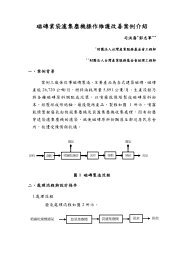
廢水處理設施設計功能提升及案例介紹
廢水處理設施設計功能提升及案例介紹
廢水處理設施設計功能提升及案例介紹

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
經濟部工業局<br />
IDB 產業環保輔導計畫<br />
廢水處理設施設計<br />
功能提升及案例介紹<br />
林正祥 環工技師<br />
Email:awant.green@msa.hinet.net<br />
http://www.awg.com.tw<br />
http:// www.awg.com.tw<br />
中華民國九十五年七月十二日<br />
-1-<br />
簡報內容<br />
1 廢水處理設施設計<br />
2 各單元功能診斷<br />
3 功能提升作法<br />
4<br />
計畫可行性<br />
-2-<br />
1
花了錢污染防治還是做不好—為什麼?<br />
起跑點您就輸了?<br />
委託的工程公司是否有足夠能力接受您的委託?<br />
工程公司的專長是否相符?<br />
過去實績?<br />
廢水水質、水量、污染特性,是否調查清楚?<br />
規畫案是否為您量身訂製?<br />
比價錢不比品質—柿子挑便宜的吃<br />
廢水處理case by case —建立規畫設計付費的觀念<br />
-3-<br />
為人謀而不忠乎?<br />
給設計單位<br />
別讓業主花了錢後還要一直躲貓貓<br />
case by case —天下文章不要一大抄<br />
工廠污染相關資料調查清楚<br />
是否有十足把握/試驗做了沒?<br />
儘可能採用標準(正統)處理流程<br />
-4-<br />
2
-5-<br />
前處理單元—最常被忽略的單元<br />
前處理單元包括那些?<br />
初沈池或沈砂池<br />
除油設備<br />
細篩機或攔污柵<br />
前處理單元的重要<br />
油脂對化學處理單元的影響<br />
油脂對生物處理單元的影響<br />
油脂對放流水的影響<br />
細篩機或攔污柵對皮革、造紙、染整業廢水的重要<br />
初沈(或沈砂)池的功能<br />
-6-<br />
3
未設置前處理機制<br />
前處理單元常見缺失<br />
除油設備功能不佳或根本沒有功能<br />
細篩機或攔污柵mesh數太小,功能不足<br />
初沈或沈砂池無排泥機制<br />
-7-<br />
-8-<br />
4
-9-<br />
調勻池的功能與設計要點<br />
調勻池的功能<br />
均勻廢水水質,儘可能使進入後續處理單元之廢水<br />
水質趨於均一<br />
避免單位時間處理水水質變化過大,影響最終排放<br />
水水質穩定<br />
設計要點<br />
(1)槽體形式<br />
不限,但以方形或圓形為佳。<br />
(2)槽體大小/停留時間<br />
應依行業別不同或每單位時間廢水水質變化調整調<br />
勻池停留時間。<br />
-10-<br />
5
調勻池的功能與設計要點(續)<br />
(3)宜設置機械或空氣曝氣攪拌設施<br />
—攪拌均勻,避免死角。<br />
—有機性廢水(如食品、皮革廢水…)應有足夠<br />
的溶氧,避免發臭。<br />
(4)強酸性(如鉛蓄電池)或強性廢水(如電鍍脫<br />
脂廢水)可於調勻池先行調整pH值,即採二段式<br />
調整廢水酸值之方式設計。<br />
-11-<br />
調勻池常見缺失<br />
未考量生產特性與單位時間廢水水質變化,致後<br />
續處理單元負荷不穩定,最終排放水水質亦不穩<br />
定<br />
攪拌不均勻,有死角產生<br />
曝氣風量不足,廢水有臭味產生<br />
-12-<br />
6
快混池的設計要領<br />
快混的功能<br />
快混的目的,在使混凝劑與廢水快速混合,藉快速的攪拌作<br />
用,破壞粒子穩定性而增加粒子與粒子間彼此碰撞之機率。<br />
快混池的設計要求<br />
(1)槽體形狀<br />
不特別要求,但以方形或圓形為佳。<br />
(2)停留時間<br />
一般以1~5分鐘即可。<br />
(3)攪拌方式<br />
機械攪拌或空氣攪拌均可。<br />
(4)攪拌機轉速設計<br />
攪拌機轉速以 80~100rpm 或相當於槽內流速約在<br />
1.5m/sec以上。<br />
-13-<br />
快混池的設計要領(續)<br />
(5)藥劑(NaOH、PAC)的添加應注意使藥劑與廢水充份混合,且停留<br />
時間最長,一般設計時於廢水流入口處添加,且流入口與流出口<br />
呈對角位置,避免短流或藥劑浪費。<br />
(6)混凝劑(PAC、FeCl 3 、…)一般呈微酸性,添加時應注意其對廢水<br />
pH值的影響,混凝劑的添加量取決於杯瓶試驗所得之最佳結果。<br />
(註:一般而言,混凝劑的添加量約為150~200mg/l間)<br />
(7)快混單元的水質pH值係指攪拌均勻後欲進入慢混單元之水質pH<br />
值,故pH監測控制設備應設於快混單元的流出口附近,相關位置<br />
圖如下:<br />
PAC<br />
NaOH<br />
調勻池<br />
-14-<br />
快混池<br />
pH監測控制<br />
慢混池<br />
7
混凝劑選用不適當<br />
-15-<br />
快混池常見的缺失<br />
pH值控制不當<br />
可能原因:<br />
(1)未對廢水進行杯瓶試驗,或未依水質變化適時調<br />
整最適當之pH值範圍與最適當之混凝劑添加量。<br />
(2)加藥位置不正確。<br />
(3)pH監測控制器位置不正確。<br />
加藥量或加藥位置不正確(出現短流現象)<br />
-16-<br />
8
慢混池的設計要領<br />
慢混池的功能<br />
藉著凝集劑(或稱助凝劑)的添加使各自帶⊕-電之微細、<br />
不穩定膠羽粒子在緩慢的攪拌下,彼此凝聚成較大而重之<br />
膠羽粒子,進而可藉自身重力而達沈降分離去除之目的。<br />
慢混池的設計要點<br />
(1)槽體形狀<br />
最好為方形或圓形。<br />
(2)停留時間<br />
10~15分鐘(約為快混池的3倍)<br />
說明:因所需停留時間約為快混池之3倍,故槽體所需<br />
容積亦約為快混池之3倍。<br />
(3)攪拌方式<br />
為利宜攪拌速度之控制,慢混池之攪拌方式宜採慢速機<br />
械攪拌機設計。<br />
-17-<br />
慢混池的設計要領(續)<br />
(4)攪拌機轉速設計<br />
20~30rpm(約為快混池之1/3)或維持流速於15~60cm/sec間。<br />
說明:a.若採曝氣攪拌方式設計,應注意風量之大小,以避<br />
免過高之風量對膠羽產生衝擊,一般而言,所需風<br />
量以可將膠羽由下往上帶動,不致往下沈即可。<br />
b.一般而言,流速在9cm/sec以下時即產生沈澱,而流<br />
速大於75cm/sec時則膠羽遭破壞。<br />
(5)凝集劑(或稱助凝劑、polymer)的添加應注意使藥劑與廢水充<br />
份混合,且停留時間最長,避免短流或藥劑浪費。<br />
(6)凝集劑的添加量應取決於杯瓶試驗所得最佳結果之加藥量<br />
(註:一般而言,凝集劑之添加量僅約為2mg/L即可)。<br />
(7)慢混池與沈澱池間的水位差以10~15cm為原則,水位落差愈<br />
大,水流流速愈快,對膠羽的衝擊愈大,愈不利於污泥的重力<br />
沈降現象。<br />
-18-<br />
9
慢混池常見的缺失<br />
凝集劑濃稠度不足且加藥量過多/藥劑注入處不當,有短<br />
流現象<br />
凝集劑採管中加藥方式注入,停留時間不足,且未加設<br />
steady mixer<br />
攪拌機轉速過快或曝氣風量過大,膠羽遭破壞<br />
慢混池與終沈池間的水位差過大<br />
慢混池位於底部而以高揚程泵抽引至沈澱池頂部<br />
慢混池位置高於沈澱池進流端1~2m<br />
-19-<br />
快混/膠凝池之異常原因與解決對策<br />
異常現象 可能原因 解決對策<br />
1.膠羽的形成<br />
不良<br />
1a.快混時化學藥品沒有足夠的分散<br />
1b.快混時間過長<br />
1c.不適當的混凝藥劑量<br />
1d.混凝劑加藥地點不適當<br />
1e.助凝劑加藥時機不適當<br />
1f.槽體設計不良,不致造成流況短<br />
流<br />
1g.膠凝機攪拌速率過快或太慢<br />
1h.廢水之 pH 調整不佳<br />
2.有良好的膠 2a.膠凝單元及沉澱單元之間的水流<br />
羽形成,但 速度過高<br />
沉降效果不 2b.膠凝後之膠羽以泵浦抽送至沉澱<br />
佳<br />
單元,以致破壞膠羽<br />
3.膠凝池底沉<br />
積污泥<br />
4.池內壁腐蝕<br />
剝落<br />
4a.膠凝機轉速太慢<br />
4b.膠凝機輪葉變形或掉落<br />
4c.池體過大<br />
5a.池內壁耐蝕處理不良<br />
5b.池內壁耐蝕材老化<br />
-20-<br />
1a.增加快混機的攪拌程度<br />
1b.減少快混時間(一般在 1~5 分<br />
鐘)<br />
1c.根據每一次的杯瓶試驗以決定<br />
正確的混凝劑量<br />
1d.更改加藥地點,一般混凝劑之加<br />
藥地點為快混池入口處附近<br />
1e.更改加藥地點,一般助凝劑之加<br />
藥地點為慢混池入口處<br />
1f.可增設隔板,以改善流況,避免<br />
短流<br />
1g.調整膠凝機適當的攪拌轉速或<br />
更換之<br />
1h.校正 pH 計及加藥系統<br />
2a.減低流速,使其不致破壞膠羽<br />
2b.加高膠凝單元之高程,使出水採<br />
重力流方式流至沉澱單元<br />
4a.調高膠凝機轉速<br />
4b.輪葉修復<br />
4c.更換大馬力膠凝機<br />
5a.依廢水特性及化學加藥種類,選<br />
用合適耐蝕材料,重新施工處理<br />
5b.同 5a.方式解決<br />
10
-21-<br />
固液分離—沈澱池之設計要領<br />
沈澱池的功能<br />
使慢混池所形成之較大顆粒膠羽,以重力且自然沈<br />
降之方式進入沈澱槽,再藉由其後之重力沈降及壓<br />
密沈降作用進入沈澱池底部,而達固液二個分離界<br />
面層之目的。<br />
沈澱池構造及設計概要<br />
沈澱池內部可區分為流入部、沈澱部、流出部及污<br />
泥部等四個區間,池體一般由鋼筋混凝土或鋼板所<br />
構成,需具水密度,若為鋼板應予以防腐蝕粉刷或<br />
塗佈。<br />
-22-<br />
11
圓形沉澱池<br />
-23-<br />
正方形沉澱池<br />
-24-<br />
12
固液分離—沈澱池之設計要領(續1)<br />
1.流入部<br />
(1)廢水流入方式<br />
廢水流入沈澱池之方式,應考慮下列因素,以防止擾流<br />
及偏流現象發生。<br />
]水位差<br />
{流入位置<br />
-25-<br />
固液分離—沈澱池之設計要領(續1A)<br />
(2)整流裝置(或整流板或整流井)<br />
a.水平流式沈澱池之阻流板一般設置於流入口60~90cm<br />
處,高度90cm左右(水面上20cm,水面下70cm左右)。<br />
b.圓形或正方形沈澱池採中心進流設計時,可採圓柱形<br />
整流井設計,整流井之半徑及長度應適當,半徑過大<br />
或長度太深則反會產生干擾,造成底泥上浮。<br />
-26-<br />
13
固液分離—沈澱池之設計要領(續2)<br />
2.沈澱部<br />
(1)沈澱部內之流速<br />
一般水平流式沈澱池之流速,以不大於沈澱速度之9~<br />
12倍為宜,亦即應在0.3~0.4m/min左右。<br />
(2)沈澱時間(停留時間)<br />
一般沈澱時間依粒子的性質採用2~6小時(依行業別廢<br />
水特性不同而有不同),雖沈澱時間長、去除率高,但<br />
腐敗性的廢水若時間太長,則常因腐敗而使水質發生惡<br />
化。一般沈澱時間示如下表:<br />
-27-<br />
固液分離—沈澱池之設計要領(續3)<br />
廢水種類 沈澱時間(hr)<br />
污<br />
最初沈澱池 1~3<br />
水<br />
最終沈澱池 2~4<br />
金屬表面處理廢水 2~4<br />
社區污水廠 4~6<br />
-28-<br />
14
固液分離—沈澱池之設計要領(續4)<br />
(3)水深<br />
有效水深一般為2.5~4m,小規模處理設施有較淺者。有效<br />
水深依沈澱池種類而異,如下圖所示。<br />
圖 沈澱池有效水深<br />
-29-<br />
固液分離—沈澱池之設計要領(續5)<br />
(4)表面積負荷<br />
沈澱池表面積負荷=<br />
一般有機廢水處理之表面積負荷,初級沈澱池以20~<br />
40m3 /m2•d,二級沈澱池以15~30m3 /m2•d為宜。 3.流出部<br />
(1)溢流堰水平之調整<br />
應有能調整溢流堰維持其水平之構造。<br />
(2)溢流堰負荷<br />
溢流堰負荷為單位長度溢流堰於單位時間內溢流之水量,<br />
為避免已沈澱之污泥上浮,應維持在一定值以下。原則<br />
上溢流堰負荷以150m3 處理水量(m<br />
/m•d以下為宜。<br />
3 /d)<br />
沈澱池表面(1/2π r3 )<br />
-30-<br />
15
固液分離—沈澱池之設計要領(續6)<br />
(3)浮渣截留設備<br />
浮渣截留設備為防止沈澱池發生之浮渣流出之設備,通<br />
常設置於溢流堰之前,此擋板大小為水面上10cm左右,<br />
而水面下20~40cm之間。<br />
4.污泥部<br />
(1)集泥方法<br />
沈澱污泥之集泥方法有藉重力集泥斗及利用機械設備之<br />
刮泥設備。規模較小者用集泥斗,大者由於集泥困難須<br />
採用刮泥設備。集泥斗之角度依污泥性質而異,一般以<br />
60°以上,表面呈平滑狀。<br />
-31-<br />
固液分離—沈澱池之設計要領(續7)<br />
集泥方式 注意事項 使用池<br />
漏斗式 漏斗角度 60°以上,手動式 正方形池、圓形池<br />
鏈條式 刮集速度<br />
最初沈澱池 0.6m/min<br />
最終沈澱池 0.3m/min<br />
底部坡度 1/100<br />
(2)污泥泵<br />
排泥泵有離心泵、氣升泵及單軸螺旋泵等。<br />
-32-<br />
長方形池<br />
中央驅動式或 刮集速度<br />
正方形池<br />
周邊驅動式 周邊速度 3m/min 以下,1~2 周 圓形池<br />
/hr,底部坡度 5/100~10/100<br />
16
固液分離—沈澱池之設計要領(續8)<br />
沈澱池操作要點<br />
沈澱池之操作管理,主要為沈澱時間之調整、刮泥機之<br />
集泥、排泥及浮渣去除等。<br />
(1)沈澱時間之調整<br />
(2)污泥刮泥機<br />
(3)沈澱污泥之排除<br />
]污泥產生量<br />
{排泥操作<br />
-33-<br />
-34-<br />
17
沈澱池之異常原因與解決對策<br />
異常現象 可能原因 檢查項目 解決對策<br />
1.浮泥上浮 1a.池中污泥分解<br />
1b.刮泥板磨損或故障<br />
1c.排泥管阻塞<br />
1d.入口阻流板損壞<br />
2.沈澱池內廢水變黑, 2a.污泥刮集設備磨損或故障<br />
並腐敗產生惡臭 2b.排泥泵操作不當<br />
-35-<br />
1a.檢核排泥狀況<br />
1b.目測刮泥板<br />
1c.污泥泵輸出量<br />
1d.阻流板<br />
2a.目測刮泥機<br />
2b.污泥密度<br />
1a.加速排泥頻率及速率<br />
1b.修理或更換<br />
1c.以逆流清理管線<br />
1d.修理或更換<br />
2a.修理或更換<br />
2b.增加排泥頻率及延長排泥時<br />
間直至污泥密度降至要求值<br />
2c.廢水預曝氣<br />
2c.易腐敗之有機廢水處理不當 2c.前處理狀況<br />
2d.污水在收集系統中分解腐敗 2d.收集管線之滯留時間及 2d.於收集系統加氯<br />
流速<br />
2e.消化上澄液迴流過多 2e.消化上澄液水質及水量 2e.迴流前先處理或減低迴流率<br />
3.刮泥機停止運轉 3a.剪力梢斷裂、刮泥板損壞 3a.剪力梢、刮泥板 3a.修理或更換損壞零件<br />
3b.破片、異物掉入池底 3b.刮泥機<br />
3b.去除破片、異物<br />
3c.過度污泥堆積<br />
3c.探測池底<br />
3c.增加排泥頻率<br />
4.浮渣溢流 4a.浮渣刮除器去除效率不足 4a.浮渣去除效率 4a.提高去除效率<br />
4b.含高量浮渣廢水排入 4b.流入廢水<br />
4b.限制廢水排放限值<br />
4c.浮渣刮集板損壞 4c.刮集板<br />
4c.清理或更換<br />
4d.刮板設置定位不當 4d.定位<br />
4d.調整定位<br />
5.刮泥機鏈條及剪力梢 5a.剪力尺寸及刮集板定位不 5a.剪力梢尺寸及刮集板定 5a.調整刮集板尺寸及更換剪力<br />
經常損壞<br />
當<br />
位<br />
梢尺寸<br />
5b.刮泥機負荷過高 5b.污泥負荷<br />
5b.以較長週期操作刮泥機或提<br />
高排泥頻率<br />
沈澱池之異常原因與解決對策(續1)<br />
異常現象 可能原因 檢查項目 解決對策<br />
6.污泥淤積變硬排泥困難 6a.過量之砂黏土或其它易積 6a.除砂系統之操作<br />
厚之物質<br />
6a.改進除砂系統操作<br />
6b.排泥管流速過低 6b.排泥速度<br />
6b.增加排泥管流速<br />
6c.排泥管線或污泥泵阻塞 6c.污泥泵之流量 6c.反沖洗阻塞管線並增加排泥<br />
頻率<br />
7.污泥中固體含量低於要 7a.水力超負荷<br />
7a.進流廢水量及沈澱池負荷 7a.如使用複數池,使分水更均勻<br />
求<br />
7b.短流<br />
7b.使用染料,其他水流追 7b.見 8a 及 8b<br />
蹤劑檢查流況<br />
7c.排泥過量<br />
7c. 污泥泵操作頻率、時 7c.減低排泥頻率及時間<br />
間、SS 濃度<br />
8.短流 8a.溢流堰出水不均 8a.堰設置位置<br />
8a.調整堰設置<br />
8b.阻流板損壞<br />
8b.阻流板<br />
8b.修理或更換<br />
9.水流湧動 9a.進流泵操作不良 9a.進流泵操作 9a.修正泵操作穩定進流流量<br />
10.進水渠中過度沈澱 10a.流速過低 10a.流速 10a.增加流速或以空氣攪拌以防<br />
止沈澱<br />
11.表面及堰生物過度生長 11.固體堆積致生物生長 11a.目測 11a.經常清理表面<br />
12.過度腐蝕 2a.污水腐敗 12a.污水顏色及臭味 12a.以防蝕塗料塗裝表面<br />
13.鏈條發生噪音 13a.移動零件、磨擦固定零件 13a.定位<br />
13a.鎖緊及調整鏈條、去除塵埃<br />
及其他干擾物質<br />
13b.鏈條與齒輪不合<br />
13b.更換正確零件<br />
13c.鏈條太鬆<br />
13c.隨時維持鏈條拉緊<br />
13d.潤滑不當<br />
13d.潤滑<br />
13d.適當潤滑<br />
13e.定位或組合不當 13e.定位及組合 13e.改正定位及組合<br />
13f.零件磨損<br />
13f.更換磨損鏈條或軸承更換前<br />
倒轉磨損齒輪<br />
-36-<br />
18
沈澱池之異常原因與解決對策(續2)<br />
異常現象 可能原因 檢查項目 解決對策<br />
14.鏈條快速磨損 14a.潤滑不當<br />
14b.零件太鬆或定位不當<br />
15.鏈條爬上齒輪 15a.鏈條不適合齒輪<br />
15b.齒輪或鏈條磨損<br />
15c.鏈條太鬆<br />
16.鏈條僵硬 16a.潤滑錯誤<br />
16b.生銹或腐蝕<br />
16c.定位或組合不當<br />
16d.鏈條或齒輪磨損<br />
-37-<br />
14a.潤滑作業<br />
14b.定位<br />
16a.潤滑作業<br />
16c.定位及組合<br />
17.鏈條或齒輪損壞 17a.突增或超負荷<br />
17b.鏈條尺寸錯誤或不適合<br />
齒輪<br />
17c.生銹或腐蝕<br />
17a.進流量<br />
17d.定位錯誤<br />
17e.干擾<br />
17d.排列<br />
14a.適當潤滑<br />
14b.調整並上緊整個鏈條<br />
18.油封洩漏 18a.油封失效 18a.油封 18a.更換油封<br />
19.軸承或萬向接頭失效 19a.過度磨損<br />
19b.缺乏潤滑<br />
19b.潤滑作業<br />
15a.更換鏈條或齒輪<br />
15b.更換鏈條,倒轉或更換齒輪<br />
15c.上緊<br />
16a.適當潤滑<br />
16b.清理並潤滑<br />
16c.改正定位及組合<br />
16d.更換鏈條,反轉或更換齒輪<br />
17a.避免突增及超負荷或分離同<br />
時發生<br />
17b.更換鏈條,反轉或更換齒輪<br />
17c.更換零件、改正腐蝕狀況<br />
17d.改正排列<br />
17e.確定鏈條及齒輪之齒間無固<br />
體干擾,如必要鬆開齒輪<br />
19a.更換接頭或軸承<br />
19b.潤滑接頭或軸承<br />
固液分離—浮除單元設計要領<br />
浮除法的功能<br />
浮除法為固液分離技術之一種,適用於分離比重與水接近之<br />
懸浮固體物,與傳統的沈澱法比較,浮除法具有高效率、處<br />
理時間短、佔地小等優點。<br />
浮除原理<br />
浮除法的技術關鍵即在水中通入或產生大量的微細氣泡,使<br />
其附著在懸浮顆粒上,造成密度小於水的狀態,利用浮力作<br />
用,使懸浮顆粒浮至水面,達到固液分離的目的。<br />
浮除過程大致可分為下列三個步驟:]首先在廢水中加入適<br />
當的混凝劑與膠凝劑,在合宜的操作條件下進行混凝、膠凝<br />
反應、使廢水中的微細顆粒凝聚成疏水性的粗大膠羽。{在<br />
廢水中儘可能地產生多量的微細氣泡。}使細小氣泡與膠羽<br />
顆粒充份接觸,以形成良好的膠羽+氣泡結合體(比重<<br />
水),有效地於廢水中浮上分離。<br />
-38-<br />
19
固液分離—浮除單元設計要領(續1)<br />
影響浮除效果之因素<br />
氣泡附著於懸浮固體物表面,產生浮上分離作用之形態有<br />
三種:<br />
(1)上升之氣泡與懸浮固體顆粒相吸附而共同上浮。<br />
(2)膠羽顆粒將上升之氣泡截留在其內部而共同上浮。<br />
(3)在膠羽的凝集過程中,微小氣泡析出,附著於膠羽結構內而上<br />
浮。<br />
在設計過程為確保浮除系統之浮上分離效果,必須注意下<br />
列影響因素:<br />
(1)微細氣泡尺寸<br />
(2)空氣—固體比,即氣固比(L/solid或g-air/g-solid)<br />
(3)進流水SS濃度、操作壓力、浮除槽停留時間等。<br />
(4)化學混凝單元操作,即膠羽形成效果。<br />
-39-<br />
固液分離—浮除單元設計要領(續2)<br />
浮除設施構造及設計概要<br />
於系統設計之前必須確認之主要參數包括:<br />
1.原廢水特性,包括流量、水質pH、SS、COD、BOD、油脂及懸浮<br />
固體物之比重大小等。<br />
2.化學混凝操作條件及膠羽凝集效果。<br />
3.溶氣槽、浮除槽停留時間及操作壓力。<br />
4.加壓迴流水比,即加壓迴流水量與廢水進流量的比值。<br />
5.氣固比,即在大氣壓力下釋放出之微細氣泡空氣量與去除原廢<br />
水中懸浮固體物量之比值。<br />
6.加壓迴流水量與懸浮固體物上浮速度之關係。<br />
7.浮渣濃度及體積。<br />
8.表面積負荷與出流水水質關係。<br />
加壓溶氣浮除系統之設備詳如下圖所示,其主要設備包括:加壓<br />
泵、溶氣槽、浮除槽、浮渣刮除機等,各項設備之功能及設計參<br />
數說明如下:<br />
-40-<br />
20
-41-<br />
加壓溶氧浮除系統設備流程圖<br />
固液分離—浮除單元設計要領(續3)<br />
1.加壓泵<br />
其主要功用為泵送加壓迴流水供溶氣之用,迴流水量一般為進流水量的25~<br />
50%,泵之揚程為40~60m,加壓泵通常採用陸上型自吸式離心泵,一般小<br />
型浮除設備之加壓泵亦可採用正排量螺旋泵。<br />
2.溶氣槽<br />
溶氣槽的主要功用是使注入之空氣充份且快速地溶解於迴流水中,使能於浮<br />
除槽中產生足量的微細氣泡,以發揮浮除效果,溶氣槽的水力停留時間一般<br />
為3~5分鐘。常用之溶氣槽型式如下圖,其中溶氣效率最高的是填充式溶氣<br />
槽,其溶氣效率可達80%以上。<br />
3.浮除槽<br />
浮除槽之表面積水力負荷為一重要之設計參數,欲獲致良好之浮除效果,表<br />
面積水力負荷一般不宜超過6m 3 /m 2 •d(未包含加壓迴流水),理想之設計值<br />
為4m 3 /m 2 •hr。浮除槽之容量,一般設計值為水力停留時間20 分鐘以上(未<br />
包含加壓迴流水)。<br />
-42-<br />
21
固液分離—浮除單元設計要領(續4)<br />
-43- 溶氣槽型式程圖<br />
固液分離—浮除單元設計要領(續6)<br />
回形上流式浮除槽 矩形平流式浮除槽<br />
-44-<br />
22
固液分離—浮除單元設計要領(續7)<br />
浮除設施操作維護要點<br />
加壓溶氣浮除法係綜合運用物理化學原理構成之廢水處理技術,<br />
操作人員於處理系統日常之操作運轉過程中,必須細心觀察並<br />
記錄各種設備運轉狀況及操作參數條件,長此以往,方能累積<br />
正確且豐富之操作技術與經驗,有關加壓溶氣浮除系統之主要<br />
操作參數及控制重點列述如下:<br />
1.原廢水進流量及污染濃度<br />
2.化學混凝單元之加藥量及pH控制範圍<br />
3.加壓泵流量、壓力及迴流比<br />
4.溶氣槽壓力、液位高低與水力停留時間<br />
5.空壓機輸出壓力及運轉情況<br />
6.注入溶氣槽之空氣流量及壓力<br />
7.氣固比或氣液比<br />
8.浮除槽廢水微細氣泡數量與懸浮顆粒上浮速度<br />
-45-<br />
固液分離—浮除單元設計要領(續8)<br />
9.浮除槽水力停留時間。<br />
10.浮除槽表面積負荷<br />
11.浮除槽水位高低(水位調節器刻度)<br />
12.浮渣刮除機轉動或運行速度<br />
13.浮渣刮除量大小(浮渣刮除量調節器刻度)<br />
14.浮渣產生量及濃度<br />
15.浮除槽表面浮渣厚度及濃稠度<br />
16.底泥量及排泥狀況<br />
17.處理後出流水水質濃度與去除率<br />
18.運轉操作費用,包括藥品費、電力費等<br />
19.各項設備之維護記錄<br />
20.其他異常狀況紀錄<br />
加壓溶氣浮除系統之各種異常現象、發生原因;檢查項目及解<br />
決對策,如下表所示:<br />
-46-<br />
23
加壓溶氣浮除系統之異常原因與解決對策<br />
異常現象 可能原因 檢查項目 解決對策<br />
1.浮渣濃度過稀 1a.處理水量超過負荷<br />
1b.浮除槽水位太高<br />
1c.浮渣刮除機轉速過快<br />
1d.浮渣刮除量過大<br />
1a.查核操作處理水量及浮<br />
除槽面積負荷<br />
1b.檢視浮除槽操作水位是<br />
否過高,造成浮渣刮除過<br />
量<br />
1c.浮渣刮除情況檢視<br />
1d.參考 1c<br />
-47-<br />
1a.調整系統操作條件<br />
1b.調整水位調節器,降低水<br />
位高度<br />
1c.視需要進行轉速調整<br />
1d. 調整浮渣刮除量調節<br />
器,減少刮除量<br />
1e. 化學混凝單元操作異 1e.檢視原廢水水質及化學 1e.進行化學混凝單元操作<br />
常,膠羽凝集效果不佳 混凝單位操作條件 調整<br />
1f.空氣—固體比值太高 1f.浮渣是否泡沫狀? 1f.減少空氣供給量<br />
1g.溶解空氣量不足浮上分 1g.參考異常現象 3<br />
離效果不良<br />
1g.參考異常現象 3<br />
2.浮除槽浮渣刮除 2a.浮渣刮除機轉速過慢 2a.浮渣刮除情形檢視 2a.視需要進行轉速調整<br />
不良<br />
2b.刮板位置過高,刮除量太 2b.檢視刮板浸水深度及浮 2b.視需要重新調整刮板位<br />
少<br />
渣刮除情況<br />
置<br />
2c.刮臂、傾斜未保持水平 2c.浮渣刮除情形檢視 2c.進行刮臂水平校正及調整<br />
2d.橡皮刮板磨損破裂、變形 2d.橡皮刮板外觀檢視,並查 2d.排除造成橡皮刮板異常<br />
或彈性疲乏<br />
核異常原因<br />
磨耗之原因並更新橡皮<br />
刮板<br />
2e.浮除槽水位過低 2e.檢視浮除槽操作水位是 2e.調整水位調節器,提高水<br />
否過低,影響浮渣刮除 位<br />
加壓溶氣浮除系統之異常原因與解決對策(續1)<br />
異常現象 可能原因 檢查項目 解決對策<br />
3.溶解空氣量不足 3a.溶氣槽壓力不足 3a.檢視容氣槽壓力計是否 3a.調整減壓閥,提高溶氣槽<br />
壓力偏低<br />
壓力或提高注入空氣壓<br />
力<br />
3b.加壓泵揚程不足或流量 3b.檢視加壓泵之壓力計及 3b.進行加壓泵之故障排除<br />
不足<br />
流量計<br />
3c.減壓閥或空氣釋放器阻 3c.操作狀況及外觀檢視<br />
或維修<br />
3c.進行減壓閥或空氣釋放<br />
塞<br />
器之拆裝清洗<br />
3d.空氣供給設備故障或損 3d.檢視空壓機、空氣管線、 3d.進行必要之維修或更新<br />
壞<br />
壓力調節器、電磁閥、逆<br />
止閥等是否障礙或洩漏<br />
4.溶氣槽內水位過 4a.加壓泵阻塞或故障或停 4a.檢視泵是否運轉及操作 4a.進行加壓泵之故障排除<br />
低<br />
止操作<br />
壓力、流量是否正常 或維修<br />
4b.空壓機注入空氣壓力過 4b.檢視空壓機壓力調節器 4b.降低注入空氣壓力至適<br />
高<br />
及注入空氣壓力 當值<br />
4c.液位控制器失效 4c.檢查液位控制器是否故 4c.視需要以維修或更新<br />
障<br />
5.溶氣槽水位過高 5a.注入空氣壓力太低 5a.參考 4b<br />
5a.調高注入空氣壓力至適<br />
當值<br />
5b.注入空氣量不足 5b.參考 3d 並檢視空氣流量計 5b.參考 3d 或 5a<br />
5c.液位控制器失效 5c.參考 4c<br />
5c.參考 4c<br />
5d.空氣供給設備故障或損 5d.參考 3d<br />
壞<br />
5d.參考 3d<br />
-48-<br />
24
加壓溶氣浮除系統之異常原因與解決對策(續2)<br />
異常現象 可能原因 檢查項目 解決對策<br />
6.加壓泵泵送水量 6a.溶氧槽壓力過高 6a..檢視溶氣槽壓力計 6a.調整減壓閥<br />
過低<br />
6b.加壓泵揚程不足或輪葉 6b.參考 4a<br />
磨損<br />
6b.參考 4a<br />
7.膠羽上浮速度緩 7a.處理水量超負荷 7a.參考 1a<br />
7a.參考 1a<br />
慢<br />
7b.空氣溶解量過低 7b.參考異常現象 3 7b.參考異常現象 3<br />
7c. 化學混凝單元操作異 7c.參考 1e<br />
常,膠羽凝集果不佳<br />
7c.參考 1e<br />
8.浮除槽表面劇烈 8a.溶氣槽排空,大量壓空氣 8a.檢視減壓閥是否故障 8a.重新調整背壓或維修更<br />
翻攪,有大氣泡 噴出<br />
8b.參考 4c<br />
換<br />
冒出<br />
8b.液位控制器失效<br />
8b.參考 4c<br />
9.放流水懸浮固體 9a.處理水量超負荷 9a.參考 1a<br />
9a.參考 1a<br />
物濃度過高 9b. 化學混凝單元操作異 9b.參考 1e<br />
常,膠羽凝集效果不佳<br />
9b.參考 1c<br />
9c.浮渣刮除機停止或浮渣 9c.檢視浮渣刮除機運轉情 9c.調整刮除機轉速,或調節<br />
刮除速度太慢<br />
形及浮渣刮除量 浮渣刮除量調節器,加大<br />
刮除量<br />
9d.浮渣刮除機轉速過高,擾 9d.檢視浮渣刮除機運轉速 9d.調整浮渣刮除機運行速<br />
動過於劇烈<br />
度及水體擾動情形 度<br />
9e.空氣—固體比值過低 9e.取樣檢視懸浮固體物浮 9e.加大注入空氣量<br />
上分離情形及有無大量<br />
固體物沈降<br />
9f.溶氣量不足<br />
9f.參考異常現象 3 9f.參考異常現象 3<br />
-49-<br />
生物處理原理<br />
-50-<br />
25
-51-<br />
-52-<br />
26
-53-<br />
生物處理之限制<br />
-54-<br />
27
-55-<br />
-56-<br />
28
-57-<br />
案⎠ 例⎠ 介⎠ 紹<br />
-58-<br />
29
實際診斷案例(1-1)<br />
-59-<br />
實際診斷案例(1-1)成效<br />
案例廠之廢水處理(234CMD)經瓶<br />
杯試驗加藥量最佳化及初沉污泥回流<br />
助凝元後,處理效果提升,藥劑<br />
polymer用量可降低63kg/月,費用可<br />
節省112,000元/年。<br />
-60-<br />
30
實際診斷案例(2)<br />
慢混池至沉澱池落差過大<br />
-61-<br />
實際診斷案例(3)<br />
溢流堰傾斜,堰負荷不均<br />
-62-<br />
31
造紙業之特有微生物相<br />
-63-<br />
染整業之特有微生物相<br />
-64-<br />
32
食品業之特有微生物相<br />
-65-<br />
石化業之特有微生物相<br />
-66-<br />
33
高負荷微生物相<br />
-67-<br />
標準負荷微生物相<br />
-68-<br />
34
超低負荷微生物相<br />
-69-<br />
低溶氧微生物相<br />
-70-<br />
35
調勻池與化學混凝單元<br />
-71-<br />
實際診斷案例(4)<br />
-72-<br />
36
-73-<br />
簡報完畢<br />
敬請指教<br />
財團法人台灣產業服務基金會<br />
37