

Misure ottiche in produzione - Microsystem
Misure ottiche in produzione - Microsystem
Misure ottiche in produzione - Microsystem

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
progettazione<br />
64<br />
LAMIERA<br />
DICEMBRE<br />
2009<br />
Gli orizzonti delle tecnologie per l’elaborazione di immag<strong>in</strong>i<br />
digitali si allargano: i sistemi ottici basati semplicemente<br />
sulla “osservazione” di oggetti, possono rivelarsi<br />
estremamente utili per la verifi ca delle deformazioni e<br />
dell’imbutitura<br />
<strong>Misure</strong> <strong>ottiche</strong><br />
<strong>in</strong> <strong>produzione</strong><br />
LO STAMPAGGIO DELLA LAMIERA<br />
La catena di processo nello stampaggio della lamiera <strong>in</strong>izia<br />
dalla progettazione CAD e dalla simulazione dell’esecuzione<br />
dell’oggetto. Occorre <strong>in</strong>nanzitutto scegliere il materiale più<br />
adatto: la tendenza odierna è di utilizzare sempre più spes-<br />
so lamiera caratterizzata da spessori sottili, ma caricata con<br />
particolari additivi che conferiscano grande resistenza, assi-<br />
curando allo stesso tempo una maggiore leggerezza grazie<br />
al ridotto spessore. Sono noti casi <strong>in</strong> cui nuovi modelli di<br />
auto hanno subito alleggerimenti anche superiori al qu<strong>in</strong>tale,<br />
migliorando notevolmente il rapporto peso/potenza.<br />
Gabriele Graziosi, product manager per i prodotti della GOM<br />
distribuiti dalla <strong>Microsystem</strong>, precisa: «La scelta del materia-<br />
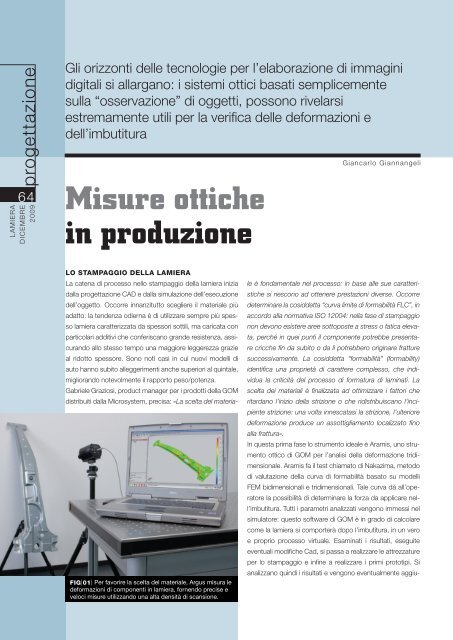
FIG|01| Per favorire la scelta del materiale, Argus misura le<br />
deformazioni di componenti <strong>in</strong> lamiera, fornendo precise e<br />
veloci misure utilizzando una alta densità di scansione.<br />
Giancarlo Giannangeli<br />
le è fondamentale nel processo: <strong>in</strong> base alle sue caratteri-<br />
stiche si riescono ad ottenere prestazioni diverse. Occorre<br />
determ<strong>in</strong>are la cosiddetta “curva limite di formabilità FLC”, <strong>in</strong><br />
accordo alla normativa ISO 12004: nella fase di stampaggio<br />
non devono esistere aree sottoposte a stress o fatica eleva-<br />
ta, perché <strong>in</strong> quei punti il componente potrebbe presenta-<br />
re cricche f<strong>in</strong> da subito o da lì potrebbero orig<strong>in</strong>are fratture<br />
successivamente. La cosiddetta “formabilità” (formability)<br />
identifica una proprietà di carattere complesso, che <strong>in</strong>di-<br />
vidua la criticità del processo di formatura di lam<strong>in</strong>ati. La<br />
scelta dei materiali è f<strong>in</strong>alizzata ad ottimizzare i fattori che<br />
ritardano l’<strong>in</strong>izio della strizione o che ridistribuiscano l’<strong>in</strong>ci-<br />
piente strizione: una volta <strong>in</strong>nescatasi la strizione, l’ulteriore<br />
deformazione produce un assottigliamento localizzato f<strong>in</strong>o<br />
alla frattura».<br />
In questa prima fase lo strumento ideale è Aramis, uno stru-<br />
mento ottico di GOM per l’analisi della deformazione tridi-<br />
mensionale. Aramis fa il test chiamato di Nakazima, metodo<br />
di valutazione della curva di formabilità basato su modelli<br />
FEM bidimensionali e tridimensionali. Tale curva dà all’ope-<br />
ratore la possibilità di determ<strong>in</strong>are la forza da applicare nel-<br />
l’imbutitura. Tutti i parametri analizzati vengono immessi nel<br />
simulatore: questo software di GOM è <strong>in</strong> grado di calcolare<br />
come la lamiera si comporterà dopo l’imbutitura, <strong>in</strong> un vero<br />
e proprio processo virtuale. Esam<strong>in</strong>ati i risultati, eseguite<br />
eventuali modifiche Cad, si passa a realizzare le attrezzature<br />
per lo stampaggio e <strong>in</strong>f<strong>in</strong>e a realizzare i primi prototipi. Si<br />
analizzano qu<strong>in</strong>di i risultati e vengono eventualmente aggiu
FIG|02| Analisi di formabilità e Diagramma limite di formabilità: la zona rossa nel diagramma evidenzia un’area critica; i punti rossi<br />
appaiono <strong>in</strong>fatti sopra la curva che descrive il limite di formabilità e devono essere evitati.<br />
state le attrezzature aff<strong>in</strong>ché si rientri nelle tolleranze imposte<br />
dal progetto. Quando i campioni funzionano perfettamente,<br />
si esegue un archivio delle attrezzature che <strong>in</strong> questo mo-<br />
mento rappresentano la soluzione ottimale, non essendo<br />
state ancora usurate dalla <strong>produzione</strong> di serie.<br />
ANALISI DI FORMABILITÀ<br />
Argus è lo strumento di GOM che permette di verificare se il<br />
processo è corretto, eseguendo l’analisi di formabilità. Una<br />
lamiera liscia non imbutita viene filmata con opportuni mar-<br />
catori e ripresa nuovamente dopo l’imbutitura; <strong>in</strong> base alle<br />
deformazioni subite dai marcatori, il sistema è <strong>in</strong> grado di<br />
determ<strong>in</strong>are le tensioni e le fibre stressate. La zona rossa nel<br />
diagramma evidenzia un’area critica: i punti rossi appaiono<br />
<strong>in</strong>fatti sopra la curva che descrive il limite di formabilità e<br />
devono essere evitati. Prosegue Graziosi: «A questo punto<br />
può <strong>in</strong>iziare la <strong>produzione</strong>. Qui si ricorre ad Atos, un vero e<br />
proprio “cavallo di battaglia” di GOM. Questa versatile ap-<br />
parecchiatura ottica consente di eseguire misure complete<br />
senza contatto di coord<strong>in</strong>ate 3D e una veloce acquisizione<br />
del grezzo di lavorazione. Atos garantisce la massima qualità<br />
dei dati misurati sulla superficie, che possono essere usati<br />
sia nel reverse eng<strong>in</strong>eer<strong>in</strong>g, sia nel controllo qualità. Le tolle-<br />
ranze del sensore possono arrivare al centesimo, a seconda<br />
dell’ottica <strong>in</strong>stallata a bordo. In ogni caso viene garantita una<br />
elevata accuratezza dei dati con basso valore di “rumore”; la<br />
stessa accuratezza può essere monitorata con estrema pre-<br />
cisione, nel senso che un eventuale errore può essere sem-<br />
pre rilevato grazie alla presenza delle due telecamere e non<br />
può sfuggire. Una volta eseguita l’impostazione <strong>in</strong>iziale, lo<br />
strumento la conserva stabilmente e non necessita di con-<br />
t<strong>in</strong>ue tarature». Se il pezzo presenta anfratti, cavità e zone<br />
non facilmente accessibili, è disponibile una speciale sonda<br />
(Touch Probe) mediante la quale le attrezzature possono co-<br />
munque essere verificate con Atos senza ricorrere a costosi<br />
calibri. Atos offre una descrizione completa della geometria:<br />
una accurata mesh di poligoni <strong>in</strong> formato STL, fori e rifili. La<br />
risoluzione tipica (distanza tra i punti ripresi) è di 0,1-1 mm,<br />
la tolleranza va da 0,01 a 0,05, mentre le dimensioni degli<br />
oggetti possono spaziare da 10 mm a 10 m.<br />
FIG|03| Qui il risultato ottimale rilevato dal software, capace di determ<strong>in</strong>are le tensioni e le fi bre stressate nel processo di imbutitura.<br />
La Curva Limite di Formabilità esprime una relazione limite tra le deformazioni, superata la quale subentrano fenomeni di rottura.<br />
65<br />
LAMIERA<br />
DICEMBRE<br />
2009
LAMIERA<br />
DICEMBRE<br />
2009 progettazione<br />
66<br />
PROCESSO DI ISPEZIONE E CONTROLLO<br />
SU LAMIERA<br />
Atos è lo strumento ideale per rivoluzionare anche il processo<br />
di ispezione e controllo su lamiera. Prima veniva svolto me-<br />
diante calibri manuali e macch<strong>in</strong>e di misura tradizionali, senza<br />
alcun collegamento con la geometria d’orig<strong>in</strong>e. Tempi lunghi e<br />
solo alcuni punti controllati erano i pr<strong>in</strong>cipali lati negativi di quel<br />
procedimento: al term<strong>in</strong>e, comunque, non c’era la certezza<br />
assoluta che il componente fosse conforme <strong>in</strong> aree diverse<br />
dai punti controllati. Il nuovo processo <strong>in</strong>izia con l’Importazio-<br />
ne dei dati nom<strong>in</strong>ali all’<strong>in</strong>terno del software Atos, nei formati<br />
standard Step, Iges, Vda, ma anche <strong>in</strong> molti formati proprie-<br />
tari come Catia, Pro/E, Ug. Vengono trasferite <strong>in</strong>formazioni<br />
relative a corpi, superfici, curve, nonché parametri e attributi<br />
come colore, spessore del materiale, tolleranze. C’è anche la<br />
possibilità di caricare i cosiddetti “piani di controllo”, vale a dire<br />
un <strong>in</strong>sieme di dati generalmente provenienti dal progettista del<br />
componente nel loro formato personale (BMW, Daimler, Audi),<br />
ma anche <strong>in</strong> formato neutro (Ascii, Vda, Dmis-<strong>in</strong>). Segue poi la<br />
fase di Misurazione guidata: poiché è importante determ<strong>in</strong>are<br />
Vent’anni di esperienza<br />
GOM (Gesellschaft für Optische Messtechnik), fondata<br />
nel 1990 a Braunschweig <strong>in</strong> Germania, è un’azienda<br />
che sviluppa e commercializza <strong>in</strong> tutto il mondo sistemi<br />
ottici di misura senza contatto, con particolare riguardo<br />
a digitalizzatori 3D, misure di coord<strong>in</strong>ate nello spazio,<br />
misure di deformazioni e controllo qualità. I sistemi GOM<br />
sono vantaggiosamente usati nell’<strong>in</strong>dustria aerospaziale,<br />
dell’automobile e dei prodotti consumer <strong>in</strong> genere, con<br />
una significativa presenza anche <strong>in</strong> centri di ricerche e<br />
università; il loro utilizzo permette di abbreviare il ciclo<br />
di sviluppo di nuovi prodotti, di controllare la qualità<br />
della <strong>produzione</strong>, di attuare test e prove. <strong>Microsystem</strong><br />
è da sempre il distributore esclusivo per l’Italia di tutti i<br />
prodotti GOM.<br />
Aramis<br />
È uno strumento ottico per l’analisi della deformazione<br />
tridimensionale. È ideale per eseguire misure della<br />
deformazione nello spazio, sia <strong>in</strong> tempi brevi e con<br />
risoluzione media, sia con elevata accuratezza,<br />
consentendo all’utente di scomporre le reali componenti<br />
e le specifiche del materiale. Per campioni caricati<br />
FIG|04| Nell’ultima fase della catena di processo si<br />
analizzano i risultati e vengono aggiustate le attrezzature<br />
affi nché si rientri nelle tolleranze imposte dal progetto.<br />
l’angolo corretto per la misura di fori o di asole, il sistema è<br />
capace di aiutare l’operatore a orientare al meglio la macch<strong>in</strong>a<br />
per <strong>in</strong>dividuare <strong>in</strong> maniera corretta tali cosiddette “feature”.<br />
A questo punto si può procedere con la Comparazione tra la<br />
staticamente o d<strong>in</strong>amicamente, Aramis permette<br />
senza contatto la determ<strong>in</strong>azione di: coord<strong>in</strong>ate 3D e<br />
spostamenti 3D, velocità e accelerazioni 3D, velocità<br />
dello sforzo piano, caratteristiche del materiale.<br />
Una analisi approfondita del materiale e del suo<br />
comportamento è decisivo per la massa a punto di<br />
nuovi prodotti. Aramis offre risultati precisi e conv<strong>in</strong>centi<br />
nella accurata determ<strong>in</strong>azione delle caratteristiche del<br />
materiale e nel miglioramento dei modelli di calcolo nella<br />
simulazione.<br />
Argus<br />
Misura le deformazioni di componenti <strong>in</strong> lamiera. Il<br />
sistema fornisce le coord<strong>in</strong>ate 3D della superficie<br />
del componente, così come la distribuzione dello<br />
sforzo maggiore e m<strong>in</strong>ore, nonché la riduzione dello<br />
spessore del materiale. Nel diagramma della curva<br />
limite di formabilità (FLC) le deformazioni misurate sono<br />
comparate con le caratteristiche del materiale. Argus<br />
supporta l’ottimizzazione di processi di formabilità<br />
della lamiera, vale a dire: rilevazione rapida di aree di<br />
deformazione critiche, risoluzione di complessi problemi
geometria CAD e quella reale: le “feature” vengono calcolate<br />
automaticamente, i valori di riferimento vengono estrapolati<br />
direttamente dal modello 3D senza alcuna <strong>in</strong>terazione con le<br />
immag<strong>in</strong>i 2D. Le caratteristiche di questa fase sono l’elevata<br />
riproducibilità della misura, il risultato <strong>in</strong>dipendente dal punto<br />
di partenza, il collegamento automatico con il dato nom<strong>in</strong>ale<br />
di progetto. Si ottengono <strong>in</strong>oltre <strong>in</strong>formazioni complete riguar-<br />
danti la deviazione di forma: gli scostamenti vengono eviden-<br />
ziati da una mappa di colori che mostrano le aree di defor-<br />
mazione rispetto alla geometria d’orig<strong>in</strong>e. È anche possibile<br />
ottenere un diagramma del tipo “passa / non passa” (“passa”<br />
<strong>in</strong> verde, “non passa” <strong>in</strong> rosso), senza ulteriori particolari sullo<br />
scostamento, sempre rispetto al modello Cad con le tolleranze<br />
def<strong>in</strong>ite dall’utente. È anche possibile ispezionare una sezione:<br />
qui a superfici diverse con colori diversi si possono associare<br />
tolleranze diverse, dando all’utente la massima versatilità.<br />
Il ciclo di ispezione si conclude con la fase di Report<strong>in</strong>g, che<br />
si traduce nell’esportazione dei dati <strong>in</strong> varie modalità (Pdf è la<br />
più diffusa e universale). È anche disponibile un Visualizzatore<br />
gratuito, capace di mostrare una sessione completa di Atos<br />
di foggiatura, verifica delle simulazioni numeriche.<br />
L’analisi ottica con Argus fornisce precise e veloci misure<br />
di piccoli e grandi oggetti utilizzando un’alta densità<br />
di scansione. Il sistema opera <strong>in</strong>dipendentemente dal<br />
materiale; Argus è <strong>in</strong> grado di analizzare componenti fatti<br />
da spazi vuoti piatti, tubi o altri componenti fabbricati da<br />
un processo ad alta pressione <strong>in</strong>terna (IHPF).<br />
Atos<br />
È una flessibile macch<strong>in</strong>a di misura ottica basata sul<br />
pr<strong>in</strong>cipio della triangolazione. Schemi di frange lum<strong>in</strong>ose<br />
vengono proiettati e osservati attraverso due telecamere.<br />
Le coord<strong>in</strong>ate 3D per ogni pixel delle immag<strong>in</strong>i vengono<br />
calcolate con estrema precisione, generando una “mesh”<br />
di poligoni della superficie dell’oggetto. La digitalizzazione<br />
tridimensionale con Atos (un sistema totalmente mobile e<br />
trasportabile con facilità) è attuabile <strong>in</strong>dipendentemente<br />
dalle dimensioni e dalla complessità dell’oggetto da<br />
rilevare. Le alte prestazioni, l’elevata risoluzione dei<br />
dettagli e l’ampia selezione di aree di misura permettono<br />
di ottenere una raccolta di dati e relazioni efficiente e<br />
precisa <strong>in</strong> numerosi campi: Controllo Qualità, Reverse<br />
con visualizzazione del risultato 3D, annotazioni, sezioni, di-<br />
stanze e angoli, immag<strong>in</strong>i. C’è anche la possibilità di esportare<br />
un file .exe che contiene tutti i dati prima esam<strong>in</strong>ati per <strong>in</strong>viarli<br />
e mostrarli al progettista o ad altre figure professionali senza<br />
necessità per costoro di <strong>in</strong>stallare Atos, nemmeno il visualiz-<br />
zatore.<br />
AUTOMAZIONE<br />
Le misurazioni <strong>ottiche</strong> possono essere eseguite anche ricor-<br />
rendo a un normale robot antropomorfo, con numerosi bene-<br />
fici nel processo: «Innanzitutto si riduce considerevolmente il<br />
tempo complessivo e si migliora nettamente la riproducibilità<br />
del processo, stante la precisione di posizionamento del ro-<br />
bot. L’utente è <strong>in</strong>dipendente dal protocollo di misurazione, e si<br />
può agevolmente programmare una misurazione off-l<strong>in</strong>e. Dal<br />
pezzo fisico al risultato <strong>in</strong>tercorre un tempo m<strong>in</strong>ore, rispetto<br />
alla procedura manuale, mentre una alta flessibilità è assicu-<br />
rata al processo dalla possibilità di misurare parti diverse con<br />
il braccio del robot. Le applicazioni che possono essere van-<br />
taggiosamente automatizzate sono: l’ispezione primo articolo,<br />
Eng<strong>in</strong>eer<strong>in</strong>g, Prototipazione rapida, Fresatura rapida,<br />
Assemblaggio digitale.<br />
Touch Probe<br />
Funziona secondo il pr<strong>in</strong>cipio della fotogrammetria e si<br />
appoggia al software Atos per fornire la misurazione di<br />
punti e “feature” (fori, asole, cil<strong>in</strong>dri ecc.) difficilmente<br />
accessibili. La sonda si comporta per l’utente come una<br />
matita, non ha alcun collegamento fisico con la testa<br />
del sensore; viene semplicemente “osservata” dalle due<br />
telecamere di Atos che, tramite i marker applicati sulla<br />
sommità della sonda stessa, sono capaci di ricavarne le<br />
coord<strong>in</strong>ate nello spazio.<br />
FLC<br />
Potente strumento di valutazione della formabilità è<br />
fornito dalla FLC (Form<strong>in</strong>g Limit Curve, Curva Limite<br />
di Formabilità) che esprime una relazione limite tra le<br />
deformazioni pr<strong>in</strong>cipali nel piano della lamiera, superata<br />
la quale subentrano fenomeni di rottura (curva limite a<br />
rottura) o fenomeni di strizione (curva limite a strizione)<br />
assolutamente <strong>in</strong>desiderati.<br />
67<br />
LAMIERA<br />
DICEMBRE<br />
2009
LAMIERA<br />
DICEMBRE<br />
2009 progettazione<br />
68<br />
FIG|05| I risultati forniti da Atos, versatile apparecchiatura ottica che permette di eseguire misure complete senza contatto di coord<strong>in</strong>ate<br />
3D e una veloce acquisizione del grezzo di lavorazione. (a destra) Atos garantisce la massima qualità dei dati misurati sulla<br />
superfi cie. Le tolleranze del sensore possono arrivare al centesimo, a seconda dell’ottica <strong>in</strong>stallata a bordo.<br />
le misurazioni durante la <strong>produzione</strong> di serie, l’<strong>in</strong>tegrazione nel-<br />
le catene di assicurazione qualità. In tutti i casi, diversi tipi di<br />
robot possono essere impiegati, così come possono essere<br />
comb<strong>in</strong>ati con tavole rotanti o unità l<strong>in</strong>eari. Differenti sistemi<br />
possono coesistere simultaneamente. La programmazione<br />
off-l<strong>in</strong>e è basata sul modello Cad e il programma è pronto<br />
quando la parte è progettata; ciò significa che non occorre<br />
aspettare il pezzo fisico per fare il percorso di misurazione.<br />
La cella di misura non viene fisicamente impegnata perché<br />
la programmazione si svolge sul computer. Si registra un au-<br />
mento della sicurezza <strong>in</strong> generale, perché possono essere ve-<br />
rificate eventuali collisioni».<br />
Tra le applicazioni possibili, particolarmente utile è la valuta-<br />
zione della catena di processo, per esempio nella <strong>produzione</strong><br />
di un cofano da autovettura. In base al campione analizzato,<br />
possono essere velocemente verificati eventuali scostamenti,<br />
possono essere apportate le modifiche e bilanciati eventuali<br />
errori: il processo è quanto mai rapido.<br />
FIG|06| Le misurazioni <strong>ottiche</strong> mediante Atos possono<br />
essere eseguite anche ricorrendo a un normale robot<br />
antropomorfo, con numerosi benefi ci nel processo.<br />
Un’altra applicazione è l’analisi delle tendenze: il pezzo pro-<br />
dotto viene scansionato appena prodotto, dopo diecimila<br />
stampate e dopo centomila stampate. Comparando le analisi<br />
con il modello CAD, si evidenzierà una eventuale area <strong>in</strong> cui lo<br />
scostamento è maggiore. In pratica si scopre immediatamen-<br />
te una possibile deriva del processo di <strong>produzione</strong>, cioè che<br />
lo stampo si sta usurando. Con questo procedimento l’ope-<br />
ratore può sapere tra quante migliaia di pezzi lo stampo dovrà<br />
essere riparato, e comunque può già agire prelim<strong>in</strong>armente<br />
per fronteggiare la situazione futura, senza aspettare di aver<br />
prodotto pezzi <strong>in</strong>utilizzabili.<br />
Un terzo esempio applicativo è la documentazione di un pez-<br />
zo master: si può misurare (scansionare) una parte master esi-<br />
stente (non di provenienza Cad), utilizzandola come elemento<br />
di riferimento; tutti gli altri pezzi successivi verranno qu<strong>in</strong>di ri-<br />
feriti a questo master virtuale. Può essere utile per controllare<br />
lotti di <strong>produzione</strong> diversi.<br />
CONCLUSIONI<br />
I notevoli vantaggi dei sistemi ottici GOM possono essere<br />
riassunti <strong>in</strong>: completezza di <strong>in</strong>formazioni sul pezzo (nessu-<br />
na area rimane nascosta), elevata accuratezza e risoluzione,<br />
tempo di misura ridotto, risultato <strong>in</strong>dipendente dall’operato-<br />
re, facile comprensione delle <strong>in</strong>formazioni misurate, ottima<br />
<strong>in</strong>tegrazione nelle applicazioni lamiera, nessun contatto tra lo<br />
strumento e la parte.<br />
Anche sui prodotti e nella <strong>produzione</strong> l’impatto è positivo:<br />
riduzione del tempo di fresatura, vantaggi nelle attrezzature<br />
e nei supporti, m<strong>in</strong>ori <strong>in</strong>terazioni nel processo di sviluppo,<br />
miglioramento nel processo di affidabilità e nel processo di<br />
qualità. L’utilizzo di questi moderni sistemi ottici ha permesso<br />
di potenziare significativamente il processo di sviluppo dei<br />
prodotti e la <strong>produzione</strong>, contribuendo anche ad abbassare<br />
i costi. ■
