Catalogue projets PAF - Viaméca
Catalogue projets PAF - Viaméca
Catalogue projets PAF - Viaméca

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
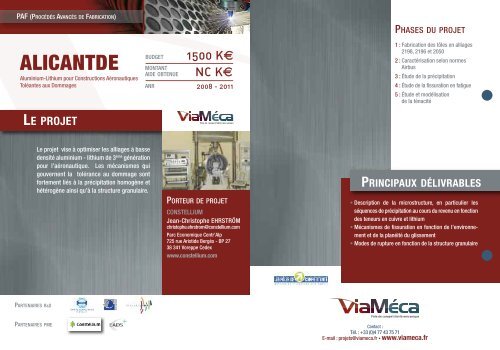
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
ALICANTDE<br />
Aluminium-Lithium pour Constructions Aéronautiques<br />
Toléantes aux Dommages<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ANR<br />
1500 K€<br />
NC K€<br />
2008 - 2011<br />
1 : Fabrication des tôles en alliages<br />
2198, 2196 et 2050<br />
2 : Caractérisation selon normes<br />
Airbus<br />
3 : Étude de la précipitation<br />
4 : Étude de la fissuration en fatigue<br />
5 : Étude et modélisation<br />
de la ténacité<br />
Le projet<br />
Le projet vise à optimiser les alliages à basse<br />
densité aluminium - lithium de 3 ème génération<br />
pour l’aéronautique. Les mécanismes qui<br />
gouvernent la tolérance au dommage sont<br />
fortement liés à la précipitation homogène et<br />
hétérogène ainsi qu’à la structure granulaire.<br />
PORTEUR DE PROJET<br />
CONSTELLIUM<br />
Jean-Christophe EHRSTRÖM<br />
christophe.ehrstrom@constellium.com<br />
Parc Economique Centr’Alp<br />
725 rue Aristide Bergès - BP 27<br />
38 341 Voreppe Cedex<br />
www.constellium.com<br />
principaux déLivrabLes<br />
• Description de la microstructure, en particulier les<br />
séquences de précipitation au cours du revenu en fonction<br />
des teneurs en cuivre et lithium<br />
• Mécanismes de fissuration en fonction de l’environnement<br />
et de la planéité du glissement<br />
• Modes de rupture en fonction de la structure granulaire<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
DEMETHER<br />
DEveloppement de MatEriaux biosourcés<br />
issus de sous-produits de l'agriculture<br />
pour l'isolation THERMique de bâtiments existants<br />
Le projet<br />
Le projet proposé a pour but d'utiliser des<br />
sous-produits oléagineux et céréaliers pour<br />
leur pouvoir isolant afin d'isoler les bâtiments<br />
existants par des panneaux constitués de ces<br />
sous-produits. L’originalité de cette démarche<br />
consistera à utiliser des liants à base de<br />
biopolymères naturels (polysaccharides) variablement<br />
formulés en fonction des propriétés<br />
désirées. De plus, les renforts végétaux utilisés<br />
sont des sous-produits utilisés et ne proviennent<br />
pas de champs dédiés à cet usage. Ainsi<br />
toute une gamme de différents biomatériaux<br />
sera développée pour l'isolation thermique de<br />
bâtiments. Cette approche est couplée à des<br />
modèles environnementaux afin de prendre<br />
en compte la viabilité à long terme de ces<br />
nouveaux matériaux et de leurs applications<br />
industrielles.<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ANR<br />
1955 K€<br />
791 K€<br />
2011 - 2014<br />
PORTEUR DE PROJET<br />
CEMAGREF<br />
Jean-Denis MATHIAS<br />
Chargé de recherche<br />
jean-denis.mathias@cemagref.fr<br />
24 avenue des Landais - BP 50085<br />
63 172 Aubière<br />
www.cemagref.fr<br />
objectifs et enjeux<br />
Le principal objectif scientifique est de formuler<br />
une matrice d'origine biosourcée qui permette de<br />
solidariser les sous-produits ;<br />
Le second objectif scientifique est de caractériser<br />
les propriétés thermo-mécaniques du produit final.<br />
Une des principales difficultés est d’utiliser des<br />
broyats dont la plupart des propriétés sont inconnues<br />
étant donné que le processus de broyage n'a été<br />
lui-même que très peu étudié. De plus, un autre<br />
verrou scientifique est de caractériser l'interface<br />
broyat/liant du point de vue thermo-mécanique ;<br />
Les objectifs environnementaux sont de valoriser<br />
des sous-produits issus de l'agriculture<br />
(de type broyat de<br />
tournesol ou de céréales) et<br />
de réduire les consommations<br />
d'énergie des bâtiments<br />
énergétiques.<br />
PHASES DU PROJET<br />
1 : Développement d’une matrice<br />
biosourcée<br />
2 : Modélisation et caractérisation<br />
du biocomposites<br />
3 : Modélisation des impacts<br />
environnementaux<br />
4 : Applications pour l’isolation<br />
de bâtiments existants<br />
5 : Management du projet<br />
principaux déLivrabLes<br />
• Gamme de biomatrices adaptée aux exigences du<br />
bâtiment et aux sous produits agricoles utilisés.<br />
• Caractérisation des interfaces des couples matrice/<br />
charge des matériaux composites sélectionnés<br />
• Lois de comportement et propriétés thermiques et<br />
thermomécaniques du composite<br />
• ACV réalisée conformément à la norme ISO 14044<br />
• Cahier des charges des produits, dimensionnements,<br />
étude de coûts-performances comparés avec plusieurs<br />
produits existants<br />
PARTENAIRES R&D<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
EASIUM ®<br />
Evaluation de process innovants<br />
pour la mise en forme de poudre EASIUM ®<br />
Le projet<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ACTRA<br />
Ce projet correspond à une première étude de<br />
faisabilité de fabrication de cermets ou de matrice<br />
métallique à base d'EASIUM ® , sous la forme de<br />
pièces massives ou de revêtements épais. Les procédés<br />
de mise en forme innovants testés concernent<br />
la compaction de poudre par impact (CGV)<br />
suivie d'un traitement de frittage par micro-onde<br />
pour la fabrication de pièces massives, le procédé<br />
de projection laser de poudre (DMD) et le procédé<br />
de projection de poudre par Computer Controlled Detonation<br />
Spraying pour la mise en œuvre de<br />
revêtements. Compte tenu des caractéristiques intrinsèques<br />
du matériau EASIUM ® , les propriétés<br />
recherchées sont : dureté, résistance à l’usure et<br />
faible coefficient de frottement pour des applications<br />
mécaniques et du secteur médical.<br />
En voie massive, le frittage du matériau reste délicat.<br />
Une très grande absorption du rayonnement µ-onde est<br />
observée. La voie revêtement a permis de démontrer<br />
de premières propriétés tribologiques intéressantes.<br />
103 K€<br />
54 K€<br />
2008 - 2010<br />
PORTEUR DE PROJET<br />
CETIM<br />
Dr-Ing Christophe REYNAUD<br />
Responsable <strong>projets</strong><br />
christophe.reynaud@cetim.fr<br />
7 rue de la Presse - BP 802<br />
42952 Saint-Etienne Cedex 9<br />
www.cetim.fr<br />
objectifs et enjeux<br />
De nombreuses applications mécaniques et médicales<br />
requièrent des performances tribologiques<br />
accrues (résistance à l'abrasion, glissement, antigrippage).<br />
EASYL a développé une famille de matériaux céramiques<br />
frittés d'EASIUM ® qui présentent de bonnes<br />
propriétés tribologiques. Ils ont trouvé des applications<br />
variées (horlogerie, industrie textile). Toutefois,<br />
bien qu'électroérodables, leur mise en forme<br />
(pressage à chaud, SPS) limite considérablement<br />
les applications industrielles (complexité limitée,<br />
taille de série faible). Leur grande fragilité constitue<br />
également un handicap majeur.<br />
L'élaboration de CERMET<br />
à base d'EASIUM ® devrait<br />
permettre d'augmenter sa<br />
ténacité tout en gardant ses<br />
propriétés tribologiques et<br />
d'apporter des réponses aux<br />
problématiques des secteurs<br />
de la mécanique et du médical.<br />
PHASES DU PROJET<br />
1 : Synthèse des mélanges<br />
de poudres élémentaires<br />
2 : Obtention des mélanges<br />
prêts à l’emploi - voie “barbotine”<br />
et recherche d’autres voies<br />
3 : Mise en œuvre - voie “CGV-frittage”<br />
- voie “revêtements”<br />
DMD et CCDS<br />
4 : Caractérisation - analyses<br />
métallurgiques et tests<br />
tribologiques<br />
5 : Synthèse - conclusions<br />
principaux déLivrabLes<br />
• Rapport d’Etude précisant la faisabilité technique<br />
et les applications industrielles envisageables<br />
• Eprouvettes témoins<br />
PARTENAIRES R&D, CTI<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
EDGE<br />
Industrialisation des outils spéciaux<br />
à hautes performances en une semaine<br />
Le projet<br />
L'objectif principal est d'être capable de fabriquer<br />
des outils coupant de hautes performances<br />
dans un délai d'une semaine.<br />
Pour cela, il est nécessaire de mettre en place<br />
la chaîne numérique complète dans la gamme<br />
de fabrication. Cette chaîne s'étend de la<br />
conception géométrique des outils en fonction<br />
des besoins du client en passant pas la génération<br />
des trajectoires sur les machines<br />
d'affûtage multiaxes puis sa réalisation et son<br />
contrôle à toutes les échelles.<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ITC<br />
951 K€<br />
490 K€<br />
2011 - 2012<br />
PORTEUR DE PROJET<br />
CETIM<br />
Stéphane THIERRY<br />
Responsable du pôle Procédés<br />
Performants et Innovants<br />
stephane.thierry@cetim.fr<br />
52 avenue Félix Louat - BP 80067<br />
60 304 Senlis Cedex<br />
www.cetim.fr<br />
objectifs et enjeux<br />
Objectifs scientifiques :<br />
• Mettre en place la chaîne numérique complète<br />
dans le domaine de l'affûtage<br />
• Concevoir des outils répondant aux exigences<br />
des outils à hautes performances<br />
• Générer des trajectoires machines permettant de<br />
fabriquer les outils souhaités et développer des<br />
méthodologies de préparation d'arête stables<br />
et répétables<br />
• Contrôler les outils le plus finement possible<br />
pour stabiliser leurs utilisations industrielles<br />
Objectifs technologiques :<br />
• Concevoir et réaliser des outils<br />
spéciaux à l'échelle d'une<br />
semaine en milieu industrielle,<br />
et augmenter la<br />
qualité des outils fabriqués<br />
Objectifs économiques :<br />
• Développer les marchés<br />
dans le domaine des outils<br />
spéciaux et réduire les<br />
coûts de développement et<br />
de fabrication<br />
PHASES DU PROJET<br />
1 : Définition et validation des paramètres<br />
géométriques d'un outil<br />
2 : Optimisation des gammes de<br />
fabrication en prenant en compte<br />
toutes les interactions<br />
3 : Développement de nouvelles<br />
méthodes de préparation d'arête<br />
pour augmenter la performance<br />
des outils<br />
4 : Amélioration des conditions d'affûtage<br />
5 : Mise en place du contrôle<br />
des outils à toutes les échelles<br />
et correctifs nécessaires<br />
6 : Mise en place du démonstrateur<br />
industriel<br />
7 : Utilisation du démonstrateur<br />
industriel<br />
principaux déLivrabLes<br />
• Mise en place d’un démonstrateur et validation de celuici<br />
par 12 industriels fabricants d’outils coupants<br />
• Différents rapports sur les différentes phases du projet<br />
et rapport final<br />
PARTENAIRES R&D<br />
PARTENAIRES INDUSTRIELS<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
FABLAB<br />
Le projet<br />
BUDGET<br />
Le projet FabLab, vise à l’optimiser la chaîne numérique<br />
qui suit la conception d’un nouveau produit. Du concept<br />
du nouveau produit jusqu’à sa commercialisation, les<br />
différentes étapes de la chaîne numérique sont franchies<br />
dans le respect et l’intégration des conditions en<br />
amont mais aussi en aval. La maquette numérique tend<br />
à être de plus en plus complète, visant ainsi à<br />
diminuer le coût en temps et matériel de la mise au<br />
point des produits. Malheureusement, dans certaines<br />
entreprises, on retrouve un ensemble de systèmes<br />
hétérogènes sans cohésion qui oblige à ressaisir et<br />
interpréter les informations. Ajouter à cela le fait que<br />
les entreprises ne prennent plus le temps de capitaliser<br />
les informations nécessaires. Avec pour résultat : des<br />
temps morts et des improductivités générés par les<br />
modes de fonctionnements industriels actuels. Le projet<br />
FabLab, vise à repérer les technologies qui peuvent<br />
permettre d’absorber ces temps morts, les tester, et en<br />
rendre compte aux industriels afin de leur apporter de<br />
l’information sur les nouvelles pratiques de gestion de<br />
l’information numérique de manière automatisée.<br />
MONTANT<br />
AIDE OBTENUE<br />
ACTRA<br />
120 K€<br />
54 K€<br />
2011 - 2012<br />
PORTEUR DE PROJET<br />
CETIM<br />
Bruno DAVIER<br />
bruno.davier@cetim.fr<br />
7 rue de la Presse<br />
42 100 Saint-Etienne<br />
www.cetim.fr/cetim/<br />
objectifs et enjeux<br />
• Réaliser une étude de faisabilité d’une chaîne de<br />
Fabrication ”du virtuel au réel” optimisée,<br />
accessible à distance, offrant aux entreprises de<br />
Rhône-Alpes l’expertise du choix du mode et des<br />
moyens de fabrication. Cette étude de faisabilité<br />
s’appuiera sur un cas d’application industriel.<br />
• Le projet a pour objectif de définir "les maillons"<br />
accessibles et manquants de la chaîne numérique<br />
afin de réaliser un cahier des charges projet (type<br />
FUI,…) en prenant en compte l'état de l'art actuel.<br />
• Ce futur projet aura pour objectif de développer<br />
ces maillons manquants avec les passerelles<br />
logiciels et /ou de définir les<br />
centres de compétences métiers<br />
ou experts pour les parties<br />
ne pouvant pas être<br />
"encapsuler" par des développements<br />
numériques<br />
"simples" (passerelles, logiciels,…).<br />
PHASES DU PROJET<br />
1 : Etat de l’art<br />
2 : Plateforme d’échange<br />
3 : Accessibilité à distance<br />
4 : Compatibilité des fichiers<br />
informatiques<br />
5 : Passerelles vers l’immersion et la<br />
réalité virtuelle<br />
6 : Niveau d’automatisation<br />
du processus<br />
7 : Algorithme Fabrication Directe ou<br />
impression 3D<br />
8 : Evolution et maintenance<br />
du système/bases de données,<br />
éco, techniques, etc<br />
9 : Démonstration du concept sur une<br />
ou deux pièces<br />
principaux déLivrabLes<br />
• Définition du périmètre d’application et des besoins<br />
(industriels, designers, médical, etc.)<br />
• Mise en cohérence des données d’entrée (format fichiers…)<br />
• Démonstration complète de la chaîne sur un modèle<br />
• Synoptique "aide au choix procédés" suivant les critères<br />
prépondérants à prendre en compte<br />
• Définir "les maillons" manquants et accessibles de la<br />
chaîne numérique afin de réaliser un Cahier des charges<br />
projet (type FUI…)<br />
• Identification des compétences et du consortium nécessaire<br />
à la réalisation de FabLab - post ACTRA<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
FALAFEL<br />
Fabrication Additive<br />
par LAser et Faisceau d’ÉLectrons<br />
Le projet<br />
Le projet FALAFEL vise à mettre en œuvre et à<br />
valider dans des conditions industrielles sur<br />
composants aéronautiques, des procédés de<br />
fabrication directe (projection laser, fusion<br />
sélective lit de poudre par FE et FL) de pièces<br />
métalliques ou composites à matrice métallique<br />
(permettant un bon compromis performances/<br />
masse volumique).<br />
Il permettra aussi de faire émerger une filière<br />
nationale à la pointe de ces nouveaux procédés,<br />
concernant notamment les technologies poudres<br />
et les technologies de fabrication machines<br />
dédiées.<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 9<br />
8700 K€<br />
4000 K€<br />
2010 - 2014<br />
PORTEUR DE PROJET<br />
EADS Inovation Works<br />
Laëtitia KIRSCHNER<br />
12 rue Pasteur BP 76<br />
92152 Suresnes<br />
www.eads.com/eads/france/fr<br />
objectifs et enjeux<br />
L’objectif de ce projet est d’accompagner le développement<br />
des procédés additifs métalliques (laser<br />
et faisceau d’électron) en vue d’une future industrialisation,<br />
pour leurs bénéfices écologiques et économiques<br />
:<br />
• Réduction des temps de cycle de fabrication et<br />
des coûts par 2 sur des pièces usinées masse en<br />
Ti (TA6V) et Inconel 718 d’ici 2013.<br />
• Gain de masse de 20 % par redesign /fonctionnalisation<br />
des pièces<br />
• Disposer d’une technologie propre et flexible par<br />
rapport à l’usinage dans la masse (buy-to-fly ratio<br />
< 80 %).<br />
Techniquement :<br />
• Développer des pièces de<br />
structure (classe 1) en Ti au<br />
travers de la maîtrise du<br />
procédé EBM.<br />
• Développer des pièces<br />
de grandes dimensions<br />
proches des cotes grâce à<br />
des équipements de projection<br />
grande capacité.<br />
PHASES DU PROJET<br />
1 : Management du projet<br />
2 : Méthodes et spécifications<br />
filière poudre<br />
3 : Développement, optimisation<br />
et étude du procédé<br />
de projection laser<br />
4 : Étude et optimisation des procédés<br />
de fusion de lits de poudre<br />
5 : Études matériaux-démonstration<br />
6 : Validation technico-économique<br />
7 : Transfert industriel<br />
principaux déLivrabLes<br />
• Une filière stratégique française d’industrialisation des<br />
procédés de fabrication additive<br />
• Un guide de conception à l’usage des partenaires : couplage<br />
pièce (géométrie, dimension, matériau, …) / Technologie<br />
ALM / Propriétés attendues / Interêt économique<br />
PÔLES COLABELLISATEURS<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
FGVV<br />
Forage Grande Vitesse Vibratoire<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 4<br />
2840 K€<br />
NC K€<br />
2007 - 2010<br />
1 : Forage vibratoire dans l’acier<br />
2 : Développement de la technologie<br />
dans les domaines alu/inox<br />
3 : Transfert de la technologie forage<br />
vibratoire au décolletage<br />
4 : Simulateur : paramètres<br />
de fonctionnement<br />
5 : Monitoring : instrumentation<br />
du porte-outils<br />
Le projet<br />
6 : Impact des vibrations sur la broche<br />
L’objectif du projet FGVV est de développer une<br />
technique de production de trous de grandes<br />
profondeurs (forage) sans aucune lubrification<br />
polluante (production écologique) et dans<br />
des conditions de productivité trois fois plus<br />
élevées que les techniques actuelles.<br />
Le projet aboutira à l’industrialisation sous<br />
3 ans de la nouvelle technique dite de “forage<br />
vibratoire” dans les principales familles de<br />
matériaux (aciers, alu, inox, titane), que ce soit<br />
sur des machines de type centre d’usinage ou<br />
de type décolletage, dans un contexte de petite<br />
ou de grande série.<br />
PORTEUR DE PROJET<br />
CETIM<br />
Michel ODEAU<br />
michel.odeau@cetim.fr<br />
7 rue de la presse - BP 802<br />
42 952 Saint Etienne Cedex 9<br />
www.cetim.fr<br />
principaux déLivrabLes<br />
• Kits industriels pour produire des trous de grandes<br />
profondeurs (forage) :<br />
- Porte Outil Vibratoire<br />
- Jeu de ressorts et masses<br />
- Préconisation d’Outils<br />
- Paramètres d’usinage (simulateur)<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
GPP MULTIMAT<br />
Grand Projet Poudre Multimatériaux<br />
Le projet<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 1<br />
2300 K€<br />
750 K€<br />
2007 - 2011<br />
objectifs et enjeux<br />
Fabriquer des composants multimatériaux multifonctionnels<br />
et les biens d’équipements adaptés à<br />
leur production série.<br />
• Faisabilité de composants multifonctions à partir<br />
de poudres<br />
• Faisabilité des machines multimatériaux CGV<br />
(+UGV) et Fusion laser (bonne matière)<br />
• Business plan d’unités pilotes de production<br />
1 : Spécifications et caractérisation<br />
Technico-Economique<br />
2 : Faisabilités et pièces prototypes<br />
3 : Faisabilité et Machines Prototypes<br />
4 : Unités Pilote<br />
Développer des équipements innovants sur<br />
des procédés de compaction-frittage et fusion<br />
laser pour fabriquer des composants 3D à<br />
géométrie complexe multi-matériaux (multifonctions)<br />
à base de poudre.<br />
principaux déLivrabLes<br />
PORTEUR DE PROJET<br />
CETIM<br />
Bruno DAVIER<br />
bruno.davier@cetim.fr<br />
7 rue de la Presse - BP 802<br />
42952 SAINT-ETIENNE Cedex 9<br />
www.cetim.fr<br />
• Ingenierie et industrialisation de composants multi<br />
matériaux, multi fonctions par compaction frittage<br />
(matrice de forge, vis extrusion, pastille anti-effraction)<br />
et par fusion laser (bielle, broche d’injection lastique)<br />
• Conception et réalisation :<br />
- equipement et outillage prototype de compaction à<br />
grande vitesse<br />
- Machine prototype de fusion laser multi matériaux<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
IDEA<br />
Industrialisation Découpage Adiabatique<br />
Le projet<br />
L'exploitation du phénomène de découpage adiabatique<br />
crée des contraintes dynamiques très<br />
fortes sur les composants des outillages. Les<br />
phases expérimentales de R&D ont permis des<br />
avancées majeures : d'une durée de vie de quelques<br />
dizaine de pièces au début du projet à quelques<br />
dizaines de milliers de pièces à ce jour. Cependant,<br />
pour progresser et atteindre de façon répétitive<br />
cet objectif, il est nécessaire de mener un<br />
programme de R&D associant un volet scientifique<br />
permettant de comprendre les phénomènes dynamiques<br />
auxquels sont soumis les différentes parties<br />
de l'outillage et de son interaction avec la machine,<br />
un volet de R&D applicative permettant d'optimiser la<br />
conception des outillages et enfin une phase d'application<br />
industrielle sur des cas réels permettant de<br />
qualifier le procédé en terme de fiabilité du procédé<br />
(sensibilité à la variabilité des paramètres d'entrée,<br />
qualité des pièces en fonction de l'usure de l'outillage…).<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ITC<br />
1301 K€<br />
438 K€<br />
2010 - 2012<br />
PORTEUR DE PROJET<br />
CETIM<br />
Hédi SFAR<br />
Responsable produit Métaux en<br />
feuilles - Responsable projet IDEA<br />
hedi.sfar@cetim.fr<br />
52 avenue Félix Louat - BP 80067<br />
42 60 304 SENLIS Cedex<br />
objectifs et enjeux<br />
Les objectifs du projet sont :<br />
• Industrialiser des outillages de découpage adiabatique<br />
permettant de produire des séries de plus<br />
de 100000 pièces.<br />
• Démontrer de façon objective la pertinence technico<br />
économique du découpage adiabatique.<br />
Cette nouvelle technologie concerne le marché<br />
des pièces plates découpées à forte épaisseur où<br />
la qualité des bords découpés est recherchée<br />
pour sa fonction mécanique et sa qualité géométrique,<br />
pour des grandes séries dans les secteurs<br />
de l’automobile, la fixation, le transport, la mécanique<br />
générale, la quincaillerie, …<br />
PHASES DU PROJET<br />
1 : R&D Fondamentale : identifier<br />
et comprendre les phénomènes<br />
auxquels sont soumis les<br />
outillages afin d’améliorer<br />
l’outillage actuel<br />
2 : R&D Applicative : concevoir<br />
et tester 3 outillages différents<br />
afin de valider différentes<br />
solutions techniques<br />
3 : Faisabilité industrielle :<br />
à partir d’un outillage modulaire<br />
commun, essai de production<br />
sur des pièces industrielles avec<br />
caractérisation de ces pièces<br />
4 : Qualification industrielle :<br />
production de 100 000 pièces<br />
avec un même outillage<br />
principaux déLivrabLes<br />
• Modèle dynamique de simulation numérique de l’outillage<br />
• Outillages de découpe adiabatique<br />
• Différents rapports d’essais d’outillages, de qualification<br />
de pièce et d’essais de composants de l’outillage<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
LCM-SMART<br />
Procédés de moulage par injection de liquide,<br />
innovants pour pièces complexes en composites<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 4<br />
4400 K€<br />
NC K€<br />
2008 - 2011<br />
1 : Fabrication outil matériel<br />
2 : Fourniture des Matières<br />
Premières<br />
3 : Modélisation Laboratoire<br />
4 : Expert Fibres optiques<br />
5 : Modélisation Laboratoire<br />
6 : Fabrication outil matériel<br />
Le projet<br />
Le projet LCM-Smart réunit 4 unités CNRS,<br />
2 PME et 5 sociétés Industrielles. Il a pour<br />
objectif le développement de la machine “LCM<br />
du futur” (LCM : Liquid Composites Moulding),<br />
destinée à produire, par injection de préformes<br />
fibreuses par de la résine, des pièces complexes<br />
de structures en matériaux composites<br />
de qualité maîtrisée pour les applications<br />
aéronautiques et pour d’autres applications<br />
industrielles.<br />
PORTEUR DE PROJET<br />
HEXCEL Composites/<br />
HEXCEL Renforts<br />
Franck MEISSIMILLY<br />
franck.meissimilly@hexcel.com<br />
ZI la Plaine<br />
Dagneux - BP 27<br />
01 121 Montluel Cedex<br />
principaux déLivrabLes<br />
• Machine LCM du futur : pilotage et optimisation du<br />
procédé<br />
• Optimisation de la simulation - conception de moule et<br />
procédé d’injection<br />
• Instrumentation des moules/préformes - fibres optiques<br />
à réseaux de Bragg<br />
• Évaluation d’une technologie de moule composite<br />
• Contrôle dimensionnel sur moule et pièce sans contact<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
MOMI<br />
Nouvelle Technologie de fabrication<br />
de Mousses Métalliques par voie de fonderie,<br />
pour applications industrielles<br />
Le projet<br />
La mise en œuvre de mousses métalliques par<br />
voie de fonderie, proposée par CTIF permet :<br />
• l’accès à des géométries de pièces complexes,<br />
• l’association de structures alvéolaires à des<br />
zones massives et peaux de pièces étanches,<br />
• l’obtention d’un réseau de pores interconnectés<br />
offrant une grande surface d’échange<br />
de chaleur.<br />
Ces mousses métalliques constituent une<br />
solution de captage d’énergie thermique, sur<br />
des pièces de formes complexes.<br />
Le défi à relever consiste à réaliser des pièces<br />
de grande taille intégrant de la mousse, qui<br />
soient étanches et dont la capacité de captage<br />
d’énergie thermique est améliorée.<br />
Ce projet constitue une opportunité pour évaluer<br />
l’efficacité des mousses métalliques en<br />
transfert thermique.<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ACTRA<br />
113 K€<br />
54 K€<br />
2010 - 2012<br />
PORTEUR DE PROJET<br />
CTIF<br />
Georges GIRERD<br />
Ingénieur d’Affaires<br />
girerd@ctif.com<br />
Parc d’Affaires de Crécy<br />
8 rue de la Voie Lactée<br />
69 771 St Didier au Mont d’Or<br />
www.ctif.com<br />
objectifs et enjeux<br />
L’objectif est de fabriquer une plaque en mousse<br />
métallique pour échange thermique.<br />
Le principal objectif est de développer une nouvelle<br />
technique permettant de fabriquer des plaques en<br />
mousse, munies d’une peau, de grandes dimensions<br />
(1600 x 900 mm). Cette technique constitue une<br />
voie mixte entre les mousses régulières et stochastiques.<br />
Cette voie mixte semble particulièrement<br />
bien adaptée à l’échange thermique. Enfin, le projet<br />
s’attachera à caractériser le comportement thermique<br />
de la plaque et de le modéliser, puis de réaliser<br />
une synthèse technico-économique du procédé.<br />
Les enjeux du projet se situent à 3 niveaux :<br />
• Enjeu Produit : développer une<br />
plaque de grande dimension<br />
pour des applications<br />
d’échange thermique<br />
• Enjeu Process :maîtriser l’infiltration<br />
pour la mise en<br />
œuvre de structures alvéolaires<br />
régulières par fonderie,<br />
• Enjeux Industriels : développer<br />
une solution technologique<br />
pouvant associer<br />
des PME de fonderie et les<br />
utilisateurs.<br />
PHASES DU PROJET<br />
1 : Choix de l’application<br />
de démonstration industrielle -<br />
Définition du cahier des charges<br />
fonctionnel et de mise en œuvre<br />
2 : Réalisation de la plaque :<br />
tester des solutions de moulage<br />
- réalisation d’un prototype à<br />
l’échelle 1 - réalisation en conditions<br />
industrielles chez le fondeur<br />
3 : Caractérisation et modélisation<br />
du transfert thermique<br />
4 : Synthèse technico économique<br />
principaux déLivrabLes<br />
• Plaque de dimensions réduites<br />
• Plaque de grandes dimensions<br />
• Étude de moulage : choix des matériaux<br />
• Synthèse technico-économique pour l’application :<br />
“plaque de grandes dimensions”<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
Solaire 2G<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
OFELIA<br />
Optimisation d'une filière Eco-efficiente<br />
Aluminium-Lithium pour Aéronautique<br />
Le projet<br />
Le projet OFELIA vise à maximiser l’éco-efficience du<br />
cycle de vie des pièces aéronautiques issues de la<br />
technologie AIRWARE , de la fin de gamme du demiproduit<br />
jusqu'à la refusion des copeaux d'usinage.<br />
La notion d'éco-efficience couvre à la fois la durabilité,<br />
minimisant l'impact environnemental en optimisant<br />
l'utilisation de ressources, et l'efficience<br />
économique à un coût concurrentiel. Deux voies sont<br />
retenues pour l'optimisation du bilan matière pour la<br />
fabrication d’une pièce. La première est la diminution<br />
de la quantité d’aluminium nécessaire au départ<br />
grâce à une optimisation du procédé de fabrication et<br />
des gammes d'usinage. La seconde est un travail sur<br />
le copeau en lui-même (taille, traitement chimique,<br />
collecte). Ce projet devrait permettre de créer une boucle<br />
fermée de recyclage, d’augmenter la quantité<br />
d’aluminium recyclé dans la filière aéronautique et de<br />
réaliser des économies importantes sur le coût de<br />
matériau pour tous les acteurs de la chaîne de valeur.<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 11<br />
3975 K€<br />
1701 K€<br />
2011 - 2014<br />
PORTEUR DE PROJET<br />
CONSTELLIUM CRV<br />
Myriam BOUET-GRIFFON<br />
Ingénieur<br />
myriam.bouet-griffon@constellium.com<br />
ZI Centr’Alpes<br />
725 Aristide Berges<br />
38 341 Voreppe<br />
www.constellium.com<br />
objectifs et enjeux<br />
Le développement d'une filière éco-efficiente pour<br />
pièces aéronautiques AIRWARE bénéficiera à tous<br />
les acteurs : producteurs de demi-produits par<br />
l'amélioration de la position de coût des pièces et de<br />
leur attractivité ; usineurs par l'amélioration de la<br />
maîtrise de l'usinage et la valorisation des déchets ;<br />
les avionneurs, car les alliages AIRWARE <br />
permettent de réaliser des réductions de poids.<br />
Le développement de ces alliages permet de maintenir<br />
du chiffre d'affaires et des emplois chez les<br />
producteurs de demi-produits, ainsi que chez leurs<br />
sous-traitants. Ce projet constitue un enjeu stratégique<br />
en termes d'activité industrielle<br />
du territoire en<br />
maintenant un niveau d'excellence<br />
de la filière avec la<br />
maitrise de toute la chaine<br />
de valeur de production des<br />
pièces aéronautiques.<br />
PHASES DU PROJET<br />
1 : Maîtrise des contraintes internes<br />
avant usinage<br />
2 : Maîtrise de la géométrie<br />
de la pièce usinée<br />
3 : Copeaux à valeur maximale<br />
et recyclage copeaux performant<br />
4 : Alliage état par filière éco-efficiente<br />
5 : Optimisation globale de la filière<br />
(usinage et recyclage)<br />
principaux déLivrabLes<br />
Le projet va générer de nouvelles connaissances et technologies,<br />
notamment concernant la genèse des contraintes<br />
internes pendant la gamme, la modélisation des stratégies<br />
d'usinage pour minimiser les tolérances d'usinage,<br />
l'influence des conditions d'usinage sur la morphologie<br />
et la microstructure de surface des copeaux et l'impact<br />
associé sur le rendement métal pendant les opérations<br />
de refusion. Un démonstrateur “manufacturing” visera à<br />
quantifier les bénéfices d'une gamme complète optimale.<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
OPERAS<br />
Optimisation des Procédés d’Elaboration<br />
par Refusion<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ANR<br />
2840 K€<br />
925 K€<br />
2009 - 2012<br />
1 : Structures de solidification et<br />
ségrégation dans les lingots VAR<br />
2 : Simulation complète du procédé<br />
de refusion sous laitier ESR<br />
3 : Comportement de l’arc électrique<br />
pendant la refusion VAR et<br />
détermination expérimentale<br />
de l’efficacité du refroidissement<br />
latéral<br />
Le projet<br />
Le projet OPERAS a pour but la mise au point<br />
de modèles numériques complets et validés<br />
pour simuler les procédés de refusion ESR et<br />
VAR. Il associe des caractérisations fines de la<br />
microstructure des matériaux élaborés, des<br />
expérimentations in situ sur les procédés<br />
industriels, le développement de modèles<br />
performants et leur validation en comparant<br />
les prédictions des simulations avec l'examen<br />
des produits élaborés. Les applications concernent<br />
les aciers, les superalliages base Ni, les<br />
alliages de titane et les alliages de zirconium.<br />
PORTEUR DE PROJET<br />
INSTITUT JEAN LAMOUR<br />
Alain JARDY<br />
alain.jardy@ijl.nancy-universite.fr<br />
École des Mines<br />
Parc de Saurupt<br />
54 042 Nancy Cedex<br />
principaux déLivrabLes<br />
• Packages récapitulant les propriétés thermophysiques<br />
et les paramètres de solidification pour les alliages testés<br />
et les laitiers ESR<br />
• Description complète du comportement et de la structure<br />
de l’arc électrique pendant la refusion VAR . Conclusions sur<br />
le refroidissement latéral et l’importance du “side-arcing”<br />
• Validation des logiciels SOLAR (version VAR) et SOLECS<br />
(version ESR) par comparaison avec les analyses des<br />
lingots refondus<br />
• Logiciels mis à disposition des partenaires industriels<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
PRINCIPIA<br />
Procédés INdustriels de Coulée Innovants<br />
Pour l'Industrie Aéronautique<br />
Le projet<br />
Le projet PRINCIPIA vise à apporter une contribution<br />
majeure à la définition de procédés innovants<br />
d’élaboration et de coulée de plaques destinées à<br />
la production de demi-produits corroyés épais<br />
(principalement laminés) en alliages d’aluminium<br />
à hautes performances (familles 7XXX et 2XXX,<br />
notamment nouveaux alliages AlCuLi) pour structures<br />
d’avions civils des futures générations :<br />
• par la compréhension des facteurs influençant<br />
la minimisation des porosités et inclusions dans<br />
les produits de coulée semi-continue pour le laminage<br />
et la forge<br />
• par la modélisation multi-physique et multi-échelle<br />
des procédés de fusion et solidification concernés<br />
et son intégration en un logiciel métier industriel<br />
• par expérimentation exploratoire en laboratoire<br />
et sur pilote industriels des pistes d’amélioration<br />
et d’innovation issues de ces études.<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ANR<br />
2946 K€<br />
1185 K€<br />
2011 - 2015<br />
PORTEUR DE PROJET<br />
CONSTELLIUM CRV<br />
Dr Pierre LE BRUN<br />
Ingénieur de Recherche (EPST)<br />
pierre.lebrun@constellium.com<br />
ZI Centr’Alpes<br />
725 Aristide Berges<br />
38 341 Voreppe<br />
www.constellium.com<br />
PÔLE COLABELLISATEUR<br />
objectifs et enjeux<br />
Le projet assurera un relais aux développements<br />
industriels en cours, avec la perspective d’une<br />
nouvelle génération de procédé aéronautique.<br />
Le projet apportera à Saint Gobain CREE, au-delà<br />
de la réponse aux besoins industriels en matériaux<br />
réfractaires pour ces applications, une connaissance<br />
additionnelle dans le domaine de la fonctionnalisation<br />
des réfractaires de spécialité, facteur de<br />
différenciation sur le marché de la métallurgie.<br />
1 : Modélisation hydrodynamique et<br />
étude de la capture des inclusions<br />
dans le four<br />
2 : Compréhension du rôle des<br />
matériaux réfractaires dans<br />
les échanges hydriques avec<br />
l’aluminium liquide et définition<br />
de nouvelles solutions<br />
3 : Compréhension du lien entre<br />
la structure de coulée verticale<br />
et la taille des porosités, et de<br />
l’influence des paramètres de<br />
procédé par modélisation et essais<br />
4 : Exploration de voies innovantes<br />
de réduction de la teneur en hydrogène<br />
du métal liquide.<br />
5 : Management du projet<br />
principaux déLivrabLes<br />
• Modèle d’élimination des inclusions en four de fusion<br />
(thèse et post doctorat)<br />
• Rapport sur les échanges hydriques (thèse) et évaluation de<br />
nouveaux matériaux réfractaires (compte rendu d’essais)<br />
• Modèle enrichi sur l’effet de la coulée et de la structure<br />
générée sur la formation des porosités (thèse)<br />
• Mémoire de post doc et essais industriels sur l’exploration<br />
de voies innovantes de réduction de la teneur en<br />
hydrogène.<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
REALISTICS<br />
Simulation des Grands Espaces et des Temps Longs<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
ANR<br />
1742 K€<br />
750 K€<br />
2010 - 2014<br />
objectifs et enjeux<br />
Lever les verrous théorique et technologique pour<br />
la résolution des problèmes de la simulation numérique<br />
des procédés de grandes dimensions ou de<br />
grands temps physiques.<br />
1 : Project Management<br />
2 : Scientific developments<br />
3 : Technical Integration<br />
4 : Industrialization<br />
Le projet<br />
Le calcul intensif est actuellement inaccessible aux<br />
industriels pour des procédés courants par exemple<br />
en thermique (chauffage, trempe...) lorsqu'il s'agit<br />
de grands espaces (ex 10 mètres) ou de grands<br />
temps (ex 10H) du fait des temps de calcul requis.<br />
La maîtrise des simulations numériques par l'industrie<br />
est un enjeu de compétitivité majeur (économie,<br />
maîtrise des consommations d'énergie..) et les<br />
perspectives de gain à attendre sont d'autant plus<br />
significatives et d'autant plus importantes que l'on<br />
travaille sur des grands temps et des grands espaces.<br />
Les travaux conduits dans le projet (maillage<br />
auto adaptatif, traitement anisotropique des pas de<br />
temps de calcul) seront intégrés aux logiciels de simulation<br />
des procédés. Des démonstrateurs seront<br />
évalués par les industriels partenaires du projet qui<br />
valideront les perspectives attendues par la mise<br />
à disposition de ces outils évolués de simulation<br />
numériques.<br />
PORTEUR DE PROJET<br />
SCIENCES COMPUTERS<br />
CONSULTANTS<br />
Chantal DAVID<br />
Ingénieur<br />
chdavid@scconsultants.com<br />
8 rue de la Richelandière<br />
Parc Giron<br />
42 100 Saint-Etienne<br />
PÔLES COLABELLISATEURS<br />
Le projet propose de contribuer au développement<br />
de logiciels conçus par des laboratoires français,<br />
industrialisés en France et pouvant être mis à<br />
disposition des industriels sur des plateformes<br />
collaboratives.<br />
principaux déLivrabLes<br />
• Rapports d’avancement liés au management du projet<br />
• Livrables académiques liés à la livraison des travaux<br />
scientifiques et publications académiques<br />
• Versions intermédiaires et finales des logiciels ThosT<br />
et Forge<br />
• Mise en place des cas industriels et analyse des retours<br />
logiciels<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
TOLE AUTO<br />
Tôles en alliage d’aluminium à haute formabilité<br />
pour l’allègement automobile<br />
Le projet<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 1<br />
3400 K€<br />
NC K€<br />
2006 - 2010<br />
1 : Métallurgie : essais laboratoire<br />
et industriels<br />
2 : Étude de la qualité d’aspect après<br />
formage<br />
3 : Conception et réalisation<br />
d’outillage d’emboutissage<br />
4 : Validation des performances de<br />
formabilité<br />
5 : Simulation numérique<br />
6 : Modélisation des limites<br />
de formage<br />
Permettre la généralisation de l’utilisation de<br />
l’aluminium en carrosserie automobile de<br />
grande série à un surcoût d’allégement<br />
moindre par le développement de nouvelles<br />
solutions à base de produits laminés en<br />
alliages d’aluminium constitue l’enjeu de ce<br />
projet.<br />
PORTEUR DE PROJET<br />
ALCAN CRV<br />
Dominique DANIEL<br />
dominique.daniel@constelliun.com<br />
Parc Economique Centr’Alp<br />
725 rue Aristide Bergès<br />
38 340 Voreppe<br />
principaux déLivrabLes<br />
• Conception d’une nouvelle génération de demi-produits<br />
en alliages d’aluminium à performances améliorées<br />
• Compréhension et maîtrise du défaut de lignage des<br />
alliages 6xxx (thèse)<br />
• Mise en opération de nouveaux outillages de caractérisation<br />
des performances en emboutissage<br />
• Identification et validation de nouveaux modèles rhéologiques<br />
implémentés dans les codes de simulation numérique<br />
de l’emboutissage<br />
• Compréhension et modélisation des limites de formabilité<br />
en sertissage (thèse)<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
ULTRASTENT<br />
Conception et réalisation d’un dispositif de fabrication<br />
de Stents Bio résorbables par laser<br />
à impulsions ultra brèves<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 6<br />
990 K€<br />
514 K€<br />
2009 - 2010<br />
1 : Validation du Procédé<br />
2 : Étude du prototype<br />
3 : Optimisation Laser<br />
4 : Réalisation prototype<br />
5 : Validation du prototype<br />
Le projet<br />
Étudier et valider les procédés de découpe<br />
de stents en bio-polymère par laser femtoseconde<br />
de type Ytterbium.<br />
Concevoir et fabriquer une machine de<br />
production de cadence industrielle.<br />
principaux déLivrabLes<br />
PORTEUR DE PROJET<br />
IMPULSION<br />
Hervé SODER<br />
herve.soder@impulsion-sas.com<br />
Pôle Optique Vision<br />
12 rue Barrouin<br />
42 000 Saint-Etienne<br />
• Une machine de production de stent bio-polymère<br />
PÔLE COLABELLISATEUR<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
PARTENAIRES GROUPES<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr
<strong>PAF</strong> (PROCÉDÉS AVANCÉS DE FABRICATION)<br />
PHASES DU PROJET<br />
USITRONIC<br />
Usinage Mécatronique<br />
BUDGET<br />
MONTANT<br />
AIDE OBTENUE<br />
FUI 9<br />
4108 K€<br />
1615 K€<br />
2010 - 2013<br />
objectifs et enjeux<br />
Augmentation de la productivité<br />
• Augmentation des temps d’ouverture<br />
• Amélioration des Taux de Rendement Synthétique<br />
• Diminution des rebuts<br />
1 : Capteurs process<br />
2 : Capteurs géométrie<br />
3 : Suite logicielle méthodes et<br />
superviseur cellule de production<br />
4 : Retour d’expérience<br />
sur les démonstrateurs<br />
5 : Gestion du projet<br />
Maîtrise la qualité géométrique<br />
Le projet<br />
Vérification de la santé matière des produits<br />
Le projet USITRONIC a pour objectif d’usiner<br />
sur machine-outil, des productions de pièces<br />
“zéro défaut” grâce aux capteurs process<br />
miniaturisés à communication sans fil, et aux<br />
capteurs géométriques de contrôle des pièces<br />
et des outils. Un système superviseur central<br />
assurera la coordination de l’ensemble et<br />
permettra d’assurer une production en continu<br />
24h/24 - 7j/7 de plusieurs lots de pièces,<br />
par la grande capacité en outils et en matière<br />
dont sera dotée la machine<br />
PORTEUR DE PROJET<br />
BAUD INDUSTRIES<br />
Renald BAUD<br />
Directeur<br />
renald.baud@baud-industries.com<br />
7 rue des Artisans<br />
74 100 Ville la Grand<br />
www.baud-industries.com<br />
PÔLE COLABELLISATEUR<br />
principaux déLivrabLes<br />
• Poste de préparateur Méthodes avec FAO intégrant la<br />
programmation du contrôle pièce et des lois de pilotage<br />
de la machine avec calcul automatique des correcteurs<br />
dimensionnels<br />
• Cellule de production automatisée avec :<br />
- Outils instrumentés mécatroniques<br />
- Système de contrôle sur machine-outil et sur machine<br />
dédiée<br />
- Système de surpervision chargé de recueillir les informations<br />
des capteurs, et de piloter la machine-outil et<br />
les autres périphériques tels que la machine de contrôle<br />
et les automatismes<br />
PARTENAIRES R&D<br />
PARTENAIRES PME<br />
Contact :<br />
Tél. : +33 (0)4 77 43 75 71<br />
E-mail : <strong>projets</strong>@viameca.fr • www.viameca.fr