

Kemppi sambasi tuote
Kemppi sambasi tuote
Kemppi sambasi tuote

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
FastMig Synergic ja putken hitsaus<br />
– laadukas pohjapalko<br />
Hitsaavan teollisuuden tavoitteena<br />
on tuottavuuden lisäys hitsin laatua<br />
unohtamatta. Samaan aikaan<br />
säännökset yleensä kiristävät työn<br />
laadun vaatimuksia. Vaatimusten<br />
lisääntyessä hitsausprosessit ja niiden<br />
valinta kiinnostavat yhä enemmän.<br />
FastMig Synergic -hitsauskone<br />
tarjoaa laadukkaan ratkaisun<br />
sekä pohja- että täyttöpalkojen<br />
hitsaamiseen FastROOT-option<br />
ansiosta.<br />
Pohjapalon hitsauksen nykytila<br />
Olennainen osa putken hitsaamista<br />
on pohjapalon hitsaus. Pohjapalkoja<br />
hitsataan tuotteen vaatimusten mukaan<br />
ilman juuritukea TIG:llä, puikolla<br />
tai MIG/MAG:lla. Viimeksi mainitun<br />
käyttöä rajoittaa hitsauksen vaikeus,<br />
virheriskit ja roiskeet. Ongelmakohtia<br />
ovat erityisesti hitsaukset lakija<br />
jalkoasennossa. Asiaa parantamaan<br />
on kehitetty erilaisia ratkaisuja. Hitsaus<br />
koneella tehty ratkaisu pohjautuu<br />
lyhytkaarihitsauksen käyttöön ja hitsausparametrien<br />
tarkkaan ohjaukseen<br />
oikosulkuhetkellä.<br />
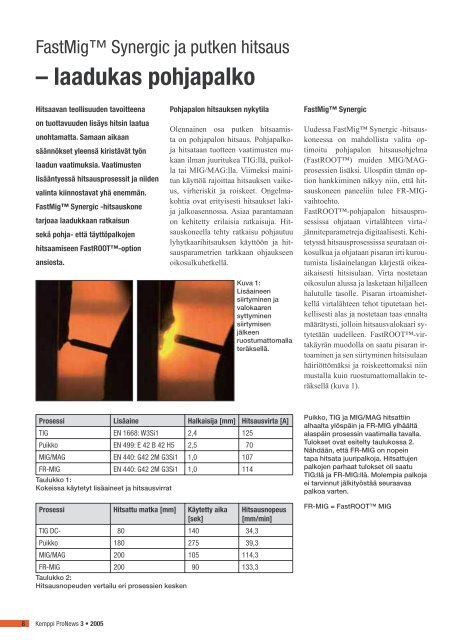
Kuva 1:<br />
Lisäaineen<br />
siirtyminen ja<br />
valokaaren<br />
syttyminen<br />
siirtymisen<br />
jälkeen<br />
ruostumattomalla<br />
teräksellä.<br />
FastMig Synergic<br />
Uudessa FastMig Synergic -hitsauskoneessa<br />
on mahdollista valita optimoitu<br />
pohjapalon hitsausohjelma<br />
(FastROOT) muiden MIG/MAGprosessien<br />
lisäksi. Ulospäin tämän option<br />
hankkiminen näkyy niin, että hitsauskoneen<br />
paneeliin tulee FR-MIGvaihtoehto.<br />
FastROOT-pohjapalon hitsaus proses<br />
sissa ohjataan virtalähteen virta-/<br />
jän ni teparametreja digitaalisesti. Kehitetyssä<br />
hitsausprosessissa seurataan oikosulkua<br />
ja ohjataan pisaran irti kuroutumista<br />
lisäainelangan kärjestä oikeaaikaisesti<br />
hitsisulaan. Virta nostetaan<br />
oikosulun alussa ja lasketaan hiljalleen<br />
halutulle tasolle. Pisaran irtoamishetkellä<br />
virtalähteen tehot tiputetaan hetkellisesti<br />
alas ja nostetaan taas ennalta<br />
määrätysti, jolloin hitsausvalokaari sytytetään<br />
uudelleen. FastROOT-virtakäyrän<br />
muodolla on saatu pisaran irtoaminen<br />
ja sen siirtyminen hitsisulaan<br />
häiriöttömäksi ja roiskeettomaksi niin<br />
mustalla kuin ruostumattomallakin teräksellä<br />
(kuva 1).<br />
Prosessi Lisäaine Halkaisija [mm] Hitsausvirta [A]<br />
TIG EN 1668: W3Si1 2,4 125<br />
Puikko EN 499: E 42 B 42 H5 2,5 70<br />
MIG/MAG EN 440: G42 2M G3Si1 1,0 107<br />
FR-MIG EN 440: G42 2M G3Si1 1,0 114<br />
Taulukko 1:<br />
Kokeissa käytetyt lisäaineet ja hitsausvirrat<br />
Prosessi Hitsattu matka [mm] Käytetty aika<br />
[sek]<br />
TIG DC- 80 140 34,3<br />
Puikko 180 275 39,3<br />
MIG/MAG 200 105 114,3<br />
FR-MIG 200 90 133,3<br />
Taulukko 2:<br />
Hitsausnopeuden vertailu eri prosessien kesken<br />
Hitsausnopeus<br />
[mm/min]<br />
Puikko, TIG ja MIG/MAG hitsattiin<br />
alhaalta ylöspäin ja FR-MIG ylhäältä<br />
alaspäin prosessin vaatimalla tavalla.<br />
Tulokset ovat esitelty taulukossa 2.<br />
Nähdään, että FR-MIG on nopein<br />
tapa hitsata juuripalkoja. Hitsattujen<br />
palkojen parhaat tulokset oli saatu<br />
TIG:llä ja FR-MIG:llä. Molempia palkoja<br />
ei tarvinnut jälkityöstää seuraavaa<br />
palkoa varten.<br />
FR-MIG = FastROOT MIG<br />
8 <strong>Kemppi</strong> ProNews 3 • 2005














