

2 - Fagor Automation
2 - Fagor Automation
2 - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Manuel d’utilisation<br />
2.<br />
TRAVAIL SOUS LE MODE MANUEL.<br />
Introduction<br />
Option<br />
·MCO/TCO·<br />
Soft: V01.0x<br />
·12·<br />
2.1 Introduction<br />
2.1.1 Écran standard du mode de travail CO.<br />
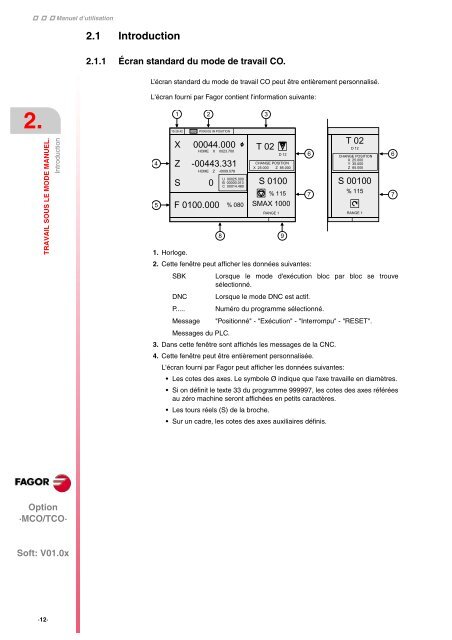
L’écran standard du mode de travail CO peut être entièrement personnalisé.<br />
L'écran fourni par <strong>Fagor</strong> contient l'information suivante:<br />
4<br />
5<br />
1 2 3<br />
15:28:42 SBK P000002 IN POSITION<br />
X<br />
Z<br />
S<br />
00044.000<br />
HOME X 0023.700<br />
-00443.331<br />
HOME Z -0009.578<br />
0<br />
U 00025.000<br />
B 00000.013<br />
C 00014.480<br />
F 0100.000 % 080<br />
8<br />
T 02<br />
1. Horloge.<br />
2. Cette fenêtre peut afficher les données suivantes:<br />
SBK Lorsque le mode d'exécution bloc par bloc se trouve<br />
sélectionné.<br />
DNC Lorsque le mode DNC est actif.<br />
P..... Numéro du programme sélectionné.<br />
Message "Positionné" - "Exécution" - "Interrompu" - "RESET".<br />
Messages du PLC.<br />
3. Dans cette fenêtre sont affichés les messages de la CNC.<br />
4. Cette fenêtre peut être entièrement personnalisée.<br />
L'écran fourni par <strong>Fagor</strong> peut afficher les données suivantes:<br />
Les cotes des axes. Le symbole Ø indique que l'axe travaille en diamètres.<br />
Si on définit le texte 33 du programme 999997, les cotes des axes référées<br />
au zéro machine seront affichées en petits caractères.<br />
Les tours réels (S) de la broche.<br />
S 0100<br />
Sur un cadre, les cotes des axes auxiliaires définis.<br />
D 12<br />
CHANGE POSITION<br />
X 25.000 Z 85.000<br />
% 115<br />
SMAX 1000<br />
RANGE 1<br />
9<br />
6<br />
7<br />
T 02<br />
D 12<br />
CHANGE POSITION<br />
X 25.000<br />
Y 35.000<br />
Z 85.000<br />
S 00100<br />
% 115<br />
RANGE 1<br />
6<br />
7














