 94,80 92,00<br />
11 DIGI2 160 0,700 68,5 96,60 91,70<br />
12 DIGI2 250 0,820 65,4 98,40 93,70<br />
13 DIGI2 135 2,900 21,6 94,90 92,50<br />
14 DIGI2 160 2,800 24,8 96,70 92,40<br />
15 DIGI2 250 2,300 24,2 98,80 94,00<br />
16 OFFSET 75 6,100 8,2 95,80 79,00<br />
17 KOPIO 80 4,900 4,8 91,30 96,80<br />
18 KIRJA 80 7,800 4,1 94,10 75,80
LIITE 3 Painojäljistä määritetyt absoluuttiset densiteetit ja kontrastit<br />
ABSOLUUTTINEN DENSITEETTI Taulukko 1<br />
HP INDIGO s2000<br />
HP COLOR LASERJET 5550dtn<br />
Näyte C M Y K Näyte C M Y K<br />
1 1,50 1,53 1,45 1,61 1 1,66 1,67 1,38 1,73<br />
2 1,49 1,51 1,42 1,56 2 1,69 1,71 1,39 1,78<br />
3 1,89 1,96 1,84 2,17 3 1,61 1,58 1,34 1,67<br />
4 1,93 1,94 1,86 2,12 4 1,65 1,64 1,32 1,71<br />
5 1,84 1,91 1,82 2,10 5 1,62 1,59 1,34 1,67<br />
6 1,85 1,89 1,81 2,01 6 1,66 1,63 1,33 1,71<br />
7 1,45 1,49 1,39 1,55 7 1,66 1,65 1,18 1,70<br />
8 1,47 1,52 1,42 1,58 8 1,67 1,67 1,20 1,72<br />
9 1,51 1,49 1,44 1,58 9<br />
10 1,85 1,93 1,85 2,13 10 1,55 1,57 1,13 1,64<br />
11 1,84 1,95 1,82 2,13 11 1,56 1,58 1,12 1,67<br />
12 1,90 1,94 1,84 2,12 12<br />
13 1,76 1,81 1,76 1,94 13 1,62 1,60 1,12 1,66<br />
14 1,77 1,84 1,74 2,00 14 1,64 1,61 1,14 1,67<br />
15 1,77 1,80 1,72 1,90 15<br />
16 1,54 1,61 1,56 1,64 16 1,65 1,64 1,24 1,69<br />
17 1,44 1,50 1,42 1,53 17 1,64 1,66 1,25 1,72<br />
18 1,42 1,46 1,43 1,51 18 1,65 1,63 1,32 1,66<br />
XEROX DocuColor 6060<br />
Näyte C M Y K<br />
1 2,02 1,89 1,44 2,17<br />
2 1,85 1,85 1,48 2,09<br />
3 2,16 2,05 1,78 2,30<br />
4 2,07 2,08 1,78 2,28<br />
5 2,05 2,02 1,70 2,20<br />
6 2,11 2,11 1,72 2,31<br />
7 1,76 1,77 1,46 1,88<br />
8 1,89 1,87 1,54 2,17<br />
9 1,96 2,00 1,61 2,17<br />
10 2,03 2,10 1,66 2,29<br />
11 2,14 2,10 1,79 2,24<br />
12 2,15 2,16 1,78 2,37<br />
13 2,11 2,07 1,63 2,26<br />
14 2,12 2,19 1,75 2,38<br />
15 2,16 2,20 1,74 2,41<br />
16 1,90 1,65 1,60 2,11<br />
17 1,91 1,88 1,46 2,06<br />
18 1,50 1,53 1,33 1,80<br />
KONTRASTI Taulukko 2<br />
HP INDIGO s2000<br />
HP COLOR LASERJET 5550dtn<br />
Näyte C M Y K Näyte C M Y K<br />
1 50,84 % 53,12 % 44,94 % 51,51 % 1 14,79 % 30,22 % 32,32 % 42,68 %<br />
2 52,91 % 52,45 % 45,08 % 52,55 % 2 16,93 % 31,03 % 31,62 % 41,18 %<br />
3 61,77 % 64,54 % 57,73 % 64,84 % 3 10,62 % 28,65 % 34,03 % 41,21 %<br />
4 63,12 % 62,94 % 55,07 % 64,43 % 4 13,27 % 31,39 % 32,57 % 41,03 %<br />
5 61,55 % 63,92 % 56,20 % 63,04 % 5 10,26 % 30,40 % 32,87 % 42,73 %<br />
6 64,14 % 62,99 % 54,78 % 64,81 % 6 13,50 % 32,68 % 33,43 % 43,31 %<br />
7 50,14 % 52,96 % 47,22 % 51,44 % 7 15,09 % 37,16 % 36,12 % 46,50 %<br />
8 50,63 % 52,73 % 46,08 % 49,87 % 8 15,19 % 38,25 % 32,70 % 46,59 %<br />
9 55,51 % 53,96 % 44,35 % 54,85 % 9<br />
10 66,89 % 66,21 % 58,75 % 68,07 % 10 13,16 % 39,45 % 32,43 % 49,43 %<br />
11 62,09 % 64,53 % 55,73 % 65,05 % 11 12,52 % 40,91 % 33,81 % 50,98 %<br />
12 64,38 % 64,86 % 55,26 % 65,94 % 12<br />
13 64,39 % 62,01 % 51,86 % 65,93 % 13 17,28 % 41,54 % 34,75 % 50,88 %<br />
14 59,75 % 62,54 % 55,90 % 62,72 % 14 16,07 % 41,06 % 35,25 % 50,19 %<br />
15 62,91 % 63,37 % 55,03 % 63,81 % 15<br />
16 61,64 % 58,73 % 50,42 % 60,29 % 16 16,23 % 38,60 % 34,06 % 50,70 %<br />
17 55,67 % 53,84 % 46,07 % 56,22 % 17 14,34 % 35,89 % 33,99 % 46,69 %<br />
18 55,56 % 52,61 % 43,99 % 55,45 % 18 14,95 % 35,69 % 30,27 % 45,84 %<br />
XEROX DocuColor 6060<br />
Näyte C M Y K<br />
1 43,53 % 37,27 % 27,61 % 39,26 %<br />
2 34,93 % 35,60 % 27,57 % 36,90 %<br />
3 37,25 % 35,84 % 30,38 % 36,09 %<br />
4 35,94 % 34,06 % 30,31 % 37,14 %<br />
5 36,02 % 35,76 % 25,09 % 35,98 %<br />
6 37,56 % 34,64 % 27,97 % 37,42 %<br />
7 36,18 % 38,53 % 33,47 % 33,41 %<br />
8 39,65 % 37,16 % 30,79 % 37,43 %<br />
9 40,23 % 39,05 % 28,01 % 32,66 %<br />
10 36,05 % 37,46 % 26,90 % 37,09 %<br />
11 39,43 % 37,19 % 34,04 % 39,22 %<br />
12 37,11 % 37,96 % 29,72 % 36,54 %<br />
13 38,16 % 33,96 % 24,51 % 37,56 %<br />
14 39,16 % 38,65 % 29,78 % 37,75 %<br />
15 36,46 % 36,16 % 28,16 % 35,35 %<br />
16 39,52 % 36,19 % 29,70 % 37,04 %<br />
17 39,85 % 36,53 % 27,41 % 33,93 %<br />
18 29,29 % 32,92 % 30,16 % 40,48 %
HP INDIGO HP LASER XEROX<br />
1 1 1<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 11,29 % 11,71 % 13,80 % 13,72 % 1,29 % 1,71 % 3,80 % 3,72 % 10,00 % 30,63 % 2,33 % 20,63 % -7,67 % 10,00 % 13,87 % 15,80 % 3,87 % 5,80 %<br />
20,00 % 26,85 % 26,13 % 28,59 % 25,96 % 6,85 % 6,13 % 8,59 % 5,96 % 20,00 % 49,98 % 26,50 % 29,98 % 6,50 % 20,00 % 30,22 % 33,30 % 10,22 % 13,30 %<br />
30,00 % 36,47 % 36,14 % 39,19 % 34,98 % 6,47 % 6,14 % 9,19 % 4,98 % 30,00 % 66,36 % 51,33 % 36,36 % 21,33 % 30,00 % 45,60 % 49,62 % 15,60 % 19,62 %<br />
40,00 % 44,62 % 44,05 % 52,70 % 45,92 % 4,62 % 4,05 % 12,70 % 5,92 % 40,00 % 80,26 % 64,89 % 40,26 % 24,89 % 40,00 % 60,56 % 67,32 % 20,56 % 27,32 %<br />
50,00 % 58,49 % 57,41 % 64,85 % 57,89 % 8,49 % 7,41 % 14,85 % 7,89 % 50,00 % 88,82 % 72,61 % 38,82 % 22,61 % 50,00 % 73,98 % 79,90 % 23,98 % 29,90 %<br />
60,00 % 69,11 % 68,27 % 72,70 % 71,53 % 9,11 % 8,27 % 12,70 % 11,53 % 60,00 % 94,18 % 81,51 % 34,18 % 21,51 % 60,00 % 83,14 % 86,37 % 23,14 % 26,37 %<br />
70,00 % 79,13 % 77,57 % 83,33 % 79,91 % 9,13 % 7,57 % 13,33 % 9,91 % 70,00 % 96,94 % 88,80 % 26,94 % 18,80 % 70,00 % 90,48 % 93,47 % 20,48 % 23,47 %<br />
80,00 % 87,58 % 86,53 % 88,75 % 88,13 % 7,58 % 6,53 % 8,75 % 8,13 % 80,00 % 99,28 % 92,09 % 19,28 % 12,09 % 80,00 % 95,10 % 97,12 % 15,10 % 17,12 %<br />
90,00 % 95,13 % 93,84 % 96,06 % 95,46 % 5,13 % 3,84 % 6,06 % 5,46 % 90,00 % 99,89 % 98,01 % 9,89 % 8,01 % 90,00 % 97,16 % 98,77 % 7,16 % 8,77 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
2 2 2<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 8,72 % 10,87 % 13,39 % 10,38 % -1,28 % 0,87 % 3,39 % 0,38 % 10,00 % 30,22 % 2,32 % 20,22 % -7,68 % 10,00 % 13,91 % 15,02 % 3,91 % 5,02 %<br />
20,00 % 24,02 % 24,34 % 27,54 % 23,86 % 4,02 % 4,34 % 7,54 % 3,86 % 20,00 % 51,75 % 27,09 % 31,75 % 7,09 % 20,00 % 31,28 % 31,41 % 11,28 % 11,41 %<br />
30,00 % 34,03 % 34,61 % 39,19 % 31,84 % 4,03 % 4,61 % 9,19 % 1,84 % 30,00 % 67,98 % 52,97 % 37,98 % 22,97 % 30,00 % 43,36 % 49,86 % 13,36 % 19,86 %<br />
40,00 % 43,34 % 42,98 % 51,75 % 43,87 % 3,34 % 2,98 % 11,75 % 3,87 % 40,00 % 80,85 % 67,14 % 40,85 % 27,14 % 40,00 % 62,73 % 67,94 % 22,73 % 27,94 %<br />
50,00 % 57,36 % 57,89 % 64,67 % 56,10 % 7,36 % 7,89 % 14,67 % 6,10 % 50,00 % 88,97 % 75,44 % 38,97 % 25,44 % 50,00 % 75,53 % 82,19 % 25,53 % 32,19 %<br />
60,00 % 68,95 % 68,83 % 73,55 % 69,89 % 8,95 % 8,83 % 13,55 % 9,89 % 60,00 % 94,17 % 83,47 % 34,17 % 23,47 % 60,00 % 85,70 % 89,04 % 25,70 % 29,04 %<br />
70,00 % 79,43 % 78,36 % 84,61 % 78,77 % 9,43 % 8,36 % 14,61 % 8,77 % 70,00 % 97,11 % 90,37 % 27,11 % 20,37 % 70,00 % 91,98 % 94,38 % 21,98 % 24,38 %<br />
80,00 % 87,71 % 86,70 % 89,82 % 87,83 % 7,71 % 6,70 % 9,82 % 7,83 % 80,00 % 99,21 % 93,74 % 19,21 % 13,74 % 80,00 % 96,59 % 97,13 % 16,59 % 17,13 %<br />
90,00 % 94,43 % 93,99 % 96,06 % 94,85 % 4,43 % 3,99 % 6,06 % 4,85 % 90,00 % 99,92 % 98,58 % 9,92 % 8,58 % 90,00 % 98,55 % 98,83 % 8,55 % 8,83 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
LIITE 4A Pisteenleviäminen<br />
3 3 3<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 8,50 % 10,18 % 10,20 % 11,78 % -1,50 % 0,18 % 0,20 % 1,78 % 10,00 % 32,38 % 3,26 % 22,38 % -6,74 % 10,00 % 11,77 % 14,17 % 1,77 % 4,17 %<br />
20,00 % 22,71 % 21,21 % 22,34 % 23,62 % 2,71 % 1,21 % 2,34 % 3,62 % 20,00 % 51,82 % 31,95 % 31,82 % 11,95 % 20,00 % 30,06 % 35,02 % 10,06 % 15,02 %<br />
30,00 % 31,93 % 31,55 % 33,19 % 30,08 % 1,93 % 1,55 % 3,19 % 0,08 % 30,00 % 67,41 % 52,82 % 37,41 % 22,82 % 30,00 % 46,62 % 53,51 % 16,62 % 23,51 %<br />
40,00 % 40,91 % 39,42 % 44,94 % 42,25 % 0,91 % -0,58 % 4,94 % 2,25 % 40,00 % 81,33 % 64,32 % 41,33 % 24,32 % 40,00 % 65,78 % 72,20 % 25,78 % 32,20 %<br />
50,00 % 54,47 % 53,05 % 58,39 % 54,28 % 4,47 % 3,05 % 8,39 % 4,28 % 50,00 % 89,92 % 71,63 % 39,92 % 21,63 % 50,00 % 79,65 % 85,80 % 29,65 % 35,80 %<br />
60,00 % 65,99 % 64,70 % 69,09 % 68,01 % 5,99 % 4,70 % 9,09 % 8,01 % 60,00 % 94,88 % 81,18 % 34,88 % 21,18 % 60,00 % 88,81 % 92,40 % 28,81 % 32,40 %<br />
70,00 % 76,25 % 74,43 % 79,98 % 77,26 % 6,25 % 4,43 % 9,98 % 7,26 % 70,00 % 97,64 % 88,78 % 27,64 % 18,78 % 70,00 % 94,31 % 96,29 % 24,31 % 26,29 %<br />
80,00 % 86,08 % 84,20 % 87,01 % 86,93 % 6,08 % 4,20 % 7,01 % 6,93 % 80,00 % 99,56 % 92,69 % 19,56 % 12,69 % 80,00 % 97,20 % 98,17 % 17,20 % 18,17 %<br />
90,00 % 93,92 % 92,86 % 95,08 % 94,86 % 3,92 % 2,86 % 5,08 % 4,86 % 90,00 % 99,83 % 98,23 % 9,83 % 8,23 % 90,00 % 98,74 % 99,24 % 8,74 % 9,24 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
4 4 4<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 9,76 % 10,60 % 13,08 % 10,55 % -0,24 % 0,60 % 3,08 % 0,55 % 10,00 % 34,12 % 2,33 % 24,12 % -7,67 % 10,00 % 17,35 % 16,14 % 7,35 % 6,14 %<br />
20,00 % 23,75 % 22,66 % 24,82 % 21,47 % 3,75 % 2,66 % 4,82 % 1,47 % 20,00 % 54,07 % 30,56 % 34,07 % 10,56 % 20,00 % 34,53 % 35,02 % 14,53 % 15,02 %<br />
30,00 % 32,51 % 32,18 % 35,61 % 30,43 % 2,51 % 2,18 % 5,61 % 0,43 % 30,00 % 68,97 % 54,48 % 38,97 % 24,48 % 30,00 % 48,41 % 53,72 % 18,41 % 23,72 %<br />
40,00 % 41,66 % 41,10 % 47,92 % 41,73 % 1,66 % 1,10 % 7,92 % 1,73 % 40,00 % 81,88 % 67,03 % 41,88 % 27,03 % 40,00 % 65,89 % 72,07 % 25,89 % 32,07 %<br />
50,00 % 55,65 % 55,42 % 61,74 % 54,10 % 5,65 % 5,42 % 11,74 % 4,10 % 50,00 % 90,04 % 74,03 % 40,04 % 24,03 % 50,00 % 79,10 % 86,26 % 29,10 % 36,26 %<br />
60,00 % 68,39 % 66,81 % 71,30 % 67,90 % 8,39 % 6,81 % 11,30 % 7,90 % 60,00 % 94,99 % 82,31 % 34,99 % 22,31 % 60,00 % 89,54 % 91,49 % 29,54 % 31,49 %<br />
70,00 % 78,85 % 77,11 % 82,83 % 77,08 % 8,85 % 7,11 % 12,83 % 7,08 % 70,00 % 97,53 % 89,99 % 27,53 % 19,99 % 70,00 % 94,81 % 95,89 % 24,81 % 25,89 %<br />
80,00 % 87,08 % 86,17 % 89,45 % 87,41 % 7,08 % 6,17 % 9,45 % 7,41 % 80,00 % 99,49 % 92,98 % 19,49 % 12,98 % 80,00 % 97,71 % 98,08 % 17,71 % 18,08 %<br />
90,00 % 94,42 % 93,68 % 96,20 % 94,97 % 4,42 % 3,68 % 6,20 % 4,97 % 90,00 % 99,90 % 98,46 % 9,90 % 8,46 % 90,00 % 99,22 % 99,19 % 9,22 % 9,19 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
5 5 5<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 9,37 % 12,27 % 11,88 % 13,83 % -0,63 % 2,27 % 1,88 % 3,83 % 10,00 % 34,04 % 2,34 % 24,04 % -7,66 % 10,00 % 17,36 % 16,94 % 7,36 % 6,94 %<br />
20,00 % 23,11 % 23,06 % 23,83 % 24,01 % 3,11 % 3,06 % 3,83 % 4,01 % 20,00 % 53,76 % 31,62 % 33,76 % 11,62 % 20,00 % 34,55 % 34,47 % 14,55 % 14,47 %<br />
30,00 % 32,30 % 33,18 % 34,49 % 31,74 % 2,30 % 3,18 % 4,49 % 1,74 % 30,00 % 68,33 % 52,35 % 38,33 % 22,35 % 30,00 % 47,96 % 52,49 % 17,96 % 22,49 %<br />
40,00 % 40,69 % 40,88 % 47,06 % 43,11 % 0,69 % 0,88 % 7,06 % 3,11 % 40,00 % 81,57 % 64,31 % 41,57 % 24,31 % 40,00 % 66,57 % 69,85 % 26,57 % 29,85 %<br />
50,00 % 53,68 % 54,00 % 59,08 % 54,58 % 3,68 % 4,00 % 9,08 % 4,58 % 50,00 % 89,83 % 71,04 % 39,83 % 21,04 % 50,00 % 80,60 % 83,82 % 30,60 % 33,82 %<br />
60,00 % 65,76 % 65,12 % 69,21 % 69,01 % 5,76 % 5,12 % 9,21 % 9,01 % 60,00 % 95,00 % 80,15 % 35,00 % 20,15 % 60,00 % 88,34 % 90,33 % 28,34 % 30,33 %<br />
70,00 % 76,13 % 75,37 % 80,41 % 78,12 % 6,13 % 5,37 % 10,41 % 8,12 % 70,00 % 97,47 % 88,70 % 27,47 % 18,70 % 70,00 % 94,10 % 95,47 % 24,10 % 25,47 %<br />
80,00 % 85,92 % 84,76 % 87,36 % 87,31 % 5,92 % 4,76 % 7,36 % 7,31 % 80,00 % 99,37 % 91,91 % 19,37 % 11,91 % 80,00 % 97,12 % 97,87 % 17,12 % 17,87 %<br />
90,00 % 93,78 % 92,85 % 95,29 % 94,84 % 3,78 % 2,85 % 5,29 % 4,84 % 90,00 % 99,97 % 98,12 % 9,97 % 8,12 % 90,00 % 98,95 % 99,24 % 8,95 % 9,24 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
6 6 6<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig C M Y K C M Y K orig C K C K orig C K C K<br />
10,00 % 8,08 % 9,78 % 9,37 % 7,61 % -1,92 % -0,22 % -0,63 % -2,39 % 10,00 % 34,12 % 2,33 % 24,12 % -7,67 % 10,00 % 14,61 % 18,06 % 4,61 % 8,06 %<br />
20,00 % 21,26 % 21,61 % 20,92 % 18,16 % 1,26 % 1,61 % 0,92 % -1,84 % 20,00 % 53,39 % 31,21 % 33,39 % 11,21 % 20,00 % 32,64 % 34,71 % 12,64 % 14,71 %<br />
30,00 % 31,29 % 30,95 % 32,30 % 28,19 % 1,29 % 0,95 % 2,30 % -1,81 % 30,00 % 68,49 % 53,12 % 38,49 % 23,12 % 30,00 % 46,90 % 53,28 % 16,90 % 23,28 %<br />
40,00 % 39,51 % 40,06 % 45,55 % 38,47 % -0,49 % 0,06 % 5,55 % -1,53 % 40,00 % 81,78 % 65,68 % 41,78 % 25,68 % 40,00 % 66,47 % 70,98 % 26,47 % 30,98 %<br />
50,00 % 53,83 % 54,89 % 58,91 % 50,88 % 3,83 % 4,89 % 8,91 % 0,88 % 50,00 % 89,86 % 72,81 % 39,86 % 22,81 % 50,00 % 79,62 % 85,50 % 29,62 % 35,50 %<br />
60,00 % 66,33 % 66,46 % 69,24 % 65,87 % 6,33 % 6,46 % 9,24 % 5,87 % 60,00 % 94,74 % 80,85 % 34,74 % 20,85 % 60,00 % 88,55 % 91,17 % 28,55 % 31,17 %<br />
70,00 % 76,73 % 76,47 % 81,50 % 74,98 % 6,73 % 6,47 % 11,50 % 4,98 % 70,00 % 97,41 % 88,71 % 27,41 % 18,71 % 70,00 % 94,59 % 95,54 % 24,59 % 25,54 %<br />
80,00 % 86,03 % 85,41 % 87,79 % 85,35 % 6,03 % 5,41 % 7,79 % 5,35 % 80,00 % 99,45 % 91,85 % 19,45 % 11,85 % 80,00 % 97,69 % 97,90 % 17,69 % 17,90 %<br />
90,00 % 94,02 % 93,40 % 95,95 % 93,89 % 4,02 % 3,40 % 5,95 % 3,89 % 90,00 % 99,93 % 98,25 % 9,93 % 8,25 % 90,00 % 99,25 % 99,18 % 9,25 % 9,18 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
7 7 7<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K C K C K C K C K<br />
10,00 % 12,62 % 13,04 % 14,27 % 14,61 % 2,62 % 3,04 % 4,27 % 4,61 % 10,00 % 26,59 % 3,72 % 16,59 % -6,28 % 10,00 % 15,18 % 18,63 % 5,18 % 8,63 %<br />
20,00 % 25,91 % 25,18 % 27,64 % 25,38 % 5,91 % 5,18 % 7,64 % 5,38 % 20,00 % 46,05 % 22,99 % 26,05 % 2,99 % 20,00 % 31,11 % 33,22 % 11,11 % 13,22 %<br />
30,00 % 35,07 % 35,07 % 38,12 % 33,89 % 5,07 % 5,07 % 8,12 % 3,89 % 30,00 % 64,96 % 44,17 % 34,96 % 14,17 % 30,00 % 45,43 % 49,48 % 15,43 % 19,48 %<br />
40,00 % 44,29 % 42,88 % 50,97 % 45,89 % 4,29 % 2,88 % 10,97 % 5,89 % 40,00 % 78,48 % 58,73 % 38,48 % 18,73 % 40,00 % 63,75 % 66,36 % 23,75 % 26,36 %<br />
50,00 % 56,19 % 55,51 % 62,10 % 57,13 % 6,19 % 5,51 % 12,10 % 7,13 % 50,00 % 87,74 % 66,64 % 37,74 % 16,64 % 50,00 % 75,90 % 80,55 % 25,90 % 30,55 %<br />
60,00 % 67,97 % 67,11 % 70,43 % 70,57 % 7,97 % 7,11 % 10,43 % 10,57 % 60,00 % 93,52 % 77,89 % 33,52 % 17,89 % 60,00 % 85,38 % 88,19 % 25,38 % 28,19 %<br />
70,00 % 77,99 % 76,35 % 80,92 % 79,24 % 7,99 % 6,35 % 10,92 % 9,24 % 70,00 % 96,67 % 86,10 % 26,67 % 16,10 % 70,00 % 92,35 % 94,08 % 22,35 % 24,08 %<br />
80,00 % 86,68 % 85,74 % 87,92 % 87,96 % 6,68 % 5,74 % 7,92 % 7,96 % 80,00 % 99,27 % 90,12 % 19,27 % 10,12 % 80,00 % 95,44 % 96,35 % 15,44 % 16,35 %<br />
90,00 % 94,88 % 93,52 % 94,93 % 95,52 % 4,88 % 3,52 % 4,93 % 5,52 % 90,00 % 99,89 % 97,69 % 9,89 % 7,69 % 90,00 % 97,99 % 98,55 % 7,99 % 8,55 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
8 8 8<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 9,58 % 13,40 % 12,57 % 13,76 % -0,42 % 3,40 % 2,57 % 3,76 % 10,00 % 27,22 % 2,33 % 17,22 % -7,67 % 10,00 % 15,10 % 17,73 % 5,10 % 7,73 %<br />
20,00 % 23,26 % 24,34 % 26,16 % 24,24 % 3,26 % 4,34 % 6,16 % 4,24 % 20,00 % 48,23 % 24,02 % 28,23 % 4,02 % 20,00 % 31,91 % 34,21 % 11,91 % 14,21 %<br />
30,00 % 33,68 % 34,61 % 37,42 % 33,81 % 3,68 % 4,61 % 7,42 % 3,81 % 30,00 % 64,97 % 46,69 % 34,97 % 16,69 % 30,00 % 45,70 % 50,30 % 15,70 % 20,30 %<br />
40,00 % 43,03 % 42,70 % 50,36 % 45,52 % 3,03 % 2,70 % 10,36 % 5,52 % 40,00 % 79,16 % 61,50 % 39,16 % 21,50 % 40,00 % 61,98 % 66,66 % 21,98 % 26,66 %<br />
50,00 % 57,10 % 55,73 % 63,09 % 57,42 % 7,10 % 5,73 % 13,09 % 7,42 % 50,00 % 87,99 % 69,02 % 37,99 % 19,02 % 50,00 % 75,37 % 81,62 % 25,37 % 31,62 %<br />
60,00 % 68,42 % 67,18 % 71,48 % 71,59 % 8,42 % 7,18 % 11,48 % 11,59 % 60,00 % 93,57 % 78,69 % 33,57 % 18,69 % 60,00 % 84,99 % 86,85 % 24,99 % 26,85 %<br />
70,00 % 78,92 % 76,79 % 81,57 % 79,71 % 8,92 % 6,79 % 11,57 % 9,71 % 70,00 % 96,75 % 86,62 % 26,75 % 16,62 % 70,00 % 92,36 % 93,49 % 22,36 % 23,49 %<br />
80,00 % 87,49 % 85,56 % 87,34 % 88,52 % 7,49 % 5,56 % 7,34 % 8,52 % 80,00 % 99,24 % 90,51 % 19,24 % 10,51 % 80,00 % 96,64 % 97,32 % 16,64 % 17,32 %<br />
90,00 % 94,66 % 93,57 % 95,39 % 95,73 % 4,66 % 3,57 % 5,39 % 5,73 % 90,00 % 99,94 % 97,72 % 9,94 % 7,72 % 90,00 % 99,16 % 99,09 % 9,16 % 9,09 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %
9 9 9<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 7,82 % 7,85 % 10,04 % 7,34 % -2,18 % -2,15 % 0,04 % -2,66 % 10,00 % 10,00 % 15,08 % 17,35 % 5,08 % 7,35 %<br />
20,00 % 22,86 % 21,44 % 25,15 % 18,96 % 2,86 % 1,44 % 5,15 % -1,04 % 20,00 % 20,00 % 33,76 % 33,29 % 13,76 % 13,29 %<br />
30,00 % 32,32 % 31,79 % 37,22 % 28,15 % 2,32 % 1,79 % 7,22 % -1,85 % 30,00 % 30,00 % 45,64 % 49,84 % 15,64 % 19,84 %<br />
40,00 % 40,39 % 39,37 % 49,25 % 39,93 % 0,39 % -0,63 % 9,25 % -0,07 % 40,00 % 40,00 % 61,36 % 65,73 % 21,36 % 25,73 %<br />
50,00 % 55,48 % 54,12 % 62,51 % 52,28 % 5,48 % 4,12 % 12,51 % 2,28 % 50,00 % 50,00 % 75,75 % 81,64 % 25,75 % 31,64 %<br />
60,00 % 67,49 % 66,22 % 72,42 % 66,20 % 7,49 % 6,22 % 12,42 % 6,20 % 60,00 % 60,00 % 85,26 % 89,22 % 25,26 % 29,22 %<br />
70,00 % 78,34 % 76,57 % 83,00 % 75,82 % 8,34 % 6,57 % 13,00 % 5,82 % 70,00 % 70,00 % 90,62 % 94,75 % 20,62 % 24,75 %<br />
80,00 % 86,75 % 85,54 % 89,38 % 85,83 % 6,75 % 5,54 % 9,38 % 5,83 % 80,00 % 80,00 % 96,05 % 97,84 % 16,05 % 17,84 %<br />
90,00 % 94,00 % 92,87 % 96,04 % 93,96 % 4,00 % 2,87 % 6,04 % 3,96 % 90,00 % 90,00 % 98,19 % 99,27 % 8,19 % 9,27 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
10 10 10<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 1,85 % 8,91 % 11,85 % 6,30 % -8,15 % -1,09 % 1,85 % -3,70 % 10,00 % 27,67 % 4,17 % 17,67 % -5,83 % 10,00 % 17,00 % 17,69 % 7,00 % 7,69 %<br />
20,00 % 16,31 % 20,84 % 23,05 % 16,58 % -3,69 % 0,84 % 3,05 % -3,42 % 20,00 % 46,35 % 28,29 % 26,35 % 8,29 % 20,00 % 33,36 % 36,54 % 13,36 % 16,54 %<br />
30,00 % 26,98 % 30,57 % 33,47 % 27,11 % -3,02 % 0,57 % 3,47 % -2,89 % 30,00 % 62,50 % 45,99 % 32,50 % 15,99 % 30,00 % 47,52 % 52,90 % 17,52 % 22,90 %<br />
40,00 % 34,79 % 38,55 % 44,64 % 37,50 % -5,21 % -1,45 % 4,64 % -2,50 % 40,00 % 77,41 % 57,64 % 37,41 % 17,64 % 40,00 % 66,33 % 71,73 % 26,33 % 31,73 %<br />
50,00 % 47,54 % 51,23 % 56,72 % 47,67 % -2,46 % 1,23 % 6,72 % -2,33 % 50,00 % 87,25 % 65,04 % 37,25 % 15,04 % 50,00 % 80,13 % 85,45 % 30,13 % 35,45 %<br />
60,00 % 58,46 % 61,90 % 66,56 % 62,49 % -1,54 % 1,90 % 6,56 % 2,49 % 60,00 % 93,47 % 75,66 % 33,47 % 15,66 % 60,00 % 88,44 % 91,31 % 28,44 % 31,31 %<br />
70,00 % 72,57 % 74,17 % 81,26 % 74,43 % 2,57 % 4,17 % 11,26 % 4,43 % 70,00 % 96,81 % 84,49 % 26,81 % 14,49 % 70,00 % 93,79 % 95,23 % 23,79 % 25,23 %<br />
80,00 % 81,80 % 83,87 % 87,20 % 84,70 % 1,80 % 3,87 % 7,20 % 4,70 % 80,00 % 99,36 % 88,29 % 19,36 % 8,29 % 80,00 % 96,87 % 98,07 % 16,87 % 18,07 %<br />
90,00 % 90,47 % 91,90 % 95,23 % 92,82 % 0,47 % 1,90 % 5,23 % 2,82 % 90,00 % 99,86 % 97,18 % 9,86 % 7,18 % 90,00 % 98,46 % 99,29 % 8,46 % 9,29 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
11 11 11<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 10,62 % 12,25 % 12,67 % 13,01 % 0,62 % 2,25 % 2,67 % 3,01 % 10,00 % 28,33 % 4,16 % 18,33 % -5,84 % 10,00 % 13,00 % 17,69 % 3,00 % 7,69 %<br />
20,00 % 21,98 % 22,30 % 24,12 % 21,10 % 1,98 % 2,30 % 4,12 % 1,10 % 20,00 % 46,82 % 27,53 % 26,82 % 7,53 % 20,00 % 32,65 % 36,25 % 12,65 % 16,25 %<br />
30,00 % 30,95 % 31,85 % 34,09 % 29,11 % 0,95 % 1,85 % 4,09 % -0,89 % 30,00 % 62,62 % 45,35 % 32,62 % 15,35 % 30,00 % 47,89 % 52,23 % 17,89 % 22,23 %<br />
40,00 % 39,20 % 40,25 % 48,18 % 40,06 % -0,80 % 0,25 % 8,18 % 0,06 % 40,00 % 78,47 % 58,52 % 38,47 % 18,52 % 40,00 % 63,85 % 68,94 % 23,85 % 28,94 %<br />
50,00 % 53,13 % 53,25 % 60,83 % 51,88 % 3,13 % 3,25 % 10,83 % 1,88 % 50,00 % 88,00 % 65,06 % 38,00 % 15,06 % 50,00 % 78,83 % 83,04 % 28,83 % 33,04 %<br />
60,00 % 64,64 % 64,50 % 70,90 % 66,16 % 4,64 % 4,50 % 10,90 % 6,16 % 60,00 % 93,88 % 75,47 % 33,88 % 15,47 % 60,00 % 87,74 % 89,53 % 27,74 % 29,53 %<br />
70,00 % 75,99 % 74,27 % 82,76 % 75,82 % 5,99 % 4,27 % 12,76 % 5,82 % 70,00 % 96,85 % 83,78 % 26,85 % 13,78 % 70,00 % 93,31 % 94,66 % 23,31 % 24,66 %<br />
80,00 % 85,10 % 83,84 % 88,44 % 86,68 % 5,10 % 3,84 % 8,44 % 6,68 % 80,00 % 99,53 % 88,66 % 19,53 % 8,66 % 80,00 % 97,21 % 97,57 % 17,21 % 17,57 %<br />
90,00 % 93,68 % 92,49 % 96,23 % 94,77 % 3,68 % 2,49 % 6,23 % 4,77 % 90,00 % 99,90 % 97,18 % 9,90 % 7,18 % 90,00 % 98,96 % 99,34 % 8,96 % 9,34 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
12 12 12<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 10,60 % 11,01 % 12,27 % 10,13 % 0,60 % 1,01 % 2,27 % 0,13 % 10,00 % 10,00 % 15,39 % 16,13 % 5,39 % 6,13 %<br />
20,00 % 22,66 % 21,92 % 23,05 % 18,49 % 2,66 % 1,92 % 3,05 % -1,51 % 20,00 % 20,00 % 32,63 % 34,10 % 12,63 % 14,10 %<br />
30,00 % 31,21 % 31,19 % 32,84 % 26,76 % 1,21 % 1,19 % 2,84 % -3,24 % 30,00 % 30,00 % 48,84 % 52,39 % 18,84 % 22,39 %<br />
40,00 % 39,97 % 40,22 % 46,69 % 39,78 % -0,03 % 0,22 % 6,69 % -0,22 % 40,00 % 40,00 % 66,45 % 68,27 % 26,45 % 28,27 %<br />
50,00 % 54,34 % 54,09 % 60,08 % 51,43 % 4,34 % 4,09 % 10,08 % 1,43 % 50,00 % 50,00 % 80,45 % 83,50 % 30,45 % 33,50 %<br />
60,00 % 66,49 % 65,79 % 72,15 % 66,01 % 6,49 % 5,79 % 12,15 % 6,01 % 60,00 % 60,00 % 89,01 % 90,44 % 29,01 % 30,44 %<br />
70,00 % 77,21 % 76,25 % 83,19 % 75,94 % 7,21 % 6,25 % 13,19 % 5,94 % 70,00 % 70,00 % 94,64 % 95,55 % 24,64 % 25,55 %<br />
80,00 % 85,88 % 84,87 % 89,08 % 86,16 % 5,88 % 4,87 % 9,08 % 6,16 % 80,00 % 80,00 % 97,55 % 97,96 % 17,55 % 17,96 %<br />
90,00 % 94,08 % 93,46 % 96,67 % 94,52 % 4,08 % 3,46 % 6,67 % 4,52 % 90,00 % 90,00 % 99,03 % 99,21 % 9,03 % 9,21 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
13 13 13<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 2,32 % 7,22 % 12,33 % 6,32 % -7,68 % -2,78 % 2,33 % -3,68 % 10,00 % 28,29 % 4,62 % 18,29 % -5,38 % 10,00 % 16,95 % 17,69 % 6,95 % 7,69 %<br />
20,00 % 17,34 % 21,66 % 24,96 % 18,19 % -2,66 % 1,66 % 4,96 % -1,81 % 20,00 % 45,46 % 24,07 % 25,46 % 4,07 % 20,00 % 33,27 % 36,82 % 13,27 % 16,82 %<br />
30,00 % 28,43 % 31,67 % 36,42 % 27,23 % -1,57 % 1,67 % 6,42 % -2,77 % 30,00 % 62,54 % 44,40 % 32,54 % 14,40 % 30,00 % 47,89 % 51,54 % 17,89 % 21,54 %<br />
40,00 % 37,32 % 41,27 % 48,68 % 38,54 % -2,68 % 1,27 % 8,68 % -1,46 % 40,00 % 76,52 % 57,23 % 36,52 % 17,23 % 40,00 % 66,31 % 70,76 % 26,31 % 30,76 %<br />
50,00 % 51,08 % 54,57 % 61,72 % 49,81 % 1,08 % 4,57 % 11,72 % -0,19 % 50,00 % 86,17 % 64,70 % 36,17 % 14,70 % 50,00 % 80,76 % 84,56 % 30,76 % 34,56 %<br />
60,00 % 62,45 % 65,46 % 71,57 % 64,16 % 2,45 % 5,46 % 11,57 % 4,16 % 60,00 % 92,77 % 75,29 % 32,77 % 15,29 % 60,00 % 88,77 % 90,28 % 28,77 % 30,28 %<br />
70,00 % 72,93 % 75,33 % 82,32 % 73,44 % 2,93 % 5,33 % 12,32 % 3,44 % 70,00 % 96,33 % 83,73 % 26,33 % 13,73 % 70,00 % 93,84 % 95,49 % 23,84 % 25,49 %<br />
80,00 % 82,41 % 84,28 % 87,92 % 83,83 % 2,41 % 4,28 % 7,92 % 3,83 % 80,00 % 99,15 % 88,24 % 19,15 % 8,24 % 80,00 % 97,22 % 98,07 % 17,22 % 18,07 %<br />
90,00 % 91,10 % 92,13 % 95,55 % 92,28 % 1,10 % 2,13 % 5,55 % 2,28 % 90,00 % 99,84 % 96,95 % 9,84 % 6,95 % 90,00 % 98,81 % 99,20 % 8,81 % 9,20 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
14 14 14<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 10,66 % 13,11 % 12,72 % 13,85 % 0,66 % 3,11 % 2,72 % 3,85 % 10,00 % 29,59 % 5,07 % 19,59 % -4,93 % 10,00 % 19,60 % 16,90 % 9,60 % 6,90 %<br />
20,00 % 23,15 % 23,09 % 24,21 % 24,41 % 3,15 % 3,09 % 4,21 % 4,41 % 20,00 % 48,20 % 26,53 % 28,20 % 6,53 % 20,00 % 33,87 % 36,49 % 13,87 % 16,49 %<br />
30,00 % 31,71 % 32,27 % 34,53 % 31,48 % 1,71 % 2,27 % 4,53 % 1,48 % 30,00 % 64,75 % 46,45 % 34,75 % 16,45 % 30,00 % 48,35 % 52,15 % 18,35 % 22,15 %<br />
40,00 % 40,47 % 40,65 % 47,61 % 42,66 % 0,47 % 0,65 % 7,61 % 2,66 % 40,00 % 77,78 % 58,80 % 37,78 % 18,80 % 40,00 % 66,12 % 71,35 % 26,12 % 31,35 %<br />
50,00 % 54,20 % 54,28 % 60,30 % 53,82 % 4,20 % 4,28 % 10,30 % 3,82 % 50,00 % 87,17 % 66,16 % 37,17 % 16,16 % 50,00 % 78,49 % 84,97 % 28,49 % 34,97 %<br />
60,00 % 65,87 % 65,53 % 70,02 % 67,48 % 5,87 % 5,53 % 10,02 % 7,48 % 60,00 % 93,29 % 76,18 % 33,29 % 16,18 % 60,00 % 89,06 % 91,34 % 29,06 % 31,34 %<br />
70,00 % 76,26 % 74,86 % 80,88 % 76,75 % 6,26 % 4,86 % 10,88 % 6,75 % 70,00 % 96,57 % 84,47 % 26,57 % 14,47 % 70,00 % 93,70 % 96,11 % 23,70 % 26,11 %<br />
80,00 % 85,70 % 84,00 % 86,77 % 86,43 % 5,70 % 4,00 % 6,77 % 6,43 % 80,00 % 99,27 % 88,58 % 19,27 % 8,58 % 80,00 % 97,28 % 98,32 % 17,28 % 18,32 %<br />
90,00 % 93,86 % 92,48 % 95,00 % 94,49 % 3,86 % 2,48 % 5,00 % 4,49 % 90,00 % 99,93 % 97,16 % 9,93 % 7,16 % 90,00 % 99,03 % 99,26 % 9,03 % 9,26 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
15 15 15<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 8,95 % 9,38 % 11,07 % 8,92 % -1,05 % -0,62 % 1,07 % -1,08 % 10,00 % 10,00 % 15,40 % 19,18 % 5,40 % 9,18 %<br />
20,00 % 21,66 % 20,93 % 22,78 % 18,97 % 1,66 % 0,93 % 2,78 % -1,03 % 20,00 % 20,00 % 34,21 % 35,30 % 14,21 % 15,30 %<br />
30,00 % 30,37 % 30,06 % 32,02 % 27,60 % 0,37 % 0,06 % 2,02 % -2,40 % 30,00 % 30,00 % 49,35 % 52,82 % 19,35 % 22,82 %<br />
40,00 % 39,28 % 39,02 % 45,09 % 39,72 % -0,72 % -0,98 % 5,09 % -0,28 % 40,00 % 40,00 % 66,97 % 70,40 % 26,97 % 30,40 %<br />
50,00 % 53,25 % 52,61 % 58,58 % 51,03 % 3,25 % 2,61 % 8,58 % 1,03 % 50,00 % 50,00 % 80,04 % 84,61 % 30,04 % 34,61 %<br />
60,00 % 64,78 % 64,14 % 69,47 % 65,57 % 4,78 % 4,14 % 9,47 % 5,57 % 60,00 % 60,00 % 89,30 % 90,55 % 29,30 % 30,55 %<br />
70,00 % 76,04 % 74,13 % 80,74 % 74,83 % 6,04 % 4,13 % 10,74 % 4,83 % 70,00 % 70,00 % 94,22 % 95,97 % 24,22 % 25,97 %<br />
80,00 % 84,99 % 83,84 % 88,15 % 85,45 % 4,99 % 3,84 % 8,15 % 5,45 % 80,00 % 80,00 % 97,28 % 98,19 % 17,28 % 18,19 %<br />
90,00 % 93,33 % 92,49 % 95,85 % 93,61 % 3,33 % 2,49 % 5,85 % 3,61 % 90,00 % 90,00 % 99,02 % 99,21 % 9,02 % 9,21 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
16 16 16<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 2,82 % 10,37 % 11,29 % 7,32 % -7,18 % 0,37 % 1,29 % -2,68 % 10,00 % 25,60 % 4,17 % 15,60 % -5,83 % 10,00 % 18,24 % 14,64 % 8,24 % 4,64 %<br />
20,00 % 16,99 % 21,60 % 23,60 % 19,28 % -3,01 % 1,60 % 3,60 % -0,72 % 20,00 % 44,84 % 21,87 % 24,84 % 1,87 % 20,00 % 32,89 % 28,17 % 12,89 % 8,17 %<br />
30,00 % 28,49 % 31,13 % 33,64 % 27,34 % -1,51 % 1,13 % 3,64 % -2,66 % 30,00 % 62,22 % 42,22 % 32,22 % 12,22 % 30,00 % 49,22 % 46,52 % 19,22 % 16,52 %<br />
40,00 % 36,32 % 39,56 % 45,18 % 38,31 % -3,68 % -0,44 % 5,18 % -1,69 % 40,00 % 75,95 % 56,18 % 35,95 % 16,18 % 40,00 % 65,00 % 62,96 % 25,00 % 22,96 %<br />
50,00 % 48,87 % 52,64 % 58,93 % 48,69 % -1,13 % 2,64 % 8,93 % -1,31 % 50,00 % 85,95 % 63,65 % 35,95 % 13,65 % 50,00 % 80,32 % 81,04 % 30,32 % 31,04 %<br />
60,00 % 59,88 % 63,77 % 68,17 % 62,56 % -0,12 % 3,77 % 8,17 % 2,56 % 60,00 % 92,94 % 74,41 % 32,94 % 14,41 % 60,00 % 89,10 % 89,78 % 29,10 % 29,78 %<br />
70,00 % 71,72 % 73,69 % 79,94 % 72,60 % 1,72 % 3,69 % 9,94 % 2,60 % 70,00 % 96,31 % 84,34 % 26,31 % 14,34 % 70,00 % 91,88 % 92,88 % 21,88 % 22,88 %<br />
80,00 % 81,68 % 83,06 % 85,79 % 83,19 % 1,68 % 3,06 % 5,79 % 3,19 % 80,00 % 99,06 % 89,03 % 19,06 % 9,03 % 80,00 % 96,15 % 97,01 % 16,15 % 17,01 %<br />
90,00 % 90,54 % 91,81 % 94,71 % 91,86 % 0,54 % 1,81 % 4,71 % 1,86 % 90,00 % 99,91 % 97,07 % 9,91 % 7,07 % 90,00 % 98,75 % 99,10 % 8,75 % 9,10 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
LIITE 4A Pisteenleviäminen
17 17 17<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 4,70 % 12,98 % 13,41 % 9,55 % -5,30 % 2,98 % 3,41 % -0,45 % 10,00 % 25,56 % 2,33 % 15,56 % -7,67 % 10,00 % 17,80 % 14,23 % 7,80 % 4,23 %<br />
20,00 % 20,70 % 25,79 % 28,29 % 21,30 % 0,70 % 5,79 % 8,29 % 1,30 % 20,00 % 43,97 % 23,31 % 23,97 % 3,31 % 20,00 % 31,52 % 28,82 % 11,52 % 8,82 %<br />
30,00 % 31,50 % 35,86 % 38,35 % 31,26 % 1,50 % 5,86 % 8,35 % 1,26 % 30,00 % 62,51 % 46,20 % 32,51 % 16,20 % 30,00 % 46,11 % 44,18 % 16,11 % 14,18 %<br />
40,00 % 40,91 % 44,08 % 50,37 % 41,16 % 0,91 % 4,08 % 10,37 % 1,16 % 40,00 % 77,88 % 59,21 % 37,88 % 19,21 % 40,00 % 63,97 % 61,67 % 23,97 % 21,67 %<br />
50,00 % 53,73 % 57,02 % 62,55 % 52,38 % 3,73 % 7,02 % 12,55 % 2,38 % 50,00 % 87,34 % 68,29 % 37,34 % 18,29 % 50,00 % 77,18 % 81,17 % 27,18 % 31,17 %<br />
60,00 % 65,07 % 67,66 % 71,95 % 65,80 % 5,07 % 7,66 % 11,95 % 5,80 % 60,00 % 93,22 % 77,73 % 33,22 % 17,73 % 60,00 % 86,47 % 89,52 % 26,47 % 29,52 %<br />
70,00 % 75,90 % 77,26 % 82,10 % 75,18 % 5,90 % 7,26 % 12,10 % 5,18 % 70,00 % 96,51 % 86,90 % 26,51 % 16,90 % 70,00 % 91,53 % 94,49 % 21,53 % 24,49 %<br />
80,00 % 84,59 % 85,27 % 87,45 % 84,73 % 4,59 % 5,27 % 7,45 % 4,73 % 80,00 % 99,35 % 90,46 % 19,35 % 10,46 % 80,00 % 96,07 % 97,63 % 16,07 % 17,63 %<br />
90,00 % 92,13 % 92,80 % 94,78 % 93,07 % 2,13 % 2,80 % 4,78 % 3,07 % 90,00 % 99,96 % 97,72 % 9,96 % 7,72 % 90,00 % 98,15 % 99,05 % 8,15 % 9,05 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
18 18 18<br />
Pisteprosentti<br />
Pisteenleviäminen<br />
Pisteprosentti Pisteenleviäminen Pisteprosentti Pisteenleviäminen<br />
orig. C M Y K C M Y K orig. C K C K orig. C K C K<br />
10,00 % 2,85 % 4,70 % 9,75 % 6,93 % -7,15 % -5,30 % -0,25 % -3,07 % 10,00 % 25,20 % 0,94 % 15,20 % -9,06 % 10,00 % 14,54 % 13,15 % 4,54 % 3,15 %<br />
20,00 % 20,33 % 21,46 % 25,16 % 21,36 % 0,33 % 1,46 % 5,16 % 1,36 % 20,00 % 45,56 % 21,15 % 25,56 % 1,15 % 20,00 % 28,77 % 27,05 % 8,77 % 7,05 %<br />
30,00 % 32,53 % 33,48 % 36,21 % 29,99 % 2,53 % 3,48 % 6,21 % -0,01 % 30,00 % 64,31 % 44,20 % 34,31 % 14,20 % 30,00 % 42,97 % 48,17 % 12,97 % 18,17 %<br />
40,00 % 41,52 % 42,90 % 48,17 % 41,27 % 1,52 % 2,90 % 8,17 % 1,27 % 40,00 % 78,66 % 58,35 % 38,66 % 18,35 % 40,00 % 63,38 % 68,91 % 23,38 % 28,91 %<br />
50,00 % 53,07 % 55,99 % 61,47 % 52,98 % 3,07 % 5,99 % 11,47 % 2,98 % 50,00 % 88,29 % 67,00 % 38,29 % 17,00 % 50,00 % 78,74 % 79,38 % 28,74 % 29,38 %<br />
60,00 % 64,20 % 67,33 % 70,09 % 66,66 % 4,20 % 7,33 % 10,09 % 6,66 % 60,00 % 93,84 % 78,38 % 33,84 % 18,38 % 60,00 % 83,94 % 85,95 % 23,94 % 25,95 %<br />
70,00 % 75,03 % 77,03 % 80,97 % 75,63 % 5,03 % 7,03 % 10,97 % 5,63 % 70,00 % 96,69 % 87,04 % 26,69 % 17,04 % 70,00 % 93,91 % 90,13 % 23,91 % 20,13 %<br />
80,00 % 83,92 % 85,58 % 86,95 % 84,94 % 3,92 % 5,58 % 6,95 % 4,94 % 80,00 % 99,24 % 91,34 % 19,24 % 11,34 % 80,00 % 96,27 % 94,47 % 16,27 % 14,47 %<br />
90,00 % 92,09 % 93,01 % 94,74 % 93,12 % 2,09 % 3,01 % 4,74 % 3,12 % 90,00 % 99,95 % 97,99 % 9,95 % 7,99 % 90,00 % 99,06 % 97,75 % 9,06 % 7,75 %<br />
100,00 % 100,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 % 100,00 % 100,00 % 100,00 % 0,00 % 0,00 %<br />
LIITE 4A Pisteenleviäminen
LIITE 4B Suhteelliset densiteetit<br />
HP INDIGO<br />
Näyte<br />
1 2 3 4<br />
5 6 7 8<br />
9 10 11<br />
pp (%) K C K C K C K C K C K C K C K C K C K C K C<br />
10 0,062 0,050 0,046 0,038 0,054 0,038 0,048 0,044 0,064 0,042 0,034 0,036 0,066 0,056 0,062 0,042 0,032 0,034 0,028 0,008 0,060 0,048<br />
20 0,126 0,130 0,114 0,114 0,116 0,110 0,104 0,116 0,118 0,112 0,086 0,102 0,122 0,124 0,116 0,110 0,088 0,108 0,078 0,076 0,102 0,106<br />
30 0,180 0,188 0,160 0,172 0,154 0,164 0,156 0,168 0,164 0,166 0,142 0,160 0,172 0,178 0,172 0,170 0,138 0,162 0,136 0,134 0,148 0,158<br />
40 0,256 0,244 0,240 0,234 0,236 0,224 0,232 0,230 0,242 0,222 0,208 0,214 0,254 0,240 0,252 0,232 0,212 0,214 0,202 0,182 0,220 0,212<br />
50 0,358 0,360 0,340 0,348 0,336 0,334 0,334 0,346 0,338 0,326 0,304 0,328 0,348 0,336 0,352 0,346 0,306 0,332 0,278 0,274 0,314 0,322<br />
60 0,514 0,476 0,490 0,472 0,488 0,456 0,486 0,488 0,500 0,452 0,458 0,460 0,496 0,458 0,512 0,466 0,444 0,456 0,420 0,372 0,464 0,440<br />
70 0,648 0,624 0,624 0,626 0,632 0,604 0,628 0,654 0,646 0,600 0,588 0,612 0,628 0,598 0,640 0,618 0,574 0,610 0,582 0,544 0,606 0,600<br />
80 0,838 0,806 0,824 0,804 0,862 0,818 0,876 0,852 0,870 0,810 0,808 0,816 0,820 0,772 0,842 0,800 0,770 0,784 0,796 0,710 0,854 0,792<br />
90 1,130 1,078 1,086 1,034 1,232 1,126 1,236 1,166 1,220 1,110 1,148 1,130 1,106 1,044 1,130 1,048 1,040 1,024 1,100 0,960 1,224 1,114<br />
100 1,522 1,436 1,492 1,410 2,116 1,826 2,086 1,882 2,040 1,784 1,972 1,818 1,454 1,384 1,484 1,418 1,484 1,434 2,086 1,800 2,106 1,836<br />
75 0,738 0,706 0,708 0,664 0,744 0,698 0,742 0,694 0,754 0,686 0,694 0,652 0,706 0,690 0,744 0,700 0,670 0,638 0,666 0,596 0,736 0,696<br />
Näyte<br />
12 13 14 15 16 17 18<br />
pp (%) K C K C K C K C K C K C K C<br />
10 0,046 0,048 0,028 0,010 0,064 0,048 0,040 0,040 0,032 0,012 0,042 0,020 0,030 0,012<br />
20 0,088 0,110 0,086 0,081 0,120 0,112 0,090 0,104 0,090 0,078 0,100 0,096 0,100 0,094<br />
30 0,134 0,160 0,136 0,142 0,162 0,162 0,138 0,154 0,134 0,140 0,156 0,156 0,148 0,162<br />
40 0,218 0,218 0,208 0,198 0,238 0,220 0,216 0,212 0,202 0,188 0,220 0,216 0,220 0,220<br />
50 0,310 0,334 0,294 0,302 0,330 0,330 0,304 0,322 0,278 0,278 0,306 0,314 0,310 0,308<br />
60 0,462 0,464 0,436 0,412 0,478 0,452 0,452 0,440 0,406 0,376 0,438 0,424 0,446 0,414<br />
70 0,608 0,624 0,561 0,546 0,618 0,600 0,582 0,598 0,530 0,514 0,562 0,564 0,566 0,550<br />
80 0,838 0,818 0,764 0,718 0,838 0,800 0,804 0,784 0,716 0,678 0,740 0,722 0,740 0,706<br />
90 1,206 1,148 1,052 0,974 1,184 1,106 1,116 1,084 0,966 0,906 0,994 0,930 0,986 0,926<br />
100 2,102 1,898 1,902 1,724 1,958 1,744 1,868 1,774 1,536 1,486 1,462 1,376 1,432 1,368<br />
75 0,716 0,676 0,648 0,614 0,730 0,702 0,676 0,658 0,610 0,570 0,640 0,610 0,638 0,608<br />
HP COLOR LASERJET<br />
Näyte<br />
1 2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
11<br />
pp (%) K C K C K C K C K C K C K C K C K C K C K C<br />
10 0,010 0,154 0,010 0,152 0,014 0,164 0,010 0,176 0,010 0,174 0,010 0,176 0,016 0,130 0,010 0,134 0,018 0,136 0,018 0,140<br />
20 0,130 0,290 0,134 0,306 0,162 0,304 0,154 0,326 0,160 0,320 0,158 0,320 0,110 0,258 0,116 0,276 0,140 0,260 0,136 0,264<br />
30 0,302 0,452 0,318 0,474 0,314 0,462 0,330 0,486 0,310 0,472 0,318 0,480 0,244 0,434 0,264 0,436 0,258 0,406 0,254 0,408<br />
40 0,436 0,662 0,466 0,678 0,428 0,678 0,462 0,698 0,428 0,680 0,446 0,696 0,368 0,626 0,398 0,642 0,358 0,606 0,368 0,626<br />
50 0,536 0,872 0,584 0,884 0,520 0,898 0,558 0,918 0,512 0,890 0,540 0,912 0,454 0,834 0,486 0,848 0,436 0,818 0,438 0,842<br />
60 0,690 1,086 0,740 1,098 0,680 1,106 0,708 1,140 0,660 1,104 0,678 1,126 0,616 1,044 0,634 1,058 0,580 1,038 0,580 1,062<br />
70 0,876 1,258 0,942 1,292 0,870 1,288 0,918 1,322 0,868 1,262 0,876 1,312 0,790 1,224 0,810 1,248 0,752 1,228 0,740 1,238<br />
80 0,996 1,490 1,090 1,516 1,014 1,484 1,038 1,544 0,982 1,440 0,990 1,540 0,910 1,464 0,932 1,492 0,854 1,464 0,872 1,498<br />
90 1,366 1,578 1,470 1,628 1,368 1,520 1,420 1,610 1,360 1,516 1,400 1,618 1,306 1,548 1,332 1,596 1,272 1,530 1,292 1,550<br />
100 1,626 1,596 1,700 1,642 1,592 1,544 1,638 1,628 1,596 1,520 1,644 1,630 1,570 1,564 1,614 1,606 1,586 1,550 1,628 1,566<br />
75 0,932 1,360 1,000 1,364 0,936 1,380 0,966 1,412 0,914 1,364 0,932 1,410 0,840 1,328 0,862 1,362 0,802 1,346 0,798 1,370<br />
Näyte<br />
12<br />
13<br />
14<br />
15<br />
16<br />
17<br />
18<br />
pp (%) K C K C K C K C K C K C K C<br />
10 0,020 0,140 0,022 0,148 0,018 0,124 0,010 0,124 0,004 0,122<br />
20 0,116 0,254 0,130 0,276 0,104 0,248 0,112 0,242 0,100 0,254<br />
30 0,246 0,408 0,262 0,434 0,230 0,402 0,260 0,406 0,244 0,426<br />
40 0,354 0,594 0,370 0,618 0,344 0,580 0,374 0,614 0,364 0,628<br />
50 0,432 0,794 0,450 0,826 0,420 0,780 0,476 0,820 0,458 0,848<br />
60 0,574 1,016 0,590 1,048 0,560 1,008 0,616 1,026 0,624 1,056<br />
70 0,734 1,210 0,754 1,240 0,748 1,184 0,816 1,206 0,814 1,220<br />
80 0,852 1,466 0,866 1,506 0,876 1,412 0,928 1,460 0,952 1,450<br />
90 1,254 1,560 1,280 1,606 1,262 1,516 1,326 1,542 1,328 1,544<br />
100 1,584 1,586 1,606 1,618 1,582 1,528 1,602 1,548 1,562 1,552<br />
75 0,778 1,312 0,800 1,358 0,780 1,280 0,854 1,326 0,846 1,320<br />
XEROX<br />
Näyte<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
11<br />
pp (%) K C K C K C K C K C K C K C K C K C K C K C<br />
10 0,074 0,064 0,070 0,064 0,066 0,054 0,076 0,082 0,080 0,082 0,086 0,068 0,088 0,070 0,084 0,070 0,082 0,070 0,084 0,080 0,084 0,060<br />
20 0,174 0,154 0,162 0,160 0,186 0,154 0,186 0,182 0,182 0,182 0,184 0,170 0,172 0,158 0,180 0,164 0,174 0,176 0,196 0,174 0,194 0,170<br />
30 0,294 0,260 0,296 0,242 0,330 0,270 0,332 0,284 0,320 0,280 0,328 0,272 0,290 0,256 0,300 0,260 0,296 0,260 0,324 0,276 0,318 0,280<br />
40 0,478 0,396 0,486 0,418 0,550 0,460 0,548 0,460 0,514 0,468 0,532 0,468 0,460 0,426 0,470 0,410 0,458 0,404 0,542 0,464 0,502 0,436<br />
50 0,682 0,570 0,732 0,592 0,834 0,680 0,848 0,666 0,776 0,696 0,826 0,678 0,684 0,592 0,720 0,590 0,720 0,598 0,822 0,684 0,758 0,662<br />
60 0,842 0,748 0,930 0,808 1,092 0,928 1,046 0,950 0,988 0,904 1,032 0,916 0,880 0,788 0,858 0,790 0,938 0,800 1,034 0,904 0,958 0,888<br />
70 1,134 0,974 1,190 1,028 1,374 1,198 1,336 1,222 1,286 1,170 1,306 1,212 1,132 1,024 1,138 1,048 1,218 0,976 1,272 1,144 1,228 1,130<br />
80 1,428 1,218 1,428 1,316 1,628 1,460 1,614 1,506 1,554 1,424 1,586 1,514 1,288 1,192 1,458 1,324 1,524 1,284 1,598 1,384 1,520 1,450<br />
90 1,680 1,396 1,690 1,538 1,890 1,714 1,876 1,788 1,842 1,708 1,878 1,820 1,526 1,406 1,764 1,648 1,804 1,510 1,880 1,592 1,898 1,742<br />
100 2,058 1,916 2,054 1,832 2,272 2,164 2,278 2,070 2,168 2,038 2,298 2,114 1,808 1,708 2,084 1,846 2,070 1,884 2,216 1,986 2,218 2,110<br />
75 1,250 1,082 1,296 1,192 1,452 1,358 1,432 1,326 1,388 1,304 1,438 1,320 1,204 1,090 1,304 1,114 1,394 1,126 1,394 1,270 1,348 1,278<br />
Näyte<br />
12<br />
13<br />
14<br />
15<br />
16<br />
17<br />
18<br />
pp (%) K C K C K C K C K C K C K C<br />
10 0,076 0,072 0,084 0,080 0,080 0,094 0,092 0,072 0,068 0,086 0,066 0,084 0,060 0,066<br />
20 0,180 0,170 0,198 0,174 0,196 0,178 0,188 0,180 0,142 0,170 0,146 0,162 0,134 0,142<br />
30 0,320 0,288 0,312 0,280 0,318 0,284 0,324 0,292 0,268 0,288 0,250 0,264 0,278 0,234<br />
40 0,494 0,468 0,528 0,466 0,538 0,464 0,524 0,474 0,424 0,444 0,410 0,434 0,490 0,414<br />
50 0,772 0,696 0,798 0,702 0,812 0,656 0,802 0,686 0,704 0,680 0,708 0,624 0,656 0,626<br />
60 1,000 0,934 0,990 0,924 1,042 0,936 1,006 0,942 0,954 0,912 0,946 0,836 0,806 0,730<br />
70 1,308 1,218 1,296 1,162 1,364 1,156 1,350 1,184 1,094 1,022 1,194 1,018 0,938 1,048<br />
80 1,598 1,500 1,604 1,452 1,672 1,466 1,646 1,454 1,402 1,276 1,484 1,292 1,138 1,176<br />
90 1,894 1,770 1,864 1,710 1,924 1,772 1,906 1,748 1,722 1,562 1,726 1,516 1,392 1,402<br />
100 2,310 2,134 2,242 2,112 2,342 2,140 2,342 2,090 1,998 1,822 2,028 1,912 1,734 1,516<br />
75 1,466 1,342 1,400 1,306 1,458 1,302 1,514 1,328 1,258 1,102 1,340 1,150 1,032 1,072
LIITE 5 Painojäljen kiillot ja kiiltokontrastit<br />
KIILTO Taulukko 1<br />
HP INDIGO s2000<br />
HP COLOR LASERJET 5550dtn<br />
Näyte M K G Näyte K<br />
1 12,7 12,8 15,3 1 18,9<br />
2 10,2 10,7 13,1 2 23,4<br />
3 70,9 71,1 75,5 3 15,7<br />
4 66,9 67,5 72,7 4 17,7<br />
5 57,5 57,3 63,8 5 15,7<br />
6 52,5 54,0 60,4 6 18,6<br />
7 7,7 8,4 10,8 7 13,8<br />
8 11,3 11,9 14,4 8 17,6<br />
9 11,9 12,2 14,9 9<br />
10 73,1 75,4 83,0 10 12,4<br />
11 75,1 76,4 79,5 11 13,7<br />
12 71,6 73,1 81,1 12<br />
13 40,1 39,9 50,4 13 13,9<br />
14 42,8 42,8 51,1 14 16,3<br />
15 41,5 42,9 56,7 15<br />
16 17,5 18,3 22,4 16 12,9<br />
17 8,8 9,1 11,6 17 14,5<br />
18 6,1 6,6 8,8 18 11,9<br />
XEROX DocuColor 6060<br />
Näyte K<br />
1 55,8<br />
2 55,1<br />
3 74,8<br />
4 85,6<br />
5 70,5<br />
6 83,1<br />
7 41,0<br />
8 63,7<br />
9 60,0<br />
10 74,2<br />
11 81,1<br />
12 84,9<br />
13 75,7<br />
14 85,6<br />
15 85,8<br />
16 59,5<br />
17 56,4<br />
18 33,8<br />
KIILTOKONTRASTI Taulukko 2<br />
HP INDIGO s2000<br />
HP COLOR LASERJET 5550dtn<br />
Näyte M K G Näyte K<br />
1 2,2 2,3 4,8 1 8,4<br />
2 0,8 1,3 3,6 2 14,0<br />
3 1,4 1,6 6,0 3 -53,9<br />
4 -4,6 -4,0 1,3 4 -53,8<br />
5 12,1 11,9 18,4 5 -29,7<br />
6 5,2 6,6 13,0 6 -28,8<br />
7 0,4 1,0 3,5 7 6,5<br />
8 0,8 1,4 3,9 8 7,1<br />
9 0,7 1,0 3,7 9<br />
10 10,1 12,4 19,9 10 -50,6<br />
11 6,6 7,9 11,0 11 -54,8<br />
12 6,2 7,7 15,6 12<br />
13 18,5 18,3 28,9 13 -7,7<br />
14 18,0 18,1 26,3 14 -8,5<br />
15 17,3 18,7 32,5 15<br />
16 9,3 10,1 14,2 16 4,7<br />
17 4,0 4,2 6,7 17 9,6<br />
18 2,0 2,5 4,7 18 7,8<br />
XEROX DocuColor 6060<br />
Näyte K<br />
1 45,28<br />
2 45,67<br />
3 5,29<br />
4 14,10<br />
5 25,08<br />
6 35,70<br />
7 33,65<br />
8 53,15<br />
9 48,78<br />
10 11,11<br />
11 12,57<br />
12 19,45<br />
13 54,13<br />
14 60,77<br />
15 61,54<br />
16 51,33<br />
17 51,55<br />
18 29,65
LIITE 6 Painokoneiden väriavaruudet<br />
HP INDIGO s2000<br />
C M Y R G B K<br />
L* a* b* L* a* b* L* a* b* L* a* b* L* a* b* L* a* b* L* a* b*<br />
1 50,63 -30,68 -36,73 49,96 67,53 -5,57 89,84 -6,41 86,04 49,71 60,13 38,02 46,65 -50,09 22,52 26,64 17,70 -31,06 24,46 0,78 0,87<br />
2 49,11 -29,07 -34,71 49,72 66,48 -6,51 89,71 -6,35 84,64 48,98 58,89 36,90 44,96 -46,61 20,72 26,68 16,53 -28,28 25,50 0,85 0,88<br />
3 45,76 -34,09 -37,89 45,79 72,84 -0,31 89,60 -6,31 97,04 45,96 65,67 50,46 41,31 -58,22 27,34 16,24 23,84 -36,88 12,11 -0,47 -0,15<br />
4 44,76 -33,99 -36,90 45,99 72,85 -0,62 90,42 -6,31 98,40 46,04 65,50 50,70 40,20 -57,33 26,56 15,79 22,92 -36,11 13,01 -0,42 0,10<br />
5 45,72 -33,60 -37,49 45,90 72,51 0,28 89,52 -6,04 97,02 46,10 65,73 50,30 41,59 -57,31 27,38 16,60 23,89 -36,31 12,87 -0,27 0,15<br />
6 45,13 -33,54 -36,53 46,16 72,65 -0,17 90,26 -5,94 98,39 46,17 65,71 50,48 40,45 -56,59 26,80 16,26 22,90 -35,38 14,28 -0,16 0,35<br />
7 50,39 -28,82 -36,20 49,68 66,03 -5,53 88,41 -5,82 81,31 49,31 58,68 35,69 46,53 -47,38 20,59 27,68 16,79 -28,86 25,94 0,93 0,79<br />
8 49,26 -28,87 -35,50 49,13 66,87 -5,88 88,44 -5,51 83,07 48,81 59,32 36,89 45,51 -47,39 21,58 26,33 17,02 -28,70 24,46 0,87 0,72<br />
9 48,29 -28,18 -34,55 49,83 65,27 -7,02 88,25 -4,90 83,07 48,63 58,55 36,56 44,00 -45,68 20,35 26,27 16,14 -27,94 25,11 0,97 0,78<br />
10 47,05 -34,46 -38,26 46,51 73,30 -0,46 89,87 -6,09 98,07 46,25 66,42 51,28 42,01 -57,31 28,47 16,56 24,37 -37,30 13,30 -0,34 0,48<br />
11 45,92 -33,82 -36,87 46,35 73,17 -0,19 90,49 -5,99 96,91 46,32 66,25 50,36 41,42 -57,23 26,46 16,30 23,47 -36,40 13,04 -0,43 -0,22<br />
12 44,33 -33,58 -36,52 46,35 73,60 -0,11 91,38 -5,54 99,25 46,06 66,70 51,26 39,61 -56,72 26,33 15,54 22,52 -35,05 12,90 -0,28 0,27<br />
13 47,22 -34,01 -38,68 46,85 72,37 -0,17 89,89 -5,93 96,68 46,33 66,29 50,77 42,23 -59,10 27,37 17,02 23,48 -37,24 15,23 0,00 0,60<br />
14 46,08 -33,11 -37,08 46,60 72,51 0,21 90,31 -5,82 96,71 46,28 66,32 50,66 41,33 -56,90 26,78 16,57 23,56 -35,89 14,46 -0,05 0,36<br />
15 44,87 -32,31 -35,78 47,00 72,08 -0,44 91,06 -5,34 97,51 46,05 66,26 50,42 39,71 -55,83 25,91 16,14 22,08 -34,44 16,88 0,10 0,39<br />
16 49,09 -33,03 -33,40 48,43 67,44 1,84 88,07 -5,25 88,40 47,55 62,25 42,77 44,78 -51,78 24,90 23,39 17,96 -28,54 23,89 0,61 1,22<br />
17 51,77 -30,41 -36,42 50,28 66,66 -4,76 89,55 -6,75 84,21 49,73 59,78 37,50 47,62 -48,97 22,45 27,28 18,18 -30,42 26,69 0,81 0,92<br />
18 51,15 -32,27 -29,83 50,75 64,76 3,14 89,70 -4,90 86,04 50,49 58,60 37,37 47,64 -46,39 22,37 28,54 14,76 -24,21 27,63 0,81 1,91<br />
HP COLOR LASERJET 5550dtn<br />
C M Y R G B K<br />
L* a* b* L* a* b* L* a* b* L* a* b* L* a* b* L* a* b* L* a* b*<br />
1 50,85 -26,23 -54,31 49,51 74,56 -4,79 91,74 -12,02 76,54 50,66 66,44 30,83 50,55 -54,57 10,84 24,38 13,64 -36,12 20,99 0,25 -0,88<br />
2 50,61 -26,25 -55,10 49,07 75,11 -6,26 91,47 -12,06 76,02 50,08 66,94 30,63 50,67 -55,30 9,41 24,33 13,78 -38,30 20,02 0,32 -1,05<br />
3 51,59 -27,73 -51,56 50,17 72,17 -3,10 91,72 -11,76 76,41 51,62 63,57 32,31 50,47 -53,70 10,57 25,77 12,24 -34,22 23,46 0,11 -0,72<br />
4 50,17 -26,75 -53,36 49,79 73,99 -1,79 92,63 -11,85 77,45 50,73 66,59 32,57 50,23 -55,59 9,54 24,95 12,54 -35,24 21,83 0,10 -0,71<br />
5 50,96 -26,95 -52,28 50,13 72,39 -3,01 91,80 -11,61 76,29 51,47 64,03 31,88 50,40 -53,80 9,55 25,77 11,82 -34,01 23,11 0,11 -0,61<br />
6 49,92 -26,51 -53,62 49,78 73,83 -1,47 92,67 -11,67 78,47 50,98 66,31 32,98 50,17 -55,52 10,16 25,34 12,42 -34,73 22,31 0,13 -0,61<br />
7 50,07 -25,04 -53,51 49,29 73,23 -6,96 90,12 -10,81 67,42 50,15 65,67 24,66 51,18 -51,04 4,86 25,93 10,99 -38,67 22,08 0,44 -1,25<br />
8 49,48 -24,95 -54,41 49,27 74,33 -5,45 90,58 -10,47 67,12 50,13 67,21 25,23 51,05 -50,49 4,17 25,72 11,43 -38,60 21,36 0,27 -1,27<br />
10 51,97 -27,13 -51,59 50,69 72,70 -3,15 92,55 -11,45 68,81 51,57 65,37 27,56 51,70 -51,82 3,65 27,38 10,07 -24,54 23,81 0,14 -0,70<br />
11 52,61 -27,42 -51,60 50,82 73,42 -2,24 93,18 -11,27 69,45 52,05 65,57 28,84 51,84 -50,94 2,58 27,74 9,82 -37,65 23,34 0,12 -0,81<br />
13 50,32 -26,60 -52,84 50,28 73,33 -2,81 92,52 -11,34 68,84 51,15 66,24 27,17 51,45 -51,86 5,00 26,62 10,29 -37,57 23,28 0,16 -0,81<br />
14 50,62 -26,79 -53,01 50,58 73,81 -2,75 93,08 -11,17 69,67 51,43 66,71 28,19 51,74 -51,69 5,06 27,16 9,92 -37,58 23,22 0,17 -0,77<br />
16 49,16 -28,71 -48,69 49,02 72,26 -0,06 89,84 -10,46 69,34 49,88 64,99 29,28 51,07 -50,73 6,59 24,83 9,14 -36,10 22,22 0,08 -0,51<br />
17 50,49 -26,49 -52,95 49,54 73,73 -6,17 91,35 -12,07 71,81 50,23 66,17 26,50 51,54 -53,17 7,89 24,98 11,16 -39,01 21,44 0,28 -0,88<br />
18 48,80 -28,18 -47,65 49,64 72,25 2,59 91,22 -10,18 75,15 50,93 65,07 30,57 51,13 -50,67 7,57 25,77 8,51 -34,27 22,47 0,09 0,29<br />
XEROX DocuColor 6060<br />
C M Y R G B K<br />
L* a* b* L* a* b* L* a* b* L* a* b* L* a* b* L* a* b* L* a* b*<br />
1 46,82 -26,59 -57,79 44,29 73,43 -7,81 88,20 -6,17 82,23 43,98 66,45 42,87 41,63 -62,01 12,73 18,32 22,93 -43,25 12,16 0,76 0,70<br />
2 47,77 -26,75 -57,10 43,76 73,00 -7,62 87,77 -5,95 84,21 43,66 65,66 42,13 42,77 -61,02 14,79 18,63 23,05 -41,03 12,33 0,69 0,49<br />
3 46,91 -31,16 -56,77 42,44 75,33 -5,14 87,67 -6,17 92,49 42,77 67,78 47,81 42,24 -65,87 19,19 16,42 25,36 -42,34 9,02 0,65 0,65<br />
4 48,74 -32,18 -56,07 42,86 75,41 -4,22 88,61 -6,16 93,51 43,03 68,30 46,81 44,75 -63,48 21,39 16,05 28,08 -43,21 9,15 0,62 0,64<br />
5 47,27 -30,02 -56,26 43,11 74,35 -5,02 87,93 -5,88 90,87 43,75 66,34 45,36 43,18 -61,62 17,67 18,35 23,75 -40,72 10,86 0,61 0,59<br />
6 47,95 -31,35 -56,69 42,33 76,03 -3,21 88,68 -5,99 91,47 42,56 68,85 46,48 43,60 -64,63 18,36 15,16 27,65 -42,12 8,89 0,64 0,71<br />
7 47,89 -24,63 -55,86 44,00 71,47 -8,07 86,45 -5,12 81,31 44,08 63,67 41,03 41,99 -56,09 14,73 20,86 20,31 -39,11 16,94 0,75 0,14<br />
8 47,75 -26,81 -56,45 43,42 73,30 -8,18 86,33 -4,77 85,01 43,19 66,25 44,38 42,31 -61,73 17,87 17,49 24,83 -42,74 11,87 0,92 0,59<br />
9 46,30 -25,64 -57,06 42,68 73,83 -6,19 86,09 -4,31 84,47 42,21 67,22 44,39 40,42 -63,23 16,41 15,95 24,88 -41,55 11,84 0,92 0,60<br />
10 48,50 -31,21 -55,65 42,92 74,85 -3,59 88,22 -5,90 90,30 43,33 67,74 44,26 45,50 -60,21 19,54 18,22 26,79 -40,61 10,22 0,70 0,69<br />
11 48,23 -31,80 -56,33 43,34 75,09 -3,64 88,69 -5,74 93,18 43,39 67,71 40,68 42,52 -67,59 19,89 16,64 25,23 -42,08 10,48 0,84 1,01<br />
12 48,53 -31,74 -57,01 43,42 77,43 -4,36 89,63 -5,68 93,14 43,94 69,87 48,49 43,89 -67,48 19,92 15,67 28,31 -45,05 8,95 0,76 0,76<br />
13 46,67 -29,73 -56,81 42,73 75,29 -3,65 88,29 -5,99 89,96 43,49 67,62 44,69 42,99 -62,14 15,32 16,64 25,31 -41,76 9,57 0,70 0,75<br />
14 48,06 -31,49 -56,50 42,11 76,92 -2,97 88,49 -5,86 92,03 42,25 70,17 49,45 43,70 -65,48 19,65 14,99 28,42 -42,43 7,96 0,71 0,99<br />
15 48,64 -31,32 -56,94 43,43 77,53 -4,96 89,42 -5,49 91,60 44,01 69,82 49,03 44,00 -66,06 19,23 16,23 27,85 -45,10 8,48 0,81 1,03<br />
16 46,67 -30,14 -50,49 45,78 68,51 -5,71 85,69 -4,46 86,92 44,37 63,98 45,53 39,48 -62,32 17,69 18,75 17,73 -42,99 13,68 0,72 1,10<br />
17 46,54 -26,36 -56,53 43,72 72,54 -8,16 87,42 -6,04 83,66 43,52 65,84 42,77 40,01 -61,92 13,10 18,14 21,63 -42,75 13,31 0,76 0,62<br />
18 50,72 -27,99 -45,05 47,01 66,46 -1,88 87,84 -4,20 78,79 44,00 65,02 42,50 41,08 -54,79 13,60 21,57 14,65 -37,70 19,31 0,54 1,01
LIITE 7 Väriavaruuksien koot ja rasteripisteiden rosoisuudet<br />
VÄRIPINNAN ALA<br />
Taulukko1<br />
HP Indigo HP Laser Xerox<br />
1 9309,2 9841,4 11905,2<br />
2 8628,6 10058,9 11759,8<br />
3 11919,8 9409,2 13321,5<br />
4 11840,1 9841,5 13324,7<br />
5 11764,6 9389,8 12480,5<br />
6 11704,1 9868,4 13187,0<br />
7 8477,1 8756,1 10771,9<br />
8 8661,2 8803,3 12121,0<br />
9 8370,8 12129,8<br />
10 12088,5 8128,8 12459,1<br />
11 11783,7 8816,2 13147,5<br />
12 11850,2 13950,3<br />
13 12014,2 8851,4 12588,8<br />
14 11690,1 8962,4 13556,0<br />
15 11455,6 13739,2<br />
16 9497,8 8564,6 11650,9<br />
17 9019,8 9306,6 11813,9<br />
18 8141,9 8735,1 9774,8<br />
RASTERIPISTEEN ROSOISUUS Taulukko 2<br />
HP INDIGO s2000 HP COLOR LASERJET 5550dtn XEROX DocuColor 6060<br />
Ala Ymp.mitta Rosoisuus Ala Ymp.mitta Rosoisuus Ala Ymp.mitta Rosoisuus<br />
1 0,0096 0,70 4,07 1 0,0045 0,62 6,89 1 0,0046 0,84 12,18<br />
2 0,0094 0,76 4,85 2 0,0052 0,79 9,48 2 0,0061 0,98 12,53<br />
3 0,0086 0,65 3,91 3 0,0045 0,63 7,00 3 0,0055 0,74 7,96<br />
4 0,0096 0,61 3,06 4 0,0053 0,70 7,52 4 0,0061 0,69 6,24<br />
5 0,0090 0,62 3,39 5 0,0045 0,63 6,96 5 0,0053 0,83 10,25<br />
6 0,0100 0,62 3,04 6 0,0056 0,73 7,49 6 0,0060 0,59 4,64<br />
7 0,0066 0,55 3,66 7 0,0029 0,48 6,24 7 0,0036 0,74 12,17<br />
8 0,0103 0,66 3,34 8 0,0050 0,70 7,82 8 0,0056 0,86 10,40<br />
9 0,0110 0,89 5,78 9 9 0,0048 0,89 12,89<br />
10 0,0075 0,53 3,02 10 0,0042 0,52 5,15 10 0,0053 0,72 7,82<br />
11 0,0101 0,52 2,12 11 0,0045 0,56 5,53 11 0,0069 0,81 7,52<br />
12 0,0100 0,56 2,49 12 12<br />
13 0,0084 0,52 2,55 13 0,0039 0,50 5,15 13 0,0054 0,84 10,46<br />
14 0,0103 0,54 2,29 14 0,0047 0,58 5,61 14 0,0072 0,80 7,04<br />
15 0,0104 0,58 2,60 15 15<br />
16 0,0077 0,55 3,15 16 0,0032 0,55 7,71 16 0,0042 0,73 10,12<br />
17 0,0036 0,54 6,45 17 0,0025 0,44 5,97 17 0,0029 0,53 7,65<br />
18 0,0054 0,72 7,48 18 0,0029 0,50 7,01 18 0,0039 0,81 13,50
LIITE 8A Densiteetin epätasaisuus<br />
HP INDIGO<br />
Field<br />
Resolution / mm Mottling value GretagMacbeth D196<br />
0,17 0,34 0,67 1,34 2,54 5,1 10,2 Average Std.dev Average Std.dev<br />
1 G100% 1,270 1,564 1,580 1,372 1,012 0,610 0,429 4,710 0,190 1,568 0,072<br />
2 G100% 0,983 1,229 1,275 1,120 0,827 0,520 0,340 4,105 0,018 1,576 0,049<br />
3 G100% 0,694 0,885 0,965 0,878 0,742 0,550 0,453 3,554 0,149 1,681 0,072<br />
4 G100% 0,680 0,868 0,947 0,848 0,700 0,492 0,368 3,471 0,028 1,733 0,068<br />
5 G100% 0,791 0,999 1,058 0,929 0,787 0,596 0,501 3,699 0,057 1,666 0,077<br />
6 G100% 0,810 1,039 1,139 0,998 0,808 0,575 0,412 3,910 0,067 1,708 0,067<br />
7 G100% 1,180 1,448 1,482 1,344 1,059 0,669 0,437 4,707 0,118 1,549 0,061<br />
8 G100% 1,118 1,411 1,508 1,426 1,207 0,834 0,522 5,000 0,066 1,552 0,057<br />
9 G100% 1,044 1,310 1,390 1,272 1,023 0,688 0,433 4,577 0,113 1,617 0,057<br />
10 G100% 0,610 0,773 0,843 0,786 0,648 0,486 0,409 3,223 0,068 1,640 0,056<br />
11 G100% 0,672 0,849 0,934 0,875 0,733 0,529 0,431 3,530 0,029 1,676 0,063<br />
12 G100% 0,596 0,769 0,850 0,760 0,629 0,453 0,312 3,213 0,069 1,753 0,044<br />
13 G100% 0,819 1,018 1,100 1,038 0,847 0,596 0,488 3,951 0,123 1,669 0,059<br />
14 G100% 1,063 1,358 1,417 1,219 0,933 0,608 0,502 4,397 0,056 1,654 0,062<br />
15 G100% 0,748 0,937 0,987 0,868 0,732 0,519 0,347 3,548 0,052 1,738 0,049<br />
16 G100% 2,491 2,960 2,755 2,141 1,397 0,763 0,493 6,084 0,074 1,598 0,078<br />
17 G100% 1,388 1,695 1,692 1,477 1,138 0,709 0,501 4,978 0,063 1,515 0,073<br />
18 G100% 1,659 1,957 1,773 1,343 0,911 0,533 0,368 4,516 0,025 1,529 0,060<br />
1 M100% 0,830 1,083 1,205 1,132 0,909 0,566 0,312 4,278 0,047 1,529 0,010<br />
2 M100% 0,770 1,003 1,092 0,976 0,760 0,456 0,245 3,842 0,057 1,525 0,012<br />
3 M100% 0,716 0,928 1,023 0,902 0,695 0,464 0,265 3,605 0,043 1,689 0,015<br />
4 M100% 0,707 0,933 1,050 0,930 0,747 0,482 0,283 3,763 0,031 1,671 0,009<br />
5 M100% 0,809 1,041 1,139 1,019 0,829 0,634 0,484 3,926 0,048 1,666 0,014<br />
6 M100% 0,755 0,996 1,111 0,981 0,765 0,486 0,279 3,871 0,030 1,669 0,009<br />
7 M100% 0,934 1,177 1,221 1,061 0,832 0,556 0,330 4,025 0,104 1,514 0,016<br />
8 M100% 0,865 1,111 1,199 1,109 0,959 0,666 0,431 4,264 0,051 1,536 0,018<br />
9 M100% 0,904 1,194 1,321 1,186 0,930 0,614 0,354 4,394 0,193 1,501 0,014<br />
10 M100% 0,641 0,827 0,939 0,916 0,706 0,511 0,329 3,583 0,101 1,631 0,016<br />
11 M100% 0,727 0,936 1,023 0,906 0,719 0,457 0,292 3,649 0,055 1,649 0,015<br />
12 M100% 0,686 0,910 1,031 0,935 0,705 0,442 0,292 3,686 0,055 1,659 0,015<br />
13 M100% 0,802 0,997 1,052 0,987 0,846 0,665 0,504 3,831 0,071 1,658 0,017<br />
14 M100% 0,889 1,139 1,209 1,046 0,792 0,520 0,322 3,969 0,052 1,643 0,023<br />
15 M100% 0,725 0,929 1,003 0,865 0,669 0,438 0,256 3,501 0,058 1,665 0,012<br />
16 M100% 1,667 1,970 1,820 1,432 1,003 0,693 0,442 4,726 0,038 1,598 0,013<br />
17 M100% 1,281 1,690 1,861 1,697 1,328 0,847 0,457 5,559 0,288 1,486 0,032<br />
18 M100% 1,268 1,555 1,497 1,211 0,908 0,580 0,333 4,347 0,033 1,498 0,011<br />
1 K100% 1,166 1,483 1,574 1,430 1,131 0,678 0,368 4,980 0,100 1,827 0,016<br />
2 K100% 1,024 1,283 1,323 1,134 0,885 0,533 0,294 4,250 0,049 1,805 0,019<br />
3 K100% 1,394 1,788 1,807 1,366 1,149 0,755 0,444 5,056 0,027 2,001 0,023<br />
4 K100% 1,142 1,462 1,513 1,235 1,079 0,755 0,473 4,695 0,050 1,990 0,026<br />
5 K100% 1,448 1,817 1,811 1,498 1,286 0,871 0,485 5,257 0,037 2,004 0,031<br />
6 K100% 1,233 1,574 1,649 1,394 1,222 0,819 0,530 5,085 0,054 1,936 0,019<br />
7 K100% 1,239 1,527 1,542 1,336 1,036 0,605 0,321 4,724 0,173 1,769 0,017<br />
8 K100% 1,240 1,561 1,628 1,470 1,209 0,782 0,433 5,095 0,078 1,827 0,030<br />
9 K100% 1,100 1,381 1,437 1,250 1,019 0,658 0,386 4,586 0,078 1,791 0,015<br />
10 K100% 1,065 1,345 1,407 1,285 1,239 1,006 0,591 4,857 0,087 1,894 0,031<br />
11 K100% 1,637 2,058 2,021 1,473 1,184 0,780 0,445 5,235 0,106 1,940 0,018<br />
12 K100% 1,084 1,384 1,415 1,202 1,102 0,759 0,441 4,669 0,071 2,004 0,031<br />
13 K100% 1,292 1,574 1,619 1,523 1,341 0,937 0,601 5,254 0,053 1,917 0,020<br />
14 K100% 1,533 1,904 1,866 1,533 1,241 0,739 0,392 5,263 0,057 1,990 0,043<br />
15 K100% 1,058 1,307 1,296 1,106 1,001 0,691 0,418 4,336 0,025 1,966 0,022<br />
16 K100% 2,605 3,042 2,746 2,080 1,418 0,867 0,612 5,983 0,070 1,825 0,031<br />
17 K100% 1,421 1,765 1,814 1,605 1,271 0,819 0,492 5,326 0,054 1,720 0,021<br />
18 K100% 1,602 1,899 1,740 1,342 0,966 0,586 0,369 4,587 0,071 1,715 0,026<br />
HP COLOR LASERJET<br />
Field<br />
Resolution / mm Mottling value GretagMacbeth D196<br />
0,17 0,34 0,67 1,34 2,54 5,1 10,2 Average Std.dev Average Std.dev<br />
1 K100% 0,790 1,029 1,142 1,090 0,905 0,642 0,475 4,133 0,066 1,971 0,061<br />
2 K100% 0,807 1,051 1,140 1,046 0,845 0,601 0,470 3,982 0,041 1,925 0,062<br />
3 K100% 0,622 0,843 1,004 0,990 0,852 0,647 0,468 3,921 0,031 2,027 0,068<br />
4 K100% 0,614 0,817 0,953 0,948 0,832 0,647 0,487 3,788 0,204 2,074 0,041<br />
5 K100% 0,593 0,791 0,938 0,940 0,822 0,668 0,491 3,760 0,013 2,049 0,070<br />
6 K100% 0,622 0,825 0,970 0,961 0,822 0,601 0,430 3,829 0,184 2,072 0,057<br />
7 K100% 0,912 1,188 1,306 1,210 1,001 0,722 0,518 4,453 0,053 1,835 0,069<br />
8 K100% 0,869 1,138 1,251 1,155 0,936 0,656 0,458 4,298 0,074 1,858 0,074<br />
10 K100% 0,604 0,818 0,986 0,990 0,877 0,694 0,536 3,933 0,049 1,960 0,070<br />
11 K100% 0,622 0,839 1,000 0,998 0,871 0,688 0,518 3,935 0,043 1,981 0,070<br />
13 K100% 0,792 1,041 1,176 1,119 0,921 0,680 0,478 4,210 0,114 1,928 0,072<br />
14 K100% 0,708 0,927 1,057 1,015 0,849 0,606 0,441 3,958 0,083 1,998 0,071<br />
16 K100% 1,477 1,906 2,012 1,766 1,417 1,058 0,798 5,648 0,041 1,728 0,075<br />
17 K100% 1,115 1,443 1,546 1,375 1,050 0,758 0,562 4,755 0,185 1,852 0,067<br />
18 K100% 1,410 1,849 1,913 1,623 1,252 0,893 0,713 5,311 0,076 1,704 0,036<br />
XEROX<br />
Field<br />
Resolution / mm Mottling value GretagMacbeth D196<br />
0,17 0,34 0,67 1,34 2,54 5,1 10,2 Average Std.dev Average Std.dev<br />
1 K100% 1,322 1,624 1,613 1,426 1,197 0,933 0,731 4,888 0,143 2,133 0,036<br />
2 K100% 1,225 1,488 1,448 1,308 1,155 0,885 0,720 4,657 0,060 2,223 0,023<br />
3 K100% 0,797 1,002 1,111 1,162 1,126 0,883 0,687 4,459 0,111 2,391 0,018<br />
4 K100% 0,664 0,818 0,873 0,916 0,933 0,776 0,595 3,801 0,157 2,457 0,019<br />
5 K100% 0,884 1,095 1,143 1,125 1,110 0,904 0,710 4,367 0,117 2,343 0,020<br />
6 K100% 0,658 0,815 0,876 0,917 0,913 0,751 0,541 3,787 0,092 2,465 0,017<br />
7 K100% 1,899 2,356 2,313 1,945 1,435 0,954 0,676 5,851 0,210 1,958 0,040<br />
8 K100% 1,430 1,796 1,804 1,560 1,280 0,977 0,756 5,192 0,171 2,145 0,038<br />
9 M100% 1,540 1,965 2,027 1,724 1,308 0,935 0,698 5,497 0,097 2,114 0,043<br />
10 K100% 0,889 1,107 1,188 1,229 1,214 0,983 0,768 4,633 0,034 2,346 0,016<br />
11 K100% 0,952 1,142 1,152 1,096 1,018 0,805 0,671 4,185 0,047 2,239 0,033<br />
12 K100% 0,613 0,762 0,822 0,865 0,867 0,715 0,532 3,632 0,107 2,399 0,022<br />
13 K100% 0,955 1,192 1,222 1,114 1,020 0,793 0,599 4,275 0,109 2,357 0,045<br />
14 K100% 0,665 0,827 0,881 0,891 0,831 0,658 0,468 3,637 0,059 2,463 0,025<br />
15 K100% 0,610 0,760 0,804 0,839 0,852 0,723 0,546 3,549 0,117 2,412 0,017<br />
16 K100% 3,498 4,632 4,894 4,262 3,245 1,957 1,026 9,253 0,118 1,963 0,042<br />
17 K100% 1,975 2,506 2,557 2,205 1,618 0,936 0,582 6,392 0,263 2,136 0,036<br />
18 K100% 4,195 5,357 5,424 4,599 3,391 2,041 1,156 9,486 0,124 1,767 0,049
LIITE 8B Densiteetin epätasaisuuskäyrät<br />
Resolution Values, HP Indigo s2000, G100%<br />
Resolution Values, HP Indigo s2000, M100%<br />
3,50<br />
3,50<br />
1<br />
1<br />
3,00<br />
2,50<br />
2<br />
3<br />
4<br />
5<br />
3,00<br />
2,50<br />
2<br />
3<br />
4<br />
5<br />
6<br />
6<br />
2,00<br />
1,50<br />
7<br />
8<br />
9<br />
10<br />
2,00<br />
1,50<br />
7<br />
8<br />
9<br />
10<br />
11<br />
11<br />
1,00<br />
0,50<br />
12<br />
13<br />
14<br />
15<br />
1,00<br />
0,50<br />
12<br />
13<br />
14<br />
15<br />
0,00<br />
0,17 0,34 0,67 1,34 2,54 5,10 10,20<br />
16<br />
17<br />
18<br />
0,00<br />
0,17 0,34 0,67 1,34 2,54 5,10 10,20<br />
16<br />
17<br />
18<br />
Resolution / mm<br />
Resolution / mm<br />
HP Indigo: Vihreän värikentän epätasaisuus<br />
HP Indigo: Magentan värikentän epätasaisuus<br />
Resolution Values, HP Indigo s2000, K100%<br />
Resolution Values, HP Color Laserjet 5550dtn, K100%<br />
3,50<br />
3,50<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
0,17 0,34 0,67 1,34 2,54 5,10 10,20<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
11<br />
12<br />
13<br />
14<br />
15<br />
16<br />
17<br />
18<br />
3,00<br />
2,50<br />
2,00<br />
1,50<br />
1,00<br />
0,50<br />
0,00<br />
0,17 0,34 0,67 1,34 2,54 5,10 10,20<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
10<br />
11<br />
13<br />
14<br />
16<br />
17<br />
18<br />
Resolution / mm<br />
Resolution / mm<br />
HP Indigo: Mustan värikentän epätasaisuus<br />
HP Laser: Mustan värikentän epätasaisuus<br />
Resolution Values, Xerox Docucolor 6060, K100%<br />
6,00<br />
1<br />
5,00<br />
2<br />
3<br />
4<br />
4,00<br />
5<br />
6<br />
7<br />
3,00<br />
8<br />
9<br />
10<br />
2,00<br />
11<br />
12<br />
13<br />
1,00<br />
14<br />
15<br />
0,00<br />
0,17 0,34 0,67 1,34 2,54 5,10 10,20<br />
16<br />
17<br />
18<br />
Resolution / mm<br />
Xerox: Mustan värikentän epätasaisuus
LIITE 9 Painojäljen kiillon epätasaisuus<br />
Gloss variation<br />
Average gloss Strength of gloss variation in wavelength ranges Size of unevenness<br />
5mm Scale<br />
Sample mean grey value / coefficient of coefficient of coefficient of (>5mm) / (
HP INDIGO (magenta)<br />
UC, DIGI1 (1) UC, DIGI1 (2) GC, DIGI1 (3) GC, DIGI1 (4) MC, DIGI1 (5) MC, DIGI1 (6)<br />
UC, DIGI2 (7) UC, DIGI2 (8) UC, DIGI2 (9) GC, DIGI2 (10) GC, DIGI2 (11) GC, DIGI2 (12)<br />
MC, DIGI2 (13) MC, DIGI2,(14) MC, DIGI2 (15) OF (16) CO (17) BO (18)<br />
HP INDIGO (vihreä)<br />
UC, DIGI1 (1) UC, DIGI1 (2) GC, DIGI1 (3) GC, DIGI1 (4) MC, DIGI1 (5) MC, DIGI1 (6)<br />
LIITE 10 Painojäljen poikkileikkeet
UC, DIGI2 (7) UC, DIGI2 (8) UC, DIGI2 (9) GC, DIGI2 (10) GC, DIGI2 (11) GC, DIGI2 (12)<br />
MC, DIGI2 (13) MC, DIGI2,(14) MC, DIGI2 (15) OF (16) CO (17) BO (18)<br />
HP COLOR LASERJET<br />
UC, DIGI2 (8) MC, DIGI2 (14) GC, DIGI2 (11) BO (18) OF (16)<br />
XEROX<br />
UC, DIGI2 (8) MC, DIGI2 (14) GC, DIGI2 (11) BO (18) OF (16)<br />
LIITE 10 Painojäljen poikkileikkeet
HP INDIGO s2000<br />
UC, DIGI1 (1) UC, DIGI1 (2) GC, DIGI1 (3) GC, DIGI1 (4) MC, DIGI1 (5) MC, DIGI1 (6)<br />
UC, DIGI2 (7) UC, DIGI2 (8) UC, DIGI2 (9) GC, DIGI2 (10) GC, DIGI2 (11) GC, DIGI2 (12)<br />
MC, DIGI2 (13) MC, DIGI2,(14) MC, DIGI2 (15) OF (16) CO (17) BO (18)<br />
HP COLOR LASERJET 5550dtn<br />
UC, DIGI1 (1) UC, DIGI1 (2) GC, DIGI1 (3) GC, DIGI1 (4) MC, DIGI1 (5) MC, DIGI1 (6)<br />
LIITE 11 Rasteripisteistä otetut kuvat<br />
UC, DIGI2 (7) UC, DIGI2 (8) GC, DIGI2 (10) GC, DIGI2 (11) MC, DIGI2 (13) MC, DIGI2 (14)
OF (16) CO (17) BO (18)<br />
XEROX DOCUCOLOR 6060<br />
UC, DIGI1 (1) UC, DIGI1 (2) GC, DIGI1 (3) GC, DIGI1 (4) MC, DIGI1 (5) MC, DIGI1 (6)<br />
UC, DIGI2 (7) UC, DIGI2 (8) UC, DIGI2 (9) GC, DIGI2 (10) GC, DIGI2 (11) GC, DIGI2 (12)<br />
MC, DIGI2 (13) MC, DIGI2,(14) MC, DIGI2 (15) OF (16) CO (17) BO (18)<br />
Kuvan koko (täysikokoinen): 1360 x 1024 pix = 47,98 cm x 36,12 cm<br />
1 mm = 798 pix<br />
1 pix = 1/798 mm<br />
1360 pix = 1,704 mm<br />
1024 pix = 1,283 mm<br />
1 cm = 0,0355 mm<br />
LIITE 11 Rasteripisteistä otetut kuvat<br />
Mittakaava
LIITE 12 Kokonaispainolaatu ja toonerikerroksen paksuus<br />
Kokonaispainolaatu<br />
Taulukko 1. Painolaadun tekijät (skaalatut arvot)<br />
Densiteetti Kiilto Kontrasti Väripinta Kiiltokontrasti Rosoisuus Densiteetin ep.tas. Kiillon ep.tas.<br />
HP Indigo 1,77 4,38 6,02 10,77 7,08 3,34 4,89 15,66<br />
HP Laser 1,63 1,65 3,52 9,28 20,98 6,74 4,02 16,62<br />
Xerox 2,03 7,18 3,66 12,70 35,08 9,10 4,43 47,03<br />
Taulukko 2. Painolaadun tekijät (mitatut arvot)<br />
Densiteetti Kiilto Kontrasti Väripinta Kiiltokontrasti Rosoisuus Densiteetin ep.tas. Kiillon ep.tas.<br />
HP Indigo 1,77 43,77 0,60 10770,51 7,08 3,34 4,89 0,16<br />
HP Laser 1,63 16,47 0,35 9280,85 20,98 6,74 4,02 0,17<br />
Xerox 2,03 71,77 0,37 12696,15 35,08 9,10 4,43 0,47<br />
Taulukko 3. Positiivinen ja negatiivinen kokonaispainolaatu<br />
A(pos) A(neg.)<br />
HP Indigo 12815,35 20,95<br />
HP Laser 9195,58 86,26<br />
Xerox 15306,56 189,07<br />
Toonerikerroksen paksuus<br />
Taulukko 4. Xerox<br />
100 µm -> mm 1mm = µm<br />
Mittakaava 136,88 0,73<br />
1 2 3 4 5 keskiarvo<br />
Kerros(mm) 9,88 11,29 11,52 11,76 11,29 11,15<br />
Paksuus (µm) 8,14<br />
Taulukko 5. HP Color LaserJet<br />
100 µm -> mm 1mm = µm<br />
Mittakaava 137,11 0,73<br />
1 2 3 4 5 6 keskiarvo<br />
Kerros(mm) 10,58 7,29 10,82 9,41 7,29 9,88 9,21<br />
Paksuus (µm) 6,72<br />
Taulukko 6. HP Indigo<br />
100 µm -> mm 1mm = µm<br />
Mittakaava 134,06 0,75<br />
1 2 3 4 5 6 keskiarvo<br />
Kerros(mm) 3,06 2,19 2,38 2,35 2,82 1,79 2,43<br />
Paksuus (µm) 1,81