

2 - Fagor Automation
2 - Fagor Automation
2 - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Manuel d’utilisation<br />
2.<br />
TRAVAIL SOUS LE MODE MANUEL.<br />
Contrôle d'outils.<br />
Option<br />
·MCO/TCO·<br />
Soft: V01.0x<br />
·24·<br />
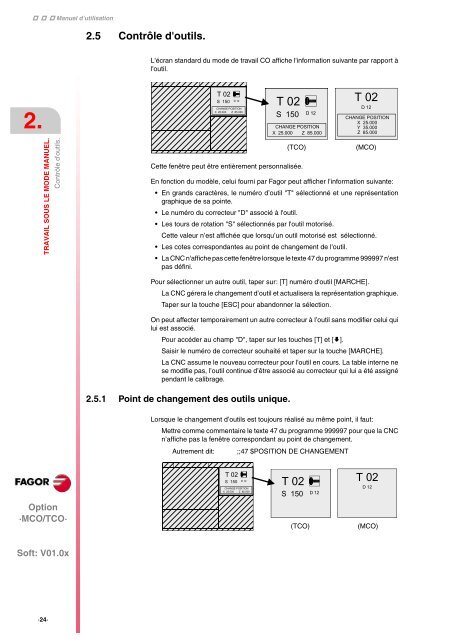
2.5 Contrôle d'outils.<br />
L'écran standard du mode de travail CO affiche l'information suivante par rapport à<br />
l'outil.<br />
T 02 D 12<br />
S 150<br />
CHANGE POSITION<br />
X 25.000 Z 85.000<br />
Cette fenêtre peut être entièrement personnalisée.<br />
En fonction du modèle, celui fourni par <strong>Fagor</strong> peut afficher l’information suivante:<br />
En grands caractères, le numéro d’outil "T" sélectionné et une représentation<br />
graphique de sa pointe.<br />
Le numéro du correcteur "D" associé à l'outil.<br />
Les tours de rotation "S" sélectionnés par l'outil motorisé.<br />
Cette valeur n’est affichée que lorsqu’un outil motorisé est sélectionné.<br />
Les cotes correspondantes au point de changement de l'outil.<br />
La CNC n'affiche pas cette fenêtre lorsque le texte 47 du programme 999997 n'est<br />
pas défini.<br />
Pour sélectionner un autre outil, taper sur: [T] numéro d'outil [MARCHE].<br />
La CNC gérera le changement d’outil et actualisera la représentation graphique.<br />
Taper sur la touche [ESC] pour abandonner la sélection.<br />
On peut affecter temporairement un autre correcteur à l’outil sans modifier celui qui<br />
lui est associé.<br />
Pour accéder au champ "D", taper sur les touches [T] et [].<br />
Saisir le numéro de correcteur souhaité et taper sur la touche [MARCHE].<br />
La CNC assume le nouveau correcteur pour l'outil en cours. La table interne ne<br />
se modifie pas, l’outil continue d’être associé au correcteur qui lui a été assigné<br />
pendant le calibrage.<br />
2.5.1 Point de changement des outils unique.<br />
T 02 D 12<br />
S 150<br />
CHANGE POSITION<br />
X 25.000 Z 85.000<br />
T 02<br />
D 12<br />
CHANGE POSITION<br />
X 25.000<br />
Y 35.000<br />
Z 85.000<br />
(TCO) (MCO)<br />
Lorsque le changement d’outils est toujours réalisé au même point, il faut:<br />
Mettre comme commentaire le texte 47 du programme 999997 pour que la CNC<br />
n’affiche pas la fenêtre correspondant au point de changement.<br />
Autrement dit: ;;47 $POSITION DE CHANGEMENT<br />
T 02 D 12<br />
S 150<br />
CHANGE POSITION<br />
X 25.000 Z 85.000<br />
T 02 D 12<br />
S 150<br />
T 02<br />
D 12<br />
(TCO) (MCO)














