a mûszerházak fõvárosa BOPLA – a mûszerházak ... - Elektro Net
a mûszerházak fõvárosa BOPLA – a mûszerházak ... - Elektro Net
a mûszerházak fõvárosa BOPLA – a mûszerházak ... - Elektro Net

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
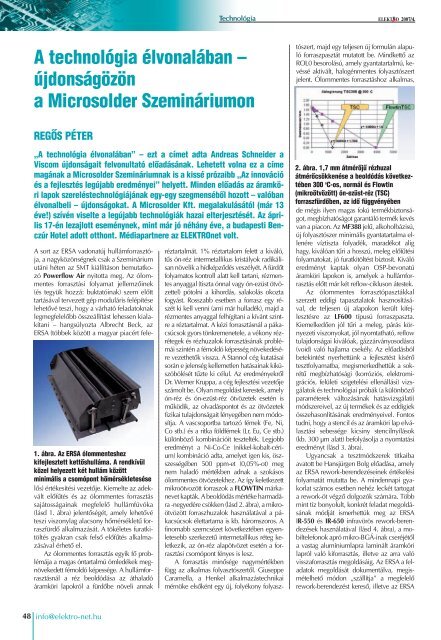
A sort az ERSA vadonatúj hullámforrasztója,<br />
a nagyközönségnek csak a Szeminárium<br />
utáni héten az SMT kiállításon bemutatkozó<br />
Powerflow Air nyitotta meg. Az ólommentes<br />
forrasztási folyamat jellemzôinek<br />
(és tegyük hozzá: buktatóinak) szem elôtt<br />
tartásával tervezett gép moduláris felépítése<br />
lehetôvé teszi, hogy a várható feladatoknak<br />
legmegfelelôbb összeállítást lehessen kialakítani<br />
<strong>–</strong> hangsúlyozta Albrecht Beck, az<br />
ERSA (többek között a magyar piacért fele-<br />
48 info@elektro-net.hu<br />
Technológia<br />
A technológia élvonalában <strong>–</strong><br />
újdonságözön<br />
a Microsolder Szemináriumon<br />
REGÔS PÉTER<br />
„A technológia élvonalában” <strong>–</strong> ezt a címet adta Andreas Schneider a<br />
Viscom újdonságait felvonultató elôadásának. Lehetett volna ez a címe<br />
magának a Microsolder Szemináriumnak is a kissé prózaibb „Az innováció<br />
és a fejlesztés legújabb eredményei” helyett. Minden elôadás az áramköri<br />
lapok szereléstechnológiájának egy-egy szegmensébôl hozott <strong>–</strong> valóban<br />
élvonalbeli <strong>–</strong> újdonságokat. A Microsolder Kft. megalakulásától (már 13<br />
éve!) szívén viselte a legújabb technológiák hazai elterjesztését. Az április<br />
17-én lezajlott eseménynek, mint már jó néhány éve, a budapesti Benczúr<br />
Hotel adott otthont. Médiapartnere az ELEKTROnet volt.<br />
1. ábra. Az ERSA ólommenteshez<br />
kifejlesztett kettôshulláma. A rendkívül<br />
közel helyezett két hullám között<br />
minimális a csomópont hômérsékletesése<br />
lôs) értékesítési vezetôje. Kiemelte az adekvált<br />
elôfûtés és az ólommentes forrasztás<br />
sajátosságainak megfelelô hullámfúvóka<br />
(lásd 1. ábra) jelentôségét, amely lehetôvé<br />
teszi viszonylag alacsony hômérsékletû forraszfürdô<br />
alkalmazását. A tökéletes furatkitöltés<br />
gyakran csak felsô elôfûtés alkalmazásával<br />
érhetô el.<br />
Az ólommentes forrasztás egyik fô problémája<br />
a magas óntartalmú ömledékek megnövekedett<br />
fémoldó képessége. A hullámforrasztásnál<br />
a réz beoldódása az áthaladó<br />
áramköri lapokról a fürdôbe növeli annak<br />
réztartalmát. 1% réztartalom felett a kiváló,<br />
tûs ón-réz intermetallikus kristályok radikálisan<br />
növelik a hídképzôdés veszélyét. A fürdôt<br />
folyamatos kontroll alatt kell tartani, rézmentes<br />
anyaggal (tiszta ónnal vagy ón-ezüst ötvözettel)<br />
pótolni a kihordás, salakolás okozta<br />
fogyást. Rosszabb esetben a forrasz egy részét<br />
ki kell venni (ami már hulladék), majd a<br />
rézmentes anyaggal felhígítani a kívánt szintre<br />
a réztartalmat. A kézi forrasztásnál a pákacsúcsok<br />
gyors tönkremenetele, a vékony rézrétegek<br />
és rézhuzalok forrasztásának problémái<br />
szintén a fémoldó képesség növekedésére<br />
vezethetôk vissza. A Stannol cég kutatásai<br />
során e jelenség kellemetlen hatásainak kiküszöbölését<br />
tûzte ki célul. Az eredményekrôl<br />
Dr. Werner Kruppa, a cég fejlesztési vezetôje<br />
számolt be. Olyan megoldást kerestek, amely<br />
ón-réz és ón-ezüst-réz ötvözetek esetén is<br />
mûködik, az olvadáspontot és az ötvözetek<br />
fizikai tulajdonságait lényegében nem módosítja.<br />
A vascsoportba tartozó fémek (Fe, Ni,<br />
Co stb.) és a ritka földfémek (Lr, Eu, Ce stb.)<br />
különbözô kombinációit tesztelték. Legjobb<br />
eredményt a Ni-Co-Ce (nikkel-kobalt-cérium)<br />
kombináció adta, amelyet igen kis, öszszességében<br />
500 ppm-et (0,05%-ot) meg<br />
nem haladó mértékben adnak a szokásos<br />
ólommentes ötvözetekhez. Az így keletkezett<br />
mikroötvozött forraszok a FLOWTIN márkanevet<br />
kapták. A beoldódás mértéke harmadára<br />
-negyedére csökken (lásd 2. ábra), a mikroötvözött<br />
forraszhuzalok használatával a pákacsúcsok<br />
élettartama is kb. háromszoros. A<br />
finomabb szemcsézet következtében egyenletesebb<br />
szerkezetû intermetallikus réteg keletkezik,<br />
az ón-réz alapötvözet esetén a forrasztási<br />
csomópont fényes is lesz.<br />
A forrasztás minôsége nagymértékben<br />
függ az alkalmas folyasztószertôl. Giuseppe<br />
Caramella, a Henkel alkalmazástechnikai<br />
mérnöke elsôként egy új, folyékony folyasz-<br />
2007/4.<br />
tószert, majd egy teljesen új formulán alapuló<br />
forraszpasztát mutatott be. Mindkettô az<br />
ROL0 besorolású, amely gyantatartalmú, kevéssé<br />
aktivált, halogénmentes folyasztószert<br />
jelent. Ólommentes forrasztáshoz alkalmas,<br />
2. ábra. 1,7 mm átmérôjû rézhuzal<br />
átmérôcsökkenése a beoldódás következtében<br />
300<br />
de mégis ilyen magas fokú termékbiztonságot,<br />
megbízhatóságot garantáló termék kevés<br />
van a piacon. Az MF388 jelû, alkoholbázisú,<br />
új folyasztószer minimális gyantatartalma ellenére<br />
víztiszta folyadék, maradékot alig<br />
hagy, kiválóan tûri a hosszú, meleg elôfûtési<br />
folyamatokat, jó furatkitöltést biztosít. Kiváló<br />
eredményt kaptak olyan OSP-bevonatú<br />
áramköri lapokon is, amelyek a hullámforrasztás<br />
elôtt már két reflow-cikluson átestek.<br />
Az ólommentes forrasztópasztákkal<br />
szerzett eddigi tapasztalatok hasznosításával,<br />
de teljesen új alapokon került kifejlesztésre<br />
az LF600 típusú forraszpaszta.<br />
Kiemelkedôen jól tûri a meleg, párás környezeti<br />
viszonyokat, jól nyomtatható, reflow<br />
tulajdonságai kiválóak, gázzárványosodásra<br />
(void) való hajlama csekély. Az elôadásból<br />
betekintést nyerhettünk a fejlesztést kísérô<br />
tesztfolyamatba, megismerkedhettük a sokrétû<br />
megbízhatósági (korróziós, elektromigrációs,<br />
felületi szigetelési ellenállási) vizsgálatok<br />
és technológiai próbák (a különbözô<br />
paraméterek változásának hatásvizsgálati)<br />
módszereivel, az új termékek és az eddigiek<br />
összehasonlításának eredményeivel. Fontos<br />
tudni, hogy a stencil és az áramköri lap elválasztási<br />
sebessége kicsiny stencilnyílások<br />
(kb. 300 µm alatt) befolyásolja a nyomtatási<br />
eredményt (lásd 3. ábra).<br />
Ugyancsak a tesztmódszerek titkaiba<br />
avatott be Hansjürgen Bolg elôadása, amely<br />
az ERSA rework-berendezéseinek értékelési<br />
folyamatát mutatta be. A mindennapi gyakorlat<br />
számos esetben nehéz leckét tartogat<br />
a rework-öt végzô dolgozók számára. Több<br />
mint tíz bonyolult, konkrét feladat megoldásának<br />
módját ismerhettük meg az ERSA<br />
IR-550 és IR-650 infravörös rework-berendezések<br />
használatával (lásd 4. ábra), a mobiltelefonok<br />
apró mikro-BGÁ-inak cseréjétôl<br />
a vastag alumíniumlapra laminált áramköri<br />
lapról való kiforrasztás, illetve az arra való<br />
visszaforrasztás megoldásáig. Az ERSA a feladatok<br />
megoldását dokumentálva, megismételhetô<br />
módon „szállítja” a megfelelô<br />
rework-berendezést keresô, illetve az ERSA<br />
oC-os, normál és Flowtin<br />
(mikroötvözött) ón-ezüst-réz (TSC)<br />
forraszfürdôben, az idô függvényében