CONTROLLO DELLE PLACCATURE PER DEPOSITO ... - Centro Inox
CONTROLLO DELLE PLACCATURE PER DEPOSITO ... - Centro Inox
CONTROLLO DELLE PLACCATURE PER DEPOSITO ... - Centro Inox

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
L<br />
<strong>CONTROLLO</strong> <strong>DELLE</strong> <strong>PLACCATURE</strong><br />
<strong>PER</strong> <strong>DEPOSITO</strong><br />
E <strong>DELLE</strong> SALDATURE<br />
DI ELEMENTI PLACCATI INOX<br />
Secco E., Canepari C.<br />
Relazione presentata a:<br />
"LA SALDATURA E GLI ACCIAI<br />
INOSSIDABILI"<br />
3° Incontro :<br />
II controllo e la qualità<br />
Milano, 27 novembre 1987<br />
Con il patrocinio del<br />
CENTRO INOX<br />
Piazza Velasca, 10 - 20122 Milano
Estratto dalla Rivista<br />
LA MECCANICA ITALIANA<br />
n. 211 - novembre 1987<br />
<strong>CONTROLLO</strong> <strong>DELLE</strong><br />
<strong>PLACCATURE</strong> <strong>PER</strong> <strong>DEPOSITO</strong><br />
E <strong>DELLE</strong> SALDATURE<br />
DI ELEMENTI PLACCATI INOX<br />
l<br />
ISPECTIONS <strong>PER</strong>FORMED ON WELD DEPOSITED AUSTENITIC CLADDING<br />
Secco E., Canepari C.<br />
Beiteli S.p.A. - Maritava<br />
Sommario<br />
La relazione descrive i controlli e le<br />
prove effettuate sui depositi e placcature<br />
austenitiche di apparecchi a<br />
pressione costruiti dalla Beiteli S.p.A.<br />
- Stabilimento di Mantova.<br />
Vengono indicate tutte le azioni intraprese<br />
per garantire la qualità richiesta<br />
dalla progettazione della qualità<br />
sino ai controlli finali.<br />
I metodi e le tecniche di C.N.D. impiegate<br />
ed i difetti caratteristici delle<br />
placcature sono ampiamente descritti<br />
e valutati.<br />
Summary<br />
The document outlines thè inspections<br />
and examinations performed on<br />
weld deposited austenitic ctadding of<br />
pressure vessels fabricated at Beiteli<br />
S.p.A. - Mantova Shop.<br />
AH activities involving quality of<br />
weld overlays are then mentioned and<br />
commented on.<br />
Furthermore main N.D.T. methods<br />
and techniques including detected<br />
defects are listed and evaluted.<br />
1. Parte prima: placcatura<br />
mediante deposito e suoi<br />
relativi controlli<br />
1.1. Tipi di placcatura per deposito<br />
Per eseguire un deposito in acciaio<br />
inossidabile si hanno a disposizione<br />
PROCEDIMENTO<br />
1. Elettrodo rivestito<br />
2. MIG<br />
3. Arco sommerso a filo<br />
4. Arco sommerso a nastro<br />
5. Elettroscoria a nastro<br />
6. Plasma MIG<br />
7. Plasma a filo caldo<br />
DILUIZIONE<br />
%<br />
svariati procedimenti, la scelta dei<br />
quali dipende dalla qualità e dalla<br />
quantità del deposito che si vuole ottenere,<br />
dalle geometrie dei pezzi da<br />
placcare e dalle attrezzature a disposizione.<br />
Nella tabella sottostante riassumiamo<br />
i principali procedimenti a disposizione<br />
degli utilizzatori.<br />
Questa tabella presenta naturalmente<br />
una situazione molto schematica,<br />
dato che per ogni procedimento<br />
citato esistono importanti variabili<br />
25-30<br />
10-15 '<br />
25-30<br />
15-25<br />
10-15<br />
20-25 i<br />
7-8<br />
VELOCITÀ DI <strong>DEPOSITO</strong><br />
Valori medi Kg/h<br />
44 LA MECCANICA ITALIANA novembre 1987 n° 211 J<br />
1.5<br />
2.0<br />
5.0<br />
12<br />
22<br />
12<br />
14
(diametro dell'elettrodo nel caso del<br />
punto 1, arco pulsato-spray-arc nel<br />
caso 2, l'uso di uno o più fili nel caso<br />
3, larghezza del nastro nel caso 4 e 5<br />
e così via) che influenzano oltre ai<br />
consueti parametri elettrici i risultati<br />
sia qualitativi che quantitativi.<br />
1.2. Tipi di placcatura presi<br />
in considerazione<br />
In questa memoria si tratterà esclusivamente<br />
dei due procedimenti<br />
maggiormente da noi usati quando le<br />
condizioni operative lo consentono. I<br />
concetti espressi possono essere però<br />
estrapolati generalmente ad altri<br />
metodi.<br />
Si parlerà pertanto di:<br />
1) Placcatura effettuata con arco<br />
sommerso a nastro (SAW) (figura<br />
1)-<br />
2) Placcatura effettuata sotto scoria<br />
elettroconduttrice a nastro (ESW)<br />
(figura 2).<br />
Il procedimento SAW funziona a<br />
mezzo di un arco elettrico che scocca<br />
tra il nastro ed il pezzo facendo fondere<br />
il nastro sotto un flusso di protezione.<br />
Il procedimento ESW funziona per<br />
effetto Joule, innescando il processo<br />
con un arco che scocca tra nastro e<br />
pezzo, arco subito spento della scoria<br />
liquida che date le sue caratteristi-<br />
Fig. 1 • Esecuzione di una placcatura di una<br />
piastra tubiera in S.A.W.<br />
Fig. 2 - Esecuzione di una placcatura di un fondo<br />
in E.S.W.<br />
che di conduttività porta in fusione il<br />
nastro per resistenza.<br />
1.3. Progettazione della qualità<br />
del deposito e controlli<br />
preliminari precedenti l'inizio<br />
delle lavorazioni<br />
In funzione dei dati di esercizio,<br />
delle richieste fornite dal Cliente e<br />
delle normative applicabili, debbono<br />
essere stabilite la qualità del deposito<br />
(analisi chimica, livello di difettosità<br />
ammessa, ecc.) ed i controlli per la<br />
verifica di questa qualità, con la loro<br />
pianificazione.<br />
Le azioni principali a questo punto<br />
risultano essere:<br />
45 | LA MECCANICA ITALIANA novembre 1987 n° 211
a) Scelta del procedimento<br />
di saldatura<br />
La scelta del procedimento, intendendo<br />
per «procedimento» l'insieme<br />
del metodo di saldatura, il tipo di materiale<br />
da depositare, il numero degli<br />
strati (spessore da ottenere), la sequenza<br />
di deposizione dei medesimi,<br />
l'eventuale T.T., dipendono come<br />
detto sopra dai risultati che si vogliono<br />
ottenere.<br />
Tali risultati si possono esprimere<br />
generalmente in:<br />
— analisi chimica dello strato superficiale<br />
del deposito;<br />
— spessore interessato da questa<br />
analisi chimica;<br />
— stato superficiale del deposito (in<br />
funzione di eventuali lavorazioni<br />
successive);<br />
— assenza di difetti o limitazioni alla<br />
presenza degli stessi (scorie, porosità,<br />
mancanza di aderenza,<br />
cricche sotto placcato, ecc);<br />
— assenza di suscettibilità a danneggiamene<br />
futuri durante l'esercizio<br />
(disbonding per attacco da H2).<br />
Nell'ambito di un procedimento la<br />
tecnica di saldatura viene recordizzata<br />
in tutte le sue variabili nella cosiddetta<br />
WPS (welding procedure specification)<br />
che riporta tutte le indicazioni<br />
per l'effettuazione del riporto in<br />
tempi successivi.<br />
Esempi di situazioni in esercizio<br />
che possono orientare nella scelta<br />
del procedimento dal punto di vista<br />
qualitativo possono essere:<br />
— Esercizio in impianti che trattano<br />
Urea e derivati: - in tal caso è importante<br />
ridurre al minimo se non<br />
a zero la percentuale di ferrite presente<br />
nel deposito; di conseguenza<br />
bisogna orientarsi su di un nastro<br />
con una composizione chimica<br />
tale che, dopo deposito e conseguente<br />
diluizione con il materiale<br />
sottostante abbia un basso contenuto<br />
di ferrite (1° strato 309 +<br />
316 mod. per Urea o simile).<br />
— Esercizio in presenza d'idrogeno<br />
ad alte temperature: - in tal caso bisogna<br />
adottare un procedimento<br />
che limiti l'apporto termico e le velocità<br />
di avanzamento; bisogna<br />
usare un materiale base con basso<br />
contenuto di carbonio.<br />
Tutto ciò per evitare il fenomeno<br />
detto di «disbonding».<br />
b) Qualifica del procedimento<br />
Definite le scelte progettuali si procede<br />
con la qualifica del procedimento<br />
di saldatura preparando un tallone<br />
di prova ed utilizzando materiali di<br />
qualità analoga a quella del materiale<br />
che verrà usato in produzione: ciò vale<br />
sia per il materiale base sia per il<br />
materiale di apporto.<br />
Il tallone, una volta placcato secondo<br />
le indicazioni della WPS, viene<br />
sottoposto a:<br />
a) trattamento termico, se previsto;<br />
b) controlli non distruttivi (in genere<br />
UT e LP);<br />
e) macrografia;<br />
d) analisi chimiche (a diverse profondità<br />
se richiesto);<br />
e) prove meccaniche Hd e prova di<br />
piega. Particolarmente importante<br />
la prova di piega laterale per rilevare<br />
la fragilità (figura 3);<br />
f) prove di corrosione (se richieste).<br />
Bisogna sottolineare l'importanza<br />
dei punti e) d) e).<br />
Generalmente durante la qualifica<br />
del procedimento vengono qualificati<br />
anche gli operatori.<br />
e) Controllo dei materiali base<br />
e di apporto<br />
Parallelamente all'esecuzione delle<br />
qualifiche dei procedimenti si procede<br />
alla verifica dei certificati di ori-<br />
Fig, 3 - Particolare provetta di piega laterale dopo<br />
piegatura.<br />
gine dei materiali di base e d'apporto<br />
che verranno usati in produzione. Ciò<br />
allo scopo di controllare la congruenza<br />
con le caratteristiche richieste in<br />
fase di progetto e riportate sull'ordine<br />
di acquisto dei materiali.<br />
Una caratteristica molto importante<br />
che viene spesso ricontrollata in fase<br />
di ricevimento dei materiali è la percentuale<br />
di carbonio del materiale<br />
base. .<br />
d) Taratura degli impianti<br />
di saldatura<br />
Dato che il risultato di un'operazione<br />
di saldatura dipende in buona parte<br />
dalla! correttezza e dalla costanza<br />
dei parametri elettrici impostati, è importante<br />
che gli impianti di saldatura<br />
siano sottoposto a periodiche operazioni<br />
di taratura. Operazioni condotte<br />
sulla base di istruzioni/procedure generalmente<br />
facenti parte integrante<br />
del programma di G.Q. di una Società.<br />
A questo punto si può procedere<br />
con le operazioni di Produzione.<br />
Tutte le varie operazioni sopradescritte<br />
e quelle che verranno presentate<br />
più innanzi vengono pianificate<br />
sui vari «piani di fabbricazione e controllo»<br />
ó documenti similari previsti<br />
dal Sistema di Controllo o Garanzia<br />
Qualità del Produttore.<br />
Si deve infatti sottolineare l'importanza<br />
che riveste nel campo della saldatura,<br />
ed in particolare della placcatura,<br />
un approccio in un Sistema di<br />
qualità. Tale approccio comporta la<br />
pianificazione delle attività ed il coinvolgimento,<br />
sin dall'inizio, di tutte le<br />
funzioni aziendali interessate.<br />
Questo permette di valutare da tutti<br />
i punti di vista la saldatura in programma<br />
e di generare la consapevolezza<br />
di tutti quegli aspetti, centrali e<br />
di contorno, che possono risultare<br />
decisivi nel determinare la qualità di<br />
una saldatura.<br />
46 | LA MECCANICA ITALIANA novembre 1987 n° 211
1.4. Controlli indiretti durante<br />
la fabbricazione<br />
Appare evidente che, data per<br />
scontata l'importanza dei collaudi intermedi<br />
e finali sul placcato, sono<br />
egualmente importanti i controlli che<br />
vengono eseguiti in fase di produzione<br />
su quei parametri che possono influire<br />
indirettamente sulla qualità del<br />
placcato. Questi controlli infatti possono<br />
permettere di evidenziare e correggere<br />
in tempo utile eventuali problemi<br />
non rilevati in fase di qualifica<br />
o, più spesso, problemi contingenti.<br />
Questo tipo di sorveglianza si esplica<br />
con:<br />
— Verifica della preparazione della<br />
pulizia delle superfici da placcare.<br />
— Verifica delle temperature di preriscaldo<br />
ed interpass nel corso dell'esecuzione<br />
della saldatura, allo<br />
scopo di controllare che tali temperature<br />
siano quelle previste.<br />
— Verifica dei parametri elettrici nel<br />
corso della saldatura, allo scopo di<br />
controllare (al di fuori delle operazioni<br />
periodiche di taratura) l'affidabilità<br />
delle indicazioni della strumentazione<br />
dell'impianto.<br />
— Verifica della buona conservazione<br />
dei materiali d'apporto, soprattutto<br />
per quanto riguarda l'essiccamento<br />
ed il mantenimento a<br />
temperature adeguate, del flusso.<br />
1.5. Controlli diretti durante ed alla<br />
fine della fabbricazione<br />
Indipendentemente dal processo di<br />
saldatura adottato, generalmente la<br />
placcatura viene sottoposta dopo il<br />
suo completamento ad una serie di<br />
controlli e verifiche allo scopo di:<br />
— accertare la sua conformità dimensionale<br />
(spessore) e dello stato<br />
superficiale mediante esame visivo;<br />
— accertare la sua integrità fisica intesa<br />
come l'assenza di imperfezioni<br />
interne o nella zona sottostante<br />
il deposito le quali, per tipologia od<br />
estensione, possono pregiudicare<br />
le prestazioni o l'affidabilità del<br />
manufatto durante l'esercizio;<br />
— accertare che le caratteristiche<br />
chimico-fisiche del deposito siano<br />
conformi alle richieste.<br />
a) Controlli dimensionali e visivi<br />
Esami visivi.<br />
L'esame visivo della placcature destinate<br />
all'impiego allo stato grezzo<br />
(in condizioni di come saldato) assume<br />
una importanza rilevante in quanto,<br />
oltre ad accertare la continuità del<br />
deposito (assenza di vacanze nel ricoprimento<br />
del metallo base) ed il<br />
suo grado di pulizia (assenza di ossidi<br />
o scorie residue del processo di<br />
saldatura) consente di individuare<br />
quelle anomalie superficiali (incisioni<br />
profonde, avvallamenti pronunciati<br />
tra le passate di saldatura e brusche<br />
variazioni di profilo) che costituiscono<br />
una riduzione localizzata dello spessore<br />
od un potenziale innesco per fenomeni<br />
accelerati di tipo corrosivo<br />
durante l'esercizio.<br />
Nei casi particolari la valutazione<br />
accurata dello stato superficiale del<br />
deposito viene condotta esaminando<br />
impronte ottenute dal placcato con<br />
resine termoindurenti esenti da ritiro.<br />
Controlli spessimetrici.<br />
La determinazione dello spessore<br />
di placcatura può essere effettuata<br />
con mezzi non distruttivi utilizzando<br />
vari metodi di misurazione tra cui:<br />
— la correlazione di rilievi dimensionali<br />
eseguiti prima e dopo l'esecuzione<br />
del deposito;<br />
— it rilievo per trasparenza con ultrasuoni;<br />
— la misurazione con mezzi magnetici;<br />
II rilievo dello spessore di placcatura<br />
con tecnica dimensionale si effettua<br />
confrontando misurazioni eseguite<br />
sul componente prima e dopo la<br />
deposizione della placcatura per<br />
mezzo di strumenti di misura lineare<br />
di tipo tradizionale (calibri, micrometri)<br />
oppure per mezzo di misuratori di<br />
spessore ad ultrasuoni.<br />
Questo metodo comporta generalmente<br />
la sottostima dello spessore<br />
effettivo del placcato non essendo<br />
computata la reale penetrazione del<br />
deposito nel materiale base di supporto<br />
(diluizione); al contrario, i rilievi<br />
effettuati con mezzi magnetici od ultrasuoni<br />
comprendono la diluizione<br />
nella misura e quindi consentono la<br />
determinazione dello spessore effettivo<br />
del deposito.<br />
Il controllo dello spessore mediante<br />
ultrasuoni si effettua con trasduttori<br />
diritti ad onde longitudinali e metodo<br />
dell'eco-impulso il quale com'è<br />
noto, consente di introdurre e ricevere<br />
energia ultrasonora in modo ciclico<br />
per mezzo di un unico trasduttore.<br />
Il principio sul quale si basano le<br />
misure è la rivelazione del tempo di<br />
percorrenza, proporzionale al percorso<br />
degli ultrasuoni nel metallo, dell'energia<br />
riflessa sull'interfaccia<br />
placcato-materiale di supporto.<br />
Questi sono notoriamente caratterizzati<br />
da proprietà acustiche dissimili<br />
(impedenze acustiche differenziate)<br />
per cui l'interfaccia, in accordo alla<br />
legge di Snell, è sede di parziale riflessione<br />
del fascio.<br />
Quando la linea di fusione tra deposito<br />
e supporto risulta particolarmente<br />
irregolare, come nel caso della<br />
placcatura manuale con elettrodi rivestiti,<br />
la riflessione sulla linea di fusione<br />
perde direzionalità; l'energia ricevuta<br />
dal trasduttore può risultare<br />
così esigua da impedire l'effettuazione<br />
delle misure con il metodo ultrasonoro.<br />
La determinazione dello spessore<br />
del deposito può essere condotta con<br />
due diverse modalità, accoppiando il<br />
trasduttore sulla superficie della placcatura<br />
oppure sulla superficie opposta<br />
a quest'ultima. In entrambi i casi<br />
le misurazioni sono possibili quando<br />
la superficie del deposito e la linea di<br />
fusione sul metallo base sono essenzialmente<br />
parallele; per le misure<br />
condotte dal metallo base questo requisito<br />
si estende anche alla superficie<br />
di quest'ultimo.<br />
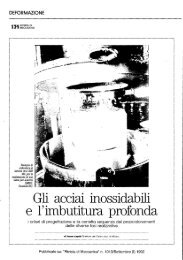
Per la taratura della apparecchiatura<br />
di controllo si richiede l'uso di un<br />
blocco di riferimento costituito da una<br />
provetta placcata realizzata con materiale<br />
di supporto e placcatura identici<br />
a quelli da sottoporre a misura; il<br />
blocco dovrà essere lavorato come<br />
indicato in figura 4 in modo da realizzare<br />
spessori residui di placcatura<br />
differenziati e con valore noto, determinato<br />
con mezzi meccanici sulla sezione<br />
trasversale del blocco stesso.<br />
Per le misure dal lato placcato si<br />
impiegano trasduttori a cristallo doppio<br />
con emittente e ricevente separati<br />
opportunamente orientati (fecalizzati)<br />
47 I LA MECCANICA ITALIANA novembre 1987 n° 211
SPESSORI ni PUCCHTUKA con u.<br />
L_| r^i'Tsio"^^'!<br />
dal lato netaMo bas<br />
in modo da ottenere la massima sensibilità<br />
nella zona di interfaccia<br />
placcato-materiale base.<br />
La determinazione dello spessore<br />
dal lato metallo base si effettua invece<br />
con trasduttori a cristallo singolo.<br />
Per entrambe le tecniche di misura è<br />
necessario utilizzare trasduttori ad alta<br />
frequenza che emettono fasci con<br />
divergenza contenuta e caratterizzati<br />
da elevato potere risolutore.<br />
Per il controllo si richiede t'uso di<br />
apparecchiature ultrasonore di tipo<br />
convenzionale, al contrario i misuratori<br />
di spessore ad ultrasuoni in formato<br />
tascabile non sono idonei poiché<br />
la potenza dell'impulso di eccitazione<br />
del trasduttore ed il guadagno<br />
del ricevitore sono carenti e senza<br />
possibilità di regolazione.<br />
Alcuni esempi di oscillogrammi re-<br />
S0X —<br />
6o:-'. —<br />
20/: —<br />
eco d i<br />
i n t e r f ac e i a<br />
\<br />
Eco^rsniia o t tenu to<br />
dal Iato pI aerato<br />
lativi alle due modalità di taratura e di<br />
esecuzione dei rilievi (dal lato placcato<br />
e dal lato opposto) sono indicati in<br />
figura 5; si fa rilevare come nelle misure<br />
effettuate dal lato metallo base<br />
le variazioni di spessore di quest'ultimo<br />
inducano sullo schermo una traslazione<br />
dell'eco di interfaccia che<br />
peraltro non influisce sulla validità<br />
della misura.<br />
La determinazione dello spessore<br />
con mezzi magnetici si effettua generalmente<br />
con strumenti rilevatori della,<br />
permeabilità magnetica che trasformano<br />
il valore della permeabilità<br />
magnetica misurata dalla seconda<br />
stessa nella zona di placcato sottoposta<br />
ad esame in distanza fra sonda e<br />
metallo base (spessore).<br />
Questo tipo di apparecchiatura è<br />
idonea per misure di spessore di<br />
placcati amagnetici realizzati su supporto<br />
ferromagnetico; l'uso su placcati<br />
parzialmente magnetici è possibile<br />
a condizione che il contenuto di<br />
ferrite del deposito sia noto e costante<br />
e che lo strumento sia accuratamente<br />
calibrato prima dell'uso utilizzando<br />
blocchi campione significativi.<br />
b) Controllo dell'integrità<br />
del deposito<br />
RILIEVO SPESSORI DI FIACCATURA CON U.S.<br />
eco d i 1<br />
fondo '<br />
L'integrità del deposito viene verificata<br />
per mezzo di metodi di esame<br />
non distruttivo; i metodi di prova più<br />
comunemente applicati sono l'esame<br />
con liquidi penetranti e l'esame utrasonoro.<br />
eco d i<br />
fondo<br />
i n terf«cci a<br />
K<br />
0 1 2 3 4 5 6 7 8 9 10<br />
Ecosr-èiMf"is o t tenuto<br />
dal lato netallo base<br />
Fig. 4 • Blocco di taratura per la misurazione<br />
degli spessori di placcatura con U.S.<br />
Fig. 5<br />
Esame con liquidi penetranti.<br />
Lo scopo dell'esame è quello di rilevare<br />
la presenza di discontinuità di<br />
tipo fisico determinate dal processo<br />
di saldatura quali porosità soffiature e<br />
cricche eventualmente presenti sulla<br />
superficie del placcato; la rivelazione<br />
dei difetti superficiali è ottenuta grazie<br />
all'applicazione di particolari liquidi<br />
colorati o fluorescenti caratterizzati<br />
da effetto capillare molto spinto che<br />
consente a questi di penetrare e successivamente,<br />
dopo completa rimozione<br />
dalla superficie in esame, di<br />
fuoriuscire da piccolissimi interstizi<br />
sotto l'azione di un agente sviluppatore.<br />
'<br />
La tecnica di esame pur risultando<br />
relativamente semplice garantisce<br />
una elevata sensibilità; questa è tale<br />
da consentire la rivelazione delle più<br />
piccole '• discontinuità a condizione<br />
che tutte le operazioni critiche del ciclo<br />
di controllo, ed in particolare l'asportazione<br />
dell'eccesso di penetrante,<br />
siano condotte in modo corretto.<br />
Generalmente i prodotti più utilizzati<br />
sonò del tipo a contrasto di colore<br />
con penetrante di colore rosso ed<br />
agente sviluppatore bianco. Un ulteriore<br />
incremento della sensibilità del<br />
metodo può essere ottenuta utilizzando<br />
penetranti fluorescenti; questi prodotti<br />
durante la fase di rilevazione<br />
emettono luce visibile sotto l'azione<br />
di una speciale lampada a raggi ultravioletti<br />
e ciò favorisce il rilevamento'<br />
delle più piccole imperfezioni.<br />
Spesso l'esame con liquidi penetranti<br />
viene prescritto in qualità di<br />
controllo intermedio dopo ogni strato<br />
e prima di procedere alla deposizione<br />
di quello successivo.<br />
Recentemente sono stati messi a<br />
punto penetranti che consentono l'esame<br />
intermedio su superfici alle<br />
condizioni di preriscaldo. Per le superfici<br />
placcate a contatto con il flui-<br />
48 LA MECCANICA ITALIANA novembre 1987 n° 211
do di processo le Normative non tollerano<br />
indicazioni a carattere allungato<br />
di tipo cricca; per quelle a carattere<br />
tondeggiante sono previsti criteri di<br />
accettabilità sulla base delle dimensioni<br />
e della frequenza delle indicazioni<br />
rilevate.<br />
Controlli con ultrasuoni.<br />
Il controllo con ultrasuoni delle<br />
placcature inox viene effettuato con<br />
tecniche e modalità diverse in relazione<br />
al tipo ed alte dimensioni dei difetti<br />
da ricercare ed al grado di qualità<br />
richiesto per il componente placcato.<br />
La tecnica di esame più tradizionale<br />
viene applicata per il controllo di<br />
placcati senza particolari requisiti<br />
qualitativi con lo scopo di verificare<br />
l'integrità dell'adesione del deposito<br />
sul metallo base, intesa come assenza<br />
di discontinuità di tipo cricca, fusione<br />
incompleta o inclusione di scoria<br />
di una certa entità, localizzata in<br />
prossimità della linea di fusione.<br />
L'esame viene condotto preferibilmente<br />
dal lato materiale base (lato<br />
non placcato) utilizzando trasduttori<br />
diritti ad ondi longitudinali con frequenza<br />
compresa tra 2 e 4 MHz; se<br />
le condizioni superficiali e geometriche<br />
lo consentono, il controllo può<br />
essere effettuato dalla superficie del<br />
deposito utilizzando trasduttori dello<br />
stesso tipo con emittente e ricevente<br />
separate; analogamente alle misure<br />
di spessore, quest'ultimo tipo di<br />
esplorazione diventa obbligatoria in<br />
assenza di parallelismo tra le superfici<br />
del deposito e del metallo base.<br />
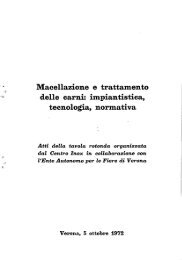
La taratura della sensibilità di controllo<br />
si effettua su blocchi placcati<br />
contenenti un foro piatto realizzato<br />
sull'interfaccia placcato-metallo base<br />
mediante lavorazione meccanica (figura<br />
6).<br />
L'apparecchiatura ultrasonora viene<br />
regolata per ottenere dalla superficie<br />
di fondo del foro, (orientata naturalmente<br />
verso il lato da cui si codurrà<br />
l'esame), una riflessione (eco) di riferimento<br />
alla quale confrontare quelle<br />
rilevate nel corso dell'esame. Di<br />
norma il placcato è accettabile quando<br />
non presenta riflessioni da discontinuità<br />
superiori a quella di riferimento;<br />
si può quindi idealmente ritenere<br />
che il diametro scelto per il foro cam-<br />
pione costituisca quello massimo tollerabile<br />
per i difetti di adesione.<br />
Come riferimento, le normative più<br />
riconosciute (codice ASME) prevedono<br />
il diametro del foro a fondo piatto<br />
pari a 10 mm.<br />
Per applicazione più severa l'esame<br />
viene condotto con taratura della<br />
sensibilità di controllo eseguita su<br />
blocchi contenenti riflettori artificiali<br />
(fori clinici o a fondo piatto) con dimensioni<br />
più ridotte, dell'ordine di<br />
1,5 - 2 mm (figura 7).<br />
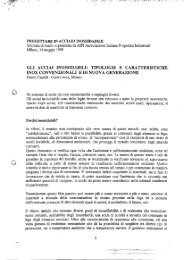
Per incrementare le probabilità di<br />
rilevamento delle discontinuità sfavorevolmente<br />
orientate alla direzione di<br />
irraggiamento, (quali ad esempio incollature<br />
tra le passate con andamento<br />
verticale) spesso l'esame con sonda<br />
diritta viene integrato con l'esplorazione<br />
dal lato placcato con sonda<br />
angolata doppia ad onde longitudinali;<br />
utilizzando questi trasduttori per la<br />
ricerca di difetti che si estendono nel-<br />
<strong>CONTROLLO</strong> COtl 1>.S. DEL PLQ^O^TO<br />
1 - for-o a fondo Emtlo 0 IO Mf.<br />
T h<br />
JJL<br />
w<br />
la direzione di saldatura è necessario<br />
effettuare un movimento di scansione<br />
perpendicolare ai cordoni.<br />
La taratura della sensibilità di controllo<br />
viene eseguita utilizzando le riflessioni<br />
ottenute da fori cilindrici relaizzati<br />
a varie profondità nel deposito<br />
del blocco di taratura (figura 8).<br />
Quando sussiste il rischio di cricche<br />
sotto placcato è buona norma effettuare<br />
un esame dal lato deposito<br />
con trasduttori angolati doppi ad onde<br />
longitudinali aventi punto di fuoco<br />
(zona di maggiore sensibilità del trasduttore)<br />
in corrispondenza della zo-<br />
Fig. 6 - Blocco con sonde per esame placcato<br />
(tecnica meno sensibile).<br />
Fig. 7 - Blocco di taratura per esame con alta<br />
sensibilità.<br />
Fig. 8 - Blocco di taratura per ricerca discondinuità<br />
con orientamento verticale.<br />
na termicamente alterata del metallo<br />
base ed angolo di irraggiamento molto<br />
elevato (70 gradi o maggiore).<br />
È noto infatti che le cricche sotto<br />
placcato sono localizzate nella Z.T.A.<br />
del metallo base e sono particolarmente<br />
concentrate nella porzione di<br />
metallo sottostante alla zona di sovrapposizione<br />
delle passate di placcatura<br />
ove il fenomeno dell'ingrossamento<br />
del grano da parte del ciclo<br />
termico di saldatura è più accentuato;<br />
il loro orientamento risulta essenzialmente<br />
perpendicolare alla direzione<br />
di saldatura.<br />
<strong>CONTROLLO</strong> CON U.S. tCL PLACCATO<br />
•1<br />
islsì<br />
49 | LA MECCANICA ITALIANA novembre 1987 n° 211<br />
•
:ori« di sijvra<br />
de I le passate<br />
<strong>CONTROLLO</strong> CON U.S. DEL PLACCATO<br />
o: i : ione<br />
placcatura<br />
ter i al e<br />
base<br />
*a con angolo<br />
rrsgg i amento<br />
e levato<br />
a. sezione trasversale b. sez ione 1ongitud i naI e<br />
T •<br />
R •<br />
Le caratteristiche di questo tipo di<br />
difetto unitamente alle sue ridotte dimensioni,<br />
contenute entro pochi mm<br />
di lunghezza, obbligano ad effettuare<br />
l'esplorazione imprimendo al trasduttore<br />
movimenti prestabiliti e molto accurati<br />
(figura 9).<br />
*<br />
e. v i s t a in p i ari I a<br />
Essendo il tipo di difetto non classificabile<br />
tra quelli di tipo operatorio e<br />
manifestandosi di norma in modo sistematico,<br />
il controllo viene limitato a<br />
ridotte porzioni di deposito comunque<br />
significative per accertare la qualità<br />
del procedimento di placcatura,<br />
adottato per la fabbricazione di componente.<br />
È buona norma ripetere l'esame<br />
dopo tutti i T.T. termici previsti<br />
C
mi di Shaeffler il contenuto di ferrite.<br />
Le analisi possono essere condotte<br />
con varie modalità (quantometrica,<br />
per via umida ecc.) ed in numero variabile<br />
in relazione alle richieste specifiche<br />
delle normative o del Committente.<br />
Un importante mezzo non distruttivo<br />
per verificare rapidamente la<br />
concentrazione dei metalli in lega è<br />
costituito dalla analisi per fluorescenza<br />
a raggi X con apparecchiature portatili;<br />
quelle dell'ultima generazione<br />
sono dotate di sistema di controllo a<br />
microprocessore che consente tarature<br />
e letture estremamente rapide<br />
ed affidabili.<br />
1.6. Difetti riscontrabili<br />
I principali difetti riscontrabili in<br />
una placcatura, possono essere:<br />
1) Cricche all'interno del deposito (figura<br />
11);<br />
2) Cricche sulla linea di fusione;<br />
3) Cricche sotto placcatura;<br />
4) Inclusioni di scoria (figura 12);<br />
5) Mancanza di adesione.<br />
Le cricche nel deposito (punto 1)<br />
sono in genere microcricche che<br />
possono essere causate da vari<br />
fattori; il più frequente è rappresentato<br />
dallo scarso contenuto di<br />
ferrite che spesso il costruttore è<br />
obbligato ad ottenere nel placcato<br />
per garantire a questo una sufficiente<br />
resistenza alla corrosione.<br />
Date le loro dimensioni sono in difficile<br />
rilevazione con esami volumetrici.<br />
Sono rilevabili invece con<br />
liquidi penetranti quando sono affioranti<br />
sulla superficie.<br />
Le cricche sulla linea di fusione sono<br />
dovute in genere ad una cattiva<br />
diluizione tra materiale base e acciaio<br />
depositato che porta alla presenza<br />
di martensite (analisi chimica,<br />
deposito e parametri di saldatura).<br />
Possono essere rilevate mediante<br />
esame UT.<br />
Le cricche sotto placcato sono attribuibili<br />
a vari fattori in genere<br />
concomitanti che portano ad un infragilimento<br />
della ZTA del materiale<br />
base. Sollecitazioni meccanice<br />
esterne (ritiri, T.T., esercizio) danno<br />
origine a questo tipo di difetto.<br />
Si possono rilevare mediante UT.<br />
Le inclusioni di scoria e incollature<br />
si trovano più facilmente nelle zone<br />
di sovrapposizione tra una nastrata<br />
e l'altra. Possono essere rilevate<br />
mediante esame UT.<br />
La mancata adesione del materiale<br />
depositato al materiale base avviene<br />
in genere quando nel tentativo<br />
di ridurre al minimo la diluizione<br />
del materiale depositato ci si pone<br />
nelle condizioni di mancata o im-<br />
Fig. 11 - Cricca nella zona fusa (micrografia<br />
100x).<br />
Fig. 12 - Sezione trasversale del placcato con<br />
inclusione di scoria (micrografia 50x).<br />
Fig. 13 - Configurazione di giunti saldati tra elementi<br />
placcati.<br />
perfetta fusione di alcune zone di<br />
materiale. La rilevazione è abbastanza<br />
facile e viene eseguita con<br />
UT.<br />
2. Parte seconda:<br />
giunzione mediante<br />
saldatura di elementi<br />
placcati<br />
2.1. Definizione e qualificazione<br />
del procedimento<br />
In linea generale la giunzione per<br />
saldatura di elementi preventivamente<br />
placcati comporta la qualificazione<br />
distinta dei processi di saldatura e di<br />
esecuzione della placcatura (ripristino)<br />
in corrispondenza del giunto saldato.<br />
L'eccezione a tale regola si realizza<br />
per i giunti a piena penetrazione<br />
accessibili da un solo lato; in tale caso<br />
poiché le prime passate al vertice<br />
costituiscono anche il ripristino di<br />
placcatura, la qualificazione del procedimento<br />
è comune ad entrambi i<br />
processi con effettuazione combinata<br />
delle prove tecnologiche richieste.<br />
In questo caso molto particolare è<br />
opportuno, dopo aver effettuato «il ripristino<br />
di vertice» per lo spessore richiesto,<br />
completare il giunto evitando<br />
materiali di apporto in acciaio nero ed<br />
utilizzare materiali austenitici o ad alto<br />
tenore di nickel allo scopo di evitare<br />
strutture fragili in prossimità del<br />
vertice stesso.<br />
Nei casi più generali (giunzioni accessibili<br />
da entrambi i lati) la configurazione<br />
tipica dello smusso è quella<br />
indicata in figura 13; in corrispondenza<br />
del vertice è ricavata sull'interno<br />
del componente la sede per il ripristino;<br />
l'esecuzione di questa comporta<br />
la completa asportazione del placcato<br />
per una certa fascia allo scopo di<br />
prevenire inquinamenti durante la<br />
saldatura della zona del vertice.<br />
51 I LA MECCANICA ITALIANA novembre 1987 n° 211
Per lo stesso motivo lo smusso di<br />
saldatura del metallo base è configurato<br />
per contenere o addirittura eliminare,<br />
effettuando la prima passata a<br />
piena penetrazione, lo scavo di ripresa.<br />
2.2. Sequenza di saldatura<br />
e di controllo<br />
La sequenza di saldatura tipica per<br />
un giungo di testa tra elementi placcati<br />
prevede:<br />
— la completa esecuzione del giunto<br />
saldato;<br />
— la molatura a paro del cordone di<br />
penetrazione o della ripresa allo<br />
scopo di poter depositare successivamente<br />
il ripristino con spessore<br />
richiesto;<br />
— l'effettuazione dei controlli non distruttivi<br />
previsti per il giunto saldato<br />
(esame con particene magnetiche,<br />
esame radiografico e/o ultrasonoro);<br />
— l'esecuzione del ripristino di placcatura;<br />
— l'esecuzione dei controlli non distruttivi<br />
previsti per il ripristino effettuati<br />
con modalità già indicate<br />
in precedenza.<br />
Spesso sono adottate sequenze diverse<br />
che sono dettate principalmente<br />
dall'esigenza di non interrompere<br />
con l'effettuazione gli esami non distruttivi<br />
per il giunto il ciclo di saldatura<br />
e ripristino; in tali casi il ripristino<br />
deve essere sottoposto agli esami volumetrici<br />
previsti per il giunto saldato<br />
e valutato in termini di accettabilità<br />
difetti come tale.<br />
3. Parte terza: esempio di<br />
costruzione di reattori<br />
per urea placcati in<br />
X2 Cr Ni Mo 25.22.2<br />
Trattasi di uno stripper, di un condenser<br />
e di uno scrubber apparte-<br />
nenti a un impianto di Urea destinato<br />
in Alaska (figura 14).<br />
Il materiale base era un acciaio al<br />
carbonio (tipo SA 516 G 70/ SA 266<br />
C1 2) mentre la placcatura era prevista<br />
con due strati in X 2 Cr Ni Mo 25-<br />
22-2 sia in SAW che in ESW.<br />
Era previsto un T.T. di distensione<br />
dopo la deposizione del primo strato<br />
di placcatura e nessun T.T. per il successivo<br />
per preservare a questo le<br />
massime proprietà antocorrosive.<br />
Per lo stesso motivo le superfici del<br />
placcato non dovevano subire alcuna<br />
lavorazione meccanica.<br />
Era richiesta una costanza di analisi<br />
per 3 mm di profondità.<br />
Prove eseguite in fase di qualifica<br />
del procedimento di placcatura:<br />
a) Prove meccaniche.<br />
a) trazione (del placcato)<br />
b) piega.<br />
b) Esami micro e macrografici.<br />
Ricerca cricche su: deposito manuale;<br />
nastratura; sovrapposizione<br />
nastratura.<br />
Fig. 14 - Scrubber per impianto di produzione di<br />
urea.<br />
e) Prove di corrosione.<br />
Prove di Huey su: deposito manuale;<br />
nastratura; sovrapposizione<br />
nastratura; trazione deposito<br />
manuale/nastratura.<br />
d) Analisi chimica.<br />
In superficie e a —3 mm di profondità.<br />
e) Determinazione della percentuale<br />
di ferrite.<br />
i<br />
f) Controlli non distruttivi: UT - PT<br />
Controlli eseguiti sul materiale<br />
placcato in produzione:<br />
a) Controlli non distruttivi.<br />
Controllo UT dopo il 1 ° strato e dopo<br />
il 2° strato.<br />
Esame con liquidi penetranti dopo<br />
il 1 ° è 2° strato, dopo prova idraulica.<br />
b) Determinazione percentuale di<br />
ferrite.<br />
Dopo 1 deposizione del 2° strato<br />
{massimo 0,6% di ferrite).<br />
Da notare che le prove di corrosione<br />
sono state eseguite in doppio dal<br />
Committente nei proprio laboratori in<br />
Olanda.<br />
52 | LA MECCANICA ITALIANA novembre 1987 n° 211