

Scarica la relazione finale - DiMaPla
Scarica la relazione finale - DiMaPla
Scarica la relazione finale - DiMaPla

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Fase 1 Analisi delle caratteristiche dei materiali e dei<br />
processi prescelti<br />
1.1 Descrizione dei componenti e dei materiali<br />
1.1.1 Fascette in Poliammide 66<br />
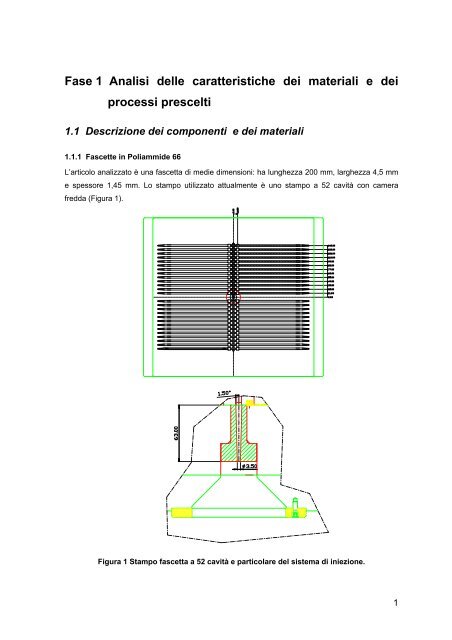
L’articolo analizzato è una fascetta di medie dimensioni: ha lunghezza 200 mm, <strong>la</strong>rghezza 4,5 mm<br />
e spessore 1,45 mm. Lo stampo utilizzato attualmente è uno stampo a 52 cavità con camera<br />
fredda (Figura 1).<br />
Figura 1 Stampo fascetta a 52 cavità e partico<strong>la</strong>re del sistema di iniezione.<br />
1
Il materiale con cui viene prodotta <strong>la</strong> fascetta è un Nylon o Polyamide 66 prodotto dal<strong>la</strong> Solutia ® il<br />
cui nome commerciale è Vydyne ® 21SP-C. Il polimero utilizzato è adatto al<strong>la</strong> produzione di fascette<br />
per <strong>la</strong> sua e<strong>la</strong>sticità e resistenza meccanica. Il materiale si presta poi bene al<strong>la</strong> produzione di<br />
questi componenti per <strong>la</strong> sua bassa viscosità e trasparenza, alta resistenza all’usura e ai solventi.<br />
1.1.2 Bidoni in polietilene<br />
Al giorno d’oggi sempre più speso ci si trova di fronte al<strong>la</strong> necessità di produrre articoli utilizzando<br />
materiali ricic<strong>la</strong>ti, e questo non solo per un immediato vantaggio economico, che può rendere più o<br />
meno competitiva un’azienda sul mercato globale, ma anche per una spinta pressante da parte<br />
delle istituzioni governative al<strong>la</strong> salvaguardia ambientale.<br />
Il problema qui affrontato e descritto consiste nel tentativo, attraverso uno studio reologico, di<br />
ottimizzare una misce<strong>la</strong> costituita di cinque componenti, di cui una parte ricic<strong>la</strong>ti, al fine sia di<br />
riempire lo stampo di un bidone per il contenimento di acqua sia di cercare di abbassare il costo<br />
del<strong>la</strong> misce<strong>la</strong> stessa. La Figura 2 mostra <strong>la</strong> tipologia di bidoni che sono stati presi in considerazione<br />
nel<strong>la</strong> successiva fase di simu<strong>la</strong>zione.<br />
Figura 2 Bidoni per il contenimento di acqua.<br />
Il materiale che si è utilizzato per <strong>la</strong> fase sperimentale e costituito da una serie di miscele<br />
polimeriche e precisamente miscele di polietileni. I componenti base di queste miscele sono i<br />
seguenti:<br />
A. HDPE vergine neutro con MFI = 29,2 (20% - 40%)<br />
B. HDPE vergine neutro con MFI = 11 (15% - 30 %)<br />
C. HDPE ricic<strong>la</strong>to verde con MFI = 3 (0 % - 10 %)<br />
D. HDPE ricic<strong>la</strong>to verde (25% - 35 %)<br />
E. LDPE densificato neutro con MFI = 1 (15% - 35%)<br />
Come si può osservare si hanno quattro componenti del tipo polietileni ad alta densità ed uno a<br />
bassa densità; inoltre i primi due ci sono stati forniti sotto forma di materiale vergine, mentre i<br />
2
imanenti sono materiali ricic<strong>la</strong>ti e successivamente rimacinati. L’azienda ci ha inoltre fornito dei<br />
vincoli per le miscele, visualizzabili tra parentesi, all’interno dei quali si doveva cercare di eseguire<br />
l’analisi sperimentale.<br />
Il polietilene è uno tra i polimeri più <strong>la</strong>rgamente utilizzati ed è ottenuto mediante reazione di<br />
polimerizzazione dell’etilene. I polietileni (PE) appartengono ai materiali termop<strong>la</strong>stici morbidi e<br />
flessibili e sono a struttura semicristallina. Il peso moleco<strong>la</strong>re, il grado di cristallinità, <strong>la</strong> struttura e le<br />
proprietà a questa collegate, dipendono essenzialmente dal sistema di polimerizzazione. La Figura<br />
3 rappresenta <strong>la</strong> struttura base del PE con le possibili ramificazioni di catena. La Figura 4 mostra<br />
schematicamente le ramificazioni di tre tipi di PE.<br />
Figura 3 Struttura base del polietilene.<br />
Figura 4 Ramificazioni a catena del polietilene con PELD: catena <strong>la</strong>terali con ramificazioni<br />
lunghe da 8 a 40 atomi; PEHD: 5 punti di ramificazioni brevi; PELLD: fino a 100 gruppi a <strong>la</strong>to<br />
del<strong>la</strong> catena principale.<br />
3
Attualmente il mercato offre vari tipologie di PE, da scegliere a seconda delle loro caratteristiche e<br />
dei costi che si desidera affrontare per attere un determinato manufatto.<br />
• PELD (LD = low desity) viene prodotto trattando l’etilene (CH2=CH2) con il metodo ad alta<br />
pressione in autoc<strong>la</strong>vi e reattori tubo<strong>la</strong>ri ad una pressione che va da 1000 a 3000 bar, a<br />
temperature da150 a 300°C e con 0,05 fino a 0,1% di ossigeno o di perossidi come<br />
catalizzatori. Ciò che si ottiene è un PE fortemente ramificato con catene di lunghezza<br />
diversa. La cristallinità va dal 40 al 50%, mentre <strong>la</strong> densità va da 0,915 fino a 0,935 g/cm 3 . Il<br />
peso moleco<strong>la</strong>re medio raggiunge i 600.000 g/mol.<br />
• PELLD (LLD = linear low density) si ottiene mediante l’utilizzo di catalizzatori ad alta resa<br />
seguendo quattro metodi diversi: in fase gassosa, in soluzione ed in sospensione, in impianti<br />
a bassa pressione, con metodo modificato, in impianti ad alta pressione. Il prodotto è<br />
caratterizzato da peso moleco<strong>la</strong>re mediamente più elevato e da una struttura pressoché<br />
lineare, cose che danno ragione delle migliori proprietà meccaniche, termiche e fisiche.<br />
• PEHD (HD = high density) viene prodotto secondo il processo a media (Phillips) e a bassa<br />
pressione (Ziegler). Nel metodo Phillips <strong>la</strong> pressione va da 30 a 40 bar, <strong>la</strong> temperatura da 85<br />
a 180°C e come catalizzatore viene impiegato l’ossido di cromo. Il peso moleco<strong>la</strong>re è di circa<br />
50.000 g/mol. Nel metodo Ziegler <strong>la</strong> pressione va da1 a 50 bar, <strong>la</strong> temperatura da 20 a 150°C<br />
e come catalizzatori vengono utilizzati alogenuri di titanio, esteri di titanio ed alluminioalchili.<br />
In questo prodotto si raggiungono pesi moleco<strong>la</strong>ri da 200.000 a 400.000 g/mol. I polimeri di<br />
tipo PEHD presentano ramificazioni ridotte, e di conseguenza, rispetto ai PELD, una maggior<br />
cristallinità (60÷80%) e densità più elevate (0,942÷0,965 g/cm 3 ).<br />
• PEHD-HMW (HMW = high molecu<strong>la</strong>r weight) viene prodotto con metodo Ziegler, Phillips, o in<br />
fase gassosa, ottenendo insieme una elevata densità ed un consistente peso moleco<strong>la</strong>re.<br />
• PEHD-UHMW (UHMW = ultra high molecu<strong>la</strong>r weight) si ottiene mediante catalizzatori Ziegler<br />
modificati e con pesi moleco<strong>la</strong>ri da 3·10 6 a 6·10 6 g/mol.<br />
Il processo di polimerizzazione per l’ottenimento di prodotti a bassa, media od alta densità, nonché<br />
aventi pesi moleco<strong>la</strong>ri bassi, medi, alti od ultraelevati, consentono di conseguire materiali di diverso<br />
tipo e con caratteristiche molto diversificate. Il PE a basso peso moleco<strong>la</strong>re viene impiegato come<br />
disperdente nelle <strong>la</strong>vorazioni delle materie p<strong>la</strong>stiche. Tutti quelli ad alto peso moleco<strong>la</strong>re, se<br />
confrontati con altre materie p<strong>la</strong>stiche, hanno bassa densità, rigidezza e durezza re<strong>la</strong>tivamente<br />
basse, resilienza ed allungamento a rottura elevati, un buon comportamento all’attrito e all’usura e<br />
buone caratteristiche elettriche e dielettriche: infatti il PE non è po<strong>la</strong>re. La sollecitazione a trazione<br />
aumenta in maniera abbastanza lineare con <strong>la</strong> densità. L’assorbimento d’acqua e <strong>la</strong> permeabilità al<br />
vapore acqueo sono basse. La permeabilità ad ossigeno, anidride carbonica ed a molte sostanze<br />
odorose e aromatiche è notevole, ma diminuisce con l’aumentare del<strong>la</strong> densità. Le temperature<br />
massime ammesse per impieghi di breve durata sono comprese tra 80 e 120°C, anche se il PELD-<br />
UHMW può essere utilizzato entro un campo che va da –268 a 150°C; per impieghi di lungo<br />
4
periodo, invece, le temperature vanno da 60 a 95°C ( PELD-UHMW>>100°C). Il PE è resistente<br />
all’acqua, a soluzioni saline, ad acidi, alcali, alcool, e benzina. Al di sotto dei 60°C il PE è insolubile<br />
in tutti i solventi organici, ma con <strong>la</strong> diminuzione del<strong>la</strong> densità si nota un maggior rigonfiamento in<br />
idrocarburi alifatici e aromatici. Esiste il pericolo di formazione di incrinature a causa di tensioni<br />
interne per contatto con sostanze superficialmente tensioattive, come retico<strong>la</strong>nti o detersivi. Il PE-<br />
LLD ed i tipi di PE con densità di 0,90 g/cm 3 sono i materiali più resistenti al<strong>la</strong> formazione di<br />
incrinature dovute a tensioni interne. Il PE deve essere stabilizzato al<strong>la</strong> fotoossidazione,<br />
preferibilmente utilizzando nerofumo. Il PE è inodore, insapore e fisiologicamente innocuo.<br />
Aggiungendo gli additivi adatti, le caratteristiche del PE possono essere modificate a seconda del<br />
campo di impiego: aggiunta di fibre di vetro per aumentare <strong>la</strong> rigidità e <strong>la</strong> portata; antiossidanti ed<br />
agenti stabilizzanti ai raggi UV per uso esterno; agenti ritardanti al<strong>la</strong> fiamma; agenti di espansione;<br />
agenti antistatici resistenti nel tempo; nerofumo ed altri additivi per aumentare <strong>la</strong> conducibilità<br />
elettrica; piccole aggiunte di fluoroe<strong>la</strong>stomeri per migliorare <strong>la</strong> compattezza e <strong>la</strong> fluidificazione del<br />
fuso e coloranti. Le seguenti tabelle vogliono confrontare le caratteristiche dei diversi tipo di PE<br />
poc’anzi discusse.<br />
Tabel<strong>la</strong> 1 Caratteristiche generali di alcuni tipi di polietilene.<br />
5
Tabel<strong>la</strong> 2 Caratteristiche generali di alcuni tipi di polietilene e loro possibili utilizzi.<br />
Il PE non è una sostanza critica da <strong>la</strong>vorare. La vasta gamma di tipi di PE con tutte le possibili<br />
variazioni copre un campo di condizioni di <strong>la</strong>vorazione molto vasto.<br />
Nello stampaggio ad iniezione, le temperature vanno da 160 a 260°C per il PELD, mentre variano<br />
da 260 a 300°C per il PEHD. Le temperature corrispondenti dello stampo vanno rispettivamente da<br />
50 a 70°C o da 30 a 70°C. Per produzioni di serie vengono impiegati materiali facilmente<br />
fluidificabili. Per queste materie p<strong>la</strong>stiche parzialmente cristalline, <strong>la</strong> densità, e pertanto anche il<br />
ritiro del pezzo stampato, dipendono fortemente dall’andamento del<strong>la</strong> temperatura fino<br />
all’estrazione del pezzo dallo stampo. I manufatti raffreddati velocemente presentano una bassa<br />
cristallinità, un ritiro di <strong>la</strong>vorazione minimo, ma anche un notevole post-ritiro, dovuto ad una postcristallizzazione<br />
a temperature elevate. Una possibile conseguenza di ciò può essere <strong>la</strong> formazione<br />
di fessurazioni dovute a tensioni interne <strong>la</strong>tenti. Sotto questo aspetto i PE con un basso tasso di<br />
scorrimento del fuso presentano un comportamento migliore. Per contrastare, invece, il così detto<br />
“infragilimento da fusione”, dovuto ad un eccessivo orientamento delle molecole sarebbe<br />
opportuno l’impiego di materiali con alto grado di scorrimento. Impiegando il PEHD-UHMW nello<br />
stampaggio ad iniezione è possibile <strong>la</strong>vorare solo partico<strong>la</strong>ri pezzi, ossia fino a circa 1 kg. A causa<br />
del<strong>la</strong> cattiva scorrevolezza sono necessarie macchine che possono raggiungere elevate pressioni<br />
di iniezione (circa 1100 bar) senza valvo<strong>la</strong> di non ritorno, zone di alimentazione possibilmente<br />
scana<strong>la</strong>te e canali di co<strong>la</strong>ta brevi. La temperatura di iniezione arriva a 300°C e quel<strong>la</strong> dello stampo<br />
è compresa tra 70 e 80°C.<br />
Il PELLD risulta più difficile da <strong>la</strong>vorare rispetto al PELD, in quanto <strong>la</strong> linearità delle catene<br />
moleco<strong>la</strong>ri richiede una maggior potenza del<strong>la</strong> vite, una minor forza di espulsione e presenta<br />
condizioni di ritiro più sfavorevoli.<br />
6
Le varie tipologie di PE sono adatte anche ad altri tipi di <strong>la</strong>vorazioni come: soffiaggio, estrusione di<br />
rivestimenti per cavi, stampaggio per compressione, nonché stampaggio rotazionale e<br />
sinterizzazione a letto fluido, sui quali non si intende entrare nel merito in quanto esu<strong>la</strong>no dal<br />
presente studio.<br />
1.1.3 Vaschette in polistirene per deflussori per flebo<br />
La seguente attività ha come obiettivo quello di valutare le possibili cause responsabili del<strong>la</strong><br />
formazione di residui carboniosi su alcune vaschette ottenute mediante stampaggio ad iniezione.<br />
Il componente in esame è una vaschetta per soluzioni fisiologiche utilizzata in ambito sanitario<br />
(Figura 5a). Il prodotto è ottenuto mediante processo di stampaggio ad iniezione con sistema a<br />
canali caldi. Il materiale è lo Styrolux ® 684 D, copolimero stirene-butadiene prodotto dal<strong>la</strong> BASF ® ,<br />
utilizzato per <strong>la</strong> sua trasparenza e buona e<strong>la</strong>sticità.<br />
Figura 5 a) vaschetta 5268; b) partico<strong>la</strong>ri delle difettosità riscontrate in alcuni componenti<br />
Il problema riscontrato consiste nel<strong>la</strong> formazione di residui carboniosi su alcune delle vaschette<br />
prodotte. In partico<strong>la</strong>re questi difetti sono sempre stati rilevati in corrispondenza delle superfici a<br />
profilo circo<strong>la</strong>re comprese tra due nervature (Figura 5b). Residui carboniosi non sono mai stati<br />
riscontrati in corrispondenza delle nervature o del fondello del<strong>la</strong> vaschetta. Per verificare se le<br />
difettosità riscontrate presentino una certa sistematicità sono stati analizzati e catalogati alcuni dei<br />
7
componenti difettosi ottenuti in diverse stampate. Il numero di difettosità riscontrate sono riportate<br />
qui di seguito per ognuna delle 24 cavità di cui lo stampo è costituito.<br />
0<br />
11<br />
12<br />
13<br />
2<br />
3<br />
Figura 6 Istogramma dei pezzi difettosi per le figure 2,3,5,6.<br />
6<br />
5<br />
14<br />
15<br />
16<br />
10<br />
8
Osservando i risultati dell’analisi precedente è possibile trarre le seguenti conclusioni:<br />
- le difettosità più ricorrenti sono state rilevate in corrispondenza delle figure 5 e 6;<br />
- per le figure 5 e 6 i componenti che presentano una maggiore difettosità sono quelli rivolti<br />
verso l’interno dello stampo;<br />
- i componenti più critici sono 18, 13, 4 , 5 e 17;<br />
- i componenti delle figure 2 e 3 presentano una minore frequenza di difettosità se<br />
confrontata con quel<strong>la</strong> rilevata alle altre due figure;<br />
- dato che il sistema di iniezione è simmetrico per le 4 figure rappresentate, non è possibile<br />
imputare le difettosità rilevate esclusivamente ad un possibile sbi<strong>la</strong>nciamento del sistema<br />
di iniezione.<br />
1.1.4 Contenitore portabatteria in polipropilene ricic<strong>la</strong>to<br />
Il partico<strong>la</strong>re oggetto di studio è un contenitore portabatteria, realizzato dall’azienda per<br />
stampaggio ad iniezione, utilizzando diversi blend di polipropilene. La composizione del<strong>la</strong> misce<strong>la</strong><br />
dipende, oltre che da opportunità di riduzione di costi e di reperibilità di materiali sul mercato, dalle<br />
caratteristiche richieste al manufatto <strong>finale</strong> in termini di deformazioni e di proprietà meccaniche. Per<br />
ridurre il costo di produzione del componente si ricorre all’utilizzo di materiali di seconda scelta, le<br />
cui caratteristiche meccaniche e reologche variano al variare del lotto: per questo motivo diventa<br />
fondamentale <strong>la</strong> caratterizzazione dei singoli componenti, e <strong>la</strong> verifica di come le proprietà<br />
reologiche influenzino non solo le condizioni di processo, ma anche <strong>la</strong> qualità del prodotto <strong>finale</strong> e<br />
le caratteristiche meccaniche dello stesso.<br />
1.1.5 Profi<strong>la</strong>to in composito legno-polimero<br />
Il Wood Polymer Composite, (WPC o ancora Legno Polimero) è un materiale composito innovativo<br />
che sta riscuotendo un notevole successo negli ultimi anni. Il trend mondiale vede un incremento<br />
costantemente a due cifre del<strong>la</strong> sua produzione. Esso infatti presenta alcuni vantaggi che lo<br />
rendono partico<strong>la</strong>rmente adatto ad un utilizzo nel campo edile e non solo. Pur presentando un<br />
aspetto esteriore molto simile a quello del legno naturale ha alcune caratteristiche uniche quali:<br />
• Risposta al fuoco: permette di raggiungere ottimi risultati, fino ad ottenere c<strong>la</strong>ssi di<br />
certificazione V0. Questo lo rende una scelta obbligata in molti casi nell’edilizia pubblica o<br />
comunque quando siano vi richieste partico<strong>la</strong>ri riguardo al<strong>la</strong> risposta al<strong>la</strong> fiamma.<br />
• Stabilità dimensionale: <strong>la</strong> matrice polimerica stabilizza dimensionalmente il materiale e lo<br />
rende partico<strong>la</strong>rmente adatto a tutte le applicazioni che richiedono degli accoppiamenti<br />
stretti, come pavimentazioni per interno ed esterno, partico<strong>la</strong>ri estetici, etc…<br />
• Silenziosità: grazie alle caratteristiche intrinseche dei due materiali presenta ottime doti di<br />
coibentazione, sia dal calore che dal rumore.<br />
9
• Mix prestazioni-estetica-prezzo: si tratta di un materiale che può essere competitivo nei<br />
confronti del legno massiccio, soprattutto nelle applicazioni che presentano una forma<br />
complessa.<br />
• Lavorabile come un legno: grazie al<strong>la</strong> microstruttura non omogenea si presta ad essere<br />
trucio<strong>la</strong>to e <strong>la</strong>vorato con prestazioni simili a quelle del legno;<br />
• Termoformabilità e processabilità tramite stampaggio ad iniezione: le caratteristiche del<br />
fuso permettono di effettuare i processi tipici delle materie p<strong>la</strong>stiche, con gli enormi<br />
vantaggi che questo comporta.<br />
• Resistente al<strong>la</strong> marcescenza dovuta all’acqua e all’operare in ambienti umidi.<br />
Il materiale , quindi, si presenta quale reale sostituto del legno in molte applicazioni, quali l’edilizia,<br />
il settore nautico, il settore dell’arredamento da esterno, etc…<br />
Figura 7 Tipica applicazione in WPC estruso.<br />
1.1.6 Cassetta per <strong>la</strong> frutta in polipropilene ricic<strong>la</strong>to<br />
In questa sede l’articolo è costituito da una cassetta di nuova concezione per il mercato<br />
ortofrutticolo. È stata dapprima svolta un accurata analisi del materiale ricic<strong>la</strong>to messo a<br />
disposizione dall’azienda mediante prove reologiche a varie temperature e meccaniche di trazione.<br />
Questo studio ha permesso <strong>la</strong> caratterizzazione del polipropilene ricic<strong>la</strong>to, importante per le<br />
successive simu<strong>la</strong>zioni al software. Prove comparative con altri materiali noti hanno inoltre<br />
permesso il confronto e <strong>la</strong> valutazione delle qualità a fine processo di questo tipo di polimero, in<br />
modo di verificare <strong>la</strong> veridicità delle analisi effettuate. In seguito, sono stati studiati al software i<br />
percorsi preferenziali lungo lo stampo del polimero in questione allo stato fuso, in modo da poter<br />
determinare un riempimento ottimale ed omogeneo dello stampo tenendo conto anche dei<br />
parametri macchina e dei tempi ciclo obiettivo. Queste modifiche al design del prodotto sono state<br />
svolte nel rispetto del<strong>la</strong> resistenza strutturale di progetto, tenendo inoltre conto del quantitativo di<br />
materiale utilizzato. Si puntualizza che questo prodotto è innovativo sia dal punto di vista dei volumi<br />
produttivi che dal punto di vista del quantitativo di materiale utilizzato.<br />
10
Al<strong>la</strong> fine è stato analizzato lo stampo in modo da permettere un corretto raffreddamento del<br />
manufatto, dimensionando quindi i canali di raffreddamento e quantificando lo scambio termico al<br />
software e <strong>la</strong> deformazione del materiale a fine stampaggio.<br />
I condotti dello stampo sono stati anche analizzati in funzione del loro costo di produzione per<br />
rendere <strong>la</strong> fabbricazione dello stampo più agevole all’operatore.<br />
1.1.7 Componenti strutturali per autoveicoli in polipropilene rinforzato con fibre di vetro<br />
discontinue e lunghe<br />
Le case automobilistiche e le normative europee in vigore o in corso di studio orientano sempre più<br />
<strong>la</strong> costruzione delle vetture verso soluzioni che privilegino il risparmio energetico e quindi <strong>la</strong> minor<br />
immissione di gas combusti in atmosfera. La realizzazione di queste prescrizioni e orientamenti si<br />
può ottenere orientando le scelte progettuali all’utilizzo di materiali leggeri quali l’alluminio e le<br />
materie p<strong>la</strong>stiche. Proprio in questa ottica, si vogliono sostituire gli attuali componenti strutturali<br />
del<strong>la</strong> c<strong>la</strong>sse “carrier sottop<strong>la</strong>ncia” in materiale metallico con componenti analoghi in termop<strong>la</strong>stico<br />
rinforzato. L’applicazione di compositi su componenti medio-grandi e le caratteristiche<br />
meccaniche/fisiche ad alta efficienza strutturale che ci si attende dall’impiego di polimeri rinforzati<br />
vengono senz’altro esaltate da una progettazione adeguata al componente, e dall’utilizzo di metodi<br />
predittivi e tecnologie di processo specifici, orientati al<strong>la</strong> realizzazione di una struttura ad elevate<br />
prestazioni.<br />
Il materiale oggetto dello studio è un polipropilene caricato con fibra di vetro del<strong>la</strong> lunghezza di 12<br />
centimetri. La matrice di polipropilene presenta le seguenti caratteristiche :<br />
• Qualità partico<strong>la</strong>ri: basso peso specifico, prezzo interessante, buone caratteristiche<br />
meccaniche, termiche ed elettriche, ottima resistenza chimica, elevata resilienza specie<br />
per i tipi copolimerizzati con etilene.<br />
• Limiti d’impiego: Fragilità alle basse temperature, debole resistenza all’invecchiamento,<br />
ritiro allo stampaggio irrego<strong>la</strong>re, partico<strong>la</strong>re cura nello stampaggio di pezzi con inserti e<br />
prigionieri, possibile decomposizione per contatto ad alta temperatura con metalli tipo:<br />
manganese, cobalto, nickel, ecc., incol<strong>la</strong>ggio difficile.<br />
Proprio per ovviare ai limiti alle basse temperature e innalzare le caratteristiche meccaniche, si<br />
utilizzano sempre più frequentemente fibre di vetro con cui caricare questo materiale, ottenendo<br />
performance sempre migliore e permettendo così l’utilizzo di questi compositi in applicazioni prima<br />
proibitive.<br />
Il materiale in questione nell'ambito di questo progetto è un polipropilene commerciale caricato al<br />
30% con fibre di vetro. Le sue proprietà fisiche sono riassunte nel<strong>la</strong> Tabel<strong>la</strong> 3.<br />
11
Tabel<strong>la</strong> 3 Proprietà fisiche del polipropilene PP 30% LGF.<br />
Poiché le caratteristiche del materiale sono strettamente legate all'integrità delle fibre di vetro, tutti i<br />
fattori che comportano il degrado devono essere ridotti il più possibile durante il processo di<br />
utilizzo. I produttori quindi consigliano di mantenere ritmi di <strong>la</strong>vorazione non troppo elevati e i flussi<br />
<strong>la</strong>minari per mantenere integra <strong>la</strong> struttura rinforzante.<br />
Tabel<strong>la</strong> 4 Parametri di processo consigliati per <strong>la</strong> conservazione delle caratteristiche finali<br />
del materiale.<br />
L'obiettivo di questo <strong>la</strong>voro è <strong>la</strong> determinazione delle condizioni ottimali di processo per il<br />
polipropilene caricato a fibre lunghe (LGF) nelle quali si riesca a creare manufatti senza un<br />
degrado eccessivo delle fibre di vetro.<br />
I polimeri caricati con fibre di vetro lunghe presentano rispetto a quelli con fibre corte una più<br />
elevata rigidità e resistenza meccanica. Si possono generare inoltre intenzionate anisotropie in<br />
seguito al<strong>la</strong> disposizione delle fibre in determinate direzioni preferenziali. Tuttavia, mentre i<br />
termop<strong>la</strong>stici caricati con fibre corte offrono buone prestazioni e hanno il vantaggio di poter essere<br />
realizzati con i processi tradizionali come i polimeri non caricati, quelli caricati con fibre lunghe<br />
12
sono più difficili da processare in quanto <strong>la</strong> lunghezza delle fibre non resta <strong>la</strong> stessa durante il<br />
processo di stampaggio per iniezione.<br />
L'importanza del<strong>la</strong> lunghezza risiede nel fatto che, senza togliere nul<strong>la</strong> al<strong>la</strong> morfologia e<br />
all'orientamento delle fibre, essa risulta essere il principale determinante delle caratteristiche<br />
meccaniche del prezzo <strong>finale</strong>.<br />
Infatti con l'incremento di lunghezza, le fibre di vetro permettono di ottenere un significativo<br />
aumento del modulo, del<strong>la</strong> tenacità e del<strong>la</strong> resistenza all'urto: <strong>la</strong> presenza delle fibre aumenta il<br />
volume di materiale sul quale si dissipa energia fornendo così maggior resistenza a sollecitazioni e<br />
ad urti anche in presenza di intaglio.<br />
Figura 8 Re<strong>la</strong>zione qualitativa tra le proprietà meccaniche normalizzate e <strong>la</strong> lunghezza delle<br />
fibre di vetro nel polipropilene rinforzato.<br />
L'andamento delle caratteristiche meccaniche è illustrato in Figura 8. Per sfruttare i vantaggi del<strong>la</strong><br />
tecnologia di stampaggio ad iniezione i produttori di compound speciali promuovono l’utilizzo di una<br />
mistura di pellets LGF ad alta carica di vetro e di polimero additivato, indicando nel<strong>la</strong> fase di<br />
p<strong>la</strong>stificazione ed iniezione <strong>la</strong> necessità di garantire bassi shear rate e strizioni per salvaguardare<br />
<strong>la</strong> lunghezza delle fibre.<br />
Parametri di influenza<br />
Generalmente tutti i parametri di processo che incrementano lo shear stress del fuso, aumentano<br />
anche il degrado delle fibre. I fattori che interagiscono nelle fasi di processo sono:<br />
• profilo il tipo di vite<br />
• velocità di rotazione del<strong>la</strong> vite<br />
• contropressione<br />
• temperatura<br />
• pressione di picco del<strong>la</strong> cavità<br />
• pressione di impaccamento<br />
• tipo di cavità e sistema di alimentazione<br />
13
Essenzialmente questi fattori si possono raggruppare in re<strong>la</strong>zione al<strong>la</strong> parte dell'apparecchiatura<br />
da cui dipendono: il tipo e il profilo del<strong>la</strong> vite e <strong>la</strong> sua velocità di rotazione, <strong>la</strong> contropressione e il<br />
tipo di ugello si riferiscono al sistema di iniezione del<strong>la</strong> pressa; <strong>la</strong> pressione di impaccamento,<br />
quel<strong>la</strong> di picco del<strong>la</strong> cavità e il tipo di sistema di alimentazione dipendono dallo stampo, in quanto<br />
sono caratterizzati in modo da rendere ottimale il suo riempimento; infine <strong>la</strong> temperatura e con<br />
essa il tipo di matrice sono parametri riferiti al materiale impiegato.<br />
Meccanismi di rottura delle fibre<br />
Il degrado delle fibre può essere imputato all'effetto singolo o combinato delle tre seguenti azioni:<br />
a) l'iterazione fibra-fibra in cui l'abrasione tra le diverse superfici nei punti di sovrapposizione<br />
e di impigliamento, determina concentrazioni di tensioni che causano rottura;<br />
b) le iterazioni tra fibra e superficie del sistema di iniezione (soprattutto vite di p<strong>la</strong>stificazione)<br />
e alimentazione del<strong>la</strong> cavità (runner, ugello, gate...);<br />
Figura 9 Meccanismi di rottura delle fibre di vetro.<br />
c) l'iterazione fibra-matrice dove le forze discordi imposte dal materiale p<strong>la</strong>stico possono<br />
indurre <strong>la</strong> rottura. Nel dettaglio si possono riscontrare diversità di viscosità e<br />
conseguentemente di velocità di flusso dovute al<strong>la</strong> concentrazione variabile delle fibre<br />
(alterazione idrodinamica delle iterazioni) che causano gradienti di tensione. Si menziona<br />
inoltre il fatto che durante <strong>la</strong> fase di p<strong>la</strong>sticizzazione spesso <strong>la</strong> matrice tende a<br />
raggrupparsi in granuli dai quali <strong>la</strong>scia sporgere porzioni di fibra che non essendo più<br />
impregnate in essa tendono ad essere spezzate (Figura 9).<br />
14
1.1.8 P<strong>la</strong>cchette di prova in poliammide termop<strong>la</strong>stica trasparente<br />
Le poliammidi termop<strong>la</strong>stice trasparenti sono materiali termop<strong>la</strong>stici, che, in base al<strong>la</strong> loro<br />
composizione, accoppiano in modo unico le buone caratteristiche delle poliammidi 12,<br />
parzialmente cristalline, con quelle dei termop<strong>la</strong>stici amorfi. In questo modo sono possibili impieghi,<br />
che per i c<strong>la</strong>ssici materiali trasparenti risultano ai loro limiti di impiego, a causa del<strong>la</strong> sensibilità alle<br />
fessurazioni sotto sforzo e a contatto con determinati agenti. La eccellente resistenza al<strong>la</strong> flessione<br />
alternativa del<strong>la</strong> poliammide termop<strong>la</strong>stica trasparente è un'ulteriore importante proprietà che apre<br />
gli impieghi con sollecitazioni dinamiche. La trasparenza, rigidità e resistenza all’urto dei prodotti di<br />
poliammide termop<strong>la</strong>stica trasparente sono ben comparabili con le altre p<strong>la</strong>stiche trasparenti<br />
tradizionali. Una caratteristica principale dei prodotti di poliammide termop<strong>la</strong>stica trasparente è il<br />
basso peso specifico, fino al 20% in meno rispetto ai policarbonati.<br />
Tabel<strong>la</strong> 5 Confronto delle proprietà<br />
Proprietà<br />
Policarbonato<br />
(PC)<br />
Polimetilmetacri<strong>la</strong>to<br />
(PMMA)<br />
Polistirene<br />
(PS)<br />
Poliammide<br />
termop<strong>la</strong>stica<br />
trasparente<br />
Trasparenza 550nm, 3 mm [%]<br />
Temperatura transizione<br />
87 91 89 90<br />
vetrosa, DSC (ISO 11357,<br />
essiccato) [°C]<br />
148 110 100 155<br />
Modulo E trazione (ISO 527,<br />
kond.) [MPa]<br />
Resistenza all'urto con intaglio<br />
2300 3200 3300 1600<br />
Charpy 23°C (ISO 179/1eA,<br />
cond.) [kJ/m2]<br />
Temperatura di inflessione<br />
senza rottura 2 3 13<br />
sottocarico, HDT-B 0,45 MPa<br />
(ISO 75, essic.) [°C]<br />
137 95 85 135<br />
Densità (ISO 1183, essiccato)<br />
[g/cm3]<br />
1,2 1,19 1,05 1<br />
L’obiettivo di questo <strong>la</strong>voro è <strong>la</strong> determinazione dell’influenza del<strong>la</strong> pressione sul<strong>la</strong> reologia del<br />
materiale. Per i fluidi non newtoniani, come i materiali polimerici, <strong>la</strong> viscosità è influenzata dal<strong>la</strong><br />
temperatura, dallo shear rate e dal<strong>la</strong> pressione.<br />
La dipendenza da temperatura e shear rate è ben determinata e riassunta nel<strong>la</strong> curva reologica.<br />
Per quanto riguarda <strong>la</strong> pressione, tale dipendenza è accertata ma non ancora ben definita. A<br />
questo proposito, si è realizzato uno strumento con il quale è possibile rego<strong>la</strong>re questa grandezza:<br />
se inserito all’interno di un reometro, esso consente a quest’ultimo l’acquisizione del<strong>la</strong> viscosità<br />
corrispondente ad un ben preciso valore di pressione.<br />
15
1.2 Descrizione del processo di stampaggio ad iniezione<br />
Il processo maggiormente utilizzato per <strong>la</strong> formatura dei materiali p<strong>la</strong>stici è lo stampaggio ad<br />
iniezione. Questo processo ha <strong>la</strong> capacità di produrre pezzi finiti, anche di notevole complessità<br />
geometrica, con costi competitivi.<br />
Lo stampaggio ad iniezione consiste nell’introdurre a grande pressione del materiale polimerico<br />
fuso in uno stampo opportunamente condizionato. Il materiale raffreddandosi assume stabilmente<br />
<strong>la</strong> forma dell’impronta e, una volta completamente solidificato, può esser estratto ottenendo così il<br />
prodotto finito. Tale processo è caratterizzato da un ciclo rapido che può permettere <strong>la</strong> produzione<br />
in notevoli quantità, con elevata ripetibilità nel processo.<br />
L’impianto utilizzato per lo stampaggio ad iniezione è composto da una pressa, da uno stampo e<br />
da altri sistemi ausiliari, quali ad esempio il sistema di condizionamento.<br />
La pressa è divisa in varie parti che hanno funzioni nettamente distinte; le più importanti sono:<br />
• Gruppo di p<strong>la</strong>stificazione: serve per fondere il materiale grazie all’energia fornita dalle<br />
resistenze elettriche e grazie all’attrito generato dal movimento del<strong>la</strong> vite. Una volta fuso e<br />
omogeneizzato il materiale, <strong>la</strong> vite ha anche <strong>la</strong> funzione di iniettare il polimero all’interno<br />
dello stampo<br />
• Gruppo di chiusura: esercita <strong>la</strong> forza di chiusura necessaria a contrastare <strong>la</strong> pressione in<br />
cavità del materiale iniettato.<br />
• Sistema di controllo: ha lo scopo di sincronizzare il movimento dei singoli gruppi in modo<br />
tale da ottener il minor tempo ciclo possibile.<br />
Figura 10 Pressa per stampaggio ad iniezione<br />
Una delle parti più importanti del sistema di iniezione è lo stampo. Una progettazione non accurata<br />
dello stesso può comportare a forte aumento dei costi per ogni singolo pezzo. Lo stampo è<br />
intercambiabile in modo tale da poter esser sostituito quando usurato o quando non deve esser più<br />
prodotto il pezzo.<br />
Esso è mantenuto a temperatura pressoché costante dall’impianto di raffreddamento, il quale evita<br />
che <strong>la</strong> temperatura si innalzi eccessivamente per l’apporto di calore dal materiale fuso. La<br />
16
temperatura di processo dipende essenzialmente dal tipo di materiale che si sta formando; essa<br />
deve esser tale da minimizzare il tempo ciclo, evitando però che il materiale si solidifichi prima del<br />
completo riempimento del<strong>la</strong> cavità.<br />
1.2.1 Ciclo del processo produttivo<br />
Il ciclo di stampaggio si svolge in più fasi.<br />
1) Iniezione: il materiale, spinto dal<strong>la</strong> vite, riempie <strong>la</strong> cavità.<br />
È <strong>la</strong> fase in cui lo stampo si chiude e viene iniettato il materiale all’interno dello stampo. L’iniezione<br />
può esser effettuata direttamente in cavità o possono essere ricavati dei canali di scorrimento nello<br />
stampo che portano il materiale nelle singole cavità.<br />
Durante il percorso che segue il materiale fuso, una parte di polimero si solidifica a contatto con lo<br />
stampo freddo e si genera una specie di guaina termica protettiva nei confronti del polimero che<br />
scorre al suo interno.<br />
Nonostante il fuso sia a contatto con lo stampo freddo esso generalmente durante il suo percorso<br />
non si raffredda e <strong>la</strong> temperatura sul fronte di avanzamento del flusso resta pressoché uguale o<br />
addirittura supera <strong>la</strong> temperatura di iniezione. Questo fenomeno, detto shear heating, è dovuto al<br />
calore generato dagli sforzi di taglio a cui viene sottoposto il polimero.<br />
La progettazione dello stampo e dei canali di alimentazione deve esser tale da garantire un facile<br />
riempimento di tutta <strong>la</strong> cavità e un flusso il più possibile unidirezionale del polimero, con il minor<br />
numero possibile di giunzioni o weld lines.<br />
2) Impaccamento: il fluido in cavità viene compattata grazie al<strong>la</strong> pressione generata dal<br />
movimento del<strong>la</strong> vite.<br />
Il flusso di materiale non si arresta una volta riempito lo stampo, ma continua anche nel<strong>la</strong> fase<br />
successiva di impaccamento. Il polimero durante <strong>la</strong> solidificazione si riduce di volume e quindi, se<br />
non vi fosse apporto di materiale in aggiunta, si formerebbero dei ritiri sul pezzo finito. Durante<br />
questa fase si effettua un controllo del<strong>la</strong> pressione tale da garantire che ogni parte dell’oggetto sia<br />
sottoposta alle stesse condizioni di pressione durante <strong>la</strong> solidificazione; in tal modo si ha un ritiro<br />
volumetrico uniforme in tutto il prodotto.<br />
17
Il controllo sul<strong>la</strong> pressione ha quindi notevole influenza sul<strong>la</strong> omogeneità strutturale e meccanica<br />
del pezzo finito.<br />
La fase di impaccamento ha inizio quando finisce il riempimento del<strong>la</strong> cavità e termina quando non<br />
è più possibile introdurre altro materiale all’interno del<strong>la</strong> cavità, cioè quando si ha <strong>la</strong> solidificazione<br />
del punto di iniezione. Il dimensionamento dei canali di alimentazione, e soprattutto del gate, deve<br />
esser accuratamente studiato in modo da permettere una buona compattazione del pezzo: se il<br />
conge<strong>la</strong>mento del punto di iniezione avvenisse troppo presto allora non sarebbe più possibile<br />
mantenere un controllo sul<strong>la</strong> pressione.<br />
3) Raffreddamento:<br />
Durante <strong>la</strong> fase di raffreddamento il materiale che si trova ancora nello stampo viene portato ad<br />
una temperatura tale per cui esso possa esser estratto senza che vi siano deformazioni<br />
permanenti nell’espulsione e nel<strong>la</strong> successiva fase di raffreddamento in aria.<br />
Il polimero in realtà inizia a raffreddarsi quando inizia l’iniezione; si intende quindi per fase di<br />
raffreddamento <strong>la</strong> fase in cui si ha raffreddamento senza flusso, ovvero quando il gate si è già<br />
solidificato. Questa fase generalmente è <strong>la</strong> più critica in termini di tempo, proprio per questo si<br />
cerca di limitarne <strong>la</strong> durata ottimizzando <strong>la</strong> progettazione, riducendo gli spessori e modificando <strong>la</strong><br />
geometria dei canali di raffreddamento.<br />
Oltre <strong>la</strong> durata del raffreddamento è di fondamentale importanza anche l’uniformità con cui esso<br />
avviene. Senza un sufficiente grado di uniformità di raffreddamento si incorrerebbe in problemi di<br />
deformazioni permanenti; si potrebbero inoltre generare delle tensioni interne residue sufficienti a<br />
crear problemi quali deformazioni in utilizzo e bassa resistenza meccanica.<br />
Il dimensionamento del sistema di raffreddamento deve esser studiato in modo tale da ridurre il più<br />
possibile il tempo di raffreddamento pur rispettando i requisiti estetici e funzionali del prodotto.<br />
4) Movimentazione dello stampo:<br />
Apertura stampo ed espulsione del pezzo: lo stampo si apre per espellere il pezzo stampato.<br />
Chiusura stampo: lo stampo si chiude e comincia il ciclo successivo.<br />
18
1.2.2 Evoluzione ideale del<strong>la</strong> pressione<br />
Uno dei modi migliori per comprendere e control<strong>la</strong>re il ciclo di stampaggio è quello di seguire<br />
l’evoluzione del<strong>la</strong> pressione (Figura 11).<br />
Pressione (MPa)<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Injection<br />
time<br />
0<br />
0 5 10 15 20 25 30 35<br />
Tempo (s)<br />
Figura 11 Evoluzione ideale del<strong>la</strong> pressione.<br />
Si vede come <strong>la</strong> fase di iniezione sia caratterizzata da una crescita continua del<strong>la</strong> pressione, <strong>la</strong><br />
quale è rego<strong>la</strong>ta da controlli sul<strong>la</strong> velocità di avanzamento del<strong>la</strong> vite. Dopo il picco massimo del<strong>la</strong><br />
curva, si ha <strong>la</strong> fase di impaccamento, in cui l’apporto nel<strong>la</strong> cavità di altro materiale è consentito per<br />
compensare le contrazioni termiche dovute al raffreddamento, eventualmente cause di risucchi e<br />
vuoti interni. Durante questo <strong>la</strong>sso di tempo <strong>la</strong> pressione locale si riduce con molta gradualità sino<br />
al termine del mantenimento, che a sua volta si assume avvenire per solidificazione del gate. A<br />
questo punto inizia il raffreddamento senza flusso (sealed cooling). Nel<strong>la</strong> cavità <strong>la</strong> pressione<br />
continua a ridursi per effetto del<strong>la</strong> solidificazione del materiale e per effetto del ritiro termico.<br />
Quando il pezzo è completamente solidificato esso può esser estratto.<br />
1.3 Tipologie di sistemi ad iniezione<br />
1.3.1 Iniezione con canali freddi<br />
Packing tme<br />
Discharge<br />
time<br />
Sealed time<br />
Sealing<br />
point<br />
Mold reset<br />
time<br />
I canali di iniezione sono c<strong>la</strong>ssificati in base al modo in cui il materiale p<strong>la</strong>stico viene portato in<br />
cavità. Vi possono esser infatti stampi a “canali freddi” e stampi a “canali caldi”.<br />
Nel sistema di iniezione a canali freddi i canali di alimentazione vengono anch’essi raffreddati ed<br />
estratti in ogni ciclo produttivo. Negli stampi ad una cavità <strong>la</strong> carota (sprue) alimenta direttamente<br />
<strong>la</strong> forma. Negli stampi a più cavità <strong>la</strong> carota termina nei canali di alimentazione, detti runners, i<br />
quali sono <strong>la</strong>vorati in corrispondenza del<strong>la</strong> superficie di separazione tra parte fissa e parte mobile.<br />
Il punto di iniezione (gate), può esser anch’esso posizionato sul<strong>la</strong> superficie di apertura dello<br />
stampo, ma pratica ormai diffusa è quel<strong>la</strong> di ricavarlo per foratura nel<strong>la</strong> parte mobile. Il gate così<br />
19
icavato, detto a “sottomarino”, permette <strong>la</strong> separazione automatica tra sistema di alimentazione e<br />
pezzo finito già all’estrazione, senza necessità di una ulteriore operazione di tranciatura. Un gate a<br />
sottomarino facilita anche <strong>la</strong> separazione del pezzo dal<strong>la</strong> parte fissa in fase di apertura dello<br />
stampo in quanto, quando esso è ricavato nel<strong>la</strong> parte mobile, risulta esser un ancoraggio<br />
meccanico al<strong>la</strong> parte mobile.<br />
Il sistema di iniezione con canali freddi è ancora oggi il sistema di iniezione maggiormente diffuso.<br />
La ragione principale che lo rende spesso preferibile al sistema a canali caldi risiede nel minor<br />
costo di progettazione, realizzazione e controllo durante il processo. Grazie al<strong>la</strong> sua semplicità<br />
risulta esser economico da realizzare. Il sistema a canali freddi non richiede inoltre un controllo<br />
termico mediante resistenze, non richiede partico<strong>la</strong>ri manutenzioni e può presentare minori<br />
problemi connessi con <strong>la</strong> degradazione del materiale.<br />
Il difetto principale del processo con canali freddi dipende dal fatto che <strong>la</strong> parte di polimero che<br />
rimane nei canali di alimentazione deve esser raffreddata ed estratta. Il costo aggiuntivo dovuto<br />
allo scarto del materiale è minimo quando questo può esser ricic<strong>la</strong>to: in tal caso <strong>la</strong> perdita è re<strong>la</strong>tiva<br />
so<strong>la</strong>mente al costo dell’energia necessaria per riscaldare <strong>la</strong> p<strong>la</strong>stica fino a fusione; <strong>la</strong> perdita è<br />
maggiore nel caso in cui il polimero non è ricic<strong>la</strong>bile. Anche se il materiale è ricic<strong>la</strong>bile, spesso<br />
esso non può esser rifuso in quanto nel processo viene comunque contaminato e perde<br />
caratteristiche meccaniche rispetto al materiale iniziale: è previsto infatti lo scarto del materiale dei<br />
runners in molte applicazioni di nicchia quali ad esempio applicazioni ottiche, biomediche o<br />
comunque in applicazioni di precisione.<br />
In ogni caso il volume dei canali di iniezione deve esser minimizzato tenendo in considerazione,<br />
oltre allo scarto di materiale, anche il tempo di raffreddamento: esso è determinato dai runners<br />
quando questi servono per alimentare pezzi con pareti più sottili rispetto allo spessore dei canali.<br />
Un ulteriore svantaggio del sistema a canali freddi consiste nel fatto che non vi è molta flessibilità<br />
nel<strong>la</strong> scelta del punto di iniezione: questo deve necessariamente esser collocato vicino al piano di<br />
separazione tra parte fissa e parte mobile dello stampo. Gli stampi a tre piastre possono risolvere<br />
questo inconveniente, ma vengono comunque poco utilizzati in ambiente industriale.<br />
La progettazione dei cold runners raramente è condotta secondo criteri ingegneristici, ma è spesso<br />
affidata all’ esperienza degli stampisti. Le principali caratteristiche che deve avere il sistema di<br />
alimentazione sono:<br />
• <strong>la</strong> sezione deve essere tale da garantire un riempimento completo del<strong>la</strong> cavità, in<br />
condizioni accettabili di pressione all’iniezione;<br />
• <strong>la</strong> sezione deve essere dimensionata in modo tale da ridurre il più possibile lo scarto di<br />
materiale<br />
• ridurre al minimo il volume totale del sistema di alimentazione per ridurre lo scarto di<br />
materiale.<br />
• favorire un riempimento bi<strong>la</strong>nciato delle cavità.<br />
• Le geometrie generalmente utilizzate per <strong>la</strong> realizzare <strong>la</strong> sezione dei runners sono le<br />
seguenti: a sezione circo<strong>la</strong>re, a sezione ad U e a sezione trapezoidale.<br />
20
Sezione circo<strong>la</strong>re Sezione ad U Sezione trapezoidale<br />
Figura 12 Geometrie del<strong>la</strong> sezione dei runners.<br />
L’efficienza del canale di alimentazione è massima per geometrie in cui viene minimizzato il<br />
rapporto tra <strong>la</strong> superficie esterna e il volume: in tal caso si minimizzano le perdite fluidodinamiche e<br />
si ha un miglior iso<strong>la</strong>mento termico. La geometria a sezione circo<strong>la</strong>re è quel<strong>la</strong> con maggior<br />
efficienza ma è scarsamente utilizzata in quanto comporta una <strong>la</strong>vorazione dello stampo sia nel<strong>la</strong><br />
parte fissa che in quel<strong>la</strong> mobile. Le geometrie più utilizzate sono quel<strong>la</strong> trapezoidale e quel<strong>la</strong><br />
trapezoidale ad U, infatti queste geometrie sono ottenute fresando lo stampo solo da una parte.<br />
Uno dei principali obiettivi del sistema di alimentazione in uno stampo multicavità è quello di<br />
riempire tutte le cavità in ugual modo, questo può esser ottenuto con un riempimento bi<strong>la</strong>nciato.<br />
Il bi<strong>la</strong>nciamento geometrico viene ottenuto cercando di far in modo che <strong>la</strong> lunghezza del percorso<br />
che porta ad ogni cavità sia uguale; in figura sotto è rappresentata una esempio di bi<strong>la</strong>nciamento<br />
geometrico con runner disposti ad H.<br />
Figura 13 Bi<strong>la</strong>nciamento ad H del sistema di iniezione.<br />
21
Il bi<strong>la</strong>nciamento può esser ottenuto utilizzando runners con sezione non costante, ma Il modo più<br />
semplice per ottenere un riempimento effettivamente bi<strong>la</strong>nciato è quello di utilizzare dei runners<br />
che si diramano a raggiera dallo sprue, così come proposto in figura seguente.<br />
1.3.2 Iniezione con canali caldi<br />
Figura 14 Runners a raggiera.<br />
In uno stampo con sistema a canali caldi il polimero nel sistema di iniezione è mantenuto<br />
costantemente allo stato fuso. Il più grande vantaggio di questo tipo di tecnologia rispetto al<br />
sistema con canali freddi risiede nell’eliminazione dei canali che devono esser riempiti, solidificati<br />
ed eliminati per ogni ciclo produttivo. Un ulteriore vantaggio può esser <strong>la</strong> riduzione delle perdite di<br />
pressione: si ha quindi una riduzione del<strong>la</strong> pressione massima necessaria per riempire <strong>la</strong> cavità.<br />
L’utilizzo di canali caldi facilita il posizionamento del punto di iniezione, il quale ora può esser posto<br />
in qualsiasi punto sul pezzo e non necessariamente vicino al<strong>la</strong> superficie di separazione degli<br />
stampi.<br />
Un sistema di alimentazione a canali caldi è formato da due principali componenti: il collettore di<br />
alimentazione (manifold), e gli ugelli (drop). Il collettore porta il fuso dal<strong>la</strong> camera di p<strong>la</strong>stificazione<br />
agli ugelli e normalmente è disposto paralle<strong>la</strong>mente ai piatti dello stampo. Gli ugelli poi portano il<br />
polimero direttamente nel<strong>la</strong> cavità. Queste parti possono esser mantenute in temperatura o<br />
attraverso un attivo controllo termico, o semplicemente iso<strong>la</strong>ndo il condotto. Le aziende<br />
specializzate nel<strong>la</strong> produzione di canali caldi oltre a fornire i singoli componenti, spesso e<strong>la</strong>borano,<br />
a richiesta del cliente, un progetto ingegneristico dell’intero impianto. In Figura 15 viene riportato un<br />
c<strong>la</strong>ssico sistema a canali caldi.<br />
22
Figura 15 Sistema di alimentazione a canali caldi.<br />
Vi possono esser varie tipologie di riscaldamento:<br />
1) Con riscaldamento esterno:<br />
I sistemi riscaldati esternamente sono quelli nei quali si manifesta <strong>la</strong> minor caduta di pressione nei<br />
condotti. La sezione, generalmente cilindrica, ha diametri maggiori rispetto a quel<strong>la</strong> prevista dai<br />
canali freddi. La soluzione con canali raffreddati esternamente è prevista per materiali ad elevata<br />
viscosità e materiali termicamente sensibili. Questo tipo di sistema è quello maggiormente in grado<br />
di mantenere una temperatura pressoché costante nel condotto, al contrario dei sistemi riscaldati<br />
internamente nei quali <strong>la</strong> superficie esterna è fredda. Il polimero rimane fluido in tutto il suo<br />
percorso verso <strong>la</strong> cavità, quindi non vi è ristagno e <strong>la</strong> sezione di scorrimento è massima e costante.<br />
La soluzione con riscaldamento esterno influisce inoltre negativamente sul raffreddamento dello<br />
stampo; devono quindi esser introdotti degli iso<strong>la</strong>menti termici che aumentano l’ingombro del<br />
sistema. Con il riscaldamento esterno tradizionale non è possibile un efficiente controllo termico del<br />
punto di iniezione: infatti, a causa del contatto con lo stampo, non è possibile collocare<br />
esternamente delle resistenze elettriche molto vicino al punto di iniezione. Per risolvere questo<br />
problema spesso possono essere introdotti all’interno del gate degli inserti con punte fatte di<br />
23
materiale conducente termicamente; queste mantengono anche nel punto di iniezione <strong>la</strong> stessa<br />
temperatura che si ha nel<strong>la</strong> parte riscaldata dell’ugello. Un esempio di “conducting tip” è riportato in<br />
Figura 16.<br />
Figura 16 Conducting tip.<br />
2) Con riscaldamento interno:<br />
Negli ugelli riscaldati internamente una resistenza è posta all’interno del canale. Questo sistema di<br />
riscaldamento può permettere un miglior controllo del<strong>la</strong> temperatura all’interno del gate in quanto <strong>la</strong><br />
sorgente di calore può esser posta più vicino al punto di iniezione. Sul<strong>la</strong> superficie esterna dei<br />
condotti si forma una pellico<strong>la</strong> di materiale raffreddato che migliora l’iso<strong>la</strong>mento del condotto;<br />
inoltre questo strato solido riduce <strong>la</strong> possibilità che si verifichino delle perdite di polimero fuso dalle<br />
giunture dei condotti caldi. Nel caso il polimero sia suscettibile di degradazione termica il ristagno<br />
prolungato del materiale è da evitare, quindi questo tipo di riscaldamento non è consigliato; anche i<br />
cambi di colorazione o i cambi di materiale sono critici per questi tipi di ugelli, in quanto è difficile<br />
completamente ripulire e spurgare il condotto essendovi una parte solidificata sulle pareti dello<br />
stesso.<br />
La presenza dell’elemento riscaldante all’interno del canale genera un flusso inefficiente di forma<br />
anu<strong>la</strong>re, con perdite fluidodinamiche anche considerevoli; nel caso <strong>la</strong> pressione nel<strong>la</strong> cavità sia<br />
insufficiente si deve aumentare <strong>la</strong> sezione di scorrimento.<br />
3) Con iso<strong>la</strong>mento:<br />
con questo sistema di iniezione non viene introdotto altro calore nei canali di iniezione oltre a<br />
quello posseduto dal<strong>la</strong> p<strong>la</strong>stica fusa che scorre dentro ad esso. Per questa ragione questi sistemi<br />
vengono utilizzati quando vi sono cicli produttivi che richiedano un flusso di polimero costante e<br />
veloce da non permettere al materiale p<strong>la</strong>stico all’interno dei canali di solidificarsi. I condotti di<br />
alimentazione possiedono <strong>la</strong>rghe sezioni di attraversamento.<br />
Il principale vantaggio di questo sistema è indubbiamente <strong>la</strong> sua economicità. I canali di<br />
alimentazione vengono posti tra due piastre che possono esser separate: in questo modo si può<br />
eliminare tutto il sistema di alimentazione una volta che si è completamente solidificato,<br />
permettendo <strong>la</strong> manutenzione dello stampo.<br />
24
Attraverso l’utilizzo di questo tipo di canali non vi è però controllo e stabilità del processo: <strong>la</strong><br />
temperatura può variare notevolmente nel tempo e, se vi sono arresti o variazioni di tempo ciclo, si<br />
può anche verificare l’otturazione del sistema di alimentazione.<br />
1.4 Il controllo termico al gate<br />
Il punto di iniezione è una delle parti critiche per il controllo del processo: una scorretta<br />
progettazione può portare o ad eccessivi sforzi di taglio durante l’iniezione, con conseguente<br />
degradazione del materiale, o ad altri problemi quali fuoriuscita di materiale a stampo aperto o, nel<br />
caso opposto, otturazione.<br />
Al<strong>la</strong> fine del<strong>la</strong> fase di impaccamento il polimero cessa di fluire nel gate e <strong>la</strong> temperatura si abbassa<br />
velocemente permettendo una parziale solidificazione dello stesso. La pratica industriale prevede<br />
che vengano posizionati dei canali di raffreddamento molto vicino al punto di iniezione sia nel<strong>la</strong><br />
parte fissa che nel<strong>la</strong> parte mobile (Figura 17) in modo da garantire una condizione di non flusso al<br />
gate.<br />
Figura 17 Sistema di raffreddamento nel punto di iniezione.<br />
Quando il pezzo viene estratto dal<strong>la</strong> cavità, rimane una picco<strong>la</strong> traccia superficiale in<br />
corrispondenza del punto di iniezione. Un buon controllo del<strong>la</strong> solidificazione del gate permette di<br />
limitare <strong>la</strong> dimensione di questo difetto estetico sul pezzo.<br />
Nel<strong>la</strong> Figura 18 sono esemplificati diversi modi in cui può avvenire <strong>la</strong> chiusura del gate. Il caso “a”<br />
è il più favorevole: si forma una sottile pellico<strong>la</strong> di materiale che può essere eliminata agendo sul<strong>la</strong><br />
pressione a monte nei canali di iniezione. Nel caso “b” si osserva <strong>la</strong> formazione di un robusto strato<br />
di materiale solidificato (frozen <strong>la</strong>yer) che ottura il punto di iniezione. Nel caso “c” si verifica <strong>la</strong><br />
formazione di un pezzo di materiale solido che deve esser poi forzato nel<strong>la</strong> cavità; se questo pezzo<br />
non viene rifuso dal contatto con il flusso del polimero, si ha <strong>la</strong> formazione nel pezzo finito di un<br />
visibile difetto con <strong>la</strong> forma di un corpo estraneo immerso nel manufatto.<br />
25
Figura 18 Modalità di chiusura del gate.<br />
Quando vengono processati dei polimeri amorfi, <strong>la</strong> chiusura che si viene a formare è duttile e può<br />
esser facilmente riaperta agendo sul<strong>la</strong> pressione nel sistema di iniezione (caso a). Il controllo di<br />
materiali semicristallini invece può esser più critico in quanto è più probabile che si generino degli<br />
solidi strati di materiale solidificato anche con piccole variazioni di temperatura (caso b).<br />
Il sistema a canali caldi deve essere progettato in maniera tale da arrestare il flusso quando lo<br />
stampo si apre, e da permetterne velocemente <strong>la</strong> ripresa una volta iniziata <strong>la</strong> fase di iniezione. Lo<br />
spessore solidificato deve essere quindi tale da resistere alle pressioni residue nel collettore e alle<br />
pressioni che si generano nel<strong>la</strong> camera di iniezione per effetto del<strong>la</strong> p<strong>la</strong>stificazione del materiale.<br />
Nel caso non si formasse una chiusura sufficiente da contrastare questa pressione, si avrebbe una<br />
fuoriuscita del materiale dal gate nel momento in cui lo stampo è aperto.<br />
Una soluzione contro il conge<strong>la</strong>mento e l’arresto del flusso è quel<strong>la</strong> di control<strong>la</strong>re termicamente il<br />
polimero nel punto di iniezione. Il controllo può avvenire portando calore localmente tramite<br />
resistenze che si attivino poco prima dell’inizio del<strong>la</strong> fase di iniezione. Come già detto nel capitolo<br />
precedente il riscaldamento può avvenire dall’esterno, tramite avvolgimenti attorno all’inserto del<br />
gate, o può avvenire anche dall’interno con sistemi di iniezione come il “torpedo”.<br />
In Figura 19 è raffigurato un sistema a torpedo in cui si ha controllo sul<strong>la</strong> temperatura del<strong>la</strong> punta<br />
tramite riscaldamento in due zone differenti. Nel<strong>la</strong> parte più vicina al punto di iniezione si ha un<br />
riscaldamento intermittente che porta <strong>la</strong> temperatura ad avere un comportamento uguale a quello<br />
diagrammato, con un aumento del<strong>la</strong> stessa prima che inizi l’iniezione e con una riduzione nel<strong>la</strong><br />
fase di raffreddamento.<br />
26
Figura 19 Andamento temporale del<strong>la</strong> temperatura nel punto di iniezione.<br />
Un raffreddamento incontrol<strong>la</strong>to può anche portare al<strong>la</strong> formazione di bave e fili dal punto di<br />
iniezione. Se si formano fili di p<strong>la</strong>stica corti che si spezzano facilmente allora non vi sono eccessivi<br />
problemi oltre a quelli estetici, mentre se si formano fili lunghi si può aver anche un<br />
danneggiamento del<strong>la</strong> superficie di separazione tra gli stampi, nonostante <strong>la</strong> durezza di questi<br />
ultimi.<br />
Figura 20 Formazione di fili nel punto di iniezione.<br />
Le problematiche associate al controllo termico possono esser ridotte con diversi accorgimenti: ad<br />
esempio allungando il gate, allontanando il punto di solidificazione dal<strong>la</strong> superficie del pezzo,<br />
oppure iniettando in materozze fredde ottenendo così un processo misto a camera calda e camera<br />
fredda.<br />
27
Figura 21 Esempio di sistema di iniezione con camera calda e camera fredda.<br />
Il raffreddamento del gate può esser ottenuto andando a ricavare canali nello stampo vicino al<br />
punto di iniezione, oppure introducendo inserti altamente conducenti. Gli inserti permettono un<br />
miglior raffreddamento, e inoltre sono facilmente sostituibili quando usurati. La rego<strong>la</strong>zione termica<br />
nel<strong>la</strong> zona di iniezione deve esser indipendente dal<strong>la</strong> rego<strong>la</strong>zione termica dello stampo; esistono in<br />
commercio ugelli raffreddati internamente che rendono più preciso il controllo termico.<br />
1.4.1 Tipologie di ugello<br />
Il modello di ugello più semplice è quello a flusso libero. Il controllo termico e il riscaldamento<br />
tramite resistenze è limitato al condotto, mentre il gate, che ha generalmente geometria troncoconica,<br />
viene raffreddato dal contatto con lo stampo. L'applicazione è consigliata quando si deve<br />
iniettare in canali freddi o direttamente in figura, qualora non vi siano esigenze estetiche.<br />
28
Figura 22 Ugello a flusso libero.<br />
Una tipologia di ugello molto diffusa in commercio sono gli ugelli a punta calda (tip nozzle). I tip<br />
nozzle permettono di mantenere una temperatura nel punto di iniezione vicina al<strong>la</strong> temperatura del<br />
condotto, <strong>la</strong> quale è control<strong>la</strong>ta attivamente da resistenze e termocoppie. Possiedono infatti una<br />
punta al loro interno di materiale altamente conducente: il calore viene sottratto dal materiale al<strong>la</strong><br />
parte riscaldata da resistenze più interna all’ugello e viene ceduto nel punto di iniezione<br />
mantenendo cosi una temperatura costante nel condotto senza <strong>la</strong> necessita di posizionare delle<br />
resistenze vicino al gate.<br />
Figura 23 Ugello a punta calda.<br />
Gli ugelli a punta calda sono stati progettati per processare i materiali che solidificano con basse<br />
riduzioni di temperatura: essi, portando calore nel punto di iniezione, riducono <strong>la</strong> possibilità di<br />
conge<strong>la</strong>mento e ostruzione del gate, facilitando <strong>la</strong> successiva ripresa del flusso.<br />
29
Figura 1.13: Ugello a punta calda<br />
Negli ugelli riscaldati internamente una resistenza viene posta nel centro del condotto. Questo tipo<br />
di ugelli vengono detti “torpedo”. Il monitoraggio del<strong>la</strong> temperatura avviene mediante una<br />
termocoppia collocata nel<strong>la</strong> punta, in modo da aver maggior controllo nel punto di iniezione<br />
Negli ugelli con otturatore <strong>la</strong> chiusura avviene meccanicamente tramite una spina che viene<br />
inserita nel punto di iniezione. Poiché non è necessario che il gate si solidifichi per aver l’arresto<br />
del flusso, esso può avere anche dimensioni considerevoli, permettendo così di ridurre gli sforzi di<br />
taglio. Questo sistema di chiusura porta notevoli vantaggi al processo di stampaggio: si ha un<br />
miglior controllo sul tempo di impaccamento in quanto esso non dipende più dal raffreddamento del<br />
punto di iniezione e si eliminano quei problemi legati al controllo termico del gate.<br />
Figura 24 Ugello con otturatore.<br />
Gli ugelli con otturatore sono più ingombranti degli altri modelli di ugello in quanto deve esser<br />
collocato nello stampo anche il sistema pneumatico di movimentazione dello stelo; per tale motivo<br />
non possono essere costruiti stampi con un elevato numero di cavità.<br />
30
Figura 25 Monougello con otturatore.<br />
31
Fase 2 Caratterizzazione morfologica, reologica,<br />
meccanica e termica di polimeri trasformati al<br />
variare dei parametri di processo<br />
2.1 Caratterizzazione reologica<br />
La viscosità si definisce come <strong>la</strong> resistenza che il polimero incontra nel suo moto di scorrimento ed<br />
è determinata dal rapporto tra <strong>la</strong> tensione di taglio (shear stress) e il gradiente di velocità (shear<br />
rate).<br />
τ<br />
η =<br />
& γ<br />
La viscosità dei più comuni fluidi, come l’acqua o l’olio, pur essendo influenzata dal<strong>la</strong> temperatura,<br />
risulta costante al variare del<strong>la</strong> portata o dello shaer rate. Un fluido per il quale <strong>la</strong> viscosità rimane<br />
costante al variare dello shear rate si definisce Newtoniano. La viscosità di molti materiali p<strong>la</strong>stici<br />
è invece alquanto complessa. Come si può notare anche dal<strong>la</strong> Figura 26 all’aumentare dello shear<br />
rate si trova una sostanziale diminuzione del<strong>la</strong> viscosità, ossia i polimeri hanno un comportamento<br />
simile ai fluidi Newtoniani solo a bassi shear rate; ad alti valori di shear rate si comportano come<br />
fluidi non-Newtoniani. La maggior parte dei materiali p<strong>la</strong>stici è attualmente caratterizzata da un<br />
andamento pseudo p<strong>la</strong>stico non-Newtoniano. Sempre <strong>la</strong> Figura 26 mostra anche <strong>la</strong> curva re<strong>la</strong>tiva<br />
al<strong>la</strong> viscosità di materiali simili agli e<strong>la</strong>stomeri e alle gomme, che si comportano sempre come fluidi<br />
non-Newtoniani, ma di<strong>la</strong>tanti.<br />
Figura 26 Viscosità su shear rate: confronto tra il comportamento Newtoniano, di<strong>la</strong>tante<br />
non-Newtoniano e pseudo p<strong>la</strong>stico non-Newtoniano.<br />
32
2.1.1 Influenza del gradiente di velocità sul<strong>la</strong> viscosità<br />
La riduzione del<strong>la</strong> viscosità di un materiale pseudo-p<strong>la</strong>stico deriva dal fatto che l'aumento dello<br />
shear rate causa un orientamento delle catene moleco<strong>la</strong>ri che porta ad una diminuzione dei legami<br />
tra le “<strong>la</strong>mine” di flusso ed una conseguente riduzione del<strong>la</strong> resistenza incontrata dal fluido stesso.<br />
Figura 27 Schema delle possibili orientazioni delle catene polimeriche.<br />
La Figura 27 mostra come con <strong>la</strong> diminuzione dell'aggrovigliamento delle catene cali pure <strong>la</strong><br />
viscosità. Questo spiega perché, durante <strong>la</strong> fase di riempimento, si registri un calo del<strong>la</strong> viscosità<br />
all'aumentare del<strong>la</strong> velocità d'iniezione. Perciò, al contrario che nei fluidi Newtoniani <strong>la</strong> viscosità e<br />
quindi <strong>la</strong> caduta di pressione, all'interno dei canali d'iniezione e del<strong>la</strong> cavità, può essere control<strong>la</strong>ta<br />
con l'aumento del<strong>la</strong> velocità d'iniezione o un abbassamento del tempo ciclo (almeno nel<strong>la</strong> prima<br />
parte del<strong>la</strong> curva pressione/fill time). Infatti il lento riempimento permette al flusso di raffreddarsi<br />
molto, aumentandone <strong>la</strong> viscosità e, addirittura, riducendo il canale di flusso del<strong>la</strong> cavità a causa<br />
dell’accrescimento dello spessore del<strong>la</strong> “pelle” che si forma al contatto tra il fuso caldo e le pareti<br />
dello stampo fredde. Nel caso opposto, invece, tempi di riempimento minori portano ad una<br />
diminuzione del<strong>la</strong> viscosità sia per l’aumento dello shear rate sia per l’aumento del<strong>la</strong> temperatura<br />
associato al<strong>la</strong> caduta di pressione. Bisogna anche ricordare che l'aumento del<strong>la</strong> velocità oltre un<br />
certo valore, dipendente dal<strong>la</strong> geometria e dai parametri di processo, porta ad un aumento del<br />
calore, generato dallo sfregamento delle catene, che può degradare il materiale, rompere i legami<br />
primari e anche far risalire <strong>la</strong> pressione d’iniezione. Si può, quindi, riscontrare, come mostra <strong>la</strong><br />
Figura 28 una zona in cui <strong>la</strong> pressione raggiunge un minimo ed il tempo ciclo risulta accettabile,<br />
nelle vicinanze del<strong>la</strong> quale si cerca sempre di situare le condizioni di stampaggio.<br />
33
Figura 28 Andamento del<strong>la</strong> pressione d’iniezione al variare del tempo di riempimento o del<strong>la</strong><br />
portata.<br />
Quest’area è anche quel<strong>la</strong> i cui non solo si minimizza <strong>la</strong> pressione e <strong>la</strong> forza di chiusura del<strong>la</strong><br />
pressa, ma anche si ha l’equilibrio tra il calore generato per attrito di flusso e quello perso per<br />
conduzione alle pareti dello stampo.<br />
Figura 29 Schematizzazione dei flussi di calore durante il riempimento.<br />
La Figura 29 mostra <strong>la</strong> schematizzazione dei flussi di calore in un punto dato del<strong>la</strong> cavità durante <strong>la</strong><br />
fase d’iniezione; inoltre vuole sottolineare il concetto di pelle solida (frozen <strong>la</strong>yer) e del<strong>la</strong><br />
generazione di calore per attrito.<br />
34
Figura 30 Schema del flusso a fontana durante il riempimento e profilo di velocità.<br />
Durante il processo d’iniezione si sente spesso par<strong>la</strong>re di flusso a fontana. La Figura 30 mostra<br />
l’andamento tipico di un polimero caldo che passa attraverso una sezione fredda. Come si è già<br />
detto precedentemente il contatto con <strong>la</strong> superficie dello stampo raffredda il fuso creando una<br />
guaina solida (frozen <strong>la</strong>yer), <strong>la</strong> quale rimane ferma mentre il polimero fuso scorre al suo interno,<br />
termicamente iso<strong>la</strong>to dal<strong>la</strong> stessa; nel suo fluire il polimero si deposita sulle pareti formando un<br />
altro strato di materiale solidificato e così via. Dal<strong>la</strong> figura si riconoscono due condizioni di<br />
scorrimento:<br />
• scorrimento a fontana (fountain flow) allo sbocco dello strato solidificato<br />
• scorrimento con il profilo di velocità del flusso principale (velocity profile main flow)<br />
all’interno dello strato solidificato. Le diverse velocità che le <strong>la</strong>mine di fluido assumono<br />
danno luogo al<strong>la</strong> sollecitazione di taglio che si oppone al<strong>la</strong> resistenza al flusso generando<br />
le perdite di pressione e gli innalzamenti di temperatura che possono contrastare il<br />
raffreddamento ed abbassare <strong>la</strong> viscosità.<br />
Le altre figure illustrano l’andamento delle grandezze d’interesse menzionate precedentemente.<br />
Procedendo dal primo grafico in alto si può notare che il profilo di velocità devia da quello tipico<br />
parabolico di un fluido Newtoniano, appiattendosi verso il centro. Ciò nasce dal partico<strong>la</strong>re<br />
comportamento non-Newtoniano che prevede una diminuzione del<strong>la</strong> viscosità con l’aumento dei<br />
gradienti di velocità. Comunque ciò che risulta importante ai fini del risultato del processo di<br />
stampaggio è il profilo del gradiente di velocità, illustrato nel<strong>la</strong> parte centrale del<strong>la</strong> figura. Questo<br />
profilo mostra un picco all’interno del<strong>la</strong> semi-sezione anziché al centro del<strong>la</strong> stessa dove tutte le<br />
<strong>la</strong>mine di flusso si muovono a velocità pressoché costante. Proprio in corrispondenza di questo<br />
picco si genera il massimo aumento di temperatura per dissipazione, cosa che si vede dal terzo<br />
grafico.<br />
35
Figura 31 Profilo di velocità; gradiente di velocità e profilo di temperatura di un polimero<br />
durante il riempimento.<br />
Figura 32 Bi<strong>la</strong>ncio termico all’interno di una sezione dello stampo.<br />
La seconda serie di grafici mostrano come si possa ottenere il profilo di temperatura all’interno<br />
del<strong>la</strong> sezione di flusso, ossia come somma del calore generato dallo scorrimento del flusso e<br />
quello ottenuto per conduzione. Si può notare come il valore massimo del<strong>la</strong> temperatura non si<br />
36
trovi al centro del<strong>la</strong> sezione, bensì in una zona molto più vicina al<strong>la</strong> parete dello stampo. Questa<br />
condizione di alto riscaldamento dovrebbe essere evitata in quanto influenza negativamente le<br />
condizioni di raffreddamento ed il procedere di eventuali cristallizzazioni. I calcoli che è possibile<br />
eseguire ad esempio attraverso un software, consentono di determinare sia le pressioni in ogni<br />
sezione sia le temperature assieme ad altri parametri che potrebbero risultare molto interessanti.<br />
Questo ci consente di e<strong>la</strong>borare una previsione del<strong>la</strong> stampabilità dell’articolo e del<strong>la</strong> sua qualità,<br />
anche se bisogne ricordare che non è sufficiente prevedere <strong>la</strong> riuscita del riempimento nei termini<br />
di pressione disponibile sul<strong>la</strong> pressa che si intende utilizzare, ma è anche necessario assicurare<br />
una certa uniformità del profilo di temperatura al fine di garantire sia <strong>la</strong> saldatura dei vari fronti di<br />
flusso, sia per l’omogeneità del<strong>la</strong> microstruttura del manufatto, fonte di potenziali ritiri anomali e di<br />
deformazioni post-stampaggio.<br />
Quando poi, terminata <strong>la</strong> fase d'iniezione, il flusso si ferma, scompare <strong>la</strong> sollecitazione di taglio ed<br />
il polimero ritorna nelle sue normali condizioni di alta viscosità fino all'estrazione del manufatto che<br />
si è progressivamente irrigidito col raffreddamento. Questo ritorno può determinare delle tensioni<br />
residue deleterie per <strong>la</strong> vita e l'utilizzo del componente. La condizione non-Newtoniantà del fuso<br />
non deve essere confusa con il riscaldamento per frizione che avviene durante l'iniezione; infatti<br />
questo è un fattore che si somma al precedente, ma <strong>la</strong> ragione principale del<strong>la</strong> riduzione del<strong>la</strong><br />
viscosità per un fluido non-Newtoniano è sempre legata ad un fattore energetico, ossia il ricercare<br />
una condizione di minima energia.<br />
2.1.2 Influenza del<strong>la</strong> temperatura sul<strong>la</strong> viscosità<br />
Non solo l’aumento dello shear rate, ma anche l’aumento del<strong>la</strong> temperatura comporta un calo del<strong>la</strong><br />
viscosità. Come già visto precedentemente le materie p<strong>la</strong>stiche sono costituite da lunghe catene<br />
moleco<strong>la</strong>ri formate principalmente da atomo di carbonio, tenuti insieme da legami primari molto<br />
forti; le catene invece sono legate tra loro tramite forze deboli del tipo forze di Van der Waals.<br />
Ebbene l’innalzamento del<strong>la</strong> temperatura durante il processo di stampaggio provoca, per quanto<br />
concerne i legami primari, un aumento del<strong>la</strong> lunghezza di legame fornendo alle molecole una<br />
maggior libertà di movimento…questo all’interno di un normale range di temperature. Se invece<br />
viene alzata eccessivamente <strong>la</strong> temperatura una parte di questi legami può rompersi, a causa del<br />
grande apporto di energia, dando luogo ad una permanete degradazione del polimero. I legami<br />
secondari si comportano in modo differente. Infatti nel momento in cui questi si indeboliscono<br />
considerevolmente, diminuisce <strong>la</strong> coesione tra le catene moleco<strong>la</strong>ri che quindi si allontanano le une<br />
dalle altre registrando un calo del<strong>la</strong> viscosità. Comunque, a differenza del caso precedente,<br />
essendo questi ultimi legami di tipo elettrostatico, si possono riformare con estrema facilità e quindi<br />
non causano una degradazione del materiale.<br />
Il modello di Cross WLF descrive l’influenza sul<strong>la</strong> viscosità dei parametri quali temperatura, shear<br />
rate e pressione. Le equazioni del modello sono le seguenti:<br />
37
η0(<br />
T,<br />
p)<br />
η(<br />
T,<br />
& γ , p)<br />
=<br />
& γ<br />
1+<br />
( η0(<br />
T,<br />
p)<br />
)<br />
τ<br />
1−n<br />
* ⎡−<br />
A ⎤<br />
1(<br />
T − T )<br />
η 0 = D1<br />
exp⎢<br />
* ⎥<br />
⎣ A2<br />
+ T − T ⎦<br />
~<br />
A2 = A2<br />
+ D3<br />
p<br />
*<br />
T = D2<br />
+ D3<br />
p<br />
Da tali equazioni risulta chiaro che, per esprimere <strong>la</strong> viscosità in funzione del<strong>la</strong> temperatura,<br />
~<br />
pressione e shear rate, sono necessarie le sette costanti: A1, A 2 , D1, D2, D3, τ, n. In realtà le<br />
costanti da determinare sono sei, in quanto generalmente si considera nul<strong>la</strong> l’influenza del<strong>la</strong><br />
pressione sul<strong>la</strong> viscosità, pertanto si assume D3 pari a zero.<br />
2.1.3 Procedura per <strong>la</strong> misura del<strong>la</strong> viscosità<br />
Lo strumento che consente di valutare <strong>la</strong> viscosità del materiale a temperatura e pressione<br />
costante è il reometro; lo stato dell’arte internazionale nel<strong>la</strong> misura del<strong>la</strong> reologia dei polimeri è ben<br />
riassunto negli standard ISO 11443, ai quali si è fatto riferimento nel presente studio. La reologia<br />
rappresenta <strong>la</strong> re<strong>la</strong>zione costitutiva tra sollecitazione di taglio e deformazione di un materiale. Per i<br />
materiali termop<strong>la</strong>stici questa importante proprietà è misurata per mezzo di strumenti dedicati<br />
chiamati reometri. Ci sono molte differenti varietà di reometri:<br />
• reometri a piatto<br />
• reometri a cono<br />
• reometri a slitta<br />
• reometri capil<strong>la</strong>ri.<br />
In ogni caso comunque tutti misurano l’andamento di tensione e deformazione nel tempo di test, di<br />
un materiale per il quale sono sconosciute le re<strong>la</strong>zioni costitutive. I risultati che si ottengono sono<br />
sempre in accordo con <strong>la</strong> legge:<br />
τ w η =<br />
& γ<br />
dove τw rappresenta <strong>la</strong> sollecitazione di taglio e γ& è lo shear rate o meglio il gradiente di velocità.<br />
I polimeri sono fluidi non-Newtoniani e come si è già visto questo sta ad indicare che <strong>la</strong> viscosità ha<br />
un suo diagramma caratteristico in quanto dipende sia dal<strong>la</strong> temperatura che dallo shear rate. Il<br />
comportamento del polimero nello stampaggio ad iniezione o nelle condizioni di estrusione è<br />
stimato attraverso l’utilizzo di reometri che misurano o <strong>la</strong> forza o <strong>la</strong> pressione, come nel nostro<br />
caso, e tra questi, i modelli a capil<strong>la</strong>re sono quelli più <strong>la</strong>rgamente utilizzati.<br />
38
Il reometro capil<strong>la</strong>re<br />
Il reometro utilizzato per le prove è del tipo a doppio capil<strong>la</strong>re, modello RHEOLOGIC 2500,<br />
prodotto dal<strong>la</strong> CEAST e presente nel <strong>la</strong>boratorio Te.Si. (Figura 33), <strong>la</strong> cui schematizzazione è<br />
rappresentata in Figura 34.<br />
Figura 33 Reometro a doppio capil<strong>la</strong>re CEAST modello Rhelogic 2500.<br />
Figura 34 Schematizzazione del reometro capil<strong>la</strong>re.<br />
39
Esso è costituito da un pistone, da un serbatoio control<strong>la</strong>to termicamente e da un capil<strong>la</strong>re di<br />
raggio R e lunghezza L avvitato al<strong>la</strong> parte inferiore del serbatoio. Apparati ausiliari che servono per<br />
<strong>la</strong> misura del<strong>la</strong> pressione e del<strong>la</strong> portata sono un trasduttore di pressione e una cel<strong>la</strong> di carico.<br />
La misura di viscosità non è diretta ,ma i dati ottenuti dal reometro devono essere corretti. In<br />
partico<strong>la</strong>re <strong>la</strong> correzione di Rabinowitsch tiene conto che il fluido sia non Newtoniano, mentre <strong>la</strong><br />
correzione di Bagley considera le perdite di carico nel capil<strong>la</strong>re.<br />
Secondo questo approccio si assume di avere:<br />
• flusso pienamente sviluppato, stazionario, isotermo e <strong>la</strong>minare;<br />
• <strong>la</strong> velocità al<strong>la</strong> parete sia nul<strong>la</strong>;<br />
• il fluido è incomprimibile e con viscosità indipendente dal<strong>la</strong> pressione.<br />
Con le assunzioni fatte l’equazione del moto del fluido in direzione x in coordinate cilindriche<br />
diventa:<br />
− ∂<br />
0 =<br />
∂x<br />
( rτ<br />
)<br />
1 ∂<br />
+ ⋅<br />
r ∂r<br />
p rx<br />
∂ p<br />
Poiché il termine può essere considerato costante per <strong>la</strong> prima delle assunzioni fatte, è<br />
∂x<br />
possibile integrare l’ equazione per ricavare <strong>la</strong> distribuzione del taglio (shear stress):<br />
r p<br />
τ rx = ⋅<br />
2 L<br />
dove p è <strong>la</strong> caduta di pressione attraverso il capil<strong>la</strong>re. Al<strong>la</strong> parete lo shear stress diventa:<br />
R p<br />
( τ rx ) = τ r R w = ⋅<br />
=<br />
2 L<br />
Per ottenere <strong>la</strong> viscosità è necessario calco<strong>la</strong>re anche γ& , che viene ricavata con una misura di<br />
portata del materiale fuso:<br />
4 ⋅Q<br />
γ& =<br />
π ⋅ R<br />
con Q portata del fluido ed R raggio del capil<strong>la</strong>re. Se il materiale fosse newtoniano, lo shear rate<br />
calco<strong>la</strong>to in questo modo sarebbe lo shear rate reale, ma poiché il polimero non ha comportamento<br />
newtoniano, questo termine viene detto shear rate apparente. Per calco<strong>la</strong>re <strong>la</strong> viscosità è<br />
necessaria <strong>la</strong> conoscenza di γ& reale.<br />
La portata volumetrica viene misurata dal<strong>la</strong> conoscenza del<strong>la</strong> geometria dell’ugello e del<strong>la</strong> velocità<br />
di discesa del pistone. Il parametro Q è legato allo shear rate attraverso <strong>la</strong> seguante re<strong>la</strong>zione:<br />
Q = 2π ⋅<br />
R<br />
∫<br />
0<br />
v<br />
x<br />
3<br />
() r ⋅ r ⋅dr<br />
integrando <strong>la</strong> precedente per parti e data <strong>la</strong> terza assunzione si ottiene<br />
40
τ<br />
Q x<br />
3<br />
w<br />
⋅τ<br />
w<br />
2 ⎛ dv ⎞<br />
= −∫τ<br />
⋅ ⎜ ⎟ ⋅ dτ<br />
3<br />
12<br />
12<br />
πR<br />
⎝ dr ⎠<br />
dal<strong>la</strong> quale si può ottenere l’equazione di Weissenberg-Rabinowitsch<br />
dove γ& w rappresenta lo shear rate reale e<br />
1 ⎡ d ln Q ⎤<br />
& γ = ⋅ &<br />
w γ aw ⎢3<br />
+ ⎥ = & γ<br />
4 ⎣ d lnτ<br />
w ⎦<br />
γ<br />
0<br />
aw<br />
4 ⋅Q<br />
= 3<br />
πR<br />
aw<br />
⎛ 3n<br />
+ 1⎞<br />
⋅ ⎜ ⎟<br />
⎝ 4n<br />
⎠<br />
& quello apparente.<br />
Per ottenere il valore reale del<strong>la</strong> viscosità è necessario conoscere, oltre al valore reale dello shear<br />
rate, anche il valore reale dello shear stress.<br />
Il reometro acquisisce il valore di pressione per mezzo di un trasduttore di pressione posizionato<br />
appena prima dell’imbocco del capil<strong>la</strong>re. Al fine di estrapo<strong>la</strong>re <strong>la</strong> caduta di pressione attraverso il<br />
capil<strong>la</strong>re bisogna eseguire delle correzioni. Il profilo di pressione in un tipico reometro capil<strong>la</strong>re per<br />
materie p<strong>la</strong>stiche è illustrato in Figura 35 dove:<br />
• pf rappresenta <strong>la</strong> caduta di pressione dovuta all’attrito fra pistone e <strong>la</strong> parete del<br />
serbatoio<br />
• pr è <strong>la</strong> perdita di carico continua lungo il serbatoio<br />
• pen rappresenta <strong>la</strong> perdita d’imbocco nel capil<strong>la</strong>re<br />
• pe è <strong>la</strong> caduta di pressione del flusso quasi pienamente sviluppato attraverso il capil<strong>la</strong>re<br />
• pex rappresenta <strong>la</strong> pressione non nul<strong>la</strong> all’uscita dall’ugello dovuta all’e<strong>la</strong>sticità del<strong>la</strong><br />
p<strong>la</strong>stica.<br />
La pressione totale risulta dal<strong>la</strong> somma di diversi contributi:<br />
⎛ R ⎞<br />
p tot = p f + pr<br />
, +<br />
⎝ R ⎠<br />
r<br />
( γ& r ) + pen<br />
⎜τ<br />
w ⎟ + pe<br />
pex<br />
Il nostro scopo è ottenere τ w dal<strong>la</strong> misura del<strong>la</strong> ptot. I primi due termini pf e pr possono essere<br />
eliminati dal calcolo perché, nel nostro caso, i trasduttori misurano <strong>la</strong> pressione già all’imbocco del<br />
capil<strong>la</strong>re. Raggruppando i restanti due termini incogniti si ricava:<br />
p =<br />
p + p<br />
c<br />
en<br />
ex<br />
41
Figura 35 Profilo di pressione in un reometro capil<strong>la</strong>re.<br />
Il modo più corretto per correggere il termine p c è quello di misurare <strong>la</strong> caduta di pressione con<br />
capil<strong>la</strong>ri che abbiano lo stesso raggio e diversa lunghezza. Infatti, in tale configurazione, <strong>la</strong> portata<br />
rimane costante, così come p c , ma <strong>la</strong> caduta di pressione crescerà con L.<br />
w L<br />
p<br />
R<br />
⋅ ⋅ 2 τ<br />
Δ =<br />
Se si diagramma p tot su L/R a portata costante, l’intercetta con l’asse delle ordinate fornisce il<br />
valore di p c , ovvero delle perdite di imbocco e sbocco. Una volta determinato p c si può<br />
determinare il valore di shear stress reale:<br />
τ<br />
w<br />
=<br />
D<br />
( p − pc<br />
)<br />
4L<br />
in alternativa, si può usare l’intercetta sulle ascisse per correggere <strong>la</strong> lunghezza dell’ugello in<br />
accordo con <strong>la</strong> formu<strong>la</strong><br />
w<br />
p<br />
=<br />
4 +<br />
τ .<br />
[ ( L / D)<br />
( L / D)<br />
]<br />
Questo tipo di correzione si definisce correzione di Bagley. La costruzione di questo grafico è<br />
schematizzata in Figura 36.<br />
c<br />
42
Figura 36 Diagramma per <strong>la</strong> correzione di Bagley.<br />
Questa procedura permette di ricavare i valori puntuali di viscosità che, venendo poi fittati<br />
dall’equazione del modello di Cross WLF, permettono di ottenere le costanti cercate (Figura 37).<br />
Grazie all’interpo<strong>la</strong>zione dei dati sperimentali e grazie al modello è così possibile determinare il<br />
comportamento del materiale anche per shear rate e per temperature diverse da quelle<br />
sperimentali. Una volta ottenute le costanti di Cross WLF è possibile implementare le caratteristiche<br />
reologiche in programmi ad elementi finiti quali ad esempio Moldflow, o Ansys CFX.<br />
43
Il reometro slit-die<br />
Figura 37 Diagramma del<strong>la</strong> viscosità, con re<strong>la</strong>tive costanti di Cross WLF.<br />
I componenti base del reometro slit-die sono principalmente una riserva di materiale posta sotto<br />
pressione da un pistone ed un sottile condotto a sezione rettango<strong>la</strong>re di <strong>la</strong>rghezza W, altezza H e<br />
lunghezza L connesso al<strong>la</strong> parte inferiore del<strong>la</strong> riserva. Il modello analitico del reometro si ottiene<br />
derivando l'equazione del <strong>la</strong>voro nel<strong>la</strong> direzione dello scorrimento x dopo aver assunto le seguenti<br />
importanti ipotesi:<br />
• flusso pienamente sviluppato, stazionario, isotermo e <strong>la</strong>minare<br />
• non vi è velocità trasversale al<strong>la</strong> direzione del moto<br />
• non vi è scorrimento in parete<br />
• il fluido è incomprimibile e con viscosità indipendente dal<strong>la</strong> pressione.<br />
Risolvendo l'equazione con le assunzioni descritte sopra otteniamo lo shear stress al<strong>la</strong> parete:<br />
τ w =<br />
2 1<br />
H<br />
H<br />
dp<br />
( + W ) dx<br />
dp Pc dove il fattore è sostituito con il rapporto , dove P c rappresenta <strong>la</strong> caduta di pressione<br />
dx<br />
L<br />
misurata direttamente all’interno dello slit-die tramite i due sensori; con questa configurazione dello<br />
44
strumento non è necessario eseguire <strong>la</strong> cosiddetta correzione di Bagley in quanto il gradiente di<br />
pressione misurato esclude già le perdite di imbocco e sbocco.<br />
L’espressione dello shear stress diviene pertanto:<br />
H Pc<br />
τ w = ⋅<br />
2(<br />
1+<br />
H W ) L<br />
Per quanto riguarda lo shear rate, noto il valore del<strong>la</strong> portata volumetrica Q e delle dimensioni del<br />
condotto troviamo che il valore apparente è uguale a:<br />
6Q<br />
γ& app = 2<br />
WH<br />
Lo shear rate ha una legge di distribuzione potenziale in direzione dello spessore dovuta al fatto<br />
che i polimeri sono materiali non-newtoniani. Per questa ragione c’è una viscosità più elevata verso<br />
<strong>la</strong> parete (viscosità apparente) dello slit rispetto ad un materiale newtoniano e, per ottenere il<br />
valore corretto, lo shear rate è moltiplicato con un fattore di correzione detto di Weissemberg-<br />
Rabinowitsch assumendo <strong>la</strong> forma:<br />
& γ<br />
w<br />
& γ<br />
=<br />
3<br />
app<br />
⎛ d log & γ<br />
⎜<br />
⎜2<br />
+<br />
⎝ d logτ<br />
w<br />
d ln & γ app<br />
Dove il termine<br />
non è altro che <strong>la</strong> pendenza del<strong>la</strong> curva log & γ app = f ( logτ<br />
w ) . È da<br />
d lnτ<br />
w<br />
tener presente che questo tipo di correzione può introdurre errori significativi dovuti al metodo di<br />
determinazione del<strong>la</strong> pendenza o al modello usato per affittare i dati e di conseguenza è bene<br />
porre partico<strong>la</strong>re attenzione a questa fase soprattutto in corrispondenza degli alti e bassi shear<br />
rate.<br />
Inoltre il rapporto H/W influenza lo shear rate apparente. La normativa ISO 11443: 2005 esprime<br />
tale influenza e ne fornisce un metodo per <strong>la</strong> correzione: secondo <strong>la</strong> norma l’equazione precedente<br />
è valida per uno slit-die infinitamente <strong>la</strong>rgo, cosa impossibile da realizzare. La corretta espressione<br />
per calco<strong>la</strong>re lo shear rate apparente diviene pertanto:<br />
Il reometro in-line<br />
c<br />
γ& app<br />
6Q<br />
=<br />
WH<br />
2<br />
⎡⎛<br />
H ⎞⎛<br />
⎢⎜1+<br />
⎟⎜1−<br />
0<br />
⎣⎝<br />
W ⎠⎝<br />
app<br />
⎞<br />
⎟<br />
⎠<br />
. 630<br />
H ⎞⎤<br />
⎟<br />
B<br />
⎥<br />
⎠⎦<br />
Il reometro slit-die, assieme a quello capil<strong>la</strong>re, si presta molto bene per via del<strong>la</strong> sua semplicità<br />
costruttiva ad essere facilmente adattato per effettuare misure in-line: l’obiettivo principale è quello<br />
di avere un reometro per <strong>la</strong> caratterizzazione di un polimero nelle stesse condizioni di processo a<br />
cui è sottoposto. Precisamente lo strumento deve essere in grado di caratterizzare il polimero in un<br />
certo range prestabilito di shear rate, in modo facile ed accurato, riscontrando <strong>la</strong> stessa storia<br />
termo-meccanica che si avrebbe nel<strong>la</strong> realtà industriale.<br />
−1<br />
45
Il reometro in questione è costituito da due metà: <strong>la</strong> metà inferiore viene fissata allo stampo ed ha<br />
anche <strong>la</strong> funzione di sorreggere quel<strong>la</strong> superiore, tenuta unita da quattro viti. In questo modo il<br />
sistema permette di rendere agevoli le operazioni di apertura e di pulizia del condotto al termine<br />
delle misurazioni. Attorno al condotto sono posizionate quattro termoresistenze da 400 W: questo<br />
perché sul<strong>la</strong> superficie dello slit-die deve essere impostata <strong>la</strong> temperatura voluta per <strong>la</strong><br />
caratterizzazione del polimero, che sarà poi <strong>la</strong> stessa ottenuta in uscita dal<strong>la</strong> vite di iniezione del<strong>la</strong><br />
pressa. Per ottenere ciò si dovranno impostare i giusti parametri in modo tale da ottenere un<br />
equilibrio tra il sistema di riscaldamento e quello di rilevazione composto da delle termocoppie<br />
poste lungo lo slit a 0,2 millimetri dal<strong>la</strong> superficie interna per garantire <strong>la</strong> misura più fedele<br />
possibile. Le termocoppie sono di tipo K (Cromel ® - Alumel ® ) e hanno un range di misura da -<br />
270°C a +1370°C.<br />
La temperatura di processo è una variabile indipendente che influenza <strong>la</strong> viscosità dei polimeri:<br />
ciascuna misura reologica deve essere riferita al<strong>la</strong> temperatura al<strong>la</strong> quale viene effettuata in quanto<br />
<strong>la</strong> viscosità di un polimero decresce all’aumentare di essa.<br />
La d.d.p. rilevata ai capi delle termocoppie viene acquisita anche dal software attraverso <strong>la</strong> scheda<br />
di acquisizione e trasformata automaticamente dallo stesso in valori di temperatura in °C. Come<br />
per gli altri segnali, anche <strong>la</strong> temperatura istantanea di processo viene visualizzata continuamente<br />
per tutta <strong>la</strong> durata del<strong>la</strong> fase di acquisizione.<br />
Figura 38 Metà inferiore e superiore del reometro slit-die con in risalto il condotto a sezione<br />
rettango<strong>la</strong>re.<br />
La misurazione del gradiente di pressione, necessario per <strong>la</strong> determinazione del<strong>la</strong> viscosità, è<br />
eseguita mediante l'uso di due trasduttori di pressione posizionate all'interno del condotto. Come<br />
già detto in precedenza, <strong>la</strong> scelta di questo loro posizionamento (Figura 38) permette di rilevare un<br />
valore già epurato dalle perdite di pressione dovute all'imbocco e allo sbocco.<br />
I sensori utilizzati sono sensori piezoelettrici KISTLER tipo 6157BB (Figura 39) per pressioni fino a<br />
2000 bar nei processi di p<strong>la</strong>stic injection moulding. Tali sensori hanno un diametro di 4 mm e sono<br />
46
dotati una guarnizione O-ring che, oltre a garantire il centraggio nel foro del<strong>la</strong> sede apposita,<br />
assicura <strong>la</strong> tenuta compensando lo scostamento tra foro e sensore stesso (
Figura 41 Reometro slit-die con partico<strong>la</strong>re sul posizionamento dei sensori di pressione.<br />
Il reometro è assemb<strong>la</strong>to (Figura 42) in modo di assumere <strong>la</strong> conformazione di uno stampo per<br />
pressa ad iniezione e utilizzando elementi standard quali anelli di centraggio, ugello a bocco<strong>la</strong> e<br />
piastre di bloccaggio: questa sua conformazione gli consente di essere trasportato facilmente e<br />
montato senza problemi su presse di vario tipo e grandezza.<br />
Figura 42 Reometro in-line<br />
La misura del<strong>la</strong> portata è eseguita mediante una bi<strong>la</strong>ncia millesimale (Figura 43) posta all’uscita<br />
dello slit-die che ha il compito di trasmettere al software di acquisizione il valore del peso del<br />
materiale in uscita durante l’iniezione. Dai valori del peso e del tempo il software calco<strong>la</strong> <strong>la</strong> portata<br />
48
di massa. A questo punto, per il calcolo del<strong>la</strong> viscosità, è necessario conoscere il volume specifico<br />
del materiale in uscita, con cui possiamo risalire al<strong>la</strong> portata volumetrica.<br />
Figura 43 Bi<strong>la</strong>ncia millesimale impiegata per <strong>la</strong> misura di portata.<br />
Questo valore è stato ricavato con un reometro capil<strong>la</strong>re Rheologic 2500 al<strong>la</strong> pressione di 3 MPa<br />
che è quel<strong>la</strong> al<strong>la</strong> quale si trova il polimero in fase di iniezione e allo shear rate utilizzato. Questo<br />
valore di 1003.74 mm 3 /g viene introdotto nel software e utilizzato nei calcoli in maniera automatica.<br />
Al fine di poter eseguire le misure di viscosità in temperatura risulta necessario dotare il reometro<br />
di un adeguato sistema di riscaldamento che mantenga <strong>la</strong> temperatura necessaria e costante in<br />
tutte le zone dello strumento.<br />
L’acciaio utilizzato per realizzare il reometro è l’acciaio W300 (o X37CrMoV5 secondo <strong>la</strong><br />
denominazione standard) . Si considerano le seguenti caratteristiche dell’acciaio impiegato: densità<br />
ρ = 7,8 · 10³ kg/m³ e calore specifico c = 0,46 J/(g·K). Conseguentemente dopo opportuni<br />
dimensionamenti in sicurezza si sono utilizzate per il riscaldamento le seguenti resistenze a<br />
cartuccia (Figura 44):<br />
• piastra di supporto per slit-die (zona 1):<br />
• n. 2 cartucce L=130 mm D=8 mm P=400 W (ciascuna);<br />
• piastra con slit-die (zona 2):<br />
• n. 2 cartucce L=130 mm D=8 mm P=400 W (ciascuna);<br />
• piastra di supporto per il cilindro (zona 3):<br />
• n. 3 cartucce L=60 mm D=8 mm P=350 W (ciascuna).<br />
49
Figura 44 Resistenza a cartuccia utilizzata per il riscaldamento del sistema reometro.<br />
Tutte le resistenze impiegate sono alimentate a 230 V da un pannello elettrico: l’afflusso di corrente<br />
è rego<strong>la</strong>to da un sistema termorego<strong>la</strong>tore-gruppo statico in ogni zona. Il termorego<strong>la</strong>tore è un<br />
dispositivo elettronico che, confrontando <strong>la</strong> temperatura di set-point impostata dall’utente con<br />
quel<strong>la</strong> rilevata dal sensore di temperatura, fornisce in uscita il comando logico a 24V al gruppo<br />
statico, il quale a sua volta provvede a ri<strong>la</strong>sciare <strong>la</strong> corrente alle resistenze. L’inserzione o <strong>la</strong><br />
disinserzione del carico elettrico è attuata mediate l’utilizzo di gruppi statici o relé a stato solido in<br />
cascata ai termorego<strong>la</strong>tori.<br />
La scelta dei dispositivi da utilizzare è fatta in dipendenza alle funzionalità ed al costo. La soluzione<br />
adottata è:<br />
• termorego<strong>la</strong>tori GEFRAN600 (Figura 45);<br />
• gruppi statici allo stato solido GEFRAN GTS25.<br />
Figura 45 Termorego<strong>la</strong>tori e gruppi statici impiegati per il controllo del<strong>la</strong> temperatura.<br />
Si utilizzano quattro termocoppie di tipo K in ingresso a ciascun termorego<strong>la</strong>tore per ottenere <strong>la</strong><br />
lettura del<strong>la</strong> temperatura istantanea realmente presente nelle varie zone del reometro; è presente<br />
un pulsante di sicurezza, <strong>la</strong> cui pressione permette di togliere istantaneamente <strong>la</strong> corrente al<strong>la</strong><br />
50
linea grazie l’impiego di un teleruttore. Il pulsante di sicurezza è alimentato in bassa tensione, 24V,<br />
ricavata da un trasformatore 230/24; quattro fusibili sono instal<strong>la</strong>ti a protezione dei gruppi statici.<br />
Gli schemi elettrici re<strong>la</strong>tivi al cab<strong>la</strong>ggio e al funzionamento del quadro elettrico sono riportati qui di<br />
seguito (Figura 46).<br />
Figura 46 Schemi elettrici re<strong>la</strong>tivi al quadro per il controllo delle termoresistenze.<br />
Il software di acquisizione è stato sviluppato in ambiente Labview ® . LabVIEW è un ambiente di<br />
programmazione grafico distribuito dal<strong>la</strong> NATIONAL INSTRUMENTS. I programmi realizzati in<br />
LabVIEW sono chiamati strumenti virtuali, o VIs, perché le loro interfacce e le loro operazioni<br />
imitano gli strumenti reali, come per esempio gli oscilloscopi. LabVIEW contiene moduli per<br />
l’acquisizione, l’analisi, <strong>la</strong> visualizzazione e <strong>la</strong> memorizzazione dati. L’ambiente di programmazione<br />
è diviso in due sezioni, il Front Panel ed il Block Diagram. Il primo consente di creare l’interfaccia<br />
dello strumento virtuale, il secondo invece contiene il codice.<br />
Il DAQmx, l’istanza di Lab-VIEW dedicata al<strong>la</strong> configurazione di procedure per l’acquisizione,<br />
utilizza dei buffer circo<strong>la</strong>ri da cui recupera da essi i dati acquisiti.<br />
Per realizzare l’acquisizione si configura un task, ovvero un insieme di canali virtuali, in genere<br />
dello stesso tipo (input analogico, output analogico, input digitale, etc.).<br />
51
Figura 47 Task creato per i segnali di input.<br />
Nel<strong>la</strong> finestra di configurazione del task si possono impostare le caratteristiche di ciascun canale e<br />
quelle generali dell’acquisizione. Fondamentale è il settaggio dello scan rate e del samples to read,<br />
rispettivamente, <strong>la</strong> velocità di acquisizione per canale ed il numero di valori da recuperare dal<br />
buffer ad ogni lettura (Figura 47). Per il reometro in-line si è impostato lo scan rate a 10 kHz e il<br />
numero di valori da leggere a 1000. Sono stati configurati due task (denominati “Reometro in-line”<br />
e “Operate”), uno per i segnali analogici di input e l’altro per quelli digitali di output per<br />
l’operate/reset dei sensori di pressione che avviene a +5V.<br />
Dopo aver configurato il task di acquisizione, si realizza un ciclo di operazioni che consente <strong>la</strong><br />
lettura in continuo dal buffer: il ciclo implementato è di tipo WHILE-DO e termina nel momento in<br />
cui l’utente preme l’apposito pulsante. In Figura 48 è mostrato <strong>la</strong> parte del Block Diagram re<strong>la</strong>tiva<br />
all’operazione di acquisizione del segnale del peso dal<strong>la</strong> bi<strong>la</strong>ncia attraverso <strong>la</strong> porta seriale RS-<br />
232.<br />
52
Figura 48 Block Diagram re<strong>la</strong>tivo all’acquisizione del segnale del<strong>la</strong> bi<strong>la</strong>ncia.<br />
Tutti i valori di pressione, temperatura, peso e tempo sono memorizzati, quando viene premuto<br />
l’opportuno pulsante, in un array e allo stesso tempo vengono e<strong>la</strong>borati da una SubVi presenti<br />
all’interno del ciclo, denominata ACQUISIZIONE (Figura 49), a cui è dedicato il filtraggio dei dati e<br />
<strong>la</strong> conversione dei valori di voltaggio in pressione secondo opportuni coefficienti. Ciascun segnale<br />
analogico viene filtrato utilizzando un filtro passa-basso di tipo Butterworth del quarto ordine. Più<br />
grande è l’ordine del filtro e più questo si avvicina al filtro passa-basso ideale con andamento<br />
monotono decrescente. La frequenza di cut-off impiegata è pari a 10 Hz. Successivamente i dati,<br />
sia filtrati che non, vengono salvati sotto forma di file.<br />
Come uscite, questa subVI restituisce una matrice contenente i dati acquisiti, cioè caduta di<br />
pressione, le due temperature, le due pressioni, il peso è l’istante di tempo in cui viene rilevato.<br />
Inoltre, i valori di caduta di pressione e del peso sono visualizzati in continuo in un charts.<br />
53
Figura 49 Block Diagram re<strong>la</strong>tivo al filtraggio e conversione dei segnali.<br />
L’interfaccia utente è composta da tre pagine, <strong>la</strong> prima delle quali è dedicata al<strong>la</strong> fase di<br />
acquisizione (Figura 50).<br />
Nel<strong>la</strong> sezione IMPOSTAZIONI, l’utente può definire il percorso dei file che conterranno, il primo, i<br />
valori acquisiti con il filtraggio, il secondo i valori eseguiti senza filtraggio (possibilità opzionale), il<br />
terzo i risultati dell’e<strong>la</strong>borazione dati (volume specifico, portata di massa, portata volumetrica, delta<br />
P, viscosità, shear rate, temperatura, shear stress e le due pressioni) e l’ultimo <strong>la</strong> porta seriale<br />
utilizzata dal<strong>la</strong> bi<strong>la</strong>ncia.. Il path file può essere digitato direttamente nell’apposito spazio o scelto<br />
dal<strong>la</strong> finestra di dialogo di Windows cliccando sul pulsante di destra.<br />
Premendo il pulsante AVVIO inizia l’acquisizione e contemporaneamente vengono visualizzati in<br />
continuo sui rispettivi grafici i segnali filtrati del<strong>la</strong> caduta di pressione e del peso. A destra, un<br />
indicatore segna<strong>la</strong> <strong>la</strong> temperatura di processo. Il disp<strong>la</strong>y rosso ACQUISIZIONE ARRESTATA<br />
diventa verde segna<strong>la</strong>ndo ACQUISIZIONE IN CORSO.<br />
Sul diagramma del<strong>la</strong> caduta di pressione, due pulsanti inviano ciascuno un segnale digitale per<br />
dare ai sensori di pressione lo stato di operate o reset. All’inizio di ciascuna acquisizione, è<br />
necessario resettare i trasduttori.<br />
54
Figura 50 Front Pannel re<strong>la</strong>tivo all’acquisizione dei dati.<br />
In base all’andamento del<strong>la</strong> pressione di iniezione indicata dal<strong>la</strong> pressa, l’utente decide l’istante più<br />
consono per acquisire i dati. La pressione del pulsante MEMORIZZA VALORI permette di salvare i<br />
dati nel file precedentemente specificato. A questo punto l’acquisizione si arresta e viene<br />
incrementato il contatore delle acquisizioni effettuate; nel caso in cui fosse <strong>la</strong> prima rilevazione,<br />
viene richiesta l’introduzione del valore del<strong>la</strong> velocità di iniezione indicata dal<strong>la</strong> pressa in m/min, poi<br />
impiegata per il calcolo del volume specifico, o in alternativa il volume specifico stesso.<br />
Quest’ultimo è mantenuto poi costante anche per le misure successive. È sufficiente premere<br />
nuovamente il pulsante AVVIO per riprender<strong>la</strong> e, se non viene specificato un nuovo file, gli<br />
eventuali nuovi valori che si vogliono salvare verranno memorizzati in coda agli altri nello stesso<br />
archivio.<br />
La matrice dei valori acquisiti e memorizzati viene utilizzata nel<strong>la</strong> seconda parte del software.<br />
Come già evidenziato, l’obiettivo è di giungere prima ad un valore di viscosità detto apparente in<br />
quanto è apparente lo shear rate associato. Questo è il risultato che il software mostra dopo ogni<br />
acquisizione-memorizzazione.<br />
55
La subVI denominata RIS_ULTIM_PROVA è dedicata al<strong>la</strong> prima e<strong>la</strong>borazione dei dati acquisiti e<br />
memorizzati. In ingresso riceve <strong>la</strong> matrice di tali valori e fornisce in output i seguenti risultati<br />
numerici: volume specifico, portata di massa e volumetrica del polimero iniettato, caduta di<br />
pressione, viscosità apparente, shear stress, temperatura di processo, shear rate apparente e le<br />
due pressioni. In Figura 51 è mostrato il codice appartenente a questa subVI.<br />
Figura 51 Block Diagram re<strong>la</strong>tivo all’e<strong>la</strong>borazione dei dati.<br />
La portata di massa del polimero viene ottenuta a partire dai valori del peso acquisiti dal<strong>la</strong> bi<strong>la</strong>ncia<br />
durante l’iniezione. Attraverso un’operazione di fitting lineare questi valori vengono interpo<strong>la</strong>ti, in<br />
funzione del tempo di acquisizione, con una retta. Si ottiene quindi l’equazione di tale retta e di<br />
conseguenza <strong>la</strong> portata di massa stessa, rappresentata dal<strong>la</strong> pendenza di tale retta. Moltiplicando<br />
per il volume specifico, se introdotto, o calco<strong>la</strong>ta dal<strong>la</strong> velocità di iniezione, si ottiene <strong>la</strong> portata<br />
volumetrica impiegata per il calcolo del<strong>la</strong> viscosità.<br />
La caduta di pressione subita dal polimero durante il suo flusso lungo lo slit-die è ricavata<br />
mediando <strong>la</strong> serie di valori di ΔP ottenuti dall’acquisizione. La temperatura di processo è <strong>la</strong> media<br />
delle temperature acquisite. Nel<strong>la</strong> seconda sezione dell’interfaccia utente sono visualizzati i risultati<br />
ottenuti dall’e<strong>la</strong>borazione dei dati re<strong>la</strong>tivi all’ultima acquisizione-memorizzazione (Figura 52).<br />
56
Figura 52 Front Pannel re<strong>la</strong>tivo al<strong>la</strong> visualizzazione dei risultati apparenti.<br />
Per finire, nell’ultima pagina dell’interfaccia utente, si opera un’analisi più approfondita<br />
proseguendo con <strong>la</strong> correzione di Weissemberg-Rabinowitsch, descritta dal<strong>la</strong> formu<strong>la</strong>:<br />
& γ<br />
w<br />
& γ<br />
=<br />
3<br />
app<br />
⎛ d log & γ<br />
⎜<br />
⎜2<br />
+<br />
⎝ d logτ<br />
w<br />
Il coefficiente di correttivo, rappresentato dal rapporto di derivate entro parentesi, rappresenta, in<br />
un grafico logaritmico con il logaritmo dello shear rate apparente sulle ordinate e quello dello shear<br />
stress sulle ascisse, <strong>la</strong> pendenza locale del<strong>la</strong> curva descritta dai punti re<strong>la</strong>tivi ai diversi shear rate.<br />
Nel software questa operazione è implementata in una subVI denominata ANALISI (Figura 53):<br />
questa procedura prevede il caricamento del file dove sono salvati i risultati delle prove eseguite e<br />
successivamente <strong>la</strong> loro correzione. Per tutti i punti del<strong>la</strong> curva logaritmica il coefficiente correttivo<br />
viene calco<strong>la</strong>to secondo i seguenti criteri:<br />
per il punto a shear stress minori assume il valore del<strong>la</strong> derivata sinistra (pendenza del<strong>la</strong> retta<br />
passante per il primo e secondo punto);<br />
app<br />
⎞<br />
⎟<br />
⎠<br />
57
per i punti centrali è ottenuto come media del<strong>la</strong> derivata destra e sinistra (media del valore del<strong>la</strong><br />
pendenza tra il punto a cui ci si riferisce e quello prima e dopo);<br />
per il punto a shear stress maggiore assume il valore del<strong>la</strong> derivata destra (pendenza del<strong>la</strong> retta<br />
passante per gli ultimi due punti).<br />
Figura 53 Block Diagram re<strong>la</strong>tivo al<strong>la</strong> correzione di Weissemberg-Rabinowitsch.<br />
Come risultati dell’operazione, vengono visualizzati nell’interfaccia utente (Figura 54) i valori di<br />
viscosità, shear rate e shear stress corretti e <strong>la</strong> loro rappresentazione in un grafico viscosità-shear<br />
rate logaritmico. Infine questi valori corretti vengono salvati in un file, il cui nome e percorso posso<br />
essere specificati nell’apposito spazio in alto al<strong>la</strong> pagina.<br />
58
Figura 54 Front Pannel re<strong>la</strong>tivo al<strong>la</strong> visualizzazione dei risultati reali dopo correzione.<br />
In base al<strong>la</strong> creazione dei task dei segnali per <strong>la</strong> scheda di acquisizione del<strong>la</strong> National Instruments,<br />
si possono impostare anche i connettori fisici ai quali assegnare i cavi elettrici dei sensori. Come<br />
detto in precedenza si ha bisogno di 2 canali per le termocoppie, 2 canali per i trasduttori di<br />
pressione (task “Reometro in-line”) e 2 canali logici per l’operate/reset (task “Operate”). In base hai<br />
task impostati e utilizzati nel software Labview le connessioni da eseguire sono illustrate in Figura<br />
55.<br />
59
Figura 55 Connessioni al<strong>la</strong> scheda di acquisizione in base ai task impostati nel software.<br />
Gli amplificatori dei trasduttori di pressione necessitano inoltre di un alimentatore che fornisca<br />
corrente continua a 18-36 V.<br />
La strozzatura sensorizzata per <strong>la</strong> misura del<strong>la</strong> dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> pressione<br />
Lo scopo di questo <strong>la</strong>voro consiste nello sviluppo di uno strumento con il quale sia possibile variare<br />
<strong>la</strong> pressione del materiale a valle del capil<strong>la</strong>re e acquisire contemporaneamente, col reometro, il<br />
corrispondente valore di viscosità.<br />
In definitiva, tale strumento deve possedere i seguenti requisiti:<br />
• Deve essere possibile <strong>la</strong> rego<strong>la</strong>zione del<strong>la</strong> pressione del materiale in uscita dal capil<strong>la</strong>re.<br />
• La temperatura del materiale, durante <strong>la</strong> prova, deve essere mantenuta costante al<strong>la</strong><br />
temperatura di processo (mediante una termoresistenza)<br />
• Deve essere possibile misurare <strong>la</strong> temperatura (con una termocoppia)<br />
• Deve essere possibile misurare <strong>la</strong> pressione a valle del capil<strong>la</strong>re (con un sensore). La<br />
pressione a monte del capil<strong>la</strong>re è rilevata invece da un trasduttore montato sul reometro<br />
che, ad ogni acquisizione, fornisce il corrispondente valore.<br />
• Il pezzo deve essere facile da usare e da pulire.<br />
Lo sviluppo del progetto si è artico<strong>la</strong>to a partire dallo scopo che si è voluto raggiungere: il<br />
materiale, invece di essere scaricato direttamente al<strong>la</strong> pressione ambiente, deve permanere in<br />
60
quiete, per il tempo necessario al raggiungimento e al rilevamento del<strong>la</strong> pressione voluta,<br />
all’interno di una “camera” all’interno del<strong>la</strong> quale il materiale, in uscita dal canale del capil<strong>la</strong>re,<br />
viene raccolto.<br />
La forma che lo strumento deve possedere deve essere tale da:<br />
• permettere l’avvitamento del pezzo sul reometro, al posto del dado filettato che blocca il<br />
capil<strong>la</strong>re.<br />
• permettere al pezzo di inserirsi perfettamente all’interno del<strong>la</strong> zona cava del capil<strong>la</strong>re in<br />
modo da poter raccogliere il materiale in arrivo dal canale.<br />
In base a quest’ultimo punto risulta chiaro che una parte dello strumento deve essere costituita da<br />
un cilindro di diametro tale da poter essere infi<strong>la</strong>to nel capil<strong>la</strong>re, il cui diametro interno è di 24 mm.<br />
Esso deve poi avere una serie di fori: uno per permettere <strong>la</strong> fuoriuscita del materiale, uno per il<br />
sensore di pressione e uno per <strong>la</strong> termoresistenza.<br />
Come si può osservare dal<strong>la</strong> seguente figura, nel<strong>la</strong> parte alta dello strumento è ricavato un piccolo<br />
volume cilindrico che, nel momento in cui lo strumento va in battuta all’interno del capil<strong>la</strong>re, si<br />
chiude creando una sorta di “camera” di raccolta del materiale.<br />
Figura 56 Schematizzazione del capil<strong>la</strong>re e dello strumento con i fori necessari<br />
all’inserimento del sensore di pressione e termoresistenza e al<strong>la</strong> fuoriuscita del materiale.<br />
61
L’idea iniziale era che lo strumento fosse autorego<strong>la</strong>nte: una volta raggiunta <strong>la</strong> pressione voluta<br />
nel<strong>la</strong> “camera”, visualizzata su computer da un programma in LABVIEW ® , si era pensato ad una<br />
sorta di valvo<strong>la</strong> che si aprisse automaticamente. Il principio del<strong>la</strong> valvo<strong>la</strong> poteva essere ricreato<br />
mediante un pistone collegato ad una mol<strong>la</strong>. Il materiale che scende dal capil<strong>la</strong>re va a riempire <strong>la</strong><br />
“camera” e, scendendo, spinge il pistone verso il basso che, a sua volta, va a comprimere una<br />
mol<strong>la</strong> precaricata con una forza pari a quel<strong>la</strong> esercitata dal<strong>la</strong> pressione del fluido, scelta a priori per<br />
<strong>la</strong> misura, sull’area del pistone. Nel momento in cui il fluido raggiunge <strong>la</strong> pressione desiderata,<br />
nel<strong>la</strong> zona dello strumento dove esso viene raccolto, il pistone scende e apre il canale da cui esso<br />
può uscire. La figura che segue è una schematizzazione del principio di funzionamento del<br />
sistema.<br />
Figura 57 Schematizzazione del sistema<br />
La figura riportata nel<strong>la</strong> pagina precedente rappresenta solo una schematizzazione. Il sistema, in<br />
realtà, ha il seguente aspetto. Esso comprenderebbe anche altri componenti, come si vede dal<strong>la</strong><br />
seguente figura.<br />
62
Figura 58 Prima bozza dello strumento per <strong>la</strong> rego<strong>la</strong>zione di pressione<br />
La zona 1 è quel<strong>la</strong> che va inserita nel capil<strong>la</strong>re, mentre <strong>la</strong> 2 è <strong>la</strong> filettatura che permette di avvitare<br />
tutta questa parte superiore al reometro.<br />
La zona 5 è invece una piastra che ha <strong>la</strong> funzione di guidare il pistone (4) durante <strong>la</strong> sua corsa, per<br />
evitare che questo si sposti dall’asse verticale lungo cui si muove. Le due parti sono tra loro<br />
collegate per mezzo di due tiranti che nel disegno sono però stati omessi. Questi dovrebbero<br />
essere fatti passare nei fori <strong>la</strong>terali delle due piastre, inferiore e superiore, e andrebbero fissati con<br />
dei dadi. Il foro che si trova invece a <strong>la</strong>to di quello in cui scorre il pistone ha semplicemente <strong>la</strong><br />
funzione di permettere il passaggio del materiale in arrivo dal<strong>la</strong> parte superiore dello strumento.<br />
Il sistema, visto dall’alto, ha il seguente aspetto:<br />
63
Figura 59 Sistema visto dall’alto<br />
Da questa vista si vedono bene i due fori <strong>la</strong>terali in cui vanno inseriti i tiranti che hanno <strong>la</strong> funzione<br />
di tenere insieme le due piastre.<br />
Il sistema che è stato appena descritto presenta però un inconveniente. La p<strong>la</strong>stica,quando il<br />
pistone si abbassa e apre il canale di uscita al materiale, passa dal<strong>la</strong> pressione al<strong>la</strong> quale scelgo di<br />
fare <strong>la</strong> misura di viscosità al<strong>la</strong> pressione atmosferica.<br />
Il passaggio dalle alte pressioni che si hanno all’interno dello strumento al<strong>la</strong> pressione ambiente<br />
avviene bruscamente. Questo fatto provoca una brusca risalita del pistone che tende quindi a<br />
creare delle onde di pressione all’interno del<strong>la</strong> camera, in cui il materiale dovrebbe invece essere in<br />
quiete. Questo fa sì che <strong>la</strong> pressione non sia più uniforme nel<strong>la</strong> zona di raccolta del fuso. Il valore<br />
di pressione così rilevato dal sensore non è quello reale, a causa delle onde di pressione generate<br />
dal brusco alzarsi e abbassarsi del pistone. In questo modo, nemmeno il corrispondente valore di<br />
viscosità, rilevato dal reometro, risulta corretto.<br />
Per risolvere tale problema si è quindi pensato di progettare uno strumento con rego<strong>la</strong>zione<br />
manuale del<strong>la</strong> pressione.<br />
I requisiti che lo strumento deve possedere sono sempre gli stessi: possibilità di rego<strong>la</strong>re le perdite<br />
di carico, mantenere <strong>la</strong> temperatura di processo, facile utilizzo e pulizia. L’unica differenza consiste<br />
nel<strong>la</strong> rego<strong>la</strong>zione manuale delle perdite di carico localizzate allo sbocco.<br />
64
La forma dello strumento deve soddisfare a quanto detto in precedenza. La parte che va inserita<br />
nel capil<strong>la</strong>re ha di nuovo un diametro di 24 mm e un’altezza tale da andare in battuta sul<strong>la</strong><br />
superficie interna del capil<strong>la</strong>re.<br />
Le dimensioni di quest’ultimo sono indicate nel<strong>la</strong> seguente figura che rappresenta <strong>la</strong> proiezione<br />
ortogonale del capil<strong>la</strong>re.<br />
Figura 60 Dimensione del capil<strong>la</strong>re da L=20mm e D=1mm<br />
Sul pezzo viene poi ricavata una filettatura pari a quel<strong>la</strong> presente sul reometro che permetta di<br />
avvitare il sistema, costituito da strumento e capil<strong>la</strong>re, al<strong>la</strong> macchina. Il pezzo assume così il<br />
seguente aspetto:<br />
65
Figura 61 Vista complessiva dello strumento. La filettatura permette di avvitare il sistema al<br />
reometro. Essa ha le caratteristiche di una vite M36 con passo pari a 1.5 mm<br />
Come si può osservare dal<strong>la</strong> figura il sistema presenta una serie di fori verticali.<br />
Figura 62 Foro verde:termoresistenza. Foro giallo: sensore di pressione. Foro azzurro:<br />
uscita materiale. Foro arancione: vite strozzatura<br />
66
Quello per <strong>la</strong> termoresistenza, in verde, è un foro passante dal diametro costante e pari a 6 mm. Il<br />
foro per il sensore di pressione (del<strong>la</strong> KISTLER), in giallo, è stato invece sagomato a partire dal<strong>la</strong><br />
forma di quest’ultimo che è raffigurata qui di seguito.<br />
Figura 63 Sensore di pressione KISTLER 6157.<br />
Lo scopo di questo strumento, come si è accennato in precedenza, è quello di raccogliere il<br />
materiale in uscita dal capil<strong>la</strong>re e mantenerlo in una “camera”, in stato di quiete, fino al<br />
raggiungimento del<strong>la</strong> pressione voluta.<br />
La rego<strong>la</strong>zione di pressione è fatta manualmente mediante una vite che crea una strozzatura lungo<br />
il canale (foro giallo nel disegno al<strong>la</strong> pagina precedente) da cui scende <strong>la</strong> p<strong>la</strong>stica. La testa del<strong>la</strong><br />
vite è stata <strong>la</strong>vorata per eliminare <strong>la</strong> filettatura. La zona non filettata va ad inserirsi nel foro <strong>la</strong>terale,<br />
che interseca il canale in cui scorre <strong>la</strong> p<strong>la</strong>stica, impedendone <strong>la</strong> fuoriuscita. Il foro <strong>la</strong>terale che si<br />
trova sullo strumento (in arancione) è perciò anch’esso filettato per un tratto, mentre, in testa è un<br />
foro cieco di diametro pari a quello del<strong>la</strong> testa del<strong>la</strong> vite. La vite funge così da “tappo” al passaggio<br />
del materiale.<br />
La prova inizia con <strong>la</strong> vite completamente chiusa. Il fuso, scendendo, va a riempire il canale e <strong>la</strong><br />
camera. Mano a mano che questo scende, <strong>la</strong> pressione all’interno dello strumento aumenta fino al<br />
raggiungimento del<strong>la</strong> pressione voluta. A questo punto si rego<strong>la</strong> manualmente l’apertura del<strong>la</strong> vite<br />
in modo tale da mantenere costante <strong>la</strong> pressione e poter così acquisire col reometro il<br />
corrispondente valore di viscosità.<br />
La scelta del<strong>la</strong> posizione del canale di uscita non è casuale. Esso, come si può notare dai vari<br />
disegni, non è coassiale con l’asse del canale del capil<strong>la</strong>re, ma è spostato rispetto al centro del<br />
pezzo. In questo modo, il foro per l’uscita del materiale, è lontano dal<strong>la</strong> zona in cui il sensore di<br />
pressione va a rilevare questo valore, zona che quindi è meno affetta da eventuali turbolenze,<br />
dovute al brusco passaggio del materiale dal<strong>la</strong> “camera” al<strong>la</strong> sezione ristretta del foro di uscita.<br />
Il foro da cui esce il materiale, superata <strong>la</strong> vite, si al<strong>la</strong>rga, per consentire al<strong>la</strong> p<strong>la</strong>stica fusa di uscire<br />
senza sporcare troppo le pareti del pezzo e i sensori vicini. La posizione degli altri fori è stata<br />
67
scelta in modo che essi non interferiscano tra di loro e che non siano troppo vicini alle pareti del<br />
pezzo, per evitare che, alle alte pressioni, questo non si deformi.<br />
A questo proposito, per verificare <strong>la</strong> resistenza strutturale dello strumento, è stata fatta una<br />
simu<strong>la</strong>zione con il software ANSYS.<br />
Il materiale scelto per <strong>la</strong> realizzazione è un acciaio inossidabile. Questo materiale ha infatti una<br />
buona capacità termica. In questo il modo, anche <strong>la</strong> parte del pezzo che è al di fuori dal<strong>la</strong><br />
macchina, si mantiene calda, ostaco<strong>la</strong>ndo così il raffreddamento del<strong>la</strong> p<strong>la</strong>stica durante <strong>la</strong> prova. Il<br />
tutto è comunque mantenuto a temperatura mediante <strong>la</strong> termoresistenza.<br />
La simu<strong>la</strong>zione con ANSYS ha confermato <strong>la</strong> resistenza strutturale del pezzo, secondo il criterio di<br />
Von Mises.<br />
L’unica zona che, col tempo, si deformerà un po’ più delle altre è quel<strong>la</strong> vicino al<strong>la</strong> termoresistenza,<br />
essendo il foro di quest’ultima più vicino alle pareti del pezzo.<br />
Le figure che seguono evidenziano questo aspetto:<br />
68
Il pezzo definitivo è rappresentato nelle figure che seguono:<br />
Figura 64 Strumento per rego<strong>la</strong>re <strong>la</strong> pressione a valle del capil<strong>la</strong>re con vite di rego<strong>la</strong>zione.<br />
69
Figura 65 Vite di rego<strong>la</strong>zione, strumento e capil<strong>la</strong>re<br />
Figura 66 Assemb<strong>la</strong>to completo.<br />
70
Figura 67 Vista <strong>la</strong>terale e del<strong>la</strong> base<br />
Figura 68 Vista frontale del<strong>la</strong> testa<br />
Le sfaccettature al<strong>la</strong> base dello strumento sono state create per permettere di avvitare e svitare in<br />
maniera agevole il pezzo, con una semplice chiave inglese.<br />
Per poter utilizzare lo strumento con capil<strong>la</strong>ri diversi da quello con L=20mm, sono stati creati degli<br />
anelli adattatori. Gli altri due capil<strong>la</strong>ri hanno entrambi un canale di lunghezza inferiore a quello per<br />
cui è stato progettato lo strumento (L=5 mm ed L=0.25 mm). Perché lo strumento vada in battuta<br />
71
sul<strong>la</strong> parte interna del capil<strong>la</strong>re è necessario perciò aggiungere un anello che vada a contatto con<br />
questa superficie. Si tratta di un semplice cilindretto con un foro di diametro pari a 5mm, entro il<br />
quale scorre il materiale proveniente dal capil<strong>la</strong>re e che va a depositarsi nel<strong>la</strong> “camera” dello<br />
strumento. Per evitare che l’anello resti incol<strong>la</strong>to al capil<strong>la</strong>re, una volta che il sistema viene<br />
smontato per essere pulito, e per evitare che <strong>la</strong> p<strong>la</strong>stica fusa trafili, <strong>la</strong> parte che va in battuta sul<strong>la</strong><br />
superficie interna del capil<strong>la</strong>re è rialzata di qualche decimo di millimetro per una corona circo<strong>la</strong>re di<br />
diametro 12mm.<br />
Figura 69 Anelli adattatori<br />
Le tavole definitive del progetto e le sezioni dello strumento, utilizzato con il capil<strong>la</strong>re da L=20mm,<br />
sono raccolte in appendice, così come i disegni degli anelli adattatori per i capil<strong>la</strong>ri da L=5 mm ed<br />
L=0,25 mm.<br />
2.2 Caratterizzazione reologica e termica del poliammide 66<br />
La caratterizzazione del polimero mediante reometro capil<strong>la</strong>re è stata effettuata per poter<br />
implementare le caratteristiche reologiche del materiale nel database del software. Lo stato<br />
dell’arte nel<strong>la</strong> misura del<strong>la</strong> reologia dei polimeri è ben riassunto nello standard ISO 11443, al quale<br />
si è fatto riferimento nel presente studio. Il reometro utilizzato per le prove è del tipo a doppio<br />
capil<strong>la</strong>re, modello RHEOLOGIC 2500, prodotto dal<strong>la</strong> CEAST (Figura 71).<br />
Sono state eseguite prove per valori rappresentativi di shear rate e di temperature che<br />
interessano il processo di stampaggio ad iniezione. Per aver maggiori informazioni sul<br />
72
Viscosity (Pa-s)<br />
comportamento del polimero in condizioni di fine fase di iniezione, si è cercato di acquisire con<br />
precisione dati per basse temperature e per bassi valori di shear rate; non è stato però possibile<br />
caratterizzare il materiale per temperature inferiori ai 275°C e per shear rate inferiori ai 100 s -1 , in<br />
quanto per questi valori il reometro capil<strong>la</strong>re non dava in output risultati attendibili.<br />
Sono stati acquisiti i valori di viscosità per tre diversi livelli di temperatura: 275, 285 e 300°C;<br />
per ogni temperatura sono state condotte delle prove impostando i seguenti valori di shear rates:<br />
100, 200, 500, 750, 1000, 2000, 4000, 5000, 7500, 10000 s -1 . Il valore di temperatura massimo è<br />
stato scelto pari a 300°C in quanto è il valore del<strong>la</strong> temperatura di iniezione, mentre gli shear rate<br />
analizzati sono tipici valori riscontrati nel processo di stampaggio.<br />
Una volta determinati i valori di viscosità puntuali è stato eseguito il fitting dei dati mediante<br />
modello di Cross WLF per ottenere <strong>la</strong> dipendenza del<strong>la</strong> stessa dal<strong>la</strong> temperatura e dallo shear rate.<br />
Per eseguire l’interpo<strong>la</strong>zione è stato utilizzato SPSS ® , un programma di analisi statistica.<br />
1000<br />
100<br />
10<br />
1<br />
10 100 1000 10000 100000<br />
Shear rate (1/s)<br />
Figura 70 Curve reologiche del PA66.<br />
Osservando le curve reologiche di Figura 70 si nota che il materiale in esame ha un<br />
comportamento newtoniano per bassi valori di shear rate, e che presenta una bassa viscosità<br />
rispetto ad altri polimeri semicristallini.<br />
275<br />
285<br />
300<br />
73
Nel<strong>la</strong> caratterizzazione del materiale sono state riscontrate notevoli difficoltà, soprattutto per<br />
<strong>la</strong> tendenza del Poliammide a degradarsi termicamente ad alta temperatura e elevati shear rate.<br />
Per tale motivo tutte le prove sono state eseguite cercando di ridurre al minimo il tempo di<br />
permanenza del polimero all’interno del cilindro e pulendo accuratamente il sistema di misura dopo<br />
ogni prova. Il colore bianco del materiale è risultato un buon indice dello stato di degradazione<br />
dello stesso, e sono state scartate tutte le prove in cui si sono riscontrate variazioni di colore o<br />
scarsa fluidità in uscita del capil<strong>la</strong>re.<br />
Prima di ogni misura il campione di poliammide è stato deumidificato per 10 ore a 60°C, in<br />
modo tale da evitare che <strong>la</strong> presenza di umidità falsificasse le prove.<br />
Figura 71 Reometro capil<strong>la</strong>re utilizzato per <strong>la</strong> misura del<strong>la</strong> viscosità.<br />
Per completare <strong>la</strong> caratterizzazione del materiale sono poi state determinate <strong>la</strong> temperatura<br />
di fusione, di estrazione e di cristallizzazione ed è stato calco<strong>la</strong>to il calore specifico valutandone <strong>la</strong><br />
dipendenza dalle temperatura mediante calorimetro a scansione differenziale (DSC).<br />
74
Figura 72 Prova DSC: calcolo del<strong>la</strong> temperatura di fusione (263°C).<br />
Figura 73 Re<strong>la</strong>zione tra calore specifico e temperatura.<br />
75
Il calcolo del<strong>la</strong> temperatura di cristallizzazione è stato ottenuto imponendo una velocità di<br />
raffreddamento di 30°C al minuto (massima consentita in prove DSC). Queste velocità sono troppo<br />
basse se confrontate con quelle riscontrate durante <strong>la</strong> fase di raffreddamento nel processo di<br />
iniezione termop<strong>la</strong>stica. Si è pertanto deciso di considerare una temperatura di cristallizzazione<br />
pari a 218°C (Figura 72), con <strong>la</strong> consapevolezza che un aumento del<strong>la</strong> velocità di raffreddamento<br />
dovrebbe comportare temperature di cristallizzazione inferiori.<br />
2.3 Caratterizzazione reologica delle miscele di polietilene<br />
Lo scopo del<strong>la</strong> sperimentazione consiste nell’ottimizzazione di una misce<strong>la</strong> polimerica composta di<br />
cinque fattori diversi, mediante uno studio del<strong>la</strong> loro reologia. Per fare ciò si è pensato di progettare<br />
un piano sperimentale, utilizzando il design of experiment, in modo da eseguire delle prove<br />
reologiche solo su alcuni punti del piano sperimentale; quindi scegliendo una qualche risposta che<br />
fosse da un <strong>la</strong>to significativa per lo studio che si stava eseguendo, dall’altro che fosse numerica<br />
per poter utilizzare il programma di analisi statistica dei dati sperimentali Minitab.<br />
Scegliendo all’interno del D.O.E. l’opzione mixture design, si è potuto costruire il foglio di progetto<br />
con i punti, ossia le varie miscele, da testare. Per far ciò, però, si è operata una scelta di<br />
compromesso tra numero di prove da eseguire, posizione di queste sul<strong>la</strong> superficie di <strong>la</strong>voro, ed<br />
infine cercando di rispettare al meglio i vincoli forniteci dall’azienda: (percentuali tra parentesi).<br />
• B.V. PE HD g.29,2 (20% - 40%)<br />
• C.M.P. PE HD g.11 (15% - 30 %)<br />
• PE HD VERDE FLOREALE g.3 (0 % - 10 %)<br />
• PE HD MACINATO VERDE (25% - 35 %)<br />
• GAM-PLAST PE LD Densificato neutro Gr.1 (15% - 35%)<br />
Proprio per questo si è scelto un mixture design del tipo <strong>la</strong>ttice design, in quanto permette di<br />
imporre i limiti delle miscele poc’anzi definiti col solo vincolo che <strong>la</strong> superficie del simplesso che si<br />
va a determinare sia ancora un triangolo. Ed è questo il motivo per cui non si sono potuti imporre i<br />
vincoli delle miscele da ambo i <strong>la</strong>ti (alto livello e basso livello), bensì si è cercato un simplesso che<br />
contenesse al suo interno i limiti imposti. Si è scelto questo tipo di simplesso perché offre il non<br />
trascurabile vantaggio di poter studiare <strong>la</strong> zona interessata con pochi punti sperimentali e ben<br />
posizionati in base alle esigenze dello sperimentatore. Infatti, da un <strong>la</strong>to si è scartato il simplesso<br />
del tipo centroide perché con cinque fattori da far variare ci sarebbero voluti 31 punti sperimentali<br />
senza replicazioni, dall’altro il modello definito extreme vertice design, pur avendo l’indubbio<br />
vantaggio di poter inserire tutti i limiti alle miscele, determinando così una regione che non è<br />
sicuramente triango<strong>la</strong>re, aveva lo svantaggio di posizionare tutti i punti sperimentali agli estremi<br />
del<strong>la</strong> regione delimitata ed in numero alquanto eccessivo; vista anche <strong>la</strong> necessità di costruire un<br />
simplesso di grado due almeno. Dopo aver eseguito attentamente questa analisi si è progettato il<br />
piano sperimentale di Tabel<strong>la</strong> 6, che rispecchia le prove da eseguire e posizionate come da Figura<br />
76
74 anche se con cinque fattori invece che solo tre; inoltre è stata aggiunta una prova centrale e<br />
cinque all’interno del simplesso.<br />
1<br />
B 1<br />
Simplex Design Plot in Amounts<br />
0<br />
2<br />
-1<br />
A<br />
1<br />
1<br />
-1<br />
0<br />
2<br />
0<br />
Figura 74 Lattice design {3,2} aumentato con il punto centrale e tre punti assiali.<br />
Tabel<strong>la</strong> 6 Piano sperimentale progettato mediante l’utilizzo del software di calcolo<br />
MINITAB ® .<br />
VERDE MACINATO<br />
StdOrder RunOrder PtType B.V. C.M.P.<br />
FLOREALE VERDE<br />
2<br />
0<br />
-1<br />
1<br />
1<br />
C<br />
GAM_PLAST_PELD<br />
4 1 2 0,325 0,15 0 0,375 0,15<br />
32 2 2 0,2 0,275 0 0,375 0,15<br />
8 3 2 0,2 0,275 0 0,375 0,15<br />
6 4 1 0,2 0,4 0 0,25 0,15<br />
2 5 2 0,325 0,275 0 0,25 0,15<br />
34 6 2 0,2 0,15 0,125 0,375 0,15<br />
27 7 2 0,325 0,275 0 0,25 0,15<br />
15 8 1 0,2 0,15 0 0,25 0,4<br />
13 9 1 0,2 0,15 0 0,5 0,15<br />
16 10 0 0,25 0,2 0,05 0,3 0,2<br />
11 11 2 0,2 0,15 0,125 0,375 0,15<br />
21 12 -1 0,225 0,175 0,025 0,275 0,3<br />
28 13 2 0,325 0,15 0,125 0,25 0,15<br />
26 14 1 0,2 0,15 0 0,25 0,4<br />
33 15 2 0,2 0,275 0 0,25 0,275<br />
29 16 2 0,325 0,15 0 0,375 0,15<br />
10 17 1 0,2 0,15 0,25 0,25 0,15<br />
77
18 18 -1 0,225 0,3 0,025 0,275 0,175<br />
14 19 2 0,2 0,15 0 0,375 0,275<br />
30 20 2 0,325 0,15 0 0,25 0,275<br />
37 21 0 0,25 0,2 0,05 0,3 0,2<br />
19 22 -1 0,225 0,175 0,15 0,275 0,175<br />
20 23 -1 0,225 0,175 0,025 0,4 0,175<br />
3 24 2 0,325 0,15 0,125 0,25 0,15<br />
17 25 -1 0,35 0,175 0,025 0,275 0,175<br />
23 26 1 0,2 0,4 0 0,25 0,15<br />
12 27 2 0,2 0,15 0,125 0,25 0,275<br />
7 28 2 0,2 0,275 0,125 0,25 0,15<br />
36 29 2 0,2 0,15 0 0,375 0,275<br />
9 30 2 0,2 0,275 0 0,25 0,275<br />
35 31 2 0,2 0,15 0,125 0,25 0,275<br />
24 32 1 0,2 0,15 0,25 0,25 0,15<br />
25 33 1 0,2 0,15 0 0,5 0,15<br />
1 34 1 0,45 0,15 0 0,25 0,15<br />
22 35 1 0,45 0,15 0 0,25 0,15<br />
5 36 2 0,325 0,15 0 0,25 0,275<br />
31 37 2 0,2 0,275 0,125 0,25 0,15<br />
Si possono osservare diverse colonne che stanno ad indicare rispettivamente:<br />
• StdOrder è <strong>la</strong> numerazione delle prove secondo lo standard order, ossia senza alcuna<br />
randomizzazione<br />
• Run Order evidenzia, attraverso una numerazione progressiva, l’ordine secondo il quale<br />
lo sperimentatore dovrà eseguire le prove. Infatti i test vengono randomizzati al fine di<br />
limitare qualsiasi fattore d’incertezza che potrebbe influenzare <strong>la</strong> prova come ad<br />
esempio: l’ora del giorno in cui è stata fatta, il tasso di umidità nell’aria, <strong>la</strong> temperatura<br />
ambiente o anche <strong>la</strong> pulizia del<strong>la</strong> macchina in maniera più o meno accurata.<br />
• PtType rappresenta il tipo di punto sperimentale che si sta testando, ossia :<br />
1 significa che <strong>la</strong> misce<strong>la</strong> è posizionata sul vertice del simplesso<br />
2 sta ad indicare miscele che sono sui <strong>la</strong>ti esterni, ma disposti a metà tra due vertici<br />
-1 rappresenta le miscele che sono posizionate all’interno del<strong>la</strong> regione del<br />
simplesso<br />
0 simboleggia <strong>la</strong> misce<strong>la</strong> centrale (centroide), o meglio quel<strong>la</strong> posizionata al centro<br />
di tutto lo spazio del simplesso, se questo è a più dimensioni, e non al centro di una<br />
faccia<br />
78
• le altre colonne illustrano i diversi materiali testati ed i numeri rappresentano il peso in<br />
grammi di quel componente per formare un grammo di quel<strong>la</strong> data misce<strong>la</strong>; infatti <strong>la</strong><br />
somma di ogni riga dà sempre come risultato 1.<br />
Dopo aver realizzato il progetto il piano sperimentale si è iniziato a dar corpo al<strong>la</strong> fase più operativa<br />
dello studio.<br />
Per prima cosa si è proceduto al<strong>la</strong> combinazione dei cinque polimeri a disposizione, utilizzando<br />
una comune bi<strong>la</strong>ncia digitale, al fine di ottenere le singole miscele polimeriche nel<strong>la</strong> quantità di tre<br />
chilogrammi per ciascuna misce<strong>la</strong> e rispettando al meglio <strong>la</strong> composizione prevista dal piano<br />
sperimentale. Successivamente le singole miscele preparate sono state sottoposta a<br />
deumidificazione all’interno dei deumidificatori di Errore. L'origine riferimento non è stata<br />
trovata., per almeno un’ora ad una temperatura di 85°C come consigliato per il polietilene.<br />
In seguito al<strong>la</strong> fase di deumidificazione il materiale è stato stampato utilizzando <strong>la</strong> pressa di Errore.<br />
L'origine riferimento non è stata trovata. presente nel <strong>la</strong>boratorio Te.Si. dell’università di<br />
Padova. La scelta di questa procedura è stata dettata da due fattori chiave:<br />
<strong>la</strong> necessità di ottenere del materiale che avesse <strong>la</strong> composizione desiderata e nello<br />
stesso tempo fosse omogeneizzato al meglio. Per questo si è scelto il modo migliore<br />
che riproducesse il processo produttivo reale ed anche omogeneizzasse tra loro i diversi<br />
grani polimerici, ossia il processo di stampaggio. La vite poi avrebbe dato luogo ad una<br />
misce<strong>la</strong> con le medesime caratteristiche in ogni punto.<br />
<strong>la</strong> necessità, di ordine più pratico, di ottenere una forma geometrica che fosse semplice<br />
da sezionare e da inserire nel<strong>la</strong> matrice del reometro per le successive prove reologiche,<br />
com’è appunto il sistema di alimentazione del componente stampato.<br />
Quindi sono state stampate tutte le miscele una dopo l’altra, avendo sempre cura di rispettare il<br />
tempo di deumidificazione. Sembra doveroso sottolineare che durante <strong>la</strong> fase di stampaggio non<br />
sono stati considerati buoni i primi sei/sette pezzi realizzati, in quanto si doveva attendere che <strong>la</strong><br />
vite del<strong>la</strong> pressa si pulisse dai residui polimerici del<strong>la</strong> misce<strong>la</strong> precedentemente processata. Solo in<br />
questo modo, nonostante l’indubbio spreco di materiale, si è potuto essere certi che ciascun canale<br />
di alimentazione e manufatto connesso fossero privi di qualsivoglia genere di contaminazione<br />
generata dalle altre miscele.<br />
Tutti i sistemi di alimentazione sono stati successivamente tagliati in parti più piccole, anche se<br />
abbastanza grosso<strong>la</strong>ne per non indurre delle ulteriori degradazioni meccaniche alle catene<br />
polimeriche che ne potessero alterare i valori di viscosità, e catalogati.<br />
Prima di svolgere le prove reologiche si è pensato di eseguire alcune simu<strong>la</strong>zioni di riempimento<br />
utilizzando il software di calcolo numero Moldflow P<strong>la</strong>stic Insight ® . Lo scopo era quello di orientare<br />
lo sperimentatore al<strong>la</strong> scelta degli shear rate più opportuni ai quali effettuare i test. A tal scopo<br />
l’azienda ci ha fornito il modello cad del bidone in questione che è stato poi mesciato dal software.<br />
Per <strong>la</strong> simu<strong>la</strong>zione si è caricato dal data base del programma un generico polietilene con<br />
caratteristiche meccaniche, fisiche e termiche intermedie. Dall’analisi del<strong>la</strong> simu<strong>la</strong>zione, tenendo<br />
conto di ciò che dice <strong>la</strong> norma ASTM D 3835-2, e soprattutto delle reali possibilità di acquisizione di<br />
79
un certo numero di dati in manuale da parte di un operatore, si sono scelti i seguenti valori di shear<br />
rate: 5000 s -1 , 1500 s -1 , 500 s -1 , 300 s -1 .<br />
In un secondo momento si è cominciata l’acquisizione dei dati, mediante delle prove reologiche<br />
utilizzando il reometro a doppio capil<strong>la</strong>re presente nel <strong>la</strong>boratorio Te.Si. ed avendo cura di<br />
rispettare il Run Order imposto dal piano progettato. Di seguito s’intende descrive <strong>la</strong> procedura<br />
seguita per svolgere una generica prova reologica.<br />
Per svolgere in maniera completa e con successo un reological test si devono conoscere alcuni<br />
dati di input, ossia:<br />
• <strong>la</strong> temperatura, che verrà poi mantenuta costante, al<strong>la</strong> quale effettuare <strong>la</strong> prova<br />
• i livelli di shear rate, ossia i punti ai quali acquisire i risultati<br />
• i parametri strutturali dello strumento: diametro matrice e diametro pistone, lunghezza e<br />
diametro del capil<strong>la</strong>re montato<br />
• i parametri di test: tempo di preheating, forza d’impaccamento…ecc.<br />
• scelta del tipo di acquisizione: manuale o automatica.<br />
Nel nostro caso <strong>la</strong> temperatura era vinco<strong>la</strong>ta dal processo reale ed in base a quanto detto<br />
precedentemente le principali impostazioni si trovano riassunte in Tabel<strong>la</strong> 7, dove si può anche<br />
notare che si è optato per un’acquisizione di tipo manuale. Infatti, come sarà chiarito di seguito,<br />
questa scelta non è stata dettata dal caso o dal<strong>la</strong> maggior semplicità di esecuzione delle prove,<br />
bensì dal fatto di ricercare una maggior precisione dei dati raccolti. Anche il tipo di trasduttore è<br />
una decisione importante in quanto, seguendo i consigli del<strong>la</strong> CEAST, si doveva cercare di<br />
<strong>la</strong>vorare con il più piccolo sensore capace di misurare le pressioni che si potevano<br />
presumibilmente incontrare al fine di ridurre l’incertezza dello strumento.<br />
Tabel<strong>la</strong> 7 Impostazioni dello strumento per test reologici.<br />
T(°C) 240<br />
shear rate (s) 5000 1500 500 300<br />
matrice 12<br />
tempo di preheating<br />
(s)<br />
120<br />
forza d'impaccamento<br />
(N)<br />
300<br />
acquisizione manuale<br />
L (mm) 5<br />
R (mm) 0.5<br />
trasduttore di<br />
pressione (MPa)<br />
50<br />
Innanzi tutto si deve attendere che <strong>la</strong> macchina si porti al<strong>la</strong> giusta temperatura impostata<br />
dall’utente, quindi si avvita il capil<strong>la</strong>re ed il trasduttore di pressione scelti. A questo punto si<br />
80
inserisce un campione di polimero che , nel nostro caso era costituito da vari pezzettini di forma<br />
pressoché cilindrica. Durante quest’operazione si è cercato di operare una prima compattazione<br />
del materiale a mano mediante l’utilizzo di una semplice barretta d’acciaio, anche per evitare che si<br />
possano formare delle bolle d’aria all’interno del materiale fuso, cosa che pregiudicherebbe <strong>la</strong><br />
riuscita del test. Quindi si è avuto cura di attendere quattro, cinque minuti per dar tempo al<br />
materiale di amalgamarsi e stabilizzarsi in temperatura. Bisogna anche ricordare che nel momento<br />
in cui inizia fisicamente <strong>la</strong> prova, avendo impostato un ulteriore tempo di preheating di 120 s a 300<br />
N, si deve attendere che il pistone si porti in posizione; questa prima fase ha il duplice scopo di<br />
impaccare il polimero fuso e <strong>la</strong>sciargli il tempo di stabilizzarsi. Da ciò si può dedurre che il polimero<br />
fuso è rimasto dentro al<strong>la</strong> matrice, prima dell’esecuzione del<strong>la</strong> prova, per almeno sei, sette minuti,<br />
in accordo con <strong>la</strong> normativa che recita: “…il caricamento di un campione deve essere compiuto in<br />
non meno di due minuti…”.<br />
Terminata <strong>la</strong> prima fase si eseguono fisicamente le prove reologiche. Il pistone scende ad una<br />
velocità prefissata, calco<strong>la</strong>ta in base allo shear rate al quale si desidera acquisire il valore di output,<br />
mentre il trasduttore di pressione inizia a registrare un progressivo aumento di pressione. Nel<br />
momento in cui attraverso l’interfaccia grafica l’operatore si rende conto che <strong>la</strong> pressione si è<br />
stabilizzata (Andamento del<strong>la</strong> pressione nel tempo durante una generica prova reologica.), allora si<br />
può acquisire il risultato per poi passare al successivo valore di shear rate.<br />
Figura 75 Andamento del<strong>la</strong> pressione nel tempo durante una generica prova reologica.<br />
81
Figura 76 Pannello measured di un comune prova reologica.<br />
La Figura 76 illustra l’uscita dell’interfaccia grafica dello strumento; questa risulta divisa in diverse<br />
sezioni, ma le più interessanti sono:<br />
• l’area contenete i grafici di viscosità su shear rate (curva verde) e shear stress su shear<br />
rate (curva rossa)<br />
• <strong>la</strong> tabel<strong>la</strong> nel<strong>la</strong> parte bassa che riassume tutti i dati in forma numerica: velocità di discesa<br />
del pistone, pressione misurata al momento dell’acquisizione, shear rate apparente, shear<br />
stress apparente, viscosità apparente; non sono calco<strong>la</strong>ti, in quest’esempio, come in tutte<br />
le prove effettuate, i valori reali in quanto non è stata eseguita <strong>la</strong> correzione di Bagley.<br />
82
Figura 77 Pannello “fitting”.<br />
L’operatore può visualizzare anche il pannello di fitting che, come è possibile vedere dal<strong>la</strong> Figura<br />
77, contiene gli stessi punti, misurati e plottati mediante i tre modelli di viscosità che sono<br />
maggiormente utilizzati al giorno d’oggi in campo scentifico: Power Law (curva rossa), Cross Law<br />
(curva verde), Polinomiale (curva blu). Il modello di Cross è quello che si è utilizzato per questo<br />
studio.<br />
2.4 Caratterizzazione reologica del polistirene<br />
Si è provveduto ad una analisi approfondita del materiale utilizzato, con partico<strong>la</strong>re attenzione ai<br />
parametri che influenzano il processo e <strong>la</strong> sua simu<strong>la</strong>zione.<br />
Si è dapprima condotta una caratterizzazione reologica ad alti shear rates mediante reometro<br />
capil<strong>la</strong>re CEAST Rheologic 2500.<br />
La dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> temperatura è stata invece determinata mediante un reometro<br />
rotazionale TA-Instruments ARES.<br />
83
Figura 78: Reometro rotazionale ARES.<br />
A seguito delle prove, si sono ottenuti dati puntuali che sono stati fittati con il modello di Cross-<br />
WLF:<br />
dove:<br />
84
I dati ottenuti sono stati:<br />
n 0,2448<br />
Tau* 45727.6 Pa<br />
D1 1.50522e+010 Pa s<br />
D2 373.15 K<br />
D3 0 K/Pa<br />
A1 23.25<br />
A2˜ 51.6 K<br />
Le curve che si sono quindi ottenute fittando i dati sono:<br />
Come si può notare il materiale in questione risente del<strong>la</strong> temperatura. Inoltre presenta un<br />
comportamento poco Newtoniano e si presta ad essere processato preferibilmete ad alti shear<br />
rate.<br />
2.5 Caratterizzazione reologica del polipropilene ricic<strong>la</strong>to per<br />
contenitori portabatteria<br />
I lotti di materiale presi in considerazione sono stati 3, identificati rispettivamente come 727, 767 e<br />
764. La reologia di ciascun lotto è stata caratterizzata mediante un reometro capil<strong>la</strong>re Ceast<br />
85
RHEOLOGIC 2500 e di un reometro rotazionale Ta Instruments ARES. Il reometro capil<strong>la</strong>re si<br />
presta al<strong>la</strong> realizzazione di prove per shear rate con valori superiori a 200 1/s, mentre il rotazionale<br />
è adatto al<strong>la</strong> misura del<strong>la</strong> viscosità per condizioni di velocità di deformazioni molto basse,<br />
sull’ordine di 10 1/s, quando <strong>la</strong> prova viene effettuata in modalità statica. Applicando <strong>la</strong> legge di<br />
Cox-Merz, che può essere ritenuta valida nelle condizioni in cui si opera, è possibile inoltre<br />
realizzare delle prove in regime dinamico, associando lo shear rate al<strong>la</strong> frequenza di oscil<strong>la</strong>zione:<br />
in questo modo è possibile ottenere misure di viscosità sino a circa 200 1/s. È quindi possibile<br />
coprire con questi due strumenti un campo di misura molto esteso, andando a ricavare <strong>la</strong> curva di<br />
flusso in tutto il range di interesse.<br />
Le figure seguenti illustrano l’andamento del<strong>la</strong> viscosità in funzione dello shear rate e del<strong>la</strong><br />
temperatura nei diversi casi: si può notare come le caratteristiche reologiche siano molto variabili al<br />
variare del lotto.<br />
viscosità (Pa*s)<br />
10000<br />
1000<br />
100<br />
10<br />
LOTTO 727<br />
1<br />
0.1 1 10<br />
shear rate (1/s)<br />
100 1000<br />
Figura 79 Curva di flusso a tre temperature PP lotto 727.<br />
200 220<br />
240<br />
86
viscosità (Pa*s)<br />
viscosità (Pa*s)<br />
100000<br />
10000<br />
1000<br />
100<br />
10000<br />
1000<br />
100<br />
10<br />
10<br />
LOTTO 767<br />
200 220<br />
1<br />
0.1 1 10 100<br />
shear rate (1/s)<br />
1000 10000 100000<br />
Figura 80 Curva di flusso a tre temperature PP lotto 767.<br />
LOTTO 764<br />
1<br />
0.1 1 10 100<br />
shear rate (a/s)<br />
1000 10000 100000<br />
Figura 81 Curva di flusso a tre temperature PP lotto 764.<br />
240<br />
200 220<br />
240<br />
87
Le prove sono state effettuate, per ciascun materiale, a tre diverse temperature: 220°C, 240°C e<br />
260°C; i dati sperimentali ottenuti sono stati utilizzati per determinare i parametri del modello di<br />
Cross-WLF normalmente utilizzato nei codici di simu<strong>la</strong>zione numerica per descrivere le proprietà<br />
reologiche dei materiali.<br />
η0<br />
η = 1−n<br />
⎛η ⋅ & 0 γ ⎞<br />
1+<br />
⎜ ⎟ *<br />
⎝ τ ⎠<br />
*<br />
Il modello di Cross descrive <strong>la</strong> re<strong>la</strong>zione tra <strong>la</strong> viscosità e lo shear rate: il parametro τ rappresenta<br />
lo shear stress limite al quale <strong>la</strong> curva di viscosità abbandona il comportamento newtoniano, ed è<br />
un parametro dipendente dal grado di polimerizzazione del materiale; n è invece indice del<strong>la</strong> nonnewtonianità<br />
del materiale stesso. Il parametro η 0 rappresenta <strong>la</strong> viscosità a zero - shear rate, ed<br />
è dipendente dal<strong>la</strong> temperatura secondo il modello di WLF:<br />
η<br />
* ( )<br />
( )<br />
⎡ −C ⋅ T −T<br />
⎤<br />
⎢ ⎥<br />
⎢<br />
⎣<br />
⎥<br />
⎦<br />
1<br />
0 = D1<br />
⋅exp<br />
*<br />
C2+ T −T<br />
Fissato il valore di T* = 263 K, <strong>la</strong> Tabel<strong>la</strong> 8 riporta i valori dei parametri di Cross-WLF determinati<br />
grazie al metodo dei minimi quadrati a partire dai dati sperimentali ottenuti.<br />
Tabel<strong>la</strong> 8 Parametri del modello di Cross-WLF.<br />
727 767 764<br />
n 0.260713601 0.19934 0.24753<br />
t* (Pa) 27886.18625 42214.8 34569.3<br />
D1 (Pa*S) 1.00E+07 8.81E+08 1.00E+07<br />
C1 16.96601599 18.3953 25.463<br />
C2 (K) 197.0794719 128.821 472.275<br />
T* (K) 263.15 263.15 263.15<br />
2.6 Caratterizzazione del composito in legno-polimero<br />
Si è provveduto ad una analisi approfondita del materiale riguardo al processo, con partico<strong>la</strong>re<br />
attenzione ai parametri che influenzano il processo e <strong>la</strong> sua simu<strong>la</strong>zione.<br />
Si è dapprima provveduto ad effettuare una caratterizzazione reologica completa del materiale in<br />
questione, un polipropilene caricato al 60% in peso con del<strong>la</strong> farina di legno preso a riferimento.<br />
La dipendenza del<strong>la</strong> viscosità dal gradiente di velocità è stata caratterizzata mediante reometro<br />
capil<strong>la</strong>re, condotta ad una temperatura e con due capil<strong>la</strong>ri di lunghezza diversa per correggere le<br />
88
perdite di carico all’ingresso ed all’uscita del capil<strong>la</strong>re (correzione di Bagley), secondo <strong>la</strong> norma<br />
ISO 11443. Lo strumento utilizzato è un reometro capil<strong>la</strong>re CEAST Rheologic 2500.<br />
La caratterizzazione del<strong>la</strong> dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> temperatura è stata invece ottenuta<br />
mediante un reometro rotazionale TA-Instruments ARES.<br />
A seguito delle prove, si sono ottenuti dei dati che sono stati fittati con il modello di Cross-WLF:<br />
Dove:<br />
I dati ottenuti sono stati:<br />
n 0,1832<br />
Tau* 71102.7 Pa<br />
D1 9.51475e+016 Pa s<br />
D2 323.15 K<br />
D3 0 K/Pa<br />
A1 40.006<br />
A2˜ 51.6 K<br />
89
Le curve che si sono quindi ottenute fittando i dati sono:<br />
Come si può notare il materiale in questione risente pesantemente del<strong>la</strong> temperatura. Inoltre<br />
presenta un comportamento poco Newtoniano e si presta ad essere processato preferibilmete ad<br />
alti shear rate.<br />
Si è inoltre provveduto ad effettuare una analisi termica completa del materiale, secondo le norme<br />
ASTM E1269, Standard Test Method for Determining Specific Heat Capacity by Differential<br />
Scanning Calorimetry.<br />
È stato usato un calorimetro a scansione differenziale TA-Instruments Q200.<br />
90
Essa ha fornito i seguenti dati:<br />
Figura 82 DSC TA Q200.<br />
Come si può notare il legno presenta un basso calore specifico e non influenza in maniera<br />
eccessiva <strong>la</strong> fusione del<strong>la</strong> matrice semicristallina del polipropilene. La fusione avviene a circa<br />
120°C, a testimonianza del<strong>la</strong> facilità col<strong>la</strong> quale avviene il processo di questo materiale.<br />
91
Si è inoltre effettuata una analisi del<strong>la</strong> conducibilità termica del materiale, che è risultata influenzata<br />
dal<strong>la</strong> presenza del legno. Per il test ci si è attenuti alle norme ASTM D 5930. I risultati sono:<br />
Infine, sfruttando <strong>la</strong> tecnica del<strong>la</strong> di<strong>la</strong>tometria indiretta si sono caratterizzate le curve PVT secondo<br />
il modello di Tait:<br />
Dove, per temperature maggiori al<strong>la</strong> temperatura di transizione si ha che:<br />
I risultati ottenuti sono:<br />
b5 391.15 K<br />
b6 2.25e-007 K/Pa<br />
b1m 0.001011 m^3/kg<br />
b2m 1.057e-006 m^3/kg K<br />
b3m 9.874e+007 Pa<br />
b4m 0.007503 1/K<br />
V0 = b1m + b2m (T - b5)<br />
B(T) = b3m exp[-b4m (T-b5)]<br />
Vt(T,P) = 0<br />
92
1s 0.0009798 m^3/kg<br />
b2s 5.596e-007 m^3/kg K<br />
b3s 1.29e+008 Pa<br />
b4s 0.004799 1/K<br />
b7 3.12e-005 m^3/kg<br />
b8 0.2 1/K<br />
b9 4.726e-008 1/Pa<br />
densità del fuso 0.91542 g/cm^3<br />
densità del solido 1.0779 g/cm^3<br />
Implementando i dati nel modello si ricavano le seguenti curve:<br />
Tali risultati testimoniano da un <strong>la</strong>to <strong>la</strong> cristallinità del<strong>la</strong> matrice e dall’altro l’influenza del<strong>la</strong><br />
pressione sul composito.<br />
Con questi risultati legati al<strong>la</strong> sperimentazione diretta sul materiale si è in grado di prevedere con<br />
buona precisione il comportamento del materiale durante il processo di trasformazione, potendo<br />
simu<strong>la</strong>re anche l’influenza dei vari parametri.<br />
93
2.7 Caratterizzazione reologica del polipropilene ricic<strong>la</strong>to per<br />
cassette ortofrutticole<br />
In questa sede è stato utilizzato il Reometro capil<strong>la</strong>re Ceast Rheologic 2500 conforme al<strong>la</strong> ISO<br />
11443 per quanto riguarda le prove reologiche e che rispetta i requisiti del<strong>la</strong> Direttiva Europea<br />
98/37/EC per quanto riguarda <strong>la</strong> sicurezza dell'operatore.<br />
Le prove sono state eseguite a tre temperature prestabilite in modo tale da coprire con sufficiente<br />
accuratezza il campo di utilizzo: si sono scelti i valori di 260°C, 240°C e 220°C.<br />
Le caratteristiche principali di questo tipo di apparato sperimentale sono:<br />
• diametro del cilindro Db = 12 mm;<br />
• Massima forza = 25 kN;<br />
• velocità discesa pistone: min. = 0,01 mm/min, max. = 1000 mm/min;<br />
• lunghezza utile di <strong>la</strong>voro del cilindro = 290 mm;<br />
• range di temperatura: 50-400 °C (risoluzione = 0,1 °C, accuratezza = ±0,2°C);<br />
• 3 trasduttori di pressione con fondo sca<strong>la</strong> 50 MPa, 100 MPa, 200 MPa;<br />
• accuratezza 0,25% del valore di fondo sca<strong>la</strong>;<br />
• Caratteristiche dei capil<strong>la</strong>ri utilizzati:<br />
capil<strong>la</strong>re 1: D = (0,5 ± 0,007) mm L = (0,25 ± 0,025) mm<br />
capil<strong>la</strong>re 2: D = (0,5 ± 0,007) mm L = (5 ± 0,025) mm<br />
Per effettuare le prove è necessario configurare il software per l’esperimento che deve essere<br />
effettuato. Viene fissato inizialmente il set di valori di shear-rate apparenti, <strong>la</strong> temperatura, il tipo di<br />
trasduttore di pressione, le dimensioni del capil<strong>la</strong>re. A questo punto viene calibrato il trasduttore e<br />
quindi il caricamento del materiale nel canale.<br />
Eseguita anche questa operazione, è necessaria l’attesa di un certo <strong>la</strong>sso di tempo al fine di<br />
permettere <strong>la</strong> completa fusione del materiale, dopodiché è possibile effettuare <strong>la</strong> prova. Dopo una<br />
fase iniziale di transitorio, connessa al tempo di ri<strong>la</strong>ssamento specifico del materiale, si raggiunge,<br />
per ogni valore fissato di shear-rate, un valore di regime del<strong>la</strong> pressione che viene registrato dal<br />
software; può capitare che non venga raggiunto un valore di regime con un andamento oscil<strong>la</strong>torio<br />
intorno ad un punto. In tal caso si può intervenire manualmente selezionando un valore medio che<br />
sembra essere più corretto.<br />
2.7.1 Condizioni di prova<br />
Per poter in seguito apportare le opportune correzioni dei dati secondo Weissemberg-Rabinowitsch<br />
e Bagley le prove sono state eseguite tutte con due ugelli differenti con rapporti tra lunghezza del<br />
capil<strong>la</strong>re e diametro del capil<strong>la</strong>re pari a 10 e a 0.5. Infine si sono condotte 3 replicazioni per ogni<br />
prova al fine di ottenere una adeguata accuratezza nel<strong>la</strong> determinazione del valore medio e del<strong>la</strong><br />
deviazione standard (i calcoli sono stati fatti sul<strong>la</strong> base delle 3 replicazioni maggiormente<br />
concordanti).<br />
94
Qui di seguito si può osservare <strong>la</strong> linea di condotta delle acquisizioni:<br />
• Materiale testato: misce<strong>la</strong> con predominanza di PP di polimeri ricic<strong>la</strong>ti<br />
• Condizioni del materiale: materiale granu<strong>la</strong>to ottenuto da un componente stampato<br />
• Condizioni e preparazione dei campioni da testare: stampaggio mediante pressa ad<br />
iniezione di un componente e sua successiva sua granu<strong>la</strong>zione<br />
• Metodo di prova: A2 (secondo normativa ISO 11443:2005(E)), (nel metodo di prova A2<br />
viene impiegato un capil<strong>la</strong>re di sezione circo<strong>la</strong>re e si misura <strong>la</strong> pressione in funzione<br />
del<strong>la</strong> portata costante imposta)<br />
• Pressione di sbocco = Patm<br />
• Tempo di preriscaldamento del campione = 30 s<br />
• Tempo di sosta = 10 min<br />
• Tempo di estrusione medio = 8 min<br />
• Temperature di prova: T1 = 220°C<br />
T2 = 240°C<br />
T3 = 260°C<br />
• Shear rate apparenti di prova [1/s]: γ1= 10000, γ2= 7500, γ3= 5000, γ4= 4000, γ5=<br />
2000, γ6= 1000, γ7= 750, γ8= 500, γ9= 200, γ10= 100.<br />
• Replicazioni: per ciascuna temperatura e ciascun Shear Rate si ripete <strong>la</strong> prova 3 volte<br />
2.7.2 Risoluzione delle problematiche<br />
Poiché il materiale ricic<strong>la</strong>to fornito dall’azienda è composto da una grande varietà di materiali misti,<br />
granu<strong>la</strong>ti in maniera grosso<strong>la</strong>na, concepiti per feeder industriali e presse di medie dimensioni, si è<br />
manifestato impossibile lo svolgimento di prove reologiche con il polipropilene di base.<br />
Il diametro del cilindro del reometro di 12 mm non ha permesso fin dall’ inizio l’introduzione del<br />
materiale grezzo, si è dovuto quindi macinare ulteriormente il materiale in modo da permettere<br />
l’introduzione dello stesso all’interno del cilindro come rappresentato in Figura 83.<br />
Figura 83 Materiale fornito dall’azienda, in seguito macinato finemente.<br />
95
Questa soluzione, sebbene molto valida, non ha permesso l’effettuazione di prove reologiche<br />
accettabili, a causa del<strong>la</strong> forte disomogeneità del materiale e del<strong>la</strong> presenza di impurità (costituite<br />
da materiale non polimerico).<br />
Ad ogni modo, come verrà chiarito in seguito, <strong>la</strong> macinazione in materiale fine si rivelerà<br />
fondamentale.<br />
Per ovviare al problema delle impurità, è stata decisa l’effettuazione dello stampaggio di alcuni<br />
provini (per rendere il materiale pressoché omogeneo) mediante l’utilizzo del<strong>la</strong> pressa in dotazione<br />
al Dimeg e <strong>la</strong> successiva rimacinazione mediante l’utilizzo di un granu<strong>la</strong>tore.<br />
La pressa in questione è una pressa Engel E-MOTION 440/100 avente le seguenti<br />
caratteristiche tecniche:<br />
• Forza massima di chiusura stampo 100 Tons<br />
• Portata di p<strong>la</strong>stificazione 23,2 g/sec<br />
• Rapporto lunghezza/diametro vite 20<br />
• Massimo volume iniettabile 219,9 cm 3<br />
• Massima portata di iniezione 157,1 cm 3 /sec<br />
• Massima pressione di iniezione 1950 bar<br />
• Massima velocità di rotazione del<strong>la</strong> vite 290 min -1<br />
• Diametro vite 40mm<br />
• Corsa di dosaggio 175mm<br />
Figura 84 Engel E-motion 440/100.<br />
96
Il materiale ricic<strong>la</strong>to è stato stampato alle temperature di 240°C e 250°C, tipica del processo di<br />
stampaggio ad iniezione per il polipropilene.<br />
Come si può osservare in Figura 85 il materiale stampato è stato numerato allo scopo di<br />
riconoscere il materiale di base (grosso<strong>la</strong>no o fine), <strong>la</strong> progressione di stampaggio e <strong>la</strong> temperatura<br />
del fuso di partenza.<br />
Figura 85 Sequenza di stampaggio dei provini.<br />
Il materiale è stato caricato nel<strong>la</strong> tramoggia senza l’ausilio degli appositi Feeder di caricamento in<br />
quanto <strong>la</strong> forma non omogenea dei pellets di polipropilene hanno dato problemi di intasamento dei<br />
condotti; si è dunque dovuto procedere al caricamento tramite un imbuto direttamente in vite.<br />
La scelta di queste due temperature di stampaggio è dovuta inoltre al<strong>la</strong> necessità di studio del<br />
comportamento a trazione del materiale in esame, allo scopo di valutare l’effetto<br />
dell’omogeneizzazione sulle caratteristiche meccaniche (affrontate al<strong>la</strong> fine di questo capitolo).<br />
Il materiale rimacinato fine ha inoltre permesso di verificare se un ulteriore raffinatura dei granuli a<br />
monte del processo potesse portare a miglioramenti del<strong>la</strong> qualità del prodotto finito (in termini di<br />
caratteristiche strutturali).<br />
Le condizioni di processo impostate sono dunque:<br />
97
• Tiniezione_1 = 240 °C<br />
• Tiniezione_2 = 250 °C<br />
• 25 STAMPATE A 240 °C<br />
• 25 STAMPATE A 250 °C<br />
Figura 86 Provini in uscita dallo stampo.<br />
Lo stampo utilizzato è stato inserito nel<strong>la</strong> macchina (Figura 86) allo scopo di poter in seguito<br />
<strong>la</strong>vorare il materiale stampato in modo adeguato per poter ottenere dei pellets idonei alle prove<br />
reologiche (Figura 87) e dei provini normati per le prove a trazione (utilizzati per l’analisi strutturale<br />
non trattata in questa sede).<br />
Figura 87 Materiale macinato, utilizzato per le prove reologiche.<br />
Le problematiche in questo modo sono state risolte e si sono potuti svolgere i test per <strong>la</strong><br />
caratterizzazione del materiale.<br />
98
2.7.3 Conduzione delle prove reologiche<br />
Come accennato in precedenza, le prove sono state eseguite tutte con due ugelli differenti con<br />
rapporti tra lunghezza del capil<strong>la</strong>re e diametro del capil<strong>la</strong>re pari a 10 e a 0,5;si sono condotte 3<br />
replicazioni per ogni prova al fine di ottenere una adeguata accuratezza nel<strong>la</strong> determinazione del<br />
valore medio e del<strong>la</strong> deviazione standard.<br />
Tabel<strong>la</strong> 9 Dati ricavati durante le prove al Reometro (260°C) e prima e<strong>la</strong>borazione.<br />
In Tabel<strong>la</strong> 10 (di seguito) si può notare l’eliminazione del<strong>la</strong> prova 2 per tutti e due gli ugelli<br />
in quanto i risultati si sono dimostrati discordanti rispetto al<strong>la</strong> media dei risultati ottenuti, forse a<br />
causa di impurità presenti nel materiale; ciò non ha impedito in ogni caso l’e<strong>la</strong>borazione dei dati di<br />
viscosità.<br />
99
Tabel<strong>la</strong> 10 Dati ricavati durante le prove al Reometro (240°C) e prima e<strong>la</strong>borazione.<br />
Tabel<strong>la</strong> 11 Dati ricavati durante le prove al Reometro (220°C) e prima e<strong>la</strong>borazione.<br />
Sono state effettuate in seguito, mediante l’ausilio del Software Microsoft Excel le correzioni di<br />
Bagley per ogni temperatura (diagrammi seguenti).<br />
100
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
Correzione di Bagley 220°C<br />
0<br />
0 1 2 3 4 5 6 7 8 9 10 11<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
Figura 88 Correzione di Bagley temperatura 220°C.<br />
Correzione di Bagley 240°C<br />
0<br />
0 1 2 3 4 5 6 7 8 9 10 11<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
Figura 89 correzione di Bagley temperatura 240°C.<br />
Correzione di Bagley 260°C<br />
0<br />
0 1 2 3 4 5 6 7 8 9 10 11<br />
Figura 90 correzione di Bagley temperatura 260°C.<br />
101
Di seguito sono riportati rispettivamente i diagrammi che rappresentano le correzioni di<br />
Rabinowitsch per ogni temperatura: i tre polinomi rappresentano l’andamento dei valori<br />
sperimentali medi di Shear Stress e Shear Rate, confrontati con i valori sperimentali medi per<br />
capil<strong>la</strong>re.<br />
log(Shear Stress)[Pa]<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Correzione di Rabinovitsch<br />
valori sperimentali medi:SSapp VS SRapp 0,25 valori sperimentali medi:SSapp VS SRapp 0,5<br />
valori\sperimentali medi: SSreali VS SRapp Poli. (valori\sperimentali medi: SSreali VS SRapp)<br />
Poli. (valori sperimentali medi:SSapp VS SRapp 0,5) Poli. (valori sperimentali medi:SSapp VS SRapp 0,25)<br />
0<br />
1.5 2 2.5 3 3.5 4 4.5<br />
log(Shear Rate apparente)[1/s]<br />
Figura 91 Correzione di Rabinowitsch a temperatura 220°C.<br />
log(Shear Stress)[Pa]<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Correzione di Rabinovitsch<br />
valori sperimentali medi:SSapp VS SRapp 0,25 valori sperimentali medi:SSapp VS SRapp 0,5<br />
valori\sperimentali medi: SSreali VS SRapp Poli. (valori\sperimentali medi: SSreali VS SRapp)<br />
Poli. (valori sperimentali medi:SSapp VS SRapp 0,5) Poli. (valori sperimentali medi:SSapp VS SRapp 0,25)<br />
0<br />
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5<br />
log(Shear Rate apparente)[1/s]<br />
Figura 92 Correzione di Rabinowitsch a temperatura 240°C<br />
102
log(Shear Stress)[Pa]<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
Correzione di Rabinovitsch<br />
valori sperimentali medi:SSapp VS SRapp 0,25 valori sperimentali medi:SSapp VS SRapp 0,5<br />
valori\sperimentali medi: SSreali VS SRapp Poli. (valori\sperimentali medi: SSreali VS SRapp)<br />
Poli. (valori sperimentali medi:SSapp VS SRapp 0,5) Poli. (valori sperimentali medi:SSapp VS SRapp 0,25)<br />
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5<br />
log(Shear Rate apparente)[1/s]<br />
Figura 93 Correzione di Rabinowitsch a temperatura 260°C.<br />
Il procedimento effettuato ha permesso dunque il calcolo del<strong>la</strong> viscosità reale con lo shear rate per<br />
le tre temperature, come riportato nel<strong>la</strong> Figura 94 e l’andamento del<strong>la</strong> stessa ad ogni temperatura,<br />
al variare dello shear rate (Figura 95).<br />
Viscosità reale [Pa*s]<br />
1000<br />
100<br />
10<br />
Viscosità Reale<br />
PP ricic<strong>la</strong>to 260° PP ricic<strong>la</strong>to 240° PP ricic<strong>la</strong>to 220°<br />
1<br />
100 1000 10000 100000<br />
Shear rate reale [1/s]<br />
Figura 94 Viscosità reale vs shear rate reale per il polipropilene ricic<strong>la</strong>to.<br />
103
log (Viscosità) [Pa s]<br />
Figura 95 Andamento del<strong>la</strong> viscosità in funzione del<strong>la</strong> temperatura, al variare dello shear<br />
rate.<br />
2.7.4 Modello di viscosità di Cross-WLF<br />
Il modello di viscosità di Cross-WLF model<strong>la</strong> <strong>la</strong> dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> temperatura e dai<br />
gradienti del<strong>la</strong> velocità di taglio:<br />
Con:<br />
450<br />
400<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
Andamento del<strong>la</strong> viscosità in funzione del<strong>la</strong> temperatura<br />
Shear Rate 10000 Shear Rate 7500 Shear Rate 5000 Shear Rate 4000 Shear Rate 2000<br />
Shear Rate 1000 Shear Rate 750 Shear Rate 500 Shear Rate 200 Shear Rate 100<br />
γ app<br />
•<br />
0<br />
215 220 225 230 235 240<br />
Temperatura [°C]<br />
245 250 255 260 265<br />
η = D1⋅ e<br />
0<br />
( )<br />
( )<br />
⎡−A1⋅ T−T* ⎤<br />
⎢ ⎥<br />
⎢⎣ A2+ T−T* ⎥⎦<br />
η =<br />
η<br />
0<br />
•<br />
( 1−n)<br />
⎛ ⎞<br />
⎜η0⋅γ ⎟<br />
1+<br />
⎜Tau* ⎟<br />
⎝ ⎠<br />
T* = D2+ D3⋅PPè<strong>la</strong>pressione [ Pa]<br />
∼<br />
A2= A2 + D3⋅PPè<strong>la</strong>pressione [ Pa]<br />
Questo modello è impiegato nel codice di simu<strong>la</strong>zione numerica Moldflow per “riprodurre” le<br />
proprietà reologiche del materiale polipropilene ricic<strong>la</strong>to.<br />
D1 è <strong>la</strong> viscosità di riferimento a Shear Rate=0, equivalente al<strong>la</strong> viscosità Newtoniana. T * è una<br />
temperatura di riferimento e tipicamente è presa come <strong>la</strong> temperatura di transizione vetrosa del<br />
materiale; D2 corrisponde al<strong>la</strong> temperatura di transizione vetrosa a bassa pressione considerando<br />
che D3 caratterizza <strong>la</strong> dipendenza lineare dal<strong>la</strong> pressione di T * .<br />
104
n è <strong>la</strong> pendenza del<strong>la</strong> porzione di legge di potenza del<strong>la</strong> curva Shear Rate-viscosità; Tau * è lo<br />
shear stress dove <strong>la</strong> curva di viscosità varia da comportamento Newtoniano a comportamento<br />
sensibile al taglio.<br />
A1 e A2 descrivono <strong>la</strong> sensibilità del<strong>la</strong> viscosità al<strong>la</strong> temperatura e lo spostamento del<strong>la</strong> sensibilità<br />
con le variazioni di temperatura.<br />
Dai dati di Viscosità Reale-Shear Rate reale è stata effettuata una regressione non lineare<br />
ai minimi quadrati sul piano log(η) VS log(γ) mediante l’utilizzo dei software SPSS e Mat<strong>la</strong>b<br />
allo scopo di ricavare i parametri reologici di Cross-WLF da inserire nel software di simu<strong>la</strong>zione del<br />
processo di stampaggio del<strong>la</strong> cassetta.<br />
I parametri del modello di Cross-WLF, raffigurati in tabel<strong>la</strong> 3.4 con le rispettive unità di misura,<br />
vengono inseriti dunque nelle impostazioni del software ed hanno un valore diverso per ogni<br />
materiale considerato.<br />
n []<br />
Tau* [Pa]<br />
D1 [Pa⋅s] D2 [K]<br />
D3 [K /Pa]<br />
A1 []<br />
~<br />
A2 [K]<br />
I parametri fittati di Cross WLF ricavati per riprodurre le caratteristiche del materiale in esame<br />
sono:<br />
Dopo un accurato studio dei valori risultanti si è deciso di utilizzare i parametri ottenuti con l’ausilio<br />
di MatLab per poi verificare i shear rate medi in gioco durante il processo.<br />
Nel<strong>la</strong> Figura 96 sono rappresentati dunque i risultati di viscosità reale/shear rate reale confrontati<br />
con le curve dedotte dal<strong>la</strong> regressione, evidenziando i tratti non considerati a causa del basso<br />
valore di shear rate.<br />
105
Viscosità reale [Pa*s]<br />
100000<br />
10000<br />
1000<br />
Figura 96 Valori di viscosità confrontati con i valori fittati mediante SPSS e MATLAB.<br />
2.8 Caratterizzazione del<strong>la</strong> distribuzione del<strong>la</strong> lunghezza delle<br />
fibre<br />
100<br />
10<br />
Viscosità Vs valori fittati<br />
PP ricic<strong>la</strong>to 260° PP ricic<strong>la</strong>to 240° PP ricic<strong>la</strong>to 220° spss 220<br />
spss 260 mat<strong>la</strong>b 220 mat<strong>la</strong>b 260<br />
VALORI SPERIMENTALI NON<br />
CONSIDERATI<br />
1<br />
1 10 100 1000 10000 100000<br />
Shear rate reale [1/s]<br />
L'attuale metodologia di misura del<strong>la</strong> lunghezza delle fibre risulta essere lunga e onerosa: il<br />
campione di materiale caricato, infatti, viene inizialmente posto in un forno ad alta temperatura<br />
(500-600° C) per 1-5 ore in modo da bruciare tutta <strong>la</strong> matrice; i residui vengono sparsi in acqua<br />
mediante ultrasuoni e successivamente asciugati e posti su un vetrino, pronti per essere osservate<br />
il microscopio dove con un opportuno software si determina <strong>la</strong> lunghezza media: quest'ultima può<br />
essere essenzialmente di diversi tipi a differenza che <strong>la</strong> media sia eseguita sul numero, sul peso o<br />
con un partico<strong>la</strong>re criterio di ponderazione.<br />
Per ovviare a questi inconvenienti, si è pensato di usare un metodo indiretto che utilizza <strong>la</strong> misura<br />
del<strong>la</strong> viscosità del fuso impiegando il reometro in-line, strumento creato appositamente per le<br />
misure in fase di processo. Al<strong>la</strong> base di questa valutazione indiretta vi è l'osservazione del fatto<br />
che è presente un aumento di viscosità dovuta alle fibre imputabile al<strong>la</strong> resistenza all'allineamento<br />
che queste impongono interagendo l'un l'altra e ciò avviene in quantità direttamente proporzionale<br />
al<strong>la</strong> loro lunghezza. Creando quindi un modello che re<strong>la</strong>ziona <strong>la</strong> lunghezza delle fibre con <strong>la</strong><br />
106
viscosità, si potranno agevo<strong>la</strong>re notevolmente le misure e di conseguenza le valutazioni sugli affetti<br />
dei vari parametri di processo.<br />
2.8.1 Descrizione del<strong>la</strong> procedura di analisi<br />
Dal materiale che si vuole analizzare, viene prelevata, utilizzando un seghetto o una trancia, un<br />
pezzo abbastanza piccolo in base alle dimensioni permesse dal<strong>la</strong> strumentazione a disposizione. Il<br />
campione viene, prima di tutto, bruciato entro un apposito contenitore in ceramica su fiamma per<br />
eliminare <strong>la</strong> parte più consistente di matrice polimerica e successivamente sottoposto a trattamento<br />
in muffo<strong>la</strong> per allontanare gli ultimi residui di matrice polimerica (Figura 97).<br />
Figura 97 Apparecchiatura utilizzata per l’eliminazione del<strong>la</strong> matrice polimerica (fiamma e<br />
muffo<strong>la</strong>).<br />
Il ciclo termico adoperato è il seguente:<br />
• prima combustione del<strong>la</strong> matrice su fiamma, con materiale posto in un contenitore<br />
resistente al calore (<strong>la</strong> durata dell’operazione dipende dal<strong>la</strong> grandezza del campione e si<br />
può ritenere conclusa con <strong>la</strong> cessata emanazione di fumo da parte del campione);<br />
• mantenimento a temperatura t = 600°C per circa 1 ora in muffo<strong>la</strong>;<br />
• rampa di temperatura per arrivare dal<strong>la</strong> temperatura di 600°C a Tambiente.<br />
All’uscita dal crogiolo rimane un agglomerato di fibre che, pur perdendo l’originaria compattezza,<br />
conserva più o meno le dimensioni originarie del campione. Un mucchietto delle fibre ottenute in<br />
seguito a trattamento in muffo<strong>la</strong> viene prelevato delicatamente con una pinzetta: in questa<br />
operazione si cerca di raccogliere le fibre al centro perché le fibre ai bordi sono state<br />
presumibilmente danneggiate per prelevare il campione. Tali fibre vengono adagiate su un vetrino<br />
per microscopia ottica in modo che siano sufficientemente distanziate per poter essere misurate<br />
107
agevolmente (Figura 98): tuttavia, un’eccessiva distanza renderà l’operazione più dispendiosa in<br />
termini di tempo in quanto si riusciranno a misurare solo un piccolo numero di fibre per ciascuna<br />
immagine acquisita; sarà quindi necessario catturarne molte per poter ottenere un numero<br />
cospicuo di misure.<br />
Figura 98 Dispersione ottimale delle fibre sul vetrino da microscopio.<br />
In seguito a diverse prove si è ritenuto di dover eseguire diverse rilevazione al microscopio in modo<br />
da avere un totale di 800/1000 fibre che può in genere essere considerato sufficiente, per<br />
l’attendibilità del<strong>la</strong> prova. Utilizzando il programma di acquisizione immagini per il microscopio<br />
Olympus SZX12, si sono misurate manualmente <strong>la</strong> lunghezza delle fibre e i dati sono stati raccolti<br />
per <strong>la</strong> successiva analisi (Figura 99).<br />
108
Figura 99 Microscopio Olympus SZX12 e software di acquisizione.<br />
2.9 Caratterizzazione del<strong>la</strong> poliammide termop<strong>la</strong>stica trasparente<br />
2.9.1 Condizioni di processo suggerite<br />
Temperatura di transizione vetrosa e temperatura di estrazione<br />
Metodo:<br />
Determinazione del<strong>la</strong> temperatura di transizione vetrosa e del<strong>la</strong> temperatura di estrazione<br />
mediante calorimetro a scansione differenziale (DSC), secondo <strong>la</strong> norma ASTM D3418, Standard<br />
Test Method for Transition Temperatures and Enthalpies of Fusion and Crystalization of Polymers<br />
by Differential Scanning Calorimetry.<br />
Strumento:<br />
Calorimetro a scansione differenziale TA-Instruments Q200.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Temperatura iniziale: 300°C<br />
Temperatura <strong>finale</strong>: 6°C<br />
Tempo di Prefusione (al<strong>la</strong> T <strong>finale</strong>): 3 minuti<br />
Velocità di raffreddamento: 20°C/minuto<br />
Tipo di contenitore: Alluminio ermetico<br />
Massa del contenitore: 50 mg (pan+lid)<br />
109
Calibrazione dello strumento: Mensile con indio e zaffiro<br />
Gas utilizzato: Azoto<br />
Flusso di gas utilizzato: 50 ml/min<br />
Data del test: 29/11/2007<br />
Dati:<br />
T estrapo<strong>la</strong>ta inizio transizione (Teig): 127,01°C<br />
T media transizione (Tmg): 138,70°C<br />
T estrapo<strong>la</strong>ta fine transizione (Tefg): 145,07°C<br />
T estrazione pezzo: 127,01°C<br />
Determinazione del<strong>la</strong> temperatura massima<br />
Metodo:<br />
Determinazione del<strong>la</strong> temperatura massima sostenibile dal materiale fuso mediante reometro<br />
capil<strong>la</strong>re. Sono stati eseguiti test reologici in sequenza, allo stesso shear rate costante ma a<br />
temperatura crescente. Poiché questo tipo di materiale presenta una forte tendenza al<strong>la</strong><br />
degradazione nel tempo, i test sono stati condotti mantenendone costante <strong>la</strong> durata ed andando a<br />
valutare esclusivamente <strong>la</strong> qualità dell’estruso. La temperatura massima è stata determinata come<br />
<strong>la</strong> temperatura massima al<strong>la</strong> quale è stato possibile estrudere un fi<strong>la</strong>mento continuo e liscio.<br />
Strumento:<br />
Reometro capil<strong>la</strong>re CEAST Rheologic 2500.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Capil<strong>la</strong>re A: Lunghezza: 5 mm<br />
L/D: 10<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Diametro del cilindro: 12 mm<br />
Temperatura: da 290°C a 315°C<br />
Correzioni: Nessuna<br />
Data del test: 29/11/2007<br />
Dati:<br />
T massima: 315°C<br />
110
2.9.2 Proprietà reologiche<br />
Dipendenza del<strong>la</strong> viscosità dal gradiente di velocità<br />
Metodo:<br />
Caratterizzazione del<strong>la</strong> dipendenza del<strong>la</strong> viscosità dal gradiente di velocità mediante reometro<br />
capil<strong>la</strong>re, condotta ad una temperatura e con due capil<strong>la</strong>ri di lunghezza diversa per correggere le<br />
perdite di carico all’ingresso ed all’uscita del capil<strong>la</strong>re (correzione di Bagley), secondo <strong>la</strong> norma<br />
ISO 11443.<br />
Strumento:<br />
Reometro capil<strong>la</strong>re CEAST Rheologic 2500.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Capil<strong>la</strong>re A: Lunghezza: 5 mm<br />
L/D: 10<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Capil<strong>la</strong>re B: Lunghezza: 0,25 mm<br />
L/D: 0,5<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Diametro del cilindro: 12 mm<br />
Temperatura: 290°C<br />
Correzioni: Bagley e Rabinowitsch<br />
Data del test: 05/12/2007<br />
Dati:<br />
L/D = 10<br />
Shear rate<br />
apparente<br />
[s<br />
L/D = 0,5<br />
-1 Pressione<br />
[Mpa]<br />
]<br />
Shear rate<br />
apparente<br />
[s -1 Pressione<br />
[Mpa]<br />
]<br />
Perdita<br />
d’imbocco<br />
(Bagley)<br />
[Mpa]<br />
Shear<br />
stress<br />
reale<br />
[Pa]<br />
Shear<br />
rate reale<br />
(Rabinowitsch)<br />
[s -1 ]<br />
Viscosità<br />
[Pa*s]<br />
100 2,663 100 0,303 0,178 62118 85 730<br />
200 4,793 200 0,550 0,327 111649 208 538<br />
400 8,069 400 0,976 0,603 186645 480 388<br />
1000 13,494 1000 1,899 1,289 305132 1358 225<br />
111
Viscosità [Pa*s]<br />
2000 18,768 2000 2,942 2,109 416469 2914 143<br />
4000 23,950 4000 4,343 3,311 515974 6101 85<br />
10000 30,281 10000 6,972 5,745 613404 15803 39<br />
1000<br />
100<br />
10<br />
Titolo del grafico<br />
1 10 100 1000 10000 100000<br />
Parametri del modello di Cross (T=290°C):<br />
eta0 872 Pa*s<br />
tau* 350728 Pa<br />
n 0,1680<br />
Dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> temperatura<br />
Shear rate [s -1 ]<br />
Metodo:<br />
Caratterizzazione del<strong>la</strong> dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> temperatura mediante reometro<br />
rotazionale.<br />
Strumento:<br />
Reometro rotazionale TA-Instruments ARES.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Diametro del piatto: 25 mm<br />
Gap: 1 mm<br />
Cross<br />
Capil<strong>la</strong>re<br />
Rotazionale<br />
112
Temperatura: 290°C<br />
Atmosfera di prova: Azoto<br />
Data del test: 06/12/2007<br />
Dati:<br />
Shear rate reale [s -1 ]<br />
Viscosità [Pa*s]<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
Viscosità [Pa*s]<br />
T = 260°C T = 275°C T = 290°C<br />
1,0000 1936,6379 1301,1257 842,8962<br />
1,5849 1946,5378 1313,0348 836,4086<br />
2,5119 1929,9712 1323,4476 858,7122<br />
3,9811 1969,6554 1342,9326 858,1415<br />
Titolo del grafico<br />
240 250 260 270 280 290 300 310<br />
Parametri del modello di WLF:<br />
D1 9,47833E+26 Pa*s<br />
D2 411,85 K<br />
A1 58,949<br />
A2~ 9,852 K<br />
Temperatura [°C]<br />
WLF<br />
Rotazionale<br />
113
Dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> pressione<br />
Metodo:<br />
Caratterizzazione del<strong>la</strong> dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> pressione mediante prova su reometro<br />
capil<strong>la</strong>re, condotta ad una temperatura e con una strozzatura all’uscita per permettere <strong>la</strong> variazione<br />
del<strong>la</strong> pressione media (4 valori) lungo il capil<strong>la</strong>re.<br />
Strumento:<br />
Reometro capil<strong>la</strong>re CEAST Rheologic 2500.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Capil<strong>la</strong>re A: Lunghezza: 30 mm<br />
L/D: 30<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Diametro del cilindro: 12 mm<br />
Temperatura: 290°C<br />
Correzioni: Rabinowitsch<br />
Data del test: 07/12/2007<br />
Dati:<br />
Shear rate<br />
Viscosità [Pa*s]<br />
apparente [s -1 ] P = 0,1 MPa P = 30 MPa P = 50 MPa P = 70 MPa<br />
20 799 2580 5004 8703<br />
40 753 2145 3948 5389<br />
100 666 1649 2157 2832<br />
200 555 1090 1361 1603<br />
114
Viscosità [Pa*s]<br />
100000<br />
10000<br />
1000<br />
100<br />
10,0000 100,0000 1000,0000<br />
Parametri del modello di Cross-WLF:<br />
tau* 350728 Pa<br />
n 0,1680<br />
D1 9,47833E+26 Pa*s<br />
D2 411,85 K<br />
D3 1,17E-07 K/Pa<br />
A1 58,949<br />
A2~ 9,852 K<br />
Shear rate [s -1 ]<br />
Coefficienti delle perdite di carico dovute alle brusche variazioni di sezione (Juncture Losses)<br />
Metodo:<br />
Determinazione dei coefficienti delle perdite di carico dovute alle brusche variazioni di sezione<br />
(Juncture Loss) attraverso l’analisi di Bagley condotta sui dati ottenuti mediante reometro capil<strong>la</strong>re.<br />
Strumento:<br />
Reometro capil<strong>la</strong>re CEAST Rheologic 2500.<br />
0,1 MPa<br />
30 MPa<br />
50 MPa<br />
70 MPa<br />
115
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Capil<strong>la</strong>re A: Lunghezza: 5 mm<br />
L/D: 10<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Capil<strong>la</strong>re B: Lunghezza: 0,25 mm<br />
L/D: 0,5<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Diametro del cilindro: 12 mm<br />
Temperatura: 290°C<br />
Correzioni: Bagley<br />
Data del test: 05/12/2007<br />
Dati:<br />
Shear rate reale<br />
[s -1 ]<br />
Perdita d’imbocco [Pa]<br />
Shear stress reale<br />
[Pa]<br />
85 178263 62118<br />
208 327035 111649<br />
480 602711 186645<br />
1358 1288737 305132<br />
2914 2108728 416469<br />
6101 3311053 515974<br />
15803 5745193 613404<br />
116
Perdita d'imbocco [Pa]<br />
7000000<br />
6000000<br />
5000000<br />
4000000<br />
3000000<br />
2000000<br />
1000000<br />
0<br />
y = 0,012x 1,472<br />
R² = 0,977<br />
0 200000 400000 600000 800000<br />
Parametri del modello di Hieber:<br />
C1 1,270E-02 Pa^(1-C2)<br />
C2 1,472<br />
Temperatura di non flusso<br />
Shear stress reale [Pa]<br />
Juncture Losses<br />
Metodo:<br />
Determinazione del<strong>la</strong> temperatura di non flusso mediante reometro capil<strong>la</strong>re. Nel corso del<strong>la</strong> prova,<br />
il polimero fuso viene raffreddato mentre è sottoposto ad un carico costante. La temperatura di non<br />
flusso è <strong>la</strong> temperatura al<strong>la</strong> quale <strong>la</strong> portata di estrusione scende sotto i 2 mm/min.<br />
Strumento:<br />
Reometro capil<strong>la</strong>re CEAST Rheologic 2500.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Capil<strong>la</strong>re A: Lunghezza: 20 mm<br />
L/D: 20<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Diametro del cilindro: 12 mm<br />
117
Carico equivalente: 172 kg<br />
Pressione iniziale: 0 MPa<br />
Temperatura iniziale: 180°C<br />
Tempo di preriscaldamento: 2 minuti<br />
Correzioni: Nessuna<br />
Data del test: 10/12/2007<br />
Dati:<br />
Temperatura di non flusso: 145°C<br />
Viscosità elongazionale<br />
Metodo:<br />
Determinazione dei coefficienti del modello di viscosità elongazionale attraverso l’analisi di<br />
Cogswell condotta mediante reometro capil<strong>la</strong>re.<br />
Strumento:<br />
Reometro capil<strong>la</strong>re CEAST Rheologic 2500.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Capil<strong>la</strong>re A: Lunghezza: 5 mm<br />
L/D: 10<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Capil<strong>la</strong>re B: Lunghezza: 0,25 mm<br />
L/D: 0,5<br />
Angolo d’ingresso del capil<strong>la</strong>re: 90°<br />
Diametro del cilindro: 12 mm<br />
Temperatura: 290°C<br />
Correzioni: Bagley<br />
Data del test: 05/12/2007<br />
118
Dati:<br />
Shear rate<br />
apparente<br />
[s -1 ]<br />
Perdita<br />
d’imbocco<br />
[MPa]<br />
Shear<br />
stress<br />
reale<br />
[Pa]<br />
n<br />
Strain Rate<br />
[s -1 ]<br />
Viscosità<br />
elongazionale<br />
[Pa*s]<br />
Viscosità<br />
apparente<br />
[Pa*s]<br />
Viscosità<br />
a taglio<br />
[Pa*s]<br />
100 0,178 62118 2,4795 13,3531 17419 782 730<br />
200 0,327 111649 0,8693 48,7036 4707 577 538<br />
400 0,603 186645 0,5540 106,2830 3305 420 388<br />
1000 1,289 305132 0,4113 223,6924 3049 248 225<br />
2000 2,109 416469 0,3536 389,0746 2751 161 143<br />
4000 3,311 515974 0,3225 628,4447 2613 98 85<br />
10000 5,745 613404 0,3011 1094,1389 2562 48 39<br />
Viscosità [Pa*s]<br />
100000<br />
10000<br />
1000<br />
100<br />
10<br />
50,0000 500,0000 5000,0000<br />
Parametri del modello di viscosità unificata:<br />
A 0,230482<br />
B 197,043<br />
Strain rate [s -1 ]<br />
Viscosità<br />
elongazionale<br />
Viscosità a<br />
taglio<br />
Viscosità<br />
unificata<br />
119
2.9.3 Proprietà termiche<br />
Calore specifico<br />
Metodo:<br />
Determinazione del calore specifico al variare del<strong>la</strong> temperatura mediante calorimetro a scansione<br />
differenziale, secondo le norme ASTM E1269, Standard Test Method for Determining Specific Heat<br />
Capacity by Differential Scanning Calorimetry.<br />
Strumento:<br />
Calorimetro a scansione differenziale TA-Instruments Q200.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 4 ore<br />
Temperatura iniziale: 300°C<br />
Temperatura <strong>finale</strong>: 6°C<br />
Tempo di Prefusione (al<strong>la</strong> T iniziale): 3 minuti<br />
Velocità di raffreddamento: 20°C/minuto<br />
Tipo di contenitore: Alluminio ermetico<br />
Massa del contenitore: 50 mg (pan+lid)<br />
Calibrazione dello strumento: Mensile con indio e zaffiro<br />
Gas utilizzato: Azoto<br />
Flusso di gas utilizzato: 50 ml/min<br />
Data del test: 04/12/2007<br />
Dati:<br />
Temperatura<br />
°C<br />
Calore specifico<br />
J/(kg °C)<br />
Velocità raffreddamento<br />
°C/min<br />
270 3159,5 20<br />
250 3118,1 20<br />
230 3069,0 20<br />
200 2976,5 20<br />
170 2862,6 20<br />
160 2824,5 20<br />
155 2797,3 20<br />
150 2769,0 20<br />
145 2707,6 20<br />
140 2608,5 20<br />
120
135 2454,8 20<br />
130 2343,8 20<br />
127 2294,5 20<br />
Conducibilità termica<br />
Metodo:<br />
Determinazione del<strong>la</strong> conducibilità termica del polimero fuso secondo <strong>la</strong> norma ASTM D5930-01,<br />
Thermal Conductivity of P<strong>la</strong>stics by Means of a Transient Line-Source Technique.<br />
Strumento:<br />
K-System II Thermal Conductivity System.<br />
Specifiche del test:<br />
Forma del provino: Granuli<br />
Pre-processamento: Deumidificato ad 80°C per 5 ore<br />
121
Materiale di calibrazione: 60.000 cstk PDMS<br />
Costante di sonda: 0,743<br />
Lunghezza del<strong>la</strong> sonda: 50 mm<br />
Temperatura di caricamento: 260°C<br />
Temperatura iniziale: 280°C<br />
Temperatura <strong>finale</strong>: 30°C<br />
Potenziale del<strong>la</strong> sonda: 3 V<br />
Tempo di acquisizione: 45 s<br />
Data del test: 20/12/2007<br />
Dati:<br />
Temperatura<br />
°C<br />
Conducibilità<br />
W/m K<br />
281 0,217<br />
261 0,227<br />
242 0,222<br />
223 0,219<br />
203 0,231<br />
184 0,216<br />
164 0,214<br />
144 0,217<br />
124 0,207<br />
104 0,196<br />
83 0,196<br />
63 0,193<br />
42 0,189<br />
37 0,196<br />
122
Conducibilità [W/m•K]<br />
PVT<br />
0,29<br />
0,27<br />
0,25<br />
0,23<br />
0,21<br />
0,19<br />
0,17<br />
0,15<br />
0 50 100 150 200 250 300<br />
Temperatura [°C]<br />
Metodo:<br />
Determinazione del<strong>la</strong> dipendenza del volume specifico dal<strong>la</strong> pressione e dal<strong>la</strong> temperatura<br />
mediante di<strong>la</strong>tometro ad alta pressione (Gnomix) e calorimetro a scansione differenziale (DSC).<br />
Strumenti:<br />
Gnomix PVT apparatus<br />
Calorimetro a scansione differenziale TA-Instruments Q200<br />
Specifiche del test:<br />
Forma del provino: Barra tagliata da componente stampato per<br />
iniezione<br />
Liquido di immersione: acqua<br />
Liquido di confinamento: mercurio<br />
Temperatura massima: 280°C<br />
Tipo di misura: Scansione in riscaldamento isotermo<br />
Velocità di riscaldamento: 3 °C/min<br />
Data del test: 28/12/2007<br />
Dati:<br />
Densità del solido a 23°C 988 kg/m 3<br />
123
Temperatura<br />
[°C]<br />
Volume specifico [cm 3 /g]<br />
Pressione [MPa]<br />
0 40 80 120 160 200<br />
32 1,0170 1,0048 0,9936 0,9832 0,9741 0,9660<br />
41 1,0204 1,0072 0,9955 0,9853 0,9761 0,9676<br />
51 1,0229 1,0095 0,9980 0,9875 0,9780 0,9695<br />
56 1,0247 1,0113 0,9991 0,9885 0,9790 0,9705<br />
71 1,0283 1,0148 1,0027 0,9926 0,9829 0,9740<br />
85 1,0335 1,0189 1,0066 0,9958 0,9862 0,9770<br />
101 1,0378 1,0229 1,0102 0,9992 0,9893 0,9803<br />
115 1,0431 1,0270 1,0137 1,0026 0,9925 0,9830<br />
131 1,0481 1,0305 1,0165 1,0054 0,9948 0,9858<br />
146 1,0559 1,0337 1,0183 1,0060 0,9956 0,9863<br />
161 1,0647 1,0406 1,0231 1,0086 0,9970 0,9866<br />
176 1,0742 1,0483 1,0297 1,0144 1,0014 0,9900<br />
191 1,0834 1,0555 1,0362 1,0204 1,0067 0,9946<br />
206 1,0900 1,0596 1,0392 1,0233 1,0092 0,9970<br />
221 1,0985 1,0666 1,0451 1,0280 1,0138 1,0012<br />
236 1,1117 1,0788 1,0564 1,0389 1,0237 1,0103<br />
251 1,1216 1,0867 1,0633 1,0449 1,0295 1,0156<br />
266 1,1326 1,0949 1,0703 1,0511 1,0348 1,0205<br />
281 1,1425 1,1027 1,0772 1,0571 1,0400 1,0254<br />
124
Volume specifico [cm 3 /g]<br />
1,1600<br />
1,1400<br />
1,1200<br />
1,1000<br />
1,0800<br />
1,0600<br />
1,0400<br />
1,0200<br />
1,0000<br />
0,9800<br />
0,9600<br />
0,9400<br />
0 50 100 150 200 250 300<br />
Parametri del modello di Tait:<br />
b5 4,12E+02 K<br />
b6 1,37E-07 K/Pa<br />
b1m 1,02E-03 m 3 /kg<br />
b2m 4,29E-07 m 3 /kg K<br />
b3m 2,01E+08 Pa<br />
b4m 3,54E-03 1/K<br />
b1s 1,02E-03 m 3 /kg<br />
b2s 9,98E-08 m 3 /kg K<br />
b3s 2,24E+08 Pa<br />
b4s 8,03E-04 1/K<br />
b7 0 m 3 /kg<br />
b8 0 1/K<br />
b9 0 1/Pa<br />
Temperatura [°C]<br />
125<br />
0 MPa<br />
40 MPa<br />
80 MPa<br />
120 MPa<br />
160 MPa<br />
200 MPa
Fase 3 Sviluppo di modelli di corre<strong>la</strong>zione tra parametri<br />
di processo e caratteristiche di prodotto<br />
3.1 La cristallizzazione dei polimeri<br />
Le caratteristiche fisiche del materiale ottenuto da una reazione di polimerizzazione sono<br />
strettamente corre<strong>la</strong>te al tipo di interazione chimica di non legame che si istaura tra le singole<br />
macromolecole. Questa, a parte dal<strong>la</strong> specifica natura dell'interazione, dipende strettamente dal<br />
grado di rego<strong>la</strong>rità configurazionale e conformazionale delle catene polimeriche. Ciò in quanto<br />
soltanto una elevata rego<strong>la</strong>rità consente una struttura compatta delle catene polimeriche<br />
interagenti con <strong>la</strong> possibilità d'instaurare forti interazioni di non legame. I polimeri di sintesi<br />
possono essere dal<strong>la</strong> struttura o totalmente irrego<strong>la</strong>re o in buona parte rego<strong>la</strong>re.<br />
I polimeri strutturalmente irrego<strong>la</strong>ri non hanno <strong>la</strong> possibilità di cristallizzare e pertanto rimangono<br />
allo stato amorfo anche portandoli alle basse temperature. La mobilità delle catene polimeriche può<br />
tuttavia variare significativamente con <strong>la</strong> temperatura. In tali polimeri si osserva <strong>la</strong> presenza di una<br />
temperatura caratteristica nota come temperatura di transizione vetrosa ed indicata con il simbolo<br />
Tg . Questa é assimi<strong>la</strong>bile ad una transizione del secondo ordine accompagnata tuttavia non da<br />
una variazione del volume specifico ma solo da una variazione del<strong>la</strong> derivata del volume specifico<br />
rispetto al<strong>la</strong> temperatura ovvero dal<strong>la</strong> variazione del<strong>la</strong> pendenza del<strong>la</strong> curva volume specifico v.s.<br />
temperatura. Sopra tale temperatura é possibile lo scorrimento delle macromolecole e pertanto il<br />
polimero si presenta morbido e flessibile e mostra il fenomeno del<strong>la</strong> risposta e<strong>la</strong>stica ritardata, nota<br />
come viscoe<strong>la</strong>sticità, sotto invece il polimero si presenta duro, rigido ed estremamente fragile. Più<br />
<strong>la</strong> temperatura viene elevata al di sopra del<strong>la</strong> Tg più lo scorrimento che ne risulta é facilitato fino al<br />
punto di avere un materiale praticamente liquido.<br />
Se il polimero presenta rego<strong>la</strong>rità nel<strong>la</strong> struttura, abbassando <strong>la</strong> temperatura dal fuso i movimenti<br />
delle macromolecole, che sono, nel fuso, partico<strong>la</strong>rmente ampi per <strong>la</strong> loro elevata energia cinetica,<br />
divengono sempre più limitati, finché, al di sotto di una certa temperatura si può verificare <strong>la</strong><br />
cristallizzazione. La cristallizzazione dei polimeri é un fenomeno complesso ed il materiale non<br />
diviene mai completamente cristallino come si verifica invece con i solidi ordinari.<br />
La parte cristallina é costituita da domini discontinui di differenti dimensioni e grado di purezza<br />
dette cristalliti. Per <strong>la</strong> differente energia libera delle cristalliti che deriva dal<strong>la</strong> diversa estensione<br />
superficiale (e quindi energia libera superficiale) il passaggio dallo stato cristallino allo stato fuso<br />
non avviene mai ad una temperatura netta, ma piuttosto in un intervallo più o meno ampio di<br />
temperature. Sotto <strong>la</strong> temperatura di fusione un polimero anche soltanto parzialmente cristallino si<br />
presenta duro, rigido e molto fragile.<br />
126
3.1.1 Modello di cristallizzazione dei polimeri<br />
Considerando un fuso incomprimibile, <strong>la</strong> tensione totale indotta dal raffreddamento del flusso può<br />
essere scritta come:<br />
T = Ta<br />
+ Tsc<br />
dove Ta e Tsc rappresentano rispettivamente le componenti di extra-stress re<strong>la</strong>tive al<br />
raffreddamento dalle fasi amorfa e cristallina. Una componente puramente Newtoniana deve<br />
essere aggiunta pari a:<br />
T = 2ηD<br />
η<br />
dove η rappresenta <strong>la</strong> viscosità di taglio e D il tensore re<strong>la</strong>tivo al<strong>la</strong> velocità di deformazione.<br />
Il tensore totale T deve soddisfare l’equazione del momento che in una condizione quasi-statica<br />
di flusso in assenza di forze di volume può essere scritta come:<br />
− ∇p<br />
+ ∇T<br />
+ 2 η ∇D<br />
= 0<br />
dove p rappresenta il valore locale di pressione.<br />
Il tensore T a viene calco<strong>la</strong>to nel modo seguente:<br />
T a<br />
⎡ 3 ⎤<br />
= GE⎢<br />
C − I ⎥<br />
⎣(<br />
1−<br />
x)<br />
⎦<br />
dove I rappresenta <strong>la</strong> matrice unitaria, G il modulo in assenza di flusso, x il grado di<br />
trasformazione ed E un fattore di forza tra le catene calco<strong>la</strong>to come:<br />
1<br />
E =<br />
trC<br />
1−<br />
dove No rappresenta il numero statistico di legami moleco<strong>la</strong>ri calco<strong>la</strong>to per il metariale considerato.<br />
Il tensore C viene invece ottenuto dal<strong>la</strong> seguente equazione:<br />
1 ⎡<br />
3 ⎤ ⎡ 3 ⎤<br />
λ aC<br />
+ ( 1 )<br />
= 0<br />
3(<br />
1 )<br />
⎢ − α I + α EC<br />
( 1 )<br />
⎥E<br />
⎢ C − I<br />
− x<br />
( 1 )<br />
⎥<br />
⎣<br />
− x ⎦ ⎣ − x ⎦<br />
.<br />
con α coefficiente che dipende dall’energia di attivazione.<br />
Il tensore T sc è calco<strong>la</strong>to secondo <strong>la</strong> seguente formu<strong>la</strong>:<br />
T<br />
sc<br />
No<br />
⎛ I<br />
= 3G⎜ Z − + 2λ<br />
sc<br />
u<br />
⎝ 3<br />
⎞<br />
T ( ∇v<br />
) : < uuu<br />
> ⎟<br />
⎠<br />
dove G rappresenta il modulo di e<strong>la</strong>sticità tangenziale, v il campo di velocità, u vettore unitario<br />
lungo <strong>la</strong> direzione di cristallizzazione e <strong>la</strong> costante λsc che dipende dal grado di trasformazione e<br />
dal<strong>la</strong> temperatura T secondo <strong>la</strong> re<strong>la</strong>zione:<br />
λ , T ) = λ ( T ) exp( Fx)<br />
≅ cλ<br />
( T ) exp( Fx)<br />
sc ( x sc,<br />
0<br />
a<br />
dove λa rappresenta il tempo di ri<strong>la</strong>ssamento.<br />
127
3.1.2 Equazione dell’energia modificata<br />
Il fenomeno di cristallizzazione indotta dal flusso in condizioni non isoterme, l’equazione<br />
dell’energia deve essere presa in considerazione. Facendo seguito ai risultati numerici precedenti<br />
l’equazione dell’energia può essere scritta nel<strong>la</strong> forma seguente:<br />
DT<br />
Dx<br />
ρ C p = ∇[<br />
k∇T<br />
] + T : D + ρΔH<br />
fφ∞<br />
Dt<br />
Dt<br />
Nell’equazione precedente, il primo membro rappresenta l’energia interna del sistema dipendente<br />
dal<strong>la</strong> densità ρ e dal<strong>la</strong> capacità termica Cp. Il secondo membro rappresenta invece l’energia<br />
scambiata dal sistema con l’ambiente esterno, che dipende dal<strong>la</strong> conduttività termica k,<br />
dall’energia dissipata e da un termine legato al calore <strong>la</strong>tente. A sua volta il calore <strong>la</strong>tente dipende<br />
dal calore per unità di massa ceduto durante <strong>la</strong> cristallizzazione (ΔHf) e dal valore medio di<br />
cristallinità raggiunto dal sistema Ф∞.<br />
3.2 Influenza del<strong>la</strong> composizione delle miscele di polietilene sul<strong>la</strong><br />
loro viscosità e sviluppo di un modello di corre<strong>la</strong>zione<br />
Dopo aver eseguito tutte le prove di viscosità e seguendo <strong>la</strong> procedura descritta, si sono raccolti i<br />
risultati sperimentali in una tabel<strong>la</strong>. Bisogna altresì ricordare che ci sono 37 prove perché si hanno<br />
16 miscele diverse replicate due volte ed in aggiunta altre 5 disposte lungo <strong>la</strong> linea che congiunge<br />
un vertice del simplesso con il punto mediano sul <strong>la</strong>to opposto; quindi, avendo cinque fattori si<br />
hanno cinque vertici ed anche cinque miscele aggiuntive 1 al design, per un totale di 37 prove<br />
reologiche. I risultati ottenuti sono visualizzabili in Tabel<strong>la</strong> 12.<br />
Tabel<strong>la</strong> 12 Risultati delle prove reologiche su miscele di polietilene.<br />
shear rate<br />
risp.a<br />
Run Order 5000 s -1<br />
(Pa*s)<br />
risp. a<br />
1500 s -1<br />
(Pa*s)<br />
risp. a<br />
500 s -1<br />
(Pa*s)<br />
risp. a<br />
300 s -1<br />
(Pa*s)<br />
costi<br />
(€/kg)<br />
1 57 106 167 202 0,64350<br />
2 60 113 186 220 0,65225<br />
3 61 115 189 226 0,65225<br />
4 59 112 175 206 0,67600<br />
5 57 109 173 204 0,66725<br />
6 54 102 165 199 0,61100<br />
1 Le miscele che sono state aggiunte sono quelle etichettate con -1 sul simplesso.<br />
128
7 57 107 171 204 0,66725<br />
8 70 134 229 285 0,58850<br />
9 58 110 178 214 0,62850<br />
10 58 108 175 211 0,62900<br />
11 53 98 161 192 0,61100<br />
12 63 117 195 239 0,60875<br />
13 49 89 138 163 0,62600<br />
14 71 134 227 282 0,58850<br />
15 62 116 190 230 0,63225<br />
16 56 104 169 200 0,64350<br />
17 48 89 141 170 0,59350<br />
18 59 108 172 203 0,6525<br />
19 62 115 189 225 0,60850<br />
20 61 112 180 213 0,62350<br />
21 59 111 179 215 0,62900<br />
22 52 97 153 181 0,61125<br />
23 58 110 176 208 0,62875<br />
24 51 92 141 162 0,62600<br />
25 55 102 159 185 0,64375<br />
26 59 112 176 208 0,67600<br />
27 58 109 179 216 0,59100<br />
28 53 100 153 179 0,63475<br />
29 60 113 184 222 0,60850<br />
30 62 121 194 231 0,63225<br />
31 60 113 185 223 0,59100<br />
32 50 91 144 169 0,59350<br />
33 59 109 175 209 0,62850<br />
34 53 97 147 173 0,65850<br />
35 54 99 151 177 0,65850<br />
36 61 114 183 217 0,62350<br />
37 53 99 153 179 0,63475<br />
Prima di tutto si può notare che ci sono parecchie diversità in termini di viscosità misurata allo<br />
stesso shear rate al variare delle percentuali in peso dei singoli materiali componenti.<br />
129
Tabel<strong>la</strong> 13 Minimo, massimo e media dei valori di viscosità allo stesso shear rate.<br />
SR 5000 SR 1500 SR 500 SR 300<br />
(Pa*s) (Pa*s) (Pa*s) (Pa*s)<br />
Min 48 89 138 162<br />
Misce<strong>la</strong> 17 13 13 24<br />
Max 71 134 229 285<br />
Misce<strong>la</strong> 14 14 8 8<br />
Media 59.5 111.5 183.5 223.5<br />
La Tabel<strong>la</strong> 13 riassume alcuni calcoli eseguiti sui risultati ottenuti allo stesso shear rate di Tabel<strong>la</strong><br />
12. Si può notare come i valori minimi siano stati ottenuti per le miscele 13 e 24 rispettivamente<br />
agli shear rate di 1500, 500, 300. Ma confrontando le composizioni di queste due miscele si<br />
osserva che sono uguali 2 ; inoltre se si osserva il valore del<strong>la</strong> misce<strong>la</strong> 13 o 24 a shear rate 5000 si<br />
nota che sono entrambi di 49 Pa·s, non molto distanti dal 48 Pa·s del<strong>la</strong> misce<strong>la</strong> 17. Per quanto<br />
concerne i valori massimi riscontrati, questi sono tutti re<strong>la</strong>tivi al<strong>la</strong> stessa misce<strong>la</strong> 8 e 14. Da questa<br />
superficiale analisi dei risultati si è pensato di control<strong>la</strong>re l’andamento delle curve tra loro. Per<br />
questo sono state calco<strong>la</strong>te le media delle risposte delle miscele identiche, ossia con le stesse<br />
percentuali di polimeri componenti, ottenendo i dati di Tabel<strong>la</strong> 14.<br />
Tabel<strong>la</strong> 14 Media delle misure di viscosità per le 16 miscele diverse testate.<br />
numero ordinale delle miscele<br />
shear<br />
rate (s -1 ) 1 2 3 4 5 6 7 8<br />
300 201 223 207 204 195.5 283.5 211.5 213<br />
500 168 187.5 175.5 172 163 228 176.5 177<br />
1500 105 114 112 108 100 134 109.5 109.5<br />
5000 56.5 60.5 59 57 53.5 70.5 58.5 58.5<br />
numero ordinale delle miscele<br />
shear<br />
rate (s -1 ) 9 10 11 12 13 14 15 16<br />
300 162.5 230.5 169.5 223.5 215 219.5 179 175<br />
500 139.5 192 142.5 186.5 181.5 182 153 149<br />
1500 90.5 118.5 90 114 113 111 99.5 98<br />
5000 50 62 49 61 61 59 53 53.5<br />
I risultati così ricavati sono stati anche diagrammati in Figura 100 Diagramma del<strong>la</strong> viscosità sullo<br />
SR per 16 miscele misurate..<br />
2 Non bisogna dimenticare che nel piano delle prove sono presenti 16 miscele che sono state<br />
replicate due volte.<br />
130
viscosità (Pa*s)<br />
1000<br />
100<br />
10<br />
misure di viscosità<br />
2,2 2,5 2,8 3,1 3,4 3,7<br />
log [shear rate AP] (1/s)<br />
m1 m2 m3 m4 m5 m6<br />
m7 m8 m9 m10 m11 m12<br />
m13 m14 m15 m16<br />
Figura 100 Diagramma del<strong>la</strong> viscosità sullo SR per 16 miscele misurate.<br />
Il grafico per quanto sia evidentemente fitto di curve e difficilmente leggibile, rende chiara l’idea che<br />
l’andamento del<strong>la</strong> viscosità per le diverse miscele di polimeri sperimentati sono abbastanza<br />
parallele tra loro, ad eccezione del<strong>la</strong> misce<strong>la</strong> 6 (curva marrone). Questo testimonia che, variare <strong>la</strong><br />
percentuale in peso dei polimeri componenti per dar luogo ad una nuova misce<strong>la</strong>, fa tras<strong>la</strong>re le<br />
curve di viscosità più che agire sul<strong>la</strong> loro pendenza, e ciò a tutti gli shear rate. Infatti non c’è<br />
evidenza di una qualche curva che tagli di netto le altre, ma al contrario hanno tutte lo stesso<br />
andamento. Una possibile spiegazione di questo fenomeno può derivare dal fatto di avere tutte<br />
miscele di polietileni anche se di diverse densità, oppure di aver realizzato miscele per le quali si<br />
poteva far variare <strong>la</strong> percentuale in peso dei polimeri componenti solo all’interno di un ristretto<br />
131
intervallo imposto. In ogni caso non è inverosimile ritenere che l’andamento delle curve non vari<br />
anche al<strong>la</strong>rgando i vincoli di misce<strong>la</strong>zione.<br />
I risultati ottenuti sono stati successivamente e<strong>la</strong>borati attraverso il software di analisi statistica<br />
Minitab al fine di creare, per ogni shear rate scelto, un modello di risposta.<br />
Estimated Regression Coefficients for risp 5000 (component<br />
proportions)<br />
Term Coef SE Coef T P<br />
B.V. 14,8 16,14 * *<br />
C.M.P. 30,1 18,47 * *<br />
VERDE FLOREALE 34,9 24,81 * *<br />
MACINATO VERDE 51,9 13,71 * *<br />
GAM_PLAST_PELD 182,5 18,47 * *<br />
B.V.*C.M.P. 69,6 51,63 1,35 0,195<br />
B.V.*VERDE FLOREALE -58,4 51,63 -1,13 0,274<br />
B.V.*MACINATO VERDE 53,6 51,63 1,04 0,314<br />
B.V.*GAM_PLAST_PELD -42,4 51,63 -0,82 0,423<br />
C.M.P.*VERDE FLOREALE -42,4 51,63 -0,82 0,423<br />
C.M.P.*MACINATO VERDE 133,6 51,63 2,59 0,019<br />
C.M.P.*GAM_PLAST_PELD -154,4 51,63 -2,99 0,008<br />
VERDE FLOREALE*MACINATO VERDE 5,6 51,63 0,11 0,915<br />
VERDE FLOREALE*GAM_PLAST_PELD -26,4 51,63 -0,51 0,616<br />
MACINATO VERDE*GAM_PLAST_PELD -202,4 51,63 -3,92 0,001<br />
S = 0,950400 PRESS = 50,6867<br />
R-Sq = 98,16% R-Sq(pred) = 93,92% R-Sq(adj) = 96,64%<br />
Analysis of Variance for risp 5000 (component proportions)<br />
Source DF Seq SS Adj SS Adj MS F P<br />
Regression 14 817,863 817,863 58,4188 64,68 0,000<br />
Linear 4 781,771 51,258 12,8144 14,19 0,000<br />
Quadratic 10 36,092 36,092 3,6092 4,00 0,006<br />
Residual Error 17 15,355 15,355 0,9033<br />
Lack-of-Fit 1 3,855 3,855 3,8554 5,36 0,034<br />
Pure Error 16 11,500 11,500 0,7188<br />
Total 31 833,219<br />
La figura precedente mostra l’uscita che il programma ha fornito, re<strong>la</strong>tivamente all’analisi dei<br />
risultati a SR 5000 s -1 . Nel<strong>la</strong> prima parte del<strong>la</strong> tabel<strong>la</strong> sono visualizzati i coefficienti di modello,<br />
132
calco<strong>la</strong>ti in accordo con le formule del secondo capitolo; i termini sono 15: somma di 5 coefficienti<br />
del primo ordine e 10 interazioni del secondo, proprio perché si è impostato nel software un<br />
modello del secondo ordine, ossia con tutte e sole le interazioni tra due fattori. Non è stato<br />
possibile andare oltre in quanto implementare un modello del tipo special cubic avrebbe richiesto il<br />
calcolo di 25 coefficienti con, quindi, non meno di 25 punti sperimentali senza tener conto delle<br />
replicazioni e di altri eventuali punti per <strong>la</strong> verifica di modello. Detto ciò passiamo in rassegna le<br />
varie colonne:<br />
• <strong>la</strong> prima colonna elenca i vari coefficienti<br />
• <strong>la</strong> seconda corrisponde all’errore standard sui coefficienti calco<strong>la</strong>ti (formu<strong>la</strong> 3.3)<br />
• <strong>la</strong> terza colonna, derivante dal rapporto tra <strong>la</strong> prima e <strong>la</strong> seconda colonna, evidenzia <strong>la</strong><br />
statistica t, che rappresenta una stima del<strong>la</strong> significatività del corrispondente<br />
coefficiente e quindi del fattore ad esso collegato. Come si può notare i primi cinque<br />
termini non hanno visualizzato questo calcolo, in quanto un qualsiasi modello deve<br />
contenere almeno questi cinque termini per i quali risulta superflua un’analisi del<strong>la</strong> loro<br />
importanza<br />
• l’ultima colonna visualizza il p-value, il quale da sotto forma di probabilità <strong>la</strong> medesima<br />
informazione del parametro t. Infatti <strong>la</strong> dove <strong>la</strong> statistica t è alta, cioè il coefficiente<br />
risulta significativo, il p-value è basso, ossia <strong>la</strong> probabilità che il parametro non sia<br />
importante risulta bassa.<br />
Confrontando tra loro sia i coefficienti di modello che i valori delle statistiche calco<strong>la</strong>ti, si può<br />
concludere che, per quanto concerne i termini del primo ordine, poiché il fattore<br />
GAM_PLAST_PELD ha un coefficiente pari a 182.5, decisamente maggiore degli altri, sembra che<br />
questo materiale sia alquanto importante nel calcolo del<strong>la</strong> viscosità. Per quanto riguarda i<br />
coefficienti del secondo ordine risulta evidente che il MACINATO VERDE*GAM_PLAST_PELD (-<br />
202.4) ed C.M.P.*GAM_PLAST_PELD (-154.4) sono termini molto importanti, ma soprattutto che<br />
costituiscono dei fattori antagonisti tra loro, cosa sottolineata dal segno negativo del coefficiente.<br />
Due materiali che al contrario <strong>la</strong>vorano in sinergia tra loro sono il C.M.P. e MACINATO VERDE,<br />
come si può notare dal valore positivo 133.6 del corrispondente coefficiente di modello. Queste<br />
interpretazioni risultano confermate dal fatto che i valori di t superano quello t16,0.05 = 1.746<br />
tabu<strong>la</strong>to. Le conclusioni dettate sul<strong>la</strong> base del<strong>la</strong> statistica t sono solo approssimate in quanto i<br />
coefficienti stimati non sono indipendenti tra loro, ma possono essere in un certo modo corre<strong>la</strong>ti,<br />
per cui non sono indipendenti neppure le verifiche delle ipotesi eseguite precedentemente; in ogni<br />
caso risultano indicative dell’importanza dei vari termini calco<strong>la</strong>ti.<br />
I coefficienti che si possono leggere nel<strong>la</strong> zona centrale del<strong>la</strong> tabel<strong>la</strong> Anova: S, PRESS, R 2 ,<br />
R 2 (pred.) ed R 2 (adj.), esprimono tutti <strong>la</strong> bontà del modello in riferimento ai dati sperimentali<br />
implementati. Questi vengono calco<strong>la</strong>ti mediante le formule descritte successivamente.<br />
S è una stima del<strong>la</strong> deviazione standard dell’errore di modello; il suo valore è dato dal<strong>la</strong><br />
133
S =<br />
MS residual<br />
PRESS è <strong>la</strong> somma dei quadrati dell’errore di predizione del modello, ossia rappresenta<br />
l’abilità di predizione del modello ; esso è calco<strong>la</strong>to attraverso <strong>la</strong><br />
∑ ⎟ n ⎛ ei<br />
⎞<br />
PRESS =<br />
⎜<br />
1 ⎝1<br />
− hi<br />
⎠<br />
con ei = valore residuo ed hi = leverage value. Questi sono ottenuti come elementi del<strong>la</strong> diagonale<br />
−1<br />
principale del<strong>la</strong> matrice H = X ⋅ ( X ′ X ) ⋅ X ′ dove X rappresenta <strong>la</strong> matrice delle osservazioni<br />
R 2 è un coefficiente che illustra come una variazione del<strong>la</strong> risposta sia spiegata dal modello; più<br />
alto risulta questo termine e meglio il modello fitta i dati osservati<br />
2 SS residual<br />
R = 1−<br />
=<br />
SS total<br />
R 2 (adj) tiene conto del numero di fattori del modello<br />
R<br />
2<br />
2<br />
SS regression<br />
SS total<br />
MS residual<br />
( adj)<br />
= 1−<br />
SS total / DF total<br />
R 2 (pred) indica quanto bene il modello predirebbe nuove osservazioni, quando invece R 2 mostra<br />
quanto bene il modello fitta i dati acquisiti; risulta molto utile per confrontare tra loro diversi modelli<br />
in quanto è calco<strong>la</strong>to con le osservazioni che non sono incluse nel modello. La formu<strong>la</strong> per il<br />
calcolo di questo parametro è<br />
2<br />
R ( pred)<br />
= 1−<br />
PRESS<br />
SS total<br />
Oltre a questi indici ce ne sono altri di fondamentale importanza al fine di comprendere al meglio<br />
tutta <strong>la</strong> tabel<strong>la</strong> dell’analisi del<strong>la</strong> varianza.<br />
I gradi di libertà (DF) indicano il numero di variabili indipendenti, derivanti dai dati osservati, che<br />
sono necessari per il calcolo delle somme dei quadrati. I gradi di libertà di ciascun componente<br />
sono:<br />
DF regression p-1<br />
DF residual error N-p<br />
DF pure error N-n<br />
DF <strong>la</strong>ck of fit n-p<br />
DF total N-1<br />
dove N è il numero di osservazioni totali, n il numero delle osservazioni non replicate e p è il<br />
numero dei termini che compongono il modello.<br />
134
Oltre al modello adattato l’analisi del<strong>la</strong> varianza consente di spiegare e presentare in forma<br />
tabu<strong>la</strong>re come viene suddivisa <strong>la</strong> variazione totale dei dati. La suddivisione include <strong>la</strong> porzione<br />
del<strong>la</strong> variazione totale che è spiegata dal modello usato, e <strong>la</strong> porzione rimanente che non viene<br />
giustificata dal modello.<br />
SS total è <strong>la</strong> somma dei quadrati totale e viene calco<strong>la</strong>ta sommando i quadrati degli scostamenti<br />
delle y osservate dal<strong>la</strong> loro media generale. La SS regression rappresenta <strong>la</strong> porzione del<strong>la</strong><br />
variazione totale spiegata dal modello, mentre <strong>la</strong> SS residual error è <strong>la</strong> porzione non spiegata dal<br />
modello. Indicando con y le osservazioni, yˆ <strong>la</strong> risposta fittata, con y il valor medio generale del<strong>la</strong><br />
risposta e con y l il valor medio per ogni punto del simplesso, ossia tenendo conto delle<br />
replicazioni, si ricava:<br />
( yˆ<br />
y)<br />
SS regression = ∑ −<br />
SS residual error<br />
=<br />
2<br />
( y ˆy )<br />
= ∑ −<br />
SS total = SS regression + SS residual error<br />
2<br />
2<br />
( yˆ<br />
− y)<br />
+ ( y − yˆ<br />
) = ( y y)<br />
∑ ∑ ∑ −<br />
SS <strong>la</strong>ck of<br />
SS pureerror<br />
( y y )<br />
fit = ∑ −<br />
ˆ l<br />
2<br />
( y y )<br />
= ∑ −<br />
Il software di calcolo Minitab ® calco<strong>la</strong> sia <strong>la</strong> somma dei quadrati sequenziale sia quel<strong>la</strong> aggiustata.<br />
Ad esempio <strong>la</strong> SS regression sequenziale rappresenta <strong>la</strong> porzione del<strong>la</strong> variazione totale spiegata<br />
dal modello, ma tenendo conto dell’ordine dei termini che compongono il modello; invece <strong>la</strong> SS<br />
regression aggiustata rappresenta lo stesso <strong>la</strong> porzione del<strong>la</strong> variazione totale spiegata dal<br />
modello, ma non tiene conto dell’ordine col quale i vari termini sono inseriti nel modello.<br />
Nel<strong>la</strong> colonna successiva vengono calco<strong>la</strong>te le medie dei quadrati dei corrispondenti termini<br />
MS term =<br />
Adj SS term<br />
DF term<br />
Il test F viene eseguito al fine di determinare <strong>la</strong> significatività degli effetti principali; <strong>la</strong> formu<strong>la</strong> per i<br />
vari termini è <strong>la</strong><br />
l<br />
2<br />
2<br />
2<br />
135
MS term<br />
F =<br />
MS error<br />
dove si ha che :<br />
• i gradi di libertà del numeratore sono quelli del corrispondente termine<br />
• i gradi di libertà del denominatore sono quelli dell’errore residuo<br />
• inoltre si deve scegliere α che rappresenta il rischio di prima specie riferito all’ipotesi<br />
nul<strong>la</strong><br />
Si esegue quindi un confronto tra il valore di F calco<strong>la</strong>to e quello tabu<strong>la</strong>to. Se quello calco<strong>la</strong>to<br />
supera il valore tabu<strong>la</strong>to si deve rifiutare al livello α di significatività l’ipotesi nul<strong>la</strong>, ossia che gli<br />
effetti non siano significativi.<br />
L’ultima colonna espone un ulteriore test delle ipotesi definito come p-value. Questo test<br />
aiuta lo sperimentatore, analogamente al test F, a decidere se rifiutare oppure no l’ipotesi nul<strong>la</strong>. Il<br />
p-value rappresenta <strong>la</strong> probabilità di ottenere una statistica di test il cui valore sarà almeno pari al<br />
valore calco<strong>la</strong>to. Ad esempio, scegliendo un livello di significatività α pari a 0.05, se il p-value<br />
calco<strong>la</strong>to fosse minore di questo valore, ciò significa che è possibile rifiutare l’ipotesi nul<strong>la</strong>; ed in<br />
corrispondenza si dovrebbe ottenere un valore del test F alto.<br />
Tornando ai termini del<strong>la</strong> Errore. L'origine riferimento non è stata trovata. gli alti valori, superiori<br />
al 90% sia per R 2 sia per R 2 (pred), ma in partico<strong>la</strong>re per R 2 (adj) suggeriscono che il modello<br />
implementato fitta bene i dati acquisiti, anche perché il valore del termine PRESS non risulta<br />
esageratamente alto. Entrando poi nel dettaglio dell’analisi del<strong>la</strong> varianza si può leggere per <strong>la</strong><br />
regressione che F è pari a 64.68, valore che supera quello tabu<strong>la</strong>to F0.05,14,17 pari a 2.33, per cui<br />
bisogna rifiutare l’ipotesi nul<strong>la</strong> ad α pari a 0.05 ed ammettere che <strong>la</strong> forma superficie dipende dalle<br />
diverse miscele. Il test F, appena eseguito è un test dell’ipotesi nul<strong>la</strong>.<br />
Ipotesi nul<strong>la</strong> H0: l’altezza del<strong>la</strong> superficie di risposta è <strong>la</strong> stessa per tutte le differenti miscele, ossia<br />
β 1 = β 2 = ... = β n = cost<br />
; β12<br />
= β 23 = ... = β ij = 0<br />
Il rifiuto dell’ipotesi nul<strong>la</strong> si esplica nel fatto che uno o più segni di uguaglianza sono falsi: se i β i<br />
non sono uguali allora <strong>la</strong> superficie di risposta piana non si trova ad un’altezza costante sopra il<br />
triangolo di base; se un β ij non è nullo allora <strong>la</strong> risposta associata al<strong>la</strong> misce<strong>la</strong> binaria dei<br />
componenti i e j è differente dal<strong>la</strong> media delle risposte re<strong>la</strong>tive ai componenti individuali i e j.<br />
Infine rimane da commentare il valore del parametro Lack-of-Fit. Quando il numero totale di<br />
miscele è maggiore del numero dei parametri del modello e quando si raccoglie più di<br />
un’osservazione per qualcuna o tutte le miscele programmate, <strong>la</strong> somma dei quadrati dei residui è<br />
allora una somma composta dal<strong>la</strong> mancanza di adattamento del modello in corrispondenza delle<br />
miscele e dal<strong>la</strong> variabilità delle osservazioni replicate. La somma dei quadrati per l’errore derivante<br />
dalle osservazioni replicate (SS pure error) si può calco<strong>la</strong>re a partire dalle osservazioni replicate;<br />
inoltre sottraendo dal<strong>la</strong> somma dei quadrati dei residui (SS residual error) proprio <strong>la</strong> SS pure error<br />
136
si ottiene <strong>la</strong> somma dei quadrati dovuti al<strong>la</strong> mancanza di adattamento. Il test di adeguatezza del<br />
modello si esegue calco<strong>la</strong>ndo:<br />
F =<br />
MS <strong>la</strong>ck − of − fit<br />
MS pureerror<br />
L’ipotesi di adeguatezza del modello viene respinta (a livello α di significatività) quando il valore<br />
calco<strong>la</strong>to di F è maggiore di quello tabu<strong>la</strong>to ai corrispondenti gradi di libertà. Nel nostro caso si<br />
legge F = 5.36 ed in tabel<strong>la</strong> troviamo F = 6.<br />
12 ; per cui per un livello di significatività α pari<br />
1 , 16,<br />
0.<br />
025<br />
a 0.025 si può affermare che il modello risulta adeguato; ciò conferma i valori alti di tutti i parametri<br />
R 2 trovati.<br />
Si possono anche valutare le prestazioni di modello rappresentando graficamente gli scostamenti o<br />
residui (Figura 101). I grafici degli scostamenti possono essere usati per verificare l’assunzione di<br />
normalità degli errori. Questa condizione è stata necessaria per autorizzare l’uso delle statistiche t<br />
e F. Un metodo molto semplice per eseguire tale verifica consiste nel riportare gli scostamenti sul<br />
grafico di probabilità normale; infatti se i residui sono distribuiti normalmente essi giacciono<br />
all’incirca su una retta. La Figura 101mostra che i residui sono distribuiti normalmente come<br />
ipotizzato e con valori che vanno da un minimo di 0.145 Pa*s ad un massimo di 1.70 Pa*s. Il<br />
grafico in basso a destra serve a dimostrare l’assenza di sistematicità su tali errori.<br />
Frequency<br />
Percent<br />
99<br />
90<br />
50<br />
10<br />
10,0<br />
1<br />
-2<br />
7,5<br />
5,0<br />
2,5<br />
0,0<br />
-1<br />
0<br />
Residual<br />
-1,2 -0,8 -0,4 0,0 0,4 0,8<br />
Residual<br />
Residual Plots for SR 5000<br />
Normal Probability Plot of the Residuals Residuals Versus the Fitted Values<br />
1<br />
1,2<br />
1,6<br />
2<br />
Residual<br />
Residual<br />
2<br />
1<br />
0<br />
-1<br />
50<br />
55<br />
60<br />
Fitted Value<br />
Histogram of the Residuals Residuals Versus the Order of the Data<br />
10 15 20 25<br />
Observation Order<br />
Figura 101 Normal probability plots dei residui per il modello a SR 5000 s -1 .<br />
Nel<strong>la</strong> maggior parte dei programmi sperimentali viene caldamente raccomandato che vengano<br />
eseguiti esprimenti supplementari in punti diversi da quelli del reticolo del simplesso per consentire<br />
2<br />
1<br />
0<br />
-1<br />
1<br />
5<br />
65<br />
30<br />
70<br />
35<br />
137
un controllo dell’adeguatezza del modello trovato. Anche nel nostro caso si è seguito tale consiglio,<br />
utilizzando per questo scopo le cinque miscele che non erano state usate per <strong>la</strong> costruzione del<br />
modello. Una attenta osservazione potrebbe rendere evidente che tutte queste miscele sono<br />
contraddistinte dal simbolo -1, cioè sono tutte disposte all’interno del simplesso.<br />
Tabel<strong>la</strong> 15 Tabel<strong>la</strong> per il controllo di modello a SR 5000 s-1 utilizzando le cinque miscele<br />
posizionate all’interno dell’area sperimentale.<br />
viscosità (Pa*s)<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
tabel<strong>la</strong> riassuntiva a SR 5000 s -1<br />
asse X misce<strong>la</strong><br />
eta modello<br />
(Pa*s)<br />
eta<br />
sperimentale<br />
(Pa*s)<br />
1 R_12 62.64 63<br />
2 R_18 58.24 59<br />
3 R_22 52.84 52<br />
4 R_23 57.94 58<br />
5 R_25 55.54 55<br />
controllo di modello a SR 5000 s -1<br />
R_12 R_18 R_22 R_23 R_25<br />
0 1 2 3 4 5 6<br />
numero ordinale delle miscele<br />
Figura 102 Controllo di modello a SR 5000 s-1.<br />
eta modello<br />
eta sperimentale<br />
La Figura 102 evidenzia come i valori di viscosità apparente sperimentali (in vio<strong>la</strong>) siano compatibili<br />
con quelli ricavati dal calcolo (in blu) utilizzando il modello ricavato per lo SR 5000. le tabelle<br />
riassuntive dei calcoli eseguiti per questo SR e per gli altri, nonché i grafici analoghi al precedente,<br />
sono raccolte in appendice.<br />
La seconda fase dello studio consisteva nel cercare di ottimizzare una misce<strong>la</strong> polimerica al<br />
fine di riempire lo stampo del bidone al minimo costo, utilizzando il modello precedentemente<br />
ottenuto. Per questo si è, prima di tutto, implementato in parallelo al precedente un modello dei<br />
costi.<br />
138
Estimated Regression Coefficients for costi (component proportions)<br />
Term Coef SE Coef T P<br />
B.V 0,720000 0,000000 * *<br />
C.M.P 0,790000 0,000000 * *<br />
VERDE FLOREALE 0,460000 0,000000 * *<br />
MACINATO VERDE 0,600000 0,000000 * *<br />
GAM_PLAST_PELD 0,440000 0,000000 * *<br />
B.V*C.M.P 0,000000 0,000000 * *<br />
B.V*VERDE FLOREALE 0,000000 0,000000 * *<br />
B.V*MACINATO VERDE 0,000000 0,000000 * *<br />
B.V*GAM_PLAST_PELD 0,000000 0,000000 * *<br />
C.M.P*VERDE FLOREALE -0,000000 0,000000 * *<br />
C.M.P*MACINATO VERDE 0,000000 0,000000 * *<br />
C.M.P*GAM_PLAST_PELD -0,000000 0,000000 * *<br />
VERDE FLOREALE*MACINATO VERDE 0,000000 0,000000 * *<br />
VERDE FLOREALE*GAM_PLAST_PELD -0,000000 0,000000 * *<br />
MACINATO VERDE*GAM_PLAST_PELD 0,000000 0,000000 * *<br />
S = 0 PRESS = 0<br />
R-Sq = 100,00% R-Sq(pred) = 100,00% R-Sq(adj) = 100,00%<br />
Analysis of Variance for costi (component proportions)<br />
Source DF Seq SS Adj SS Adj MS F P<br />
Regression 14 0,020930 0,020930 0,001495<br />
Linear 4 0,020930 0,000239 0,000060 * *<br />
Quadratic 10 0,000000 0,000000 0,000000 * *<br />
Residual Error 17 0,000000 0,000000 0,000000<br />
Lack-of-Fit 1 0,000000 0,000000 0,000000 * *<br />
Pure Error 16 0,000000 0,000000 0,000000<br />
Total 31 0,020930<br />
Dal<strong>la</strong> tabel<strong>la</strong> si può osservare che il modello ottenuto presenta tutte le statistiche ai valori ottimali<br />
con una convergenza del 100%, proprio per il fatto di aver e<strong>la</strong>borato dei dati che non sono<br />
sperimentali. Il modello dei costi è stato utilizzato successivamente per sovrapporre le sue curve di<br />
livello con quelle del modello di viscosità ed ottenere diverse composizioni di miscele al variare<br />
del<strong>la</strong> viscosità desiderata, ma sempre col vincolo di muoversi lungo curve a costo minimo.<br />
139
3.2.1 Ottimizzazione di modello<br />
In base ai risultati ricavati si è pensato di riprendere il modello ottenuto a SR 1500 s -1 ed usarlo per<br />
cercare di ottimizzare una o più miscele sia dal punto di vista del<strong>la</strong> viscosità, al<strong>la</strong> quale è collegato<br />
il riempimento dello stampo, sia dal punto di vista dei costi 3 .<br />
Tabel<strong>la</strong> 16 Ottimizzazione di modello con calcolo di composizione, viscosità e costo di<br />
alcune miscele.<br />
composizione misce<strong>la</strong><br />
B.V. C.M.P.<br />
VERDE MACINATO<br />
FLOREALE VERDE<br />
GAM_<br />
PLAST_<br />
PELD<br />
VISCOSITA'<br />
AP (Pa*s)<br />
COSTO<br />
(€/kg)<br />
0,2 0,15 0,25 0,25 0,15 90 0,5935<br />
0,2 0,15 0,2319 0,2681 0,15 91 0,596<br />
0,2 0,15 0,2341 0,25 0,1659 92 0,5932<br />
0,2 0,15 0,2117 0,2844 0,1539 93 0,5982<br />
0,2 0,15 0,217 0,2635 0,1695 94 0,595<br />
0,2 0,15 0,2102 0,2644 0,1755 95 0,595<br />
0,2 0,15 0,2033 0,2652 0,1815 96 0,595<br />
0,2 0,15 0,1965 0,2661 0,1875 97 0,595<br />
0,2 0,15 0,1896 0,2669 0,1935 98 0,595<br />
0,2 0,15 0,1827 0,2678 0,1995 99 0,595<br />
0,2 0,15 0,1759 0,2686 0,2055 100 0,595<br />
0,2 0,15 0,1817 0,25 0,2183 101 0,5921<br />
0,2 0,15 0,1758 0,25 0,2242 102 0,592<br />
0,2 0,15 0,173 0,25 0,2269 103 0,592<br />
0,2 0,15 0,1645 0,25 0,2355 104 0,5918<br />
0,2 0,15 0,1617 0,25 0,2383 105 0,5917<br />
0,2 0,15 0,155 0,25 0,2449 106 0,592<br />
0,2 0,15 0,1513 0,25 0,2487 107 0,5915<br />
0,2 0,15 0,1424 0,25 0,2576 108 0,5913<br />
0,2 0,15 0,1384 0,25 0,2616 109 0,5913<br />
0,2 0,15 0,1337 0,25 0,2663 110 0,591<br />
0,2 0,15 0,1214 0,25 0,2786 112 0,5909<br />
0,2 0,15 0,1086 0,25 0,2914 114 0,5907<br />
0,2 0,15 0,1 0,25 0,3 116 0,5905<br />
0,2 0,15 0,087 0,25 0,3123 118 0,5903<br />
3 Il modello dei costi, infatti, era già stato implementato precedentemente.<br />
140
0,2 0,15 0,075 0,25 0,325 120 0,59<br />
0,2 0,15 0,0438 0,25 0,3542 125 0,5894<br />
0,2 0,15 0,0181 0,25 0,3819 130 0,5889<br />
La Tabel<strong>la</strong> 16 riporta le miscele ottimizzate in termini di composizione, di viscosità e di costo. Tali<br />
risultati sono stati ricavati utilizzando entrambi i modelli adattati, dai quali sono state ricavate le<br />
superfici di risposta. Infatti sono state selezionate le viscosità di target, e si è imposto di<br />
minimizzare il costo del<strong>la</strong> misce<strong>la</strong> cercata; in questo modo ci si è mossi lungo le curve di livello di<br />
minimo costo ricercando <strong>la</strong> composizione del<strong>la</strong> misce<strong>la</strong> che fornisse il target voluto.<br />
0,675<br />
0,650<br />
costi<br />
0,625<br />
0,600<br />
C.M.P.<br />
0,40<br />
0,00<br />
0,50 MACINATO VERDE<br />
0,675<br />
0,650<br />
costi<br />
0,625<br />
0,25 0,15<br />
0,25<br />
VERDE FLOREALE<br />
C.M.P.<br />
0,600<br />
0,40<br />
0,25 0,40 GAM_PLAST_PELD<br />
0,15 0,15<br />
0,50<br />
MACINATO VERDE<br />
Mixture Surface Plots of costi<br />
0,675<br />
0,650<br />
costi<br />
0,625<br />
C.M.P.<br />
0,600<br />
0,40<br />
0,00<br />
0,40 GAM_PLAST_PELD<br />
0,15 0,15<br />
0,25<br />
VERDE FLOREALE<br />
0,630<br />
0,615<br />
costi<br />
0,600<br />
VERDE FLOREALE 0,25<br />
0,25 0,40 GAM_PLAST_PELD<br />
0,15 0,00<br />
0,50<br />
MACINATO VERDE<br />
Figura 103 Superfici di risposta per il modello dei costi.<br />
141
0,675<br />
0,650<br />
costi<br />
0,625<br />
VERDE FLOREALE<br />
0,25<br />
B.V.<br />
0,600<br />
0,15<br />
0,45 0,00<br />
0,20<br />
0,40<br />
C.M.P.<br />
costi<br />
0,62<br />
B.V.<br />
0,66<br />
0,64<br />
0,60<br />
0,45<br />
MACINATO VERDE<br />
0,50<br />
0,00 0,20<br />
0,25<br />
Mixture Surface Plots of costi<br />
0,66<br />
costi<br />
B.V.<br />
0,68<br />
0,64<br />
0,45<br />
0,66<br />
0,64<br />
MACINATO VERDE<br />
0,50<br />
0,15<br />
0,25<br />
0,20<br />
0,40<br />
C.M.P.<br />
0,675<br />
0,650<br />
costi<br />
0,625<br />
GAM_PLAST_PELD<br />
0,40<br />
B.V.<br />
0,600 0,15<br />
0,45 0,15<br />
0,20<br />
0,40<br />
C.M.P.<br />
costi 0,62<br />
GAM_PLAST_PELD<br />
0,<br />
40<br />
costi 0,62<br />
GAM_PLAST_PELD<br />
0,40<br />
0,25<br />
VERDE FLOREALB.V.<br />
0,60<br />
0,45<br />
0,00<br />
0,15<br />
0,20 0,25<br />
VERDE FLOREALB.V.<br />
0,60<br />
0,45<br />
0,25<br />
0,15<br />
0,20<br />
0,50<br />
MACINATO VER<br />
Figura 104 Superfici di risposta per il modello dei costi.<br />
SR 1500<br />
140<br />
120<br />
100<br />
GAM_PLAST_PELD 0,00<br />
0,40<br />
Mixture Surface Plot of SR 1500<br />
0,25<br />
0,50<br />
0,15<br />
0,25<br />
VERDE FLOREALE<br />
0,66<br />
0,64<br />
MACINATO VERDE<br />
Hold Values<br />
B.V. 0,2<br />
C.M.P. 0,15<br />
Figura 105 Superficie di risposta per il modello a SR 1500 s-1; i termini B.V. e C.M.P. sono<br />
tenuti costanti.<br />
Mentre <strong>la</strong> Figura 103 e <strong>la</strong> Figura 104 riportano tutte le superfici di risposta del modello dei costi,<br />
avendo raggruppato i fattori in terne sempre diverse tra loro, <strong>la</strong> Figura 105 invece mostra solo una<br />
142
superficie, ossia quel<strong>la</strong> più significativa in virtù dell’ottimizzazione riportata in tabel<strong>la</strong> 4.8. Infatti in<br />
questo caso non sono state riportate tutte e dieci le superfici, ma solo quel<strong>la</strong> in cui B.V. e C.M.P.<br />
vengono mantenuti costanti e pari ai valori di tabel<strong>la</strong>.<br />
La Figura 106 illustra <strong>la</strong> sovrapposizione delle curve di livello del modello dei costi con quelle<br />
ricavate per il modello del<strong>la</strong> viscosità a SR 1500 s -1 . Come è possibile notare le curve scelte vanno,<br />
in accordo con <strong>la</strong> Tabel<strong>la</strong> 16, da una viscosità minima di 90 Pa*s ad una massima di 130 Pa*s; i<br />
costi invece oscil<strong>la</strong>no tra gli 0.5889 €/kg e gli 0.61 €/kg.<br />
Over<strong>la</strong>id Contour Plot of SR 1500; costi<br />
(component amounts)<br />
0,15<br />
0,50<br />
MACINATO VERDE<br />
VERDE FLOREALE<br />
0,25<br />
0,00<br />
0,25<br />
0,40<br />
GAM_PLAST_PELD<br />
SR 1500<br />
90<br />
130<br />
costi<br />
0,5889<br />
0,61<br />
Hold Values<br />
B.V. 0,2<br />
C.M.P. 0,15<br />
Figura 106 Sovrapposizione delle curve di livello dei costi e del<strong>la</strong> viscosità per il modello a<br />
SR 1500 s-1.<br />
La misce<strong>la</strong> utilizzata in azienda ha <strong>la</strong> seguente composizione:<br />
• B.V. 20%<br />
• C.M.P. 25%<br />
• VERDE FLOREALE 10%<br />
• MACINATO VERDE 30%<br />
• GAM_PLAST_PELD 15%<br />
Il modello ricavato a SR 1500 s -1 fornisce per questa composizione una viscosità apparente pari a<br />
103.4 Pa*s ed un costo pari a 0.6335 €/kg. Ebbene, poiché l’azienda riesce a stampare con questo<br />
tipo di misce<strong>la</strong>, a maggior ragione ci riuscirebbe con tutte le miscele che hanno una viscosità più<br />
bassa a parità di parametri di processo; quindi si possono individuare alcune miscele, quelle al di<br />
sotto di 103.4 Pa*s, che hanno sia una diminuzione di viscosità sia dei costi. In partico<strong>la</strong>re esiste<br />
una composizione che pur avendo <strong>la</strong> stessa viscosità di quel<strong>la</strong> utilizzata ha un costo pari a 0.592<br />
€/kg con un risparmio del 6.55%. Per le miscele <strong>la</strong> cui viscosità supera il valore di 103.4 Pa*s<br />
143
sarebbe opportuna una prova in macchina in quanto le simu<strong>la</strong>zioni sono in favore di sicurezza ,<br />
come spiegato precedentemente.<br />
Inoltre i costi ricavati sono tutti più bassi di quello re<strong>la</strong>tivo al<strong>la</strong> composizione utilizzata e vanno da<br />
un minimo di 0.5889 €/kg corrispondente ad una riduzione del 7% ad un massimo di 0.5982 €/kg<br />
pari al 5.57%. In conclusione, considerando come esempio l’ultima misce<strong>la</strong> del<strong>la</strong> tabel<strong>la</strong> si ottiene<br />
una viscosità di 130 Pa*s ed un costo di 0.5889 €/kg, con un aumento del<strong>la</strong> viscosità del 20.5%,<br />
ma un miglioramento del costo del 7%. Considerando invece <strong>la</strong> prima misce<strong>la</strong> di tabel<strong>la</strong> si ottiene<br />
una diminuzione del<strong>la</strong> viscosità del 12.96% ed un miglioramento del costo del 6.3%.<br />
3.3 Influenza delle condizioni termo-fluidodinamiche di processo<br />
sul<strong>la</strong> degradazione del polistirene<br />
L’equazione di continuità, del momento e dell’energia per flusso non isotermo e fluido non<br />
Newtoniano vengono implementate nei codici di calcolo nel<strong>la</strong> forma seguente:<br />
∂ρ<br />
∂(<br />
ρu)<br />
∂(<br />
ρv)<br />
∂(<br />
ρw)<br />
+ + + = 0<br />
∂t<br />
∂x<br />
∂y<br />
∂z<br />
Equazione di continuità<br />
2 2 2<br />
⎛ ∂u<br />
∂u<br />
∂u<br />
∂u<br />
⎞ ∂p<br />
⎛ ∂ u ∂ u ∂ u ⎞<br />
ρ ⎜ + u + v + w ⎟ = − + η<br />
+ ρg<br />
t x y z x ⎜ + +<br />
x y z<br />
⎟<br />
2 2 2<br />
⎝ ∂ ∂ ∂ ∂ ⎠ ∂ ⎝ ∂ ∂ ∂ ⎠<br />
2 2 2<br />
⎛ ∂v<br />
∂v<br />
∂v<br />
∂v<br />
⎞ ∂p<br />
⎛ ∂ v ∂ v ∂ v ⎞<br />
ρ ⎜ + u + v + w ⎟ = − + η<br />
+ ρg<br />
t x y z x ⎜ + +<br />
x y z<br />
⎟<br />
2 2 2<br />
⎝ ∂ ∂ ∂ ∂ ⎠ ∂ ⎝ ∂ ∂ ∂ ⎠<br />
2 2 2<br />
⎛ ∂w<br />
∂w<br />
∂w<br />
∂w<br />
⎞ ∂p<br />
⎛ ∂ w ∂ w ∂ w ⎞<br />
ρ ⎜ + u + v + w ⎟ = − + η<br />
+ ρg<br />
t x y z x ⎜ + +<br />
x y z<br />
⎟<br />
2 2 2<br />
⎝ ∂ ∂ ∂ ∂ ⎠ ∂ ⎝ ∂ ∂ ∂ ⎠<br />
ρ<br />
c p<br />
⎛ T<br />
⎜<br />
⎝ ∂t<br />
T<br />
∂x<br />
Equazione del momento<br />
T<br />
∂y<br />
T ⎞<br />
⎟<br />
∂z<br />
⎠<br />
⎛ T<br />
⎜<br />
⎝ ∂x<br />
T<br />
∂y<br />
T ⎞<br />
∂z<br />
⎟<br />
⎠<br />
2 2 2<br />
⋅<br />
∂ ∂ ∂ ∂ ∂ ∂ ∂<br />
2<br />
+ u + v + w = k⎜<br />
+ + ⎟ + η γ<br />
2 2 2<br />
Equazione dell’energia<br />
y<br />
x<br />
z<br />
144
dove:<br />
• P = pressione [Pa].<br />
• gx, gy, gz = accelerazione di gravità [m/s 2 ].<br />
• ρ = densità [Kg/m 3 ].<br />
• u = velocità lungo <strong>la</strong> direzione x [m/s] (guarda figura 2.9).<br />
• v = velocità lungo <strong>la</strong> direzione y [m/s].<br />
• w = velocità lungo <strong>la</strong> direzione z [mm/s].<br />
• cp = calore specifico a pressione costante [J/Kg K].<br />
• T = temmperatura del fuso [K].<br />
• k = conduttività termica<br />
•<br />
⋅<br />
2<br />
η γ = viscous heating .<br />
Figura 107 Direzione di velocità.<br />
In partico<strong>la</strong>re il viscous heating rappresenta il calore generato internamente per attrito tra fluido e<br />
parete.<br />
3.4 Influenza del<strong>la</strong> composizione delle miscele di polipropilene<br />
sul<strong>la</strong> saldabilità del contenitore portabatteria e sviluppo di un<br />
modello di corre<strong>la</strong>zione<br />
Il box portabatteria analizzato ha <strong>la</strong> necessità di essere saldato con un coperchio che protegga gli<br />
elementi del<strong>la</strong> batteria in fase di utilizzo. Questo processo viene normalmente realizzato tramite<br />
una saldatura a <strong>la</strong>ma calda, e sperimentalmente si è verificato che l’integrità del<strong>la</strong> saldatura in<br />
esercizio è fortemente legata al lotto di materiale utilizzato. Per questo motivo con i tre lotti oggetto<br />
di indagine sono stati realizzati dei provini che sono stati saldati e sottoposti successivamente ad<br />
145
un test di trazione, per analizzare come <strong>la</strong> tensione di rottura possa essere legata al<strong>la</strong><br />
composizione delle miscele dei singoli componenti.<br />
I provini sono stati realizzati con un apposito stampo tramite stampaggio ad iniezione e seguente<br />
fresatura, ed oltre ai tre lotti indicati è stato preso in esame anche un materiale di prima scelta<br />
(indicato come ISPLEN), che storicamente si è verificato avere ottimi risultati in termini di<br />
saldabilità, ed altri due lotti di materiale utilizzato in casi analoghi (756 e 730). I testi sono stati<br />
effettuati con una macchina di prove a trazione Le prove a trazione sono state condotte mediante<br />
macchina di prova MTS 322-5t, disponibile presso il <strong>la</strong>boratorio Net Shape Forming del DIMEG. La<br />
macchina è conforme al<strong>la</strong> ISO 5893 e soddisfa le specifiche previste dal<strong>la</strong> norma UNI EN ISO 527.<br />
Due spine di centraggio sono vinco<strong>la</strong>te agli afferraggi per orientare il provino in modo tale che il<br />
suo asse principale coincida con <strong>la</strong> direzione del<strong>la</strong> forza passante per il centro di serraggio. La<br />
pressione di serraggio dei morsetti può essere rego<strong>la</strong>ta in modo da prevenire un possibile<br />
scivo<strong>la</strong>mento del<strong>la</strong> provetta. L'acquisizione del carico e del<strong>la</strong> re<strong>la</strong>tiva deformazione avviene<br />
mediante software del<strong>la</strong> MTS System Corporation, instal<strong>la</strong>to in un computer connesso in rete con<br />
<strong>la</strong> macchina di prova.<br />
I dati ottenuti dai test di trazione sui provini saldati risultano molto dispersi e difficilmente<br />
interpretabili in prima analisi: in questi casi per verificare se il materiale sia un fattore che influenzi<br />
in modo significativo il risultato del<strong>la</strong> prova è opportuno effettuare un test di analisi del<strong>la</strong> varianza<br />
(ANOVA). Si è quindi stabilito di approfondire l’analisi dei valori di tensione massima nel caso del<strong>la</strong><br />
saldatura dei materiali indicati con <strong>la</strong> sig<strong>la</strong> 727, 767 e 764 con l’ISPLEN; in primo luogo è stato<br />
verificata l’ipotesi che i dati, pur essendo in numero limitato, rispettino una distribuzione normale:<br />
come si vede dai grafici sottoriportati, questa ipotesi può essere ritenuta valida.<br />
Percent<br />
99<br />
95<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
5<br />
1<br />
900<br />
1000<br />
1100<br />
1200<br />
727<br />
Normal<br />
1300<br />
727<br />
1400<br />
1500<br />
1600<br />
1700<br />
Mean 1305<br />
StDev 156,9<br />
N 5<br />
AD 0,234<br />
P-Value 0,610<br />
146
Percent<br />
Percent<br />
99<br />
95<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
5<br />
1<br />
99<br />
95<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
5<br />
1<br />
1500<br />
1000<br />
1600<br />
1200<br />
1700<br />
1400<br />
764<br />
764<br />
Normal<br />
1800<br />
767<br />
1600<br />
767<br />
Normal<br />
1900<br />
1800<br />
2000<br />
2000<br />
2100<br />
Mean 1479<br />
StDev 228,5<br />
N 5<br />
AD 0,423<br />
P-Value 0,182<br />
Mean 1796<br />
StDev 129,4<br />
N 5<br />
AD 0,209<br />
P-Value 0,712<br />
Figura 108 Verifica del<strong>la</strong> distribuzione normale dei risultati delle prove di trazione in tutti i<br />
lotti di materiale.<br />
Sotto queste ipotesi per filtrare gli outlier, cioè valori che possono statisticamente essere dovuti ad<br />
un grosso<strong>la</strong>no errore sperimentale e che quindi è legittimo escludere, è possibile applicare il<br />
criterio di Chauvenet, scartando i dati che si allontanano in modo significativo dal<strong>la</strong> media. L’utilizzo<br />
di questo criterio porta all’individuazione di un outlier tra i dati re<strong>la</strong>tivi al materiale 764.<br />
Sui dati così filtrati, rappresentati nel grafico box-plot, è possibile realizzare un’analisi del<strong>la</strong><br />
varianza (ANOVA).<br />
147
Tensione resistente<br />
2200<br />
2000<br />
1800<br />
1600<br />
1400<br />
1200<br />
1000<br />
727<br />
Boxplot of Tensione resistente vs Materiale<br />
730<br />
756 764<br />
Materiale<br />
767<br />
ISPLEN<br />
Factor Type Levels Values<br />
Materiale fixed 6 727; 730; 756; 764; 767; ISPLEN<br />
Analysis of Variance for Tensione resistente, using Adjusted SS for<br />
Tests<br />
Source DF Seq SS Adj SS Adj MS F P<br />
Materiale 5 2182712 2182712 436542 18,48 0,000<br />
Error 26 614327 614327 23628<br />
Total 31 2797040<br />
Il valore evidenziato in tabel<strong>la</strong> è denominato p-value, e rappresenta l’errore che si commette se si<br />
considera che <strong>la</strong> variazione di materiale influenzi <strong>la</strong> tensione di rottura, nel caso in cui questa<br />
conclusione non fosse vera. Essendo questo valore molto piccolo (non è pari a zero, ma <strong>la</strong> prima<br />
cifra significativa è dopo <strong>la</strong> quarta cifra decimale), si può affermare che <strong>la</strong> variazione di materiale<br />
influenza <strong>la</strong> tensione massima di rottura: <strong>la</strong> dispersione dei dati evidente in prima analisi è quindi<br />
da imputare non solo ad una variabilità sperimentale dei dati, ma ad un’effettiva variazione del<strong>la</strong><br />
risposta legata al<strong>la</strong> variazione del materiale utilizzato.<br />
3.4.1 Identificazione del modello matematico<br />
Prendendo in considerazione i dati re<strong>la</strong>tivi ai tre materiali di interesse, con i valori presenti è<br />
possibile determinare una legge che descrive <strong>la</strong> tensione di rottura in funzione del<strong>la</strong> composizione<br />
del<strong>la</strong> misce<strong>la</strong>, supponendo che <strong>la</strong> dipendenza sia lineare.<br />
148
764 1<br />
Il modello descrittivo ricavato è il seguente:<br />
727<br />
1<br />
0<br />
F = 1305*p(727) + 1383*p(764) + 1796*p(767)<br />
Tensione di rottura 1600<br />
767<br />
1400<br />
1,00<br />
0,00<br />
0<br />
SIMPLESSO<br />
1,00<br />
764<br />
Per verificarne <strong>la</strong> bontà è stata testata una misce<strong>la</strong> posta al centro del simplesso (composta quindi<br />
dal 33% di 727, dal 33% di 764 e dal 33% di 767) e si è verificato che <strong>la</strong> differenza il valore<br />
riscontrato e quello previsto dal modello è pari al 2% (1524 N contro 1495 N).<br />
0<br />
1<br />
767<br />
Mixture Surface Plot of Tensione di rottura<br />
(component amounts)<br />
1800<br />
0,00 1,00 727<br />
0,00<br />
149
3.5 Influenza delle condizioni di processo sulle proprietà<br />
meccaniche del composito di legno-polimero<br />
Si è svolta una campagna sia numerica che sperimentale. Dapprima si è provveduto ad effettuare<br />
una caratterizzazione meccanica completa del materiale stampato. Oltre al polimero di riferimento,<br />
del quale si è riportata <strong>la</strong> caratterizzazione completa, si sono usati altri due compositi.<br />
Le prove a trazione sono state condotte secondo le modalità previste dal<strong>la</strong> norma UNI EN ISO<br />
527-2:1997. La norma specifica le condizioni di prova per determinare le proprietà a trazione di<br />
materiali termop<strong>la</strong>stici rigidi e semirigidi. I metodi vengono applicati nell’uso di provette che<br />
possono essere sia stampate alle dimensioni scelte, sia <strong>la</strong>vorate a macchina da <strong>la</strong>stre ottenute per<br />
stampaggio ad iniezione o estrusione.<br />
Il modulo e<strong>la</strong>stico ed il carico unitario a rottura sono stati determinati in due condizioni differenti di<br />
prova:<br />
a) a secco (atmosfera di prova a 25°C)<br />
b) in condizioni sature (provino immerso in acqua fino a raggiungere saturazione).<br />
La norma 527-2 prevede l’utilizzo di provette sagomate ad asse rettilineo di tipo 1B. La lunghezza<br />
delle zone di afferraggio (Figura 109) è stata prolungata in modo da prevenire rotture o<br />
scivo<strong>la</strong>mento nei morsetti. I provini sono stati <strong>la</strong>vorati a macchina partendo da una p<strong>la</strong>cchetta<br />
rettango<strong>la</strong>re di dimensioni maggiori.<br />
A A<br />
Figura 109 Dimensioni provetta 1B.<br />
SEZ A-A<br />
150
3.5.1 Attrezzatura<br />
A) Macchina di prova<br />
Le prove a trazione sono state condotte mediante macchina di prova MTS 322-5t, disponibile<br />
presso il <strong>la</strong>boratorio Net Shape Forming (Università di Padova). La macchina è conforme al<strong>la</strong> ISO<br />
5893 e soddisfa le specifiche previste dal<strong>la</strong> norma UNI EN ISO 527.<br />
Due spine di centraggio sono vinco<strong>la</strong>te agli afferraggi per orientare il provino in modo tale che il<br />
suo asse principale coincida con <strong>la</strong> direzione del<strong>la</strong> forza passante per il centro di serraggio. La<br />
pressione di serraggio dei morsetti può essere rego<strong>la</strong>ta in modo da prevenire un possibile<br />
scivo<strong>la</strong>mento del<strong>la</strong> provetta. L’acquisizione del carico e del<strong>la</strong> re<strong>la</strong>tiva deformazione avviene<br />
mediante software del<strong>la</strong> MTS System Corporation, instal<strong>la</strong>to in un computer connesso in rete con<br />
<strong>la</strong> macchina di prova.<br />
B) Estensometro<br />
Durante le prove si è fatto uso di un estensometro del<strong>la</strong> MTS System Corporation, modello n°<br />
632.53F-11. Esso è in grado di determinare <strong>la</strong> variazione di lunghezza del<strong>la</strong> provetta per un tratto<br />
di 25 mm con accuratezza di misura di 0,03 mm (calco<strong>la</strong>ta secondo metodo di propagazione<br />
dell’incertezza di Kline Mc Clintock).<br />
3.5.2 Procedimento<br />
a) Dimensioni delle provette<br />
Sono stati utilizzati tre tipi di provini (numerati 1,2,3), ciascuno in due condizioni differenti di prova<br />
(a secco, saturo d’acqua). Si è deciso di sottoporre a prova un numero di tre provette per ogni<br />
misura di modulo e<strong>la</strong>stico e carico unitario a rottura. I dati riguardanti le prove, per le quali si è<br />
prodotto uno scivo<strong>la</strong>mento dei morsetti od una rottura entro 10 mm dai morsetti, non sono stati<br />
inclusi nell’analisi ed ulteriori provini sono stati sottoposti a prova.<br />
Prima di cominciare l’analisi, i campioni sono stati control<strong>la</strong>ti visivamente. Si è potuto verificare<br />
come le superfici ed i bordi fossero privi di incisioni, difetti, infossature superficiali e bave. Una<br />
mancanza di p<strong>la</strong>narità (valore medio di 1,5 mm) è stata riscontrata per i provini immersi in acqua.<br />
Ciascuna provetta è stata misurata mediante calibro centesimale. Larghezza e spessore di ciascun<br />
provino sono stati registrati in modo da accertare che fossero entro le tolleranze indicate dal<strong>la</strong><br />
norma 527-2. Per le provette immerse in acqua sono state riscontrate dimensioni maggiori rispetto<br />
a quelle previste dal<strong>la</strong> normativa . Si è comunque deciso di tenere <strong>la</strong> prova a trazione anche per i<br />
provini immersi in acqua, considerando una sezione media del<strong>la</strong> provetta maggiore di quel<strong>la</strong><br />
riconosciuta dal<strong>la</strong> normativa e confrontando i dati in termini di carico unitario (forza di trazione per<br />
unità di area del<strong>la</strong> sezione trasversale). Larghezza e spessore medio misurati vengono riportati in<br />
tabel<strong>la</strong> seguente:<br />
151
Tabel<strong>la</strong> 17 Dimensioni provette.<br />
Condizione di prova Larghezza media (mm) Spessore medio (mm)<br />
A secco 10 4,01<br />
Satura d’acqua 10,36 4,18<br />
b) Bloccaggio<br />
Ciascuna provetta è stata posta fra i morsetti in modo tale che il suo asse longitudinale coincidesse<br />
con <strong>la</strong> direzione di trazione del<strong>la</strong> macchina di prova. Le prime prove sono state condotte con<br />
l’obiettivo di determinare una corretta pressione di serraggio. Un valore pari a 1 MPa è risultato<br />
sufficiente ad evitare lo scivo<strong>la</strong>mento dei provini durante <strong>la</strong> prova.<br />
c) Precarico<br />
Per evitare un precarico eccessivo durante il bloccaggio del<strong>la</strong> provetta, si è deciso di chiudere il<br />
secondo afferraggio in controllo di carico (e non di spostamento) e di verificare che il precarico<br />
iniziale fosse inferiore al valore massimo previsto dal<strong>la</strong> normativa (10x10 -4 MPa). Dopo <strong>la</strong> chiusura<br />
dei morsetti si sono azzerrati i valori di spostamento, carico e deformazione.<br />
d) Rego<strong>la</strong>zione dell’estensometro<br />
Si è posizionato l’estensometro in modo tale che le asticelle di misura fossero a contatto con <strong>la</strong><br />
superficie del<strong>la</strong> provetta e distanziate di 25 mm (lunghezza iniziale prevista dal modello di<br />
estensometro in nostro possesso). Durante le prime prove si è collocato l’estensometro in diversi<br />
punti del<strong>la</strong> sezione a <strong>la</strong>ti paralleli. Per differenti provini dello stesso materiale si è riscontrato un<br />
tratto e<strong>la</strong>stico ed un carico unitario a rottura coincidenti, ad indicare l’indipendenza dei risultati dal<strong>la</strong><br />
posizione dell’estensometro.<br />
e) Velocità di prova<br />
Per provette di tipo 1B <strong>la</strong> norma 527-2 sancisce una velocità di prova pari a 1mm/min.<br />
f) Registrazione dei dati<br />
Sono stati acquisiti:<br />
- il tempo (s) fino a rottura<br />
- il carico (N)<br />
- <strong>la</strong> deformazione (mm/mm)<br />
- lo spostamento del<strong>la</strong> parte mobile del<strong>la</strong> macchina di prova (mm).<br />
Lo spostamento del<strong>la</strong> griffa inferiore è stato acquisito con l’obiettivo di avere un controllo immediato<br />
sul valore di deformazione calco<strong>la</strong>to dall’estensometro.<br />
152
g) Analisi dei dati<br />
In accordo con <strong>la</strong> norma 527-2 sono stati calco<strong>la</strong>ti:<br />
- il carico unitario a trazione<br />
- il modulo e<strong>la</strong>stico.<br />
Vengono di seguito riportati i risultati delle singole prove (in termini di carico unitario/deformazione),<br />
il valore medio del modulo e<strong>la</strong>stico ed il valore medio del carico unitario a rottura per i 3 provini<br />
(Tabel<strong>la</strong> 18).<br />
Carico unitario (N/mm2)<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Curva di flusso: materiale 1 a secco<br />
0<br />
0 0,0005 0,001 0,0015 0,002 0,0025 0,003 0,0035 0,004 0,0045 0,005<br />
Deformazione (mm/mm)<br />
153<br />
1A<br />
1D<br />
1E
Carico unitario (N/mm2)<br />
Carico unitario (N/mm2)<br />
10<br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Curva di flusso: materiale 2 a secco<br />
0<br />
0,00E+00 1,00E-03 2,00E-03 3,00E-03 4,00E-03 5,00E-03 6,00E-03 7,00E-03<br />
Deformazione (mm/mm)<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Curva di flusso: materiale 2 immerso in acqua<br />
0<br />
0,00E+00 2,00E-03 4,00E-03 6,00E-03 8,00E-03 1,00E-02 1,20E-02 1,40E-02 1,60E-02 1,80E-02<br />
Deformazione (mm/mm)<br />
154<br />
2<br />
2A<br />
2B<br />
2C<br />
2D<br />
2E
Carico unitario (N/mm2)<br />
Carico unitario (N/mm2)<br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Curva di flusso: materiale 3 a secco<br />
0<br />
0 0,001 0,002 0,003 0,004<br />
Deformazione (mm/mm)<br />
0,005 0,006 0,007 0,008<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Curva di flusso: materiale 3 immerso in acqua<br />
0<br />
0 0,002 0,004 0,006 0,008 0,01 0,012 0,014<br />
Deformazione (mm/mm)<br />
155<br />
3A<br />
3B<br />
3E<br />
3E<br />
3F<br />
3H
Tabel<strong>la</strong> 18 Valori medi per il modulo e<strong>la</strong>stico ed il carico unitario a rottura.<br />
Materiale 1 Materiale 2 Materiale 3<br />
A secco Saturo A secco Saturo A secco Saturo<br />
E (MPa) 1630,2 757 2263 826 2007 900<br />
σR (MPa) 5,7 3,8 8,7 4,9 8,1 4,8<br />
Concludendo:<br />
- sono state ricavate almeno tre curve carico unitario/deformazione per ogni materiale<br />
- i dati riguardanti le prove, per le quali si è prodotto uno scivo<strong>la</strong>mento nei morsetti od una<br />
rottura prematura, dovuta al manifestarsi di un difetto, non sono stati inclusi nell’analisi<br />
- <strong>la</strong> modesta ripetibilità delle misure è da imputare al diverso grado di omogeneizzazione del<br />
materiale per i diversi provini.<br />
- il modulo e<strong>la</strong>stico ed il carico unitario a rottura sono stati calco<strong>la</strong>ti come media aritmetica<br />
delle diverse prove<br />
- i materiali 2 e 3 presentano simile comportamento a trazione<br />
- il carico a rottura si riduce sensibilmente nel caso di provini immersi in acqua.<br />
3.6 Influenza delle condizioni di processo sulle proprietà<br />
meccaniche del polipropilene ricic<strong>la</strong>to per cassette<br />
In questa fase di <strong>la</strong>voro sono state effettuate le prove a trazione di provini normati del materiale<br />
ricic<strong>la</strong>to. I provini sono stati ricavati dagli stampati ricavati mediante stampaggio ad iniezione e<br />
sono stati numerati allo scopo di tener in considerazione le temperature di iniezione del materiale<br />
(240°C e 250°C rispettivamente) ed il tipo di macinazione subita dal materiale a monte del<br />
processo (materiale ricic<strong>la</strong>to fornito dall’azienda e materiale ricic<strong>la</strong>to rimacinato fine).<br />
Le prove a trazione sono state condotte mediante macchina di prova MTS 322-conforme al<strong>la</strong><br />
ISO 5893 e che soddisfa le specifiche previste dal<strong>la</strong> norma UNI EN ISO 527, rappresentata in<br />
Figura 110.<br />
156
Figura 110 Macchina di prova MTS 322 Test-Frame.<br />
La macchina ben si è prestata agli usi prestabiliti ed ha permesso accurate misurazioni per il<br />
materiale in esame.<br />
Le indicazioni del<strong>la</strong> norma 527-2 prevede l’utilizzo di provette sagomate ad asse rettilineo di tipo<br />
1B: <strong>la</strong> scelta deriva dal fatto che questo tipo di provino risulta essere l'unico a norma che può<br />
essere ricavato dagli stampati in possesso tramite <strong>la</strong>vorazione al<strong>la</strong> macchina utensile.<br />
La <strong>la</strong>vorazione dei provini ricavati dal materiale stampato è stata effettuata mediante l’utilizzo del<br />
Pantografo Cielle di precisione, impostando un programma Cnc idoneo per il tipo di provini da<br />
ricavare (Figura 111).<br />
Figura 111 Pantografo Cielle.<br />
157
La lunghezza delle zone di afferraggio è stata prolungata leggermente in modo da prevenire rotture<br />
o scivo<strong>la</strong>mento nei morsetti. In Figura 112 è inoltre rappresentato il cartiglio Autocad che<br />
rappresenta il tipo di provini richiesto e le rispettive quote.<br />
A<br />
1 Provino (UNI EN ISO 527-2) PP ricic<strong>la</strong>to<br />
10 Trattamenti e note<br />
Posiz. Descrizione<br />
Materiale<br />
n. pezzi Trattamenti e note<br />
Smussi non quotati:<br />
Quote senza indicazione di tolleranza:<br />
ISO 2768-<br />
(C<strong>la</strong>sse di toll. dimens.: f=fine, m=media, c=grosso<strong>la</strong>na, v=molto grosso<strong>la</strong>na)<br />
(C<strong>la</strong>sse di toll. geometr.: H=fine, K=media, L=grosso<strong>la</strong>na)<br />
Creato da:<br />
Firma di approvazione Rugosità Ra in μm<br />
Rigo Alex<br />
0.8 1.6 3.2<br />
Control<strong>la</strong>to da: ( )<br />
Giovanni Lucchetta<br />
Sca<strong>la</strong>:<br />
1:1<br />
Proiezione:<br />
Università degli Studi Padova<br />
DIMEG<br />
Via Venezia 1<br />
35131 PADOVA<br />
Titolo disegno:<br />
Melon<br />
Codice disegno:<br />
XX_XX_XX<br />
Figura 112 Rappresentazione grafica di un provino normato 1B.<br />
SEZ A-A<br />
A<br />
Progetto:<br />
P<strong>la</strong>stic nord<br />
Data revisione: Revisione:<br />
13/09/2006 0<br />
Le prove da eseguire, secondo normativa, per ricavare accettabili valori di Stress/Strain per il<br />
materiale ricic<strong>la</strong>to devono essere almeno 5; in questa sede sono state eseguite più di 20 prove a<br />
trazione a causa del<strong>la</strong> presenza nel<strong>la</strong> sezione di rottura di materiali non polimerici, come verrà<br />
illustrato in Figura 114 e Figura 115. Nel<strong>la</strong> foto di Figura 113 è invece rappresentata una parte dei<br />
provini di materiale ricic<strong>la</strong>to sottoposti a rottura.<br />
Figura 113 Provini sottoposti a trazione a rottura.<br />
158
Le impurità presenti nei provini sono costituite da polimeri altofondenti rispetto al polipropilene che<br />
in sede di stampaggio non hanno raggiunto <strong>la</strong> propria temperatura di fusione e da inclusioni non<br />
metalliche (materiali non polimerici).<br />
Tutte le prove a trazione considerate non accettabili sono state scartate.<br />
Figura 114 Sezione di rottura del provino con presenza di impurità.<br />
Figura 115 Sezione di rottura del provino non accettabile.<br />
Il software di acquisizione collegato al<strong>la</strong> strumentazione ha dato come risultati acquisiti il valore<br />
dello spostamento del pistone (mm) e <strong>la</strong> forza applicata in corrispondenza ei morsetti (N). I risultati<br />
ottenuti, dopo un accurata visione dei provini, sono stati trasferiti in un foglio Microsoft Excel allo<br />
scopo di calco<strong>la</strong>re i parametri di Stress/Strain ingegneristici del materiale. Le curve Stress Strain<br />
sono state successivamente visionate per osservare i valori critici ed i valori poco verosimili, dovuti<br />
probabilmente ad una diminuzione del<strong>la</strong> sezione utile del provino sottoposto a deformazione. La<br />
Figura 116 rappresenta le curve di trazione ritenute accettabili. In grassetto sono rappresentate le<br />
curve re<strong>la</strong>tive al materiale fine, mentre le curve tratteggiate rappresentano i provini stampati a<br />
240°C, che si distinguono dalle curve re<strong>la</strong>tive ai provini stampati a 250°C.<br />
159
Stress (N/m m ^2)<br />
25<br />
20<br />
15<br />
10<br />
5<br />
Diagramma Stress - Strain<br />
ROTTURA<br />
0<br />
0 0.01 0.02 0.03 0.04<br />
Strain<br />
0.05 0.06 0.07 0.08<br />
Figura 116 Diagramma stress/strain per 20 analisi di riferimento.<br />
granu<strong>la</strong>to 240°C 1<br />
granu<strong>la</strong>to 240°C 2<br />
granu<strong>la</strong>to 240°C 3<br />
granu<strong>la</strong>to 240°C4<br />
granu<strong>la</strong>to 240°C 5<br />
granu<strong>la</strong>to 240°C 6<br />
granu<strong>la</strong>to 240°C 7<br />
granu<strong>la</strong>to 240°C 8<br />
granu<strong>la</strong>to 250°C 1<br />
granu<strong>la</strong>to 250°C 2<br />
granu<strong>la</strong>to 250°C 3<br />
granu<strong>la</strong>to 250°C 4<br />
granu<strong>la</strong>to 250°C 5<br />
granu<strong>la</strong>to 250°C 6<br />
granu<strong>la</strong>to 250°C 7<br />
fine 250°C 1<br />
fine 250°C 2<br />
fine 250°C 3<br />
fine 250°C 4<br />
I risultati hanno permesso di dedurre i parametri comparativi da utilizzare come confronto degli<br />
effetti di innalzamento del<strong>la</strong> temperatura per le simu<strong>la</strong>zioni strutturali dei processi; si può inoltre<br />
osservare che <strong>la</strong> raffinazione del materiale a monte del processo non comporta sostanziali<br />
miglioramenti nell’andamento delle curve a rottura.<br />
Per semplicità di interpretazione nel<strong>la</strong> Figura 117 sono state ricavate le curve che rappresentano<br />
gli andamenti medi degli sforzi per le due temperature di riferimento.<br />
160
stress<br />
20<br />
19<br />
18<br />
17<br />
16<br />
15<br />
14<br />
13<br />
12<br />
11<br />
10<br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
Dati comparativi<br />
0 0.01 0.02 0.03<br />
strain<br />
0.04 0.05 0.06<br />
Figura 117 Diagrammi Stress/Strain comparativi<br />
pp ricic<strong>la</strong>to 240°C<br />
pp ricic<strong>la</strong>to 250°C<br />
Si può chiaramente notare che il processo di stampaggio a 250°C migliora notevolmente le<br />
caratteristiche meccaniche del prodotto.<br />
Le simu<strong>la</strong>zioni del processo di stampaggio del manufatto verranno dunque eseguite impostando <strong>la</strong><br />
temperatura del fuso a 250°C.<br />
3.7 Influenza delle condizioni di processo sul<strong>la</strong> riduzione del<strong>la</strong><br />
lunghezza delle fibre di rinforzo<br />
Nel<strong>la</strong> prima fase del <strong>la</strong>voro l'obiettivo è stato quello di costruire un modello matematico che legasse<br />
<strong>la</strong> viscosità del nostro materiale con <strong>la</strong> lunghezza delle fibre per ovviare, come detto nel capitolo<br />
precedente, agli inconvenienti di una misura diretta.<br />
3.7.1 Piano DOE di screening dei fattori<br />
Il metodo DOE, o programmazione degli esperimenti, è un metodo statistico col quale vengono<br />
fatte variare deliberatamente e in maniera control<strong>la</strong>ta le variabili di ingresso di un dato processo in<br />
modo da poter osservare ed identificare le corrispondenti variazioni del<strong>la</strong> risposta in uscita.<br />
Permette quindi di identificare le variabili e il loro grado di influenza su un processo, ma soprattutto<br />
di individuare quelle variabili incontrol<strong>la</strong>bili dette fattori di rumore.<br />
Dopo aver individuato dal<strong>la</strong> letteratura i principali parametri di processo, si sono scelti quelli che<br />
riguardavano l'unità di p<strong>la</strong>stificazione del<strong>la</strong> pressa: questo perchè <strong>la</strong> misura di viscosità viene<br />
161
eseguita subito dopo questa unità, <strong>la</strong> quale è prerogativa del<strong>la</strong> macchina in nostro possesso. In<br />
concreto di parametri individuati sono:<br />
• <strong>la</strong> velocità di rotazione del<strong>la</strong> vite<br />
• <strong>la</strong> contropressione<br />
assumendo <strong>la</strong> temperatura di iniezione caratteristica del nostro materiale e il diametro del<strong>la</strong> vite<br />
fisso per <strong>la</strong> macchina. Con l'obiettivo di far variare <strong>la</strong> lunghezza delle fibre del materiale iniettato, si<br />
è eseguito un piano DOE sui due fattori per verificare l'esistenza di un loro effetto sul<strong>la</strong> viscosità,<br />
variabile dipendente e rilevata col reometro in-line.<br />
Il modello preliminare usato nell'analisi è un modello fattoriale a due fattori con tre replicazioni e,<br />
come generalmente si usa per questi modelli a pochi fattori, il piano costruito è completo. La<br />
risposta è stata testata per entrambi i fattori a due livelli (alto-basso) scelti come più significativi in<br />
base al range di utilizzo.<br />
Livello - Livello +<br />
Velocità rotazione vite [m/min] 5 36<br />
Contropressione [bar] 50 150<br />
Le prove, condotte in ordine casuale per eliminare un eventuale componente di disturbo legata<br />
all'ordine di esecuzione, sono state eseguite per diversi shear rate in modo da creare l’intera curva<br />
di viscosità apparente.<br />
Viscosità [Pa*s]<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
Viscosità piano fattoriale<br />
0<br />
0 1000 2000 3000 4000 5000 6000 7000<br />
Shear rate [1/s]<br />
5 50<br />
5 150<br />
36 50<br />
36 150<br />
Figura 118 Curve di viscosità apparente per diverse condizioni di p<strong>la</strong>stificazione.<br />
162
Una volta graficato i risultati (Figura 118) 4 , si è potuto constatare che i valori di viscosità più<br />
significativi in termini di scostamento, a condizioni di processo differenti, sono presenti in<br />
corrispondenza dello shear rate minimo permesso dal<strong>la</strong> pressa; di conseguenza per lo studio si<br />
inietterà il materiale ad uno shear rate che si aggira attorno al valore di 345.3741 s -1 .<br />
Scelto quindi questo shear rate di riferimento e le rispettive viscosità apparenti quali valori del<strong>la</strong><br />
variabile di risposta, si è ottenuto il seguente risultato (Tabel<strong>la</strong> 19):<br />
Tabel<strong>la</strong> 19 Tabel<strong>la</strong> riassuntiva delle prove eseguite nel piano DOE.<br />
Std Order Run Order Center Pt Blocks<br />
Screw<br />
rotation<br />
[m/min]<br />
Back pressure<br />
[bar]<br />
Viscosity<br />
[Pa*s]<br />
7 1 1 1 5 150 73,98<br />
2 2 1 1 36 50 84,81<br />
3 3 1 1 5 150 69,18<br />
9 4 1 1 5 50 80,40<br />
10 5 1 1 36 50 82,84<br />
4 6 1 1 36 150 66,37<br />
6 7 1 1 36 50 87,90<br />
11 8 1 1 5 150 72,78<br />
12 9 1 1 36 150 65,28<br />
1 10 1 1 5 50 78,86<br />
5 11 1 1 5 50 77,17<br />
8 12 1 1 36 150 64,39<br />
È testata quindi testata <strong>la</strong> significatività degli difetti dei fattori usando l'analisi del<strong>la</strong> varianza<br />
mediante il software Minitab ®.<br />
4 I valori riportati nel<strong>la</strong> legenda del grafico si riferiscono rispettivamente al valore del<strong>la</strong> velocità di<br />
rotazione in m/min e al<strong>la</strong> contropressione in bar.<br />
163
Figura 119 Grafici che riassumono gli effetti principali le interazioni tra i fattori.<br />
Dato che analisi dei residui è stata soddisfacente, non è stato necessario raffinare il modello<br />
eliminando qualche fattore non significativo in quanto, nonostante l'effetto principale di uno di essi<br />
sia risultato trascurabile (Figura 119), <strong>la</strong> sua interazione risulta importante. Questa valutazione è<br />
ben visibile anche dal grafico di probabilità normale degli effetti (Figura 120) che mostra l’analisi<br />
eseguita con un P-value di 0.05: l’effetto principale del<strong>la</strong> velocità di rotazione del<strong>la</strong> vite sembra a<br />
questa prima analisi non significativo e lo si può vedere dal<strong>la</strong> sua vicinanza al<strong>la</strong> retta dei fattori non<br />
importanti.<br />
Figura 120 Grafico del<strong>la</strong> probabilità normale degli effetti.<br />
In definitiva il piano fattoriale ad una prima analisi si presenta nel modo seguente (Figura 121):<br />
164
Figura 121 Rappresentazione del<strong>la</strong> superficie di risposta costruita mediante un piano DOE a<br />
2 livelli.<br />
Di conseguenza, noto questo andamento del<strong>la</strong> viscosità in funzione dei due parametri di processo,<br />
si userà prevalentemente <strong>la</strong> variazione di contropressione per far variare <strong>la</strong> viscosità (e di<br />
conseguenza <strong>la</strong> lunghezza delle fibre) al fine di campionare il materiale iniettato.<br />
Condizioni di campionamento<br />
In base all'andamento rappresentato dal<strong>la</strong> superficie di risposta del piano DOE, si è scelto di<br />
eseguire dei campionamenti del materiale fissando il parametro velocità di rotazione del<strong>la</strong> vite ad<br />
un livello medio-alto (24 m/min) e variando il valore del<strong>la</strong> contropressione da 50 a 200 bar. Durante<br />
queste prove non si è ritenuto necessario aspettare che le condizioni di p<strong>la</strong>stificazione si<br />
stabilizzassero e quindi poter raggiungere una buona ripetibilità nei risultati a parità di condizioni: di<br />
conseguenza sono state fatte 14 misurazioni (Tabel<strong>la</strong> 20) con i rispettivi prelievi di materiale senza<br />
prendere molto in riferimento i valori del parametro di processo utilizzato con funzione degradante<br />
(contropressione).<br />
Ognuno dei campioni prelevati differisce dagli altri oltre che per il valore di viscosità apparente<br />
anche per una variazione dello shear rate al quale <strong>la</strong> viscosità è stata misurata, nonostante fosse<br />
stato fissato ad un valore univoco al quale effettuare le prove.<br />
Tabel<strong>la</strong> 20 Valori di viscosità re<strong>la</strong>tivi ai campioni di materiale prelevato.<br />
Volume specifico<br />
N°<br />
[mm 3 /g]<br />
Portata di massa<br />
[g/s]<br />
Portata<br />
volumetrica<br />
[mm 3 /s]<br />
Delta P<br />
[MPa]<br />
Viscosità<br />
[Pa*s]<br />
Shear Rate<br />
[s -1 ]<br />
1 1003,74 1,168 1172,94 3,26 81,49 322,37<br />
2 1003,74 1,199 1203,71 3,19 77,88 330,83<br />
165
3 1003,74 1,236 1240,25 3,05 72,15 340,87<br />
4 1003,74 1,167 1171,42 2,89 72,54 321,95<br />
5 1003,74 1,217 1222,01 3,09 74,24 335,86<br />
6 1003,74 1,262 1266,39 3,35 77,67 348,05<br />
7 1003,74 1,188 1192,37 3,24 79,69 327,71<br />
8 1003,74 1,242 1246,21 2,82 66,46 342,51<br />
9 1003,74 1,211 1215,53 2,72 65,72 334,07<br />
10 1003,74 1,206 1210,54 2,59 62,98 332,70<br />
11 1003,74 1,190 1194,90 2,98 73,14 328,41<br />
12 1003,74 1,248 1252,56 2,73 63,95 344,25<br />
13 1003,74 1,220 1224,75 2,42 57,90 336,61<br />
14 1003,74 1,219 1223,57 2,31 55,42 336,28<br />
Questa picco<strong>la</strong> incongruenza e da imputare al fatto che lo shear rate è misurato a partire dal<strong>la</strong><br />
portata di massa grazie ad un valore assunto costante del volume specifico (1003.74 mm 3 /g);<br />
conseguentemente <strong>la</strong> presenza di piccole variazioni nel<strong>la</strong> massa iniettata fanno variare anche il<br />
valore dello shear rate. Ai fini del<strong>la</strong> nostra indagine, poiché questi valori si aggirano tutti attorno a<br />
un valore medio e possono quindi essere considerati gli stessi, si userà come valore dello shear<br />
rate nominale delle prove il valore di 345.3741 s -1 , che è il valore calco<strong>la</strong>to in base al<strong>la</strong> velocità di<br />
iniezione indicato dal<strong>la</strong> pressa.<br />
Viscosità [Pa*s]<br />
85<br />
82,5<br />
80<br />
77,5<br />
75<br />
72,5<br />
70<br />
67,5<br />
65<br />
62,5<br />
60<br />
57,5<br />
55<br />
52,5<br />
50<br />
4<br />
1<br />
Valori di Viscosità per il materiale campionato<br />
7<br />
11<br />
2<br />
10<br />
9<br />
320 325 330 335<br />
Shear rate [1/s]<br />
340 345 350<br />
Figura 122 Grafico dei valori di viscosità re<strong>la</strong>tivi ai campioni di materiale prelevato.<br />
5<br />
13<br />
14<br />
3<br />
8<br />
12<br />
6<br />
166
Campioni scelti per <strong>la</strong> misura<br />
Tra tutti i campioni (Figura 122) ne sono stati scelti 9 in modo da avere un campo di variabilità il più<br />
ampio possibile con al suo interno una distribuzione di viscosità abbastanza uniforme. I campioni<br />
scelti e le rispettive viscosità sono stati:<br />
Numero<br />
campione<br />
Viscosità<br />
[Pa*s]<br />
2 4 5 6 8 9 10 13 14<br />
77,88 72,54 74,24 77,67 66,46 65,71 62,98 57,90 55,42<br />
Su di essi è stata eseguita <strong>la</strong> misurazione di lunghezza necessaria per <strong>la</strong> costruzione del modello.<br />
Alcune misure sono state eseguite a valori di viscosità pressoché simili per poter valutare meglio<br />
eventuali scostamenti dall’andamento del modello fittato.<br />
3.7.2 Calcolo del<strong>la</strong> lunghezza media<br />
Nelle applicazioni pratiche, <strong>la</strong> determinazione delle caratteristiche del<strong>la</strong> sospensione vengono<br />
effettuate per <strong>la</strong> semplicità e l’accuratezza con <strong>la</strong> frazione in peso di ogni componente. Infatti<br />
l’aspect ratio oltre a non risultare di facile determinazione, normalmente necessita per <strong>la</strong> corretta<br />
caratterizzazione dell’intera distribuzione delle lunghezze. Comunque, un singolo valore<br />
rappresentativo di lunghezza può essere usato per caratterizzare e quantificare l’effetto del<strong>la</strong><br />
lunghezza del<strong>la</strong> carica e di conseguenza si usano <strong>la</strong>rgamente diversi tipi di medie come quel<strong>la</strong> sul<br />
numero, sul peso o <strong>la</strong> Z-media.<br />
L<br />
L<br />
n<br />
w<br />
=<br />
=<br />
∑<br />
∑<br />
∑<br />
∑<br />
∑<br />
∑<br />
Li<br />
N<br />
N<br />
i<br />
i<br />
i<br />
2<br />
Li<br />
N<br />
L N<br />
3<br />
Li<br />
N<br />
Lz = 2<br />
L N<br />
dove Ni è il numero di fibre di lunghezza Li.<br />
Da numerosi studi eseguiti per valutare l’effettiva capacità dei diversi tipi di medie di rappresentare<br />
un valore di lunghezza re<strong>la</strong>zionabile con le proprietà reologiche, si è visto che le tre formule<br />
assegnano a tutte le lunghezze lo stesso peso e di conseguenza falliscono in re<strong>la</strong>zione al<br />
comportamento reologico. Ciò è semplicemente attribuito al fatto che le fibre di maggior lunghezza<br />
contribuiscono al<strong>la</strong> viscosità del<strong>la</strong> sospensione in quantità molto maggiore di quelle corte è ciò non<br />
è in accordo con le medie viste sopra. La più popo<strong>la</strong>re e <strong>la</strong>rgamente usata media sul numero non<br />
porta ad un accurata rappresentazione del<strong>la</strong> distribuzione di lunghezza e non può essere<br />
i<br />
i<br />
i<br />
i<br />
i<br />
167
considerata un parametro per quantificare l’effetto del<strong>la</strong> lunghezza sul<strong>la</strong> viscosità del<strong>la</strong><br />
sospensione perché è quel<strong>la</strong> che si discosta di più dal<strong>la</strong> descrizione di un andamento corretto. Tra<br />
le tre tecniche convenzionali, <strong>la</strong> migliore dal punto di vista del<strong>la</strong> rappresentatività è <strong>la</strong> media sul<br />
peso.<br />
Un nuovo approccio al<strong>la</strong> media è stato proposto da Huq e Azaiez basandolo su un modello<br />
matematico usato per determinazione del contributo delle fibre sullo stress totale: in una<br />
sospensione diluita o semidiluita, lo stress indotto dalle fibre, considerate come particelle rigide,<br />
può essere ottenuto integrando in tutto il campo degli stress il contributo delle singole particelle. È<br />
stato osservato l’effetto diverso delle fibre sul valore del<strong>la</strong> viscosità mediante l’uso di sospensioni<br />
con particelle di lunghezza control<strong>la</strong>ta mono o pluricomponente per poter effettuare le opportune<br />
assunzioni e verifiche finali.<br />
Tra<strong>la</strong>sciando i passaggi matematici di integrazione si ottiene, per fibre dello stesso diametro, una<br />
formu<strong>la</strong> approssimata del tipo:<br />
L<br />
mod −avg<br />
=<br />
∑<br />
∑<br />
N i L<br />
N L<br />
che ha il pregio di riassumere in un unico parametro, l’effetto complessivo di una intera<br />
distribuzione di lunghezze.<br />
Le lunghezze medie secondo il numero e secondo il nuovo criterio risultano quindi essere:<br />
Tabel<strong>la</strong> 21 Campionature eseguite con i rispettivi valori di viscosità, lunghezza media e<br />
lunghezza pesata.<br />
Numero campione<br />
Viscosità<br />
[Pa* s]<br />
i<br />
3<br />
i<br />
Lunghezza media<br />
in numero<br />
[μm]<br />
i<br />
Lunghezza media<br />
nuovo modello<br />
[μm]<br />
2 77,88 1722,81 3285,28<br />
4 72,54 1098,14 2636,18<br />
5 74,25 917,69 2588,18<br />
6 77,67 1286,59 3339,48<br />
8 66,47 1050,31 2357,06<br />
9 65,72 964,39 1766,76<br />
10 62,98 613,18 1301,93<br />
13 57,90 325,67 456,06<br />
14 55,42 269,78 378,77<br />
Come si può vedere dal<strong>la</strong> Tabel<strong>la</strong> 21, un aspetto negativo di questo nuovo valore di lunghezza<br />
media è il fatto che si perde il riscontro fisico immediato con il materiale. Infatti se già <strong>la</strong> media in<br />
168
numero riesce a dare un valore riassuntivo di una distribuzione scostato dal<strong>la</strong> lunghezza reale, il<br />
valore secondo il nuovo criterio è del tutto fittizio poiché indicativo più di un effetto che di una<br />
dimensione fisica vera e propria.<br />
Dispersione dei valori di lunghezza<br />
Per poter farci un idea del<strong>la</strong> reale lunghezza delle fibre presenti nel<strong>la</strong> matrice si devono osservare<br />
le distribuzioni complete ottenute dal processo di misura al microscopio. Come mostrano le figure<br />
seguenti per diversi valori di viscosità rilevate corrispondono lunghezze diverse e soprattutto<br />
dispersioni diverse attorno al valore medio.<br />
Questi grafici sono utili come esempio per poter avere un’idea del<strong>la</strong> lunghezza delle fibre una volta<br />
noto il valore del<strong>la</strong> media fornito dal<strong>la</strong> re<strong>la</strong>zione con <strong>la</strong> viscosità. Si può vedere con chiarezza che a<br />
mano a mano che si va verso parametri di processo più degradanti vi è una riduzione sia del<strong>la</strong><br />
lunghezza media che dello scostamento dal valore medio, con conseguenti ripercussioni sul<strong>la</strong><br />
viscosità.<br />
Viscosità 77,7 Pa*s<br />
Media numero 1286,6 μm<br />
Media pesata 3339,5 μm<br />
Lung. max 11537,2 μm<br />
Lung. mediana 877,9 μm<br />
Figura 123 Istogramma delle lunghezze del campione 6.<br />
169
Viscosità 66,5 Pa*s<br />
Media numero 1050,3 μm<br />
Media pesata 2357,1 μm<br />
Lung. max 7094,1 μm<br />
Lung. mediana 788,2 μm<br />
Figura 124 Istogramma delle lunghezze del campione 8.<br />
Viscosità 62,9 Pa*s<br />
Media numero 613,2 μm<br />
Media pesata 1301,9 μm<br />
Lung. max 5271,8 μm<br />
Lung. mediana 478,1 μm<br />
Figura 125 Istogramma delle lunghezze del campione 10.<br />
170
3.7.3 Fitting del modello<br />
Figura 126 Istogramma delle lunghezze del campione 14.<br />
Dal<strong>la</strong> letteratura possiamo apprendere che, da osservazioni fatte sul flusso a taglio, i materiali<br />
termop<strong>la</strong>stico caricati presentano i seguenti comportamenti:<br />
• <strong>la</strong> viscosità a taglio aumenta all’aumentare del<strong>la</strong> concentrazione delle fibre e del loro<br />
aspect ratio (rapporto lunghezza diametro)<br />
• l’aumento di viscosità è maggiore per bassi shear rate<br />
• il p<strong>la</strong>teau Newtoniano a bassi shear rate tende a sparire.<br />
In base ai riferimenti reperibili in letteratura, si tenterà di definire una re<strong>la</strong>zione che colleghi <strong>la</strong><br />
viscosità con <strong>la</strong> lunghezza media delle fibre, in modo da interpo<strong>la</strong>re i dati forniti dal campionamento<br />
e costruire un modello reologico di facile utilizzo, necessario per l’analisi dei parametri di processo.<br />
Modelli di interpo<strong>la</strong>zione<br />
Viscosità 55,4 Pa*s<br />
Media numero 269,8 μm<br />
Media pesata 378,8 μm<br />
Lung. max 1628,9 μm<br />
Lung. mediana 253,9 μm<br />
Una volta calco<strong>la</strong>te le lunghezze medie e note le rispettive viscosità, si è illustrato in un grafico<br />
viscosità-lunghezza i punti rappresentanti i campioni analizzati. Il passo successivo è stato quello<br />
di interpo<strong>la</strong>re questi punti con una funzione in modo da ottenere il modello desiderato con una<br />
sufficiente accuratezza.<br />
Questa operazione è stata eseguita sia sulle lunghezze calco<strong>la</strong>te con <strong>la</strong> media in numero che su<br />
quelle con <strong>la</strong> media pesata secondo il nuovo criterio.<br />
171
Fiber length [μm]<br />
2100<br />
1600<br />
1100<br />
600<br />
100<br />
Viscosity vs Fiber length<br />
y = 2E-06x 4,6793<br />
R 2 = 0,8655<br />
50,0 60,0 70,0 80,0<br />
Viscosity [Pa*s]<br />
Punti campionati<br />
Legge di potenza<br />
Figura 127 Grafico dei punti campionati secondo <strong>la</strong> media in numero con il rispettivo fitting.<br />
Come si può vedere nel grafico di Figura 127 <strong>la</strong> media in numero non descrive in maniera efficace<br />
gli effetti del<strong>la</strong> diversa lunghezza delle fibre sul<strong>la</strong> viscosità in quanto non si riesce a trovare una<br />
re<strong>la</strong>zione che assimili i punti con un buon livello di fitting. L’interpo<strong>la</strong>zione migliore si ottiene con<br />
una legge di potenza che riesce ad avere un livello di confidenza del 86.55%; modelli di primo<br />
ordine o polinomiali presentano invece valori di confidenza ben minori. L’equazione del modello,<br />
come mostrato nel grafico, è <strong>la</strong> seguente:<br />
L n<br />
−6<br />
4,<br />
6793<br />
2e ⋅η<br />
avg − =<br />
Equazione 18<br />
dove con Lavg-n si intende <strong>la</strong> lunghezza media in numero e con η <strong>la</strong> viscosità corrispondente.<br />
Se invece mettiamo in grafico i valori di lunghezza ottenuti con <strong>la</strong> nuova media pesata otteniamo<br />
l’andamento descritto in Figura 128 che già a prima vista evidenzia una buona interpo<strong>la</strong>bilità.<br />
172
Fiber length [μm]<br />
3100<br />
2100<br />
1100<br />
y = 131,89x - 6939,3<br />
R 2 = 0,9576<br />
Viscosity vs Fiber length<br />
100<br />
50,0 60,0 70,0 80,0<br />
Viscosity [Pa*s]<br />
Dati campionati<br />
Regressione lineare<br />
Figura 128 Grafico dei punti campionati secondo <strong>la</strong> media pesata con il rispettivo fitting.<br />
Fittando i dati con un modello lineare otteniamo un livello di confidenza del 95.76%. Utilizzando<br />
modelli di ordine superiore non si è riscontrato nessun significativo miglioramento del livello di<br />
confidenza che rendesse accettabile una maggior complessità del modello stesso.<br />
Modello <strong>finale</strong><br />
È stato quindi assunto come modello <strong>finale</strong>, descrittivo del<strong>la</strong> re<strong>la</strong>zione tra lunghezza delle fibre e<br />
viscosità, l’equazione:<br />
L avg−mod<br />
= 131,<br />
89η<br />
−<br />
6939,<br />
3<br />
dove con Lavg-mod si intende <strong>la</strong> lunghezza media pesata in μm secondo il modello proposto da Huq<br />
e Azaiez e con η <strong>la</strong> viscosità rilevata in Pa*s.<br />
Possiamo riassume in pochi punti le caratteristiche peculiari di questo modello:<br />
• è lineare e quindi descritto da equazione semplice e di facile utilizzo;<br />
• possiede con i dati un ottimo livello di fitting pari al 96%;<br />
• utilizza il valore di lunghezza media calco<strong>la</strong>to assegnando maggior peso alle fibre lunghe<br />
rispetto a quelle corte, cosa che avviene anche per l’effetto delle fibre sul<strong>la</strong> viscosità.<br />
Ora utilizzando il modello si può ricondurre direttamente <strong>la</strong> viscosità al<strong>la</strong> lunghezza senza eseguire<br />
una misura diretta al microscopio. Questo ci consente di procedere con l’analisi dell’effetto di<br />
degrado dei parametri di processo nello stampaggio ad iniezione del polipropilene con fibre lunghe.<br />
173
Fase 4 Implementazione dei modelli in codici di<br />
simu<strong>la</strong>zione numerica<br />
4.1 Analisi del processo di stampaggio ad iniezione delle fascette<br />
In un secondo tempo sono state condotte delle simu<strong>la</strong>zioni numeriche per studiare il<br />
comportamento del materiale all’interno dello stampo. Dapprima si è utilizzato un software di<br />
simu<strong>la</strong>zione dedicato all’iniezione termop<strong>la</strong>stica (Moldflow ® ); successivamente si sono<br />
implementati i modelli precedentemente esposti in un software multifisico quale Ansys CFX ® .<br />
Analisi “c<strong>la</strong>ssiche” ad elementi finiti<br />
Le analisi ad elementi finiti sono spesso identificate dai loro acronimi inglesi quali FEA (Finite<br />
Element Analysis) e FEM (Finite Element Modelling). L’idea al<strong>la</strong> base è quel<strong>la</strong> dividere il continuo<br />
in elementi di dimensioni minori. Vengono create delle strutture re<strong>la</strong>tivamente semplici per<br />
descrivere una struttura di qualsiasi complessità di forma. La geometria di ogni elemento è<br />
discretizzata in un certo numero di geometrie più semplici: in questo modo si definiscono i nodi in<br />
cui il programma va a calco<strong>la</strong>re i parametri che descrivono il processo. Nel caso c<strong>la</strong>ssico<br />
dell’analisi statica lineare (<strong>la</strong> forma più semplice), il movimento di ogni punto di ciascun elemento è<br />
assunto come funzione nota dei movimenti dei nodi. Se ciò è ripetuto per ogni nodo del modello, si<br />
ottiene una serie di equazioni, che possono essere risolte per determinare lo spostamento di tutti i<br />
nodi.<br />
La partico<strong>la</strong>rità delle analisi di flusso in uno stampo è data dal<strong>la</strong> soluzione di due categorie<br />
fondamentali di problemi:<br />
- proprietà non lineari del materiale;<br />
- condizioni mobili al contorno.<br />
Le tecniche tradizionali, che usano equazioni lineari per calco<strong>la</strong>re i valori nodali delle variabili di<br />
campo, non possono gestire <strong>la</strong> non linearità del materiale (durante il flusso cambia continuamente<br />
<strong>la</strong> viscosità per effetti termici e di scorrimento). Concettualmente, questa possibilità si può superare<br />
con adeguate tecniche di iterazione, che sembrano richiedere solo un’adeguata potenza di calcolo.<br />
Il secondo punto presenta una problematica ancora più complessa, perché accoppiata alle<br />
proprietà non lineari del materiale. Le tecniche FEM richiedono che, per determinare le incognite,<br />
siano note le condizioni al contorno, a cui si riferiscono le re<strong>la</strong>zioni tra le variabili nodali.<br />
Sfortunatamente <strong>la</strong> condizione al contorno, definita dal fronte durante il riempimento dello stampo,<br />
non è nota, anzi è proprio ciò che si chiede quale risultato del calcolo. Se il problema fosse<br />
stazionario <strong>la</strong> situazione sarebbe re<strong>la</strong>tivamente semplice. Ma, nel riempimento delle cavità di uno<br />
stampo il flusso locale accelera o rallenta in qualsiasi momento, a causa di una variazione di<br />
174
esistenza incontrata in un altro punto. La miglior soluzione richiede un’analisi dinamica con ipotesi<br />
di posizione del fronte di flusso ad ogni picco<strong>la</strong> variazione di tempo .<br />
Moldflow®<br />
Moldflow ® è un software di simu<strong>la</strong>zione agli elementi finiti, che permette di simu<strong>la</strong>re il<br />
processo di iniezione termop<strong>la</strong>stica per un modello solido in tutte le sue fasi: riempimento,<br />
impaccamento e raffreddamento. La prima operazione da compiere per <strong>la</strong>nciare una simu<strong>la</strong>zione<br />
numerica è <strong>la</strong> creazione o l’importazione di un modello cad e <strong>la</strong> successiva meshatura. Con il<br />
termine meshatura si intende <strong>la</strong> discretizzazione di una entità geometrica complessa per mezzo di<br />
una più semplice, generalmente triango<strong>la</strong>re. In questo modo si definiscono i nodi in cui il<br />
programma va a calco<strong>la</strong>re i parametri che descrivono il processo. Questa operazione è delicata,<br />
infatti, affinché il programma possa realizzare le simu<strong>la</strong>zioni, <strong>la</strong> mesh deve essere eseguita<br />
correttamente. Ciò significa che deve essere chiusa, ovvero non vi devono essere buchi sul<strong>la</strong><br />
superficie, deve essere orientata univocamente, così che il programma possa distinguere il pieno<br />
dal vuoto e gli elementi triango<strong>la</strong>ri che compongono <strong>la</strong> mesh devono avere una forma simile a<br />
quel<strong>la</strong> di triangoli equi<strong>la</strong>teri. Infine eventuali simmetrie presenti nel<strong>la</strong> geometria devono essere<br />
presenti anche nel<strong>la</strong> mesh. Si passa poi al posizionamento del punto o dei punti di iniezione, al<strong>la</strong><br />
model<strong>la</strong>zione dei canali di iniezione e dei canali di raffreddamento, dei quali nei prossimi capitoli si<br />
darà ampia spiegazione.<br />
Di seguito vengono esaminate, da un punto di vista qualitativo, le poten-zialità e le principali<br />
limitazioni nei vari calcoli:<br />
- P<strong>la</strong>stificazione: questa fase di preparazione del fuso, con le implicazioni derivanti dal tipo di<br />
vite, dal suo funzionamento e dalle condizioni termiche del<strong>la</strong> camera di p<strong>la</strong>stificazione, è<br />
<strong>la</strong>sciata tipicamente al costruttore delle presse, eventualmente avvalendosi dei<br />
suggerimenti dei produttori dei materiali<br />
- Riempimento: il software simu<strong>la</strong> <strong>la</strong> fase di iniezione per prevedere il comportamento del<br />
flusso del materiale termop<strong>la</strong>stico, in modo da assicurare prodotti di qualità accettabile. In<br />
partico<strong>la</strong>re può sottolineare <strong>la</strong> necessità di apportare delle rifiniture ai disegni del pezzo e<br />
dello stampo, di scegliere un materiale piuttosto che un altro e di definire le condizioni di<br />
processo, in modo da ottenere un ottimo bi<strong>la</strong>nciamento tra qualità, costi e tempo. I risultati<br />
che un utilizzatore può pensare di ottenere da questa analisi sono:<br />
1) visualizzazione del fronte di flusso del fluido<br />
2) determinazione del<strong>la</strong> pressione d’iniezione e del<strong>la</strong> forza di stampaggio<br />
3) ottimizzazione dello spessore del pezzo per ottenere un flusso uniforme,<br />
minimizzare il tempo ciclo e ridurre i costi<br />
4) riduzione delle linee di giunzione dei flussi<br />
5) identificazione di potenziali gap d’aria<br />
175
6) ottimizzazione delle condizioni di processo come il tempo di iniezione, il profilo<br />
del<strong>la</strong> velocità, <strong>la</strong> temperatura del fuso, <strong>la</strong> pressione di impaccamento ed il tempo<br />
ciclo<br />
7) determinazione del tempo di sigillo del gate<br />
- Impaccamento e raffreddamento: per molti manufatti, <strong>la</strong> compattazione può esser <strong>la</strong><br />
fase più critica nel ciclo produttivo, perché dall’impaccamento dipendono le tensioni<br />
interne, i ritiri, i risucchi e le deformazioni. Le simu<strong>la</strong>zioni di raffreddamento permettono<br />
di ottimizzare lo stampo ed il disegno del circuito di condizionamento, per ottenere una<br />
temperatura uniforme sul pezzo, minimizzare il tempo ciclo ed eliminare le<br />
deformazioni dovute ai fattori di raffreddamento. Calcoli sui condotti del refrigerante in<br />
condizioni transitorie, quali quelle che si riscontrano nello stampaggio, ma portate sino<br />
all’equilibrio termico in continuità di ciclo, sono usati con ottimi risultati da tempo. In<br />
partico<strong>la</strong>re questa analisi permette di:<br />
1) osservare <strong>la</strong> differenza di temperatura tra il cuore e le superfici<br />
2) minimizzare un raffreddamento sbi<strong>la</strong>nciato e stress residui<br />
3) prevedere le temperature per tutte le superfici del pezzo, canali di iniezione<br />
e canali di raffreddamento<br />
4) prevedere il tempo di raffreddamento richiesto dal pezzo;<br />
La principale limitazione di questi risultati risiede nel fatto che, a fronte dell’impossibilità<br />
pratica di prevedere le quantità di calore asportate per conduzione alle piastre pressa<br />
e quelle disperse in aria per convezione, Moldflow ® , durante i calcoli, deve assumere<br />
un ambiente di scambio ben delimitato.<br />
- Ritiri e deformazioni: per quest’area <strong>la</strong> caratterizzazione dei materiali viene ad essere<br />
l’anello più debole del<strong>la</strong> catena di calcolo. Ciò è molto meno critico per i polimeri<br />
ingegneristici, in quanto i produttori si sentono più impegnati a fornire le<br />
caratterizzazioni complete. Con Moldflow ® , le previsioni delle deformazioni sono valide<br />
come direzione e ordine di grandezza, perché assumono il raggiungimento<br />
dell’equilibrio di tutte le tensioni interne, generate da differenze termiche, densità locali<br />
e orientamenti moleco<strong>la</strong>ri. Ammettendo che, in pratica, parte di queste tensioni<br />
rimangono “conge<strong>la</strong>te” nel manufatto per tempi più o meno lunghi, in funzione delle<br />
sue condizioni d’immagazzinamento ed esercizio, i calcoli assumono tutta <strong>la</strong> loro<br />
importanza nell’assicurare le migliori condizioni di stampaggio e di forma per evitare<br />
problemi di deformazione. In partico<strong>la</strong>re questa analisi permette di:<br />
1) valutare <strong>la</strong> forma <strong>finale</strong> del pezzo prima di realizzare lo stampo<br />
2) ottimizzare il disegno, il materiale ed i parametri di processo<br />
3) esportare <strong>la</strong> geometria in formato STL per usarlo come riferimento per <strong>la</strong><br />
realizzazione dello stampo<br />
4) separare le deflessioni lungo le singole direzioni x,y,z.<br />
176
Ansys CFX®<br />
Ansys CFX ® è un modulo di Ansys ® creato per analisi fluido-termodinamiche. Esso non è un<br />
software dedicato allo stampaggio ad iniezione, come Mold Flow ® , ma ha <strong>la</strong> capacità di risolvere,<br />
mediante l’analisi finita, anche problemi in cui vi sono scambi termici, reazioni chimiche e<br />
cambiamenti di fase. Ansys CFX ® è partico<strong>la</strong>rmente indicato per l’analisi del flusso nelle<br />
turbomacchine in quanto permette <strong>la</strong> modellizzazione di fluidi con velocità supersoniche e permette<br />
di implementare fenomeni come <strong>la</strong> cavitazione.<br />
La prima operazione richiesta dal software è <strong>la</strong> discretizzazione del modello. Ansys CFX ®<br />
non è in grado di costruire <strong>la</strong> mesh partendo da un file cad, pertanto si deve eseguire <strong>la</strong> meshatura<br />
con altri programmi quali ad esempio Ansys Workbench ® .<br />
Non essendo un software dedicato, si deve porre partico<strong>la</strong>re attenzione al<strong>la</strong> implementazione dei<br />
dati di processo e del materiale. Il materiale polimerico, ad esempio, deve esser creato ed inserito<br />
nel database impostando le equazioni e i modelli che lo caratterizzano; questi possono esser <strong>la</strong><br />
dipendenza del calore specifico dal<strong>la</strong> temperatura e il modello di Cross-William Landel Ferry (WLF)<br />
per definire <strong>la</strong> viscosità in funzione del<strong>la</strong> temperatura e dello shear rate. Anche lo scambio termico<br />
deve esser modellizzato: durante <strong>la</strong> fase di iniezione lo scambio termico avviene tra stampo e<br />
polimero fuso, quindi tra solido e liquido, mentre durante <strong>la</strong> fase di raffreddamento, lo scambio<br />
avviene tra solido e solido (scambio di calore per conduzione).<br />
L’ipotesi di velocità nulle al gate è p<strong>la</strong>usibile nel momento in cui si analizzi lo scambio<br />
termico tra stampo e polimero in condizione di fine impaccamento.<br />
Grazie al<strong>la</strong> possibilità di inserire equazioni dimensionali per control<strong>la</strong>re i parametri<br />
fluidodinamici più importanti, Ansys CFX ® può esser usato in infinite applicazioni; ma <strong>la</strong> sua<br />
versatilità rende difficile, se non impossibile, l’impostazione di simu<strong>la</strong>zioni complesse quali quel<strong>la</strong><br />
dell’intero processo di stampaggio. Per questo tipo di simu<strong>la</strong>zioni è maggiormente indicato l’utilizzo<br />
di un software agli elementi finiti dedicato come Moldflow ® , limitando l’analisi CFX a singole fasi del<br />
processo.<br />
Le potezialità di Ansys CFX ® sono però notevoli; esso può eseguire una analisi combinata<br />
fluido-termodinamica tridimensionale con elevata accuratezza dei risultati. È possibile su ogni<br />
sezione definita dall’utente osservare i profili di temperatura nello stampo, nel gate e nei canali di<br />
raffreddamento, ed è possibile valutare lo scambio termico e l’andamento del<strong>la</strong> velocità nel<br />
condotto in dipendenza dal tempo; è possibile inoltre definire nuove variabili e diagrammarle sulle<br />
sezioni desiderate.<br />
Vantaggi potenziali del<strong>la</strong> simu<strong>la</strong>zione numerica<br />
I vantaggi potenziali sono quelli tipici di tutte le simu<strong>la</strong>zioni che, per definizione, consentono<br />
di riprodurre le condizioni in modo virtuale, potendo eseguire una analisi sperimentale numerica,<br />
riducendo i tempi e i costi di un apparato sperimentale fisico. Nello stampaggio moderno l’utilizzo di<br />
metodi complessi e sofisticati quali <strong>la</strong> progettazione con l’ausilio del calco<strong>la</strong>tore, l’analisi a elementi<br />
finiti e le simu<strong>la</strong>zioni di riempimento e raffreddamento non garantisce <strong>la</strong> risoluzione di tutte le<br />
177
problematiche; tuttavia permette di approssimare con sufficiente accuratezza il processo reale<br />
indirizzando ad una più attenta progettazione pezzo/stampo in re<strong>la</strong>zione alle specifiche esigenze.<br />
Inoltre, l’utilizzo di un software di simu<strong>la</strong>zione permette un approccio al<strong>la</strong> progettazione<br />
concorrente, in modo da ottimizzare i tre seguenti aspetti:<br />
a. risparmio di materiale, impegno macchine e personale di produzione<br />
b. risparmio di tempo, grazie al<strong>la</strong> potenzialità di eseguire le modifiche in tempo reale<br />
c. maggiore qualità e produttività, insite nel<strong>la</strong> possibilità di realizzare analisi alternative di<br />
tipo what-if (cosa succede se) in modo rapido.<br />
4.1.2 Filling control<br />
Risultati sperimentali dimostrano come Moldflow ® riesca a simu<strong>la</strong>re <strong>la</strong> fase di riempimento<br />
con una certa accuratezza. La forte attinenza con <strong>la</strong> realtà è legata al fatto che i valori di input da<br />
inserire per il filling control sono gli stessi valori che devono essere inseriti nel<strong>la</strong> pressa nel<strong>la</strong> fase<br />
di set up. Una volta implementate le caratteristiche del<strong>la</strong> macchina, come ad esempio velocità<br />
massima di avanzamento del<strong>la</strong> vite, diametro del<strong>la</strong> vite e forza di chiusura massima del<strong>la</strong> pressa, si<br />
può condurre <strong>la</strong> simu<strong>la</strong>zione settando lo stesso profilo di velocità del<strong>la</strong> vite che viene impostato nel<br />
pannello di controllo del<strong>la</strong> macchina.<br />
Average and Temperature profile<br />
La temperature profile, part è un output dell’analisi di cool che mostra l’andamento del<strong>la</strong><br />
temperatura sui vari frames del pezzo a fine raffreddamento (Figura 129). I risultati per <strong>la</strong><br />
temperatura superficiale sono chiamati top e bottom e coincidono rispettivamente con i frames +1,-<br />
1 del<strong>la</strong> temperature profile, part.<br />
Temperatura (°C<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
Temperature profile, part<br />
10<br />
-1 -0,5 0 0,5 1<br />
Spessore normalizzato<br />
Figura 129 Profilo di temperatura sullo spessore.<br />
Da Figura 129 si vede come il manufatto, a fine raffreddamento, possieda un’anima più calda<br />
rispetto alle parti superficiali, <strong>la</strong>ddove il calore viene ceduto con maggiore facilità. La average<br />
178
temperature risulta essere invece <strong>la</strong> temperatura media lungo lo spessore, calco<strong>la</strong>ta sempre<br />
all’istante di apertura stampo.<br />
Determinazione del tempo ciclo<br />
Nelle analisi effettuate con il software Moldflow ® , il tempo ciclo totale è dato dal<strong>la</strong> somma dei<br />
tempi di iniezione, impaccamento, raffreddamento ed apertura stampo. Sono presenti due tipi di<br />
analisi di raffreddamento, ognuna delle quali determina in modo diverso le modalità con cui il<br />
tempo ciclo viene assegnato. Sono dette:<br />
-analisi specifica<br />
-analisi automatica.<br />
Analisi specifica<br />
Il tempo ciclo è stabilito dall’utente. Ci sono due campi nel “Process settings wizard” che<br />
influenzano <strong>la</strong> determinazione del tempo ciclo: il primo è il mold open time (tempo di apertura dello<br />
stampo) ed il secondo è <strong>la</strong> somma di injection, packing e cooling time, o IPC time.<br />
Figura 130 Cool settings.<br />
Questo tipo di analisi può essere usato per <strong>la</strong> maggior parte dei <strong>la</strong>vori di ottimizzazione, quando si<br />
stanno valutando differenti condizioni di raffreddamento, temperatura del fluido refrigerante o<br />
analisi di velocità di flusso. Il tempo ciclo utilizzato non deve essere l’optimum, ma il più semplice<br />
per valutare una possibilità rispetto ad un’altra. È ovvio che aumentando questo valore, a parità di<br />
durata dell’iniezione e dell’impaccamento per un dato pezzo, il tempo di raffreddamento si allunga<br />
e quindi diminuisce il valore medio del<strong>la</strong> temperatura sullo spessore (average temperature).<br />
Analisi automatica<br />
L’analisi automatica è utilizzata quando il tempo ciclo deve essere ottimizzato. I calcoli<br />
producono il valore minimo richiesto per ottenere una data temperatura media del<strong>la</strong> superficie del<br />
pezzo ed una determinata percentuale di raffreddamento.<br />
179
Quando si seleziona <strong>la</strong> modalità automatica si deve scegliere il criterio di estrazione. Il pezzo<br />
deve venir estratto nel minor tempo possibile ma non deve subire deformazioni permanenti nel<strong>la</strong><br />
sua espulsione tramite estrattori: quindi il momento in cui il prodotto può esser estratto dipende<br />
anche dal<strong>la</strong> geometria del sistema di estrazione. Il software ha bisogno di criteri semplificati che<br />
rendano possibile un calcolo del tempo ciclo senza l’implementazione del sistema di estrazione.<br />
Questo criterio si basa su due parametri:<br />
1) <strong>la</strong> temperatura di estrazione: è <strong>la</strong> temperatura al<strong>la</strong> quale un materiale è sufficientemente<br />
rigido per sostenere l’estrazione, senza deformazioni permanenti o segni evidenti.<br />
Moldflow ® propone in automatico quel<strong>la</strong> contenuta nel database materiali;<br />
2) percentuale di volume raffreddata: per calco<strong>la</strong>re il tempo di cooling, il software ha poi<br />
bisogno di conoscere <strong>la</strong> percentuale di pezzo raffreddata all’estrazione, ossia <strong>la</strong><br />
percentuale volumetrica dei nodi del<strong>la</strong> mesh <strong>la</strong> cui temperatura è al di sotto del<strong>la</strong><br />
temperatura di estrazione. Solo in corrispondenza di questo valore si procederà<br />
all’apertura stampo.<br />
Bulk temperature and Temperature at flow front<br />
La temperatura del polimero non varia solo col tempo e <strong>la</strong> posizione conside-rata all’interno<br />
del<strong>la</strong> cavità stampo, ma anche con lo spessore durante l’intero ciclo. Infatti, quando il fluido è in<br />
movimento, si genera del calore a causa delle forze di attrito all’interfaccia metallo/p<strong>la</strong>stica o<br />
polimero fuso/solido.<br />
La bulk temperature dell’analisi di flow, può definirsi un indice dell’energia che è trasportata<br />
dal volume di polimero considerato in un dato istante. È un parametro molto importante per<br />
esaminare l’andamento del flusso di materiale. In partico<strong>la</strong>re le aree caratterizzate da uno<br />
scorrimento continuo presentano un consistente valore del<strong>la</strong> bulk temperature; al contrario questa<br />
grandezza cade rapidamente in caso di solidificazione del fluido. Uno dei limiti del software<br />
nell’analisi cool+flow è dato dal fatto che <strong>la</strong> convergenza del tempo ciclo viene calco<strong>la</strong>ta in base<br />
al<strong>la</strong> temperature profile,part; per cui non si tiene conto del calore prodotto per attrito dal flusso del<br />
fluido durante l’iniezione e l’impaccamento, che è invece un risultato del<strong>la</strong> bulk temperature.<br />
La temperature at flow front è il valore del<strong>la</strong> temperatura del polimero sul fronte di<br />
avanzamento del flusso. Questo output fornisce indirettamente una valutazione del calore generato<br />
per shear heating nel percorso che compie il fluido verso <strong>la</strong> cavità. La differenza dal<strong>la</strong> bulk<br />
temperature consiste nel fatto che si calco<strong>la</strong> <strong>la</strong> temperatura solo sul fronte di flusso e quindi non<br />
viene monitorato il successivo raffreddamento a contatto con lo stampo. La temperatura del<br />
polimero che sta avanzando determina <strong>la</strong> viscosità e <strong>la</strong> fluidità dello stesso, quindi attraverso<br />
questo risultato è possibile avere spiegazioni sul comportamento del materiale nel<strong>la</strong> fase di<br />
riempimento e sul<strong>la</strong> causa di eventuali rallentamenti, o accelerazioni, del flusso.<br />
180
Time to freeze<br />
Il time to freeze è ottenuto da un’ analisi di flusso con mesh di tipo Midp<strong>la</strong>ne o Fusion , e<br />
mostra, a partire da fine iniezione, il tempo necessario ad ogni parte del pezzo per raggiungere<br />
l’istante ideale di estrazione. Questo risultato può anche essere usato per determinare l’istante di<br />
conge<strong>la</strong>mento del gate. Si è potuto constatare come nel caso di una simu<strong>la</strong>zione di flow, una volta<br />
fissata <strong>la</strong> temperatura dello stampo, il time to freeze risulti essere calco<strong>la</strong>to a partire dal<strong>la</strong> bulk<br />
temperature a fine iniezione, grazie al<strong>la</strong> formu<strong>la</strong> proposta da Ballman per una <strong>la</strong>stra piana:<br />
t<br />
k<br />
2<br />
s<br />
= 2<br />
π ⋅ a<br />
eff<br />
⎛ 4 ϑM<br />
−ϑW<br />
⎞<br />
⋅ ln ⎜ ⋅ ⎟<br />
⎝ π ϑE<br />
−ϑW<br />
⎠<br />
dove s rappresenta lo spessore del pezzo, aeff <strong>la</strong> diffusività termica del polimero, ϑM <strong>la</strong> bulk<br />
temperature a fine iniezione, ϑw <strong>la</strong> temperatura media dello stampo e ϑE <strong>la</strong> temperatura di<br />
estrazione del materiale.<br />
Frozen <strong>la</strong>yer fraction<br />
Il frozen <strong>la</strong>yer fraction rappresenta <strong>la</strong> percentuale dello spessore raffreddata. Varia in un<br />
range da 0 ad 1: un valore pari ad 1 indica che <strong>la</strong> totalità del<strong>la</strong> sezione risulta essere al di sotto<br />
del<strong>la</strong> temperatura di transizione. Durante l’iniezione questo parametro mantiene un valore<br />
pressoché invariato per quelle aree con flusso costante, perché il calore ceduto al<strong>la</strong> superficie dello<br />
stampo è equivalente a quello prodotto per attrito. Però nel momento in cui il fluido arresta il suo<br />
moto, tende a prevalere il calore ceduto allo stampo: si ha così una rapida crescita del<strong>la</strong><br />
percentuale di spessore raffreddata (Figura 131).<br />
181
Frozen <strong>la</strong>yer fraction<br />
1,2<br />
1<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
4.1.3 Sistema con canali freddi<br />
0<br />
Iniezione Impaccamento Raffreddamento<br />
0 10 20 30 40<br />
Tempo (s)<br />
Figura 131 Frozen <strong>la</strong>yer fraction.<br />
Attraverso l’analisi numerica è stato possibile studiare il comportamento del polimero nello<br />
stampo attuale. Per non appesantire eccessivamente il programma ad elementi finiti Moldflow ® e<br />
avendo <strong>la</strong> figura geometria simmetrica, è stato eseguito lo studio solo su 13 fascette facenti parte<br />
di un quadrante. Una volta inserite le condizioni di simmetria il software provvede poi a calco<strong>la</strong>re i<br />
risultati per <strong>la</strong> situazione reale con 52 fascette. In Figura 132 è riportata <strong>la</strong> geometria implementata<br />
in Moldflow ® .<br />
Figura 132 Simu<strong>la</strong>zione stampo.<br />
182
Al fine di ottenere una simu<strong>la</strong>zione il più vicina al<strong>la</strong> realtà sono state implementate nel<br />
software le caratteristiche del<strong>la</strong> macchina di stampaggio utilizzata in azienda. Sono stati poi inseriti<br />
nel programma ad elementi finiti gli stessi parametri che sono impostati nel<strong>la</strong> pressa: <strong>la</strong> fase di<br />
iniezione è stata impostata conoscendo il diagramma del<strong>la</strong> velocità del<strong>la</strong> vite, <strong>la</strong> fase di<br />
impaccamento è stata implementata conoscendo <strong>la</strong> pressione e il tempo di impaccamento mentre<br />
il tempo di raffreddamento è stato impostato pari al tempo reale di raffreddamento.<br />
Vengono riportate in Figura 133 le schermate di inserimento dati di Moldflow ® e il<br />
diagramma di controllo movimento del<strong>la</strong> vite ricavati dal pannello del<strong>la</strong> pressa BMB ® KW 200/1300.<br />
Figura 133 Implementazione dati in MoldFlow ®<br />
Eseguendo una analisi automatica dell’intero processo e impostando un valore del<br />
Velocity/pressure switch-over al 99% del riempimento del<strong>la</strong> cavità (si ha quindi controllo sul<strong>la</strong><br />
183
velocità del<strong>la</strong> vite fino a quando <strong>la</strong> cavità si è praticamente riempita e dopo si ha controllo sul<strong>la</strong><br />
pressione), si è visto che <strong>la</strong> forza di chiusura e <strong>la</strong> pressione massima richiesta per riempire<br />
completamente <strong>la</strong> cavità superano <strong>la</strong> forza e <strong>la</strong> pressione massima limite del<strong>la</strong> pressa. Impostando<br />
invece i parametri di processo reali, questi valori limite non vengono superati in quanto si esegue<br />
un riempimento con controllo di pressione: il 90% del<strong>la</strong> cavità viene iniettato con controllo di<br />
velocità (Figura 134), in questa fase si può notare l’andamento a rampa del<strong>la</strong> pressione, mentre <strong>la</strong><br />
restante parte viene iniettata con controllo di pressione; in questo modo si può control<strong>la</strong>re il picco di<br />
pressione massima e si evita che l’andamento a rampa del<strong>la</strong> pressione porti <strong>la</strong> stessa a superare il<br />
valore limite per <strong>la</strong> pressa.<br />
-2,5 -2 -1,5 -1 -0,5 0<br />
Time (S)<br />
0 5 10 15<br />
(mm)<br />
20 25 30<br />
Figura 134 Diagramma del<strong>la</strong> pressione nel<strong>la</strong> fase di controllo del<strong>la</strong> velocità del<strong>la</strong> vite e nel<strong>la</strong><br />
fase di controllo di pressione.<br />
Utilizzando i parametri impostati nel<strong>la</strong> macchina risulta che il tempo di iniezione è di 0,4<br />
secondi, e, come può essere visto dal plot che evidenzia il tempo di iniezione, tutte le fascette si<br />
riempiono contemporaneamente ma in modo diverso: nel<strong>la</strong> sca<strong>la</strong> cromatica il colore blu<br />
rappresenta le parti che si iniettano per prime, mentre le parti in rosso sono le ultime. Osservando<br />
<strong>la</strong> Figura 135, si può notare come <strong>la</strong> fascetta più vicina allo sprue si riempia con una velocità<br />
inferiore rispetto a quel<strong>la</strong> più distante dal<strong>la</strong> carota: infatti quando il materiale raggiunge il gate<br />
dell’ultima fascetta, <strong>la</strong> prima fascetta è già riempita per un terzo.<br />
Analizzando il valore del<strong>la</strong> temperature at flow front per ogni punto delle singole fascette è<br />
possibile dare una spiegazione a questo comportamento. La temperature at flow front è un output<br />
che fornisce il valore del<strong>la</strong> temperatura che si ha sul fronte di flusso, ottenuto tenendo in<br />
considerazione l’aumento di calore dovuto allo shear heating ed il calore ceduto allo stampo.<br />
184<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Pressure ( MPa)
Figura 135 Injection time.<br />
Figura 136 Temperature at flow front.<br />
Dal<strong>la</strong> Figura 136, ricavata da un plot di Moldflow ® , si vede come nel<strong>la</strong> prima fascetta si abbia<br />
una progressiva riduzione del<strong>la</strong> temperatura di fronte flusso. Questo è dovuto al fatto che vi è una<br />
trascurabile generazione di calore, per effetto dello shear heating; questa riduzione di temperatura,<br />
associata allo scambio termico con lo stampo più freddo, porta ad un aumento del<strong>la</strong> viscosità del<br />
polimero. Nell’ultima fascetta si ha invece un aumento di temperatura considerevole in<br />
185
corrispondenza del fronte di flusso, a causa di una generazione di calore per shear heating che<br />
porta ad una riduzione del<strong>la</strong> viscosità. Queste sono le motivazioni per cui inizialmente il polimero<br />
fluisce nel<strong>la</strong> prima fascetta mentre poi trova minor difficoltà a fluire nell’ultima fascetta, portando ad<br />
un riempimento delle cavità pressoché nello stesso istante ma con modalità di riempimento diverse<br />
a seconda del<strong>la</strong> fascetta.<br />
La fase di compattazione ha durata di 2,5 secondi, nei quali <strong>la</strong> pressione viene mantenuta a<br />
70 MPa. Poiché le fascette hanno un piccolo spessore, il raffreddamento avviene velocemente e<br />
non è possibile effettuare un impaccamento omogeneo. La fascetta più vicina allo sprue è quel<strong>la</strong><br />
che inizia a solidificarsi per prima in quanto è quel<strong>la</strong> in cui il flusso si è maggiormente raffreddato<br />
durante l’iniezione. Poiché essa inizia a solidificarsi immediatamente terminata l’iniezione, <strong>la</strong><br />
pressione al<strong>la</strong> quale avviene <strong>la</strong> solidificazione è praticamente nul<strong>la</strong>. Le altre fascette invece a fine<br />
iniezione si trovano ad una temperatura più alta per effetto dello shear heating e quindi iniziano a<br />
solidificarsi nel<strong>la</strong> fase di packing con una pressione non nul<strong>la</strong>.<br />
Nei successivi plots è raffigurato l’andamento del<strong>la</strong> pressione in cavità in momenti differenti.<br />
Prima del<strong>la</strong> conclusione del<strong>la</strong> fase di iniezione <strong>la</strong> pressione è uniforme su tutte le fascette; quando<br />
invece è terminata l’iniezione si ha un maggior impaccamento in punta delle fascette più distanti<br />
dallo sprue. Poi nelle fasi successive di compattazione <strong>la</strong> pressione si uniforma su tutte le fascette;<br />
in questo caso <strong>la</strong> pressione nul<strong>la</strong> (indicata col colore blu) indica che il pezzo si è già solidificato.<br />
t = 0,366 [s]<br />
186
Figura 137 Pressione per t= 0,366 s t= 0,40 s t= 0,81 s.<br />
t = 0,40 [s]<br />
t = 0,81 [s]<br />
Da simu<strong>la</strong>zione numerica si è visto che il tempo di impaccamento è sovrastimato in quanto il<br />
gate è completamente solidificato già dopo 2 secondi.<br />
Nel processo produttivo il tempo di raffreddamento è impostato pari a 4,5 secondi. Questo<br />
tempo permette alle fascette e ai runners di solidificarsi ma non è sufficiente a far solidificare lo<br />
sprue; il suo diametro massimo è di 7 mm, ben maggiore dello spessore massimo del pezzo che è<br />
di 2 mm. Nel processo reale non si attende <strong>la</strong> completa solidificazione dei runners per l’estrazione,<br />
ma si attende che il componente sia sufficientemente rigido da poter essere estratto. Nel caso in<br />
esame si cerca di limitare il tempo di raffreddamento senza attendere <strong>la</strong> completa solidificazione<br />
dello sprue. In un campione di materozza solidificata, consegnataci direttamente dall’azienda<br />
187
Sapiselco, si può notare come il materiale sia ingiallito in corrispondenza dello sprue; questa<br />
variazione di colore è dovuta al fatto che il materiale è stato estratto dallo stampo ancora ad alta<br />
temperatura. La degradazione termica visibile del materiale trova quindi riscontro nel<strong>la</strong> analisi<br />
numerica, che si dimostra quindi affidabile nel<strong>la</strong> simu<strong>la</strong>zione del processo reale.<br />
Nei seguenti due plot è possibile osservare che al momento dell’estrazione il materiale del<strong>la</strong><br />
carota non è completamente solidificato: in partico<strong>la</strong>re in Figura 138 viene rappresentato il frozen<br />
<strong>la</strong>yer fraction a fine fase di raffreddamento. Si nota che mentre tutte le fascette e i runners sono di<br />
colore rosso (nel<strong>la</strong> sca<strong>la</strong> cromatica il rosso corrisponde al 100% di spessore al di sotto del<strong>la</strong><br />
temperatura di cristallizzazione), lo sprue è di colore verde, e quindi solo il 60% di materiale è<br />
solidificato. Il secondo plot mostra l’andamento temporale del frozen <strong>la</strong>yer fraction in tre punti<br />
differenti del pezzo: quello posizionato sul<strong>la</strong> fascetta, che sul diagramma è rappresentato dai<br />
triangoli neri, si solidifica completamente in 1,5 secondi; quello posizionato su un canale di<br />
alimentazione (pallini blu) si solidifica in 4 secondi, mentre quello posizionato sullo sprue si<br />
solidifica solo per il 60% in 7,5 secondi.<br />
Figura 138 Frozen <strong>la</strong>yer fraction.<br />
188
Figura 139 Diagramma frozen <strong>la</strong>yer fraction, tempo per tre diversi punti.<br />
Il tempo ciclo totale, per il sistema di produzione attuale, è quindi ottenuto come somma di<br />
0,4 secondi di iniezione, 2,5 secondi di impaccamento, 4,5 secondi di raffreddamento e due<br />
secondi di movimentazione dello stampo (apertura e chiusura). In totale 9,5 secondi.<br />
4.1.4 Sistema con canali caldi<br />
Per <strong>la</strong> determinazione dei parametri di processo del sistema a canali caldi si è presa come<br />
riferimento <strong>la</strong> fascetta che si riempie con maggiore velocità nel sistema a canali freddi: in tal modo<br />
si dimensiona il sistema a canali caldi con <strong>la</strong> condizione più favorevole. Per lo studio del sistema a<br />
canali caldi è stato implementato nel software lo stesso materiale, <strong>la</strong> stessa pressa, <strong>la</strong> stessa<br />
pressione di impaccamento e si è impostata <strong>la</strong> portata (flow rate) che viene calco<strong>la</strong>ta in<br />
corrispondenza del gate dell’ultima fascetta. Come studio preliminare si è considerata l’iniezione in<br />
una singo<strong>la</strong> fascetta e il punto di iniezione è stato posizionato nello stesso punto di quello utilizzato<br />
nel sistema a canali freddi.<br />
189
Figura 140 Schermata di output di Moldflow ®<br />
Come è possibile vedere dal<strong>la</strong> schermata di output e dal “filling plot” (Figura 140) di<br />
Moldflow ® Il componente considerato si inietta in 0,26 secondi.<br />
La fase di compattazione è stata fatta terminare dopo due secondi, in corrispondenza<br />
dell’istante in cui avviene il sigillo del gate in accordo con quanto previsto da simu<strong>la</strong>zione<br />
Moldflow ® .<br />
Per l’analisi del<strong>la</strong> fase di raffreddamento è stata eseguita una analisi automatica impostando<br />
come criteri per l’estrazione <strong>la</strong> percentuale di volume raffreddato pari al 100%, e <strong>la</strong> temperatura di<br />
estrazione pari a 218°C; questa ultima è stata ricavata mediante calorimetro a scansione<br />
differenziale. Il tempo di raffreddamento stimato risulta in questo modo esser pari a 0,5 secondi.<br />
Il tempo ciclo totale risulta esser pari al<strong>la</strong> somma del tempo di iniezione, del tempo di<br />
impaccamento, del tempo di raffreddamento e del tempo di movimentazione dello stampo: cioè pari<br />
a 4,8 secondi.<br />
190
4.1.5 Confronto tra i due sistemi<br />
Figura 141 Tempo di iniezione previsto con camera calda.<br />
Il confronto tra i due diversi sistemi è stato effettuato mediante simu<strong>la</strong>zioni di flow. Si sono<br />
voluti confrontare i tempi in gioco previsti mediante simu<strong>la</strong>zione numerica per i due sistemi di<br />
iniezione.<br />
Gli inputs considerati nei due casi sono:<br />
• temperatura del fuso: 300°C<br />
• temperatura dello stampo: 85°C<br />
• tempo di apertura e chiusura stampo: 2 s<br />
• uguale materiale dello stampo e del polimero<br />
• flow rate del<strong>la</strong> fascetta nel sistema a canali caldi uguale al<strong>la</strong> flow rate del<strong>la</strong> fascetta che si<br />
inietta in minor tempo nel sistema a canali freddi<br />
Si sono confrontati i due sistemi per ogni singo<strong>la</strong> fase di produzione:<br />
1) fase di iniezione.<br />
si osserva una riduzione del tempo di iniezione in quanto non sono presenti i canali di<br />
scorrimento freddi e il fluido entra istantaneamente in cavità. Inoltre ogni fascetta nel sistema con<br />
camera calda viene iniettata nello stesso tempo in cui viene iniettata <strong>la</strong> fascetta che si riempie<br />
prima nel sistema a canali freddi.<br />
tempo iniezione con camera fredda: 0,4 secondi<br />
tempo iniezione con camera calda: 0,26 secondi<br />
2) fase di impaccamento<br />
191
La fase di compattazione è mantenuta uguale in entrambi i sistemi: una fase di packing<br />
diversa avrebbe portato anche a prodotti finali diversi. La differenza è dovuta al fatto che nel<br />
sistema a canali freddi il tempo di impaccamento è sovrastimato: da simu<strong>la</strong>zione numerica si è<br />
visto che il gate si solidifica prima del<strong>la</strong> fine del<strong>la</strong> fase di compattazione; quindi <strong>la</strong> simu<strong>la</strong>zione<br />
numerica prevede un tempo di impaccamento ridotto anche nel sistema a canali freddi.<br />
Il vantaggio ottenuto dall’adozione di un sistema a canali caldi risiede nell’uniformità con cui<br />
l’impaccamento avviene: nel sistema a canali freddi si è visto che <strong>la</strong> prima fascetta inizia a<br />
solidificarsi in tempi ridotti e a pressione praticamente nul<strong>la</strong>, mentre l’ultima si solidifica dopo e con<br />
una diversa condizione di pressione. Nel sistema a canali caldi invece tutte le fascette sono<br />
sottoposte alle stesse condizioni di pressione e quindi non dovrebbero esserci differenze strutturali<br />
tra quelle prodotte in ogni ciclo produttivo.<br />
3) fase di raffreddamento<br />
Nel<strong>la</strong> fase di raffreddamento si possono osservare i maggiori vantaggi dell’utilizzo di un<br />
sistema a camera calda. Nel sistema a camera fredda il tempo di raffreddamento è allungato per<br />
permettere <strong>la</strong> solidificazione dei cold runners; mentre nel sistema a camera calda il tempo di<br />
raffreddamento è necessario a raffreddare solo il pezzo. L’inefficienza del sistema a camera fredda<br />
è dovuta al fatto che si ha un aumento del tempo ciclo a causa del raffreddamento del materiale di<br />
scarto. Nel sistema a camera calda il tempo di raffreddamento è praticamente trascurabile in<br />
quanto <strong>la</strong> fascetta è poco spessa e <strong>la</strong> maggior parte del<strong>la</strong> stessa si solidifica già durante <strong>la</strong> fase di<br />
compattazione.<br />
Confrontando i tempi di raffreddamento si può osservare il guadagno ottenuto con un<br />
sistema a canali caldi:<br />
tempo di raffreddamento con camera fredda: 4,5 secondi<br />
tempo di raffreddamento con camera calda: 0,5 secondi.<br />
Con il sistema a camera calda il tempo ciclo previsto da simu<strong>la</strong>zione è dimezzato: si può<br />
passare da un tempo ciclo di 9,5 secondi ad un tempo di 4,8 secondi. La produttività dell’impianto<br />
può esser mantenuta costante progettando uno stampo con un numero di impronte pari al<strong>la</strong> metà<br />
delle impronte attualmente utilizzate, e si può raddoppiare <strong>la</strong> produzione di fascette utilizzando un<br />
numero di impronte pari a quelle del sistema attuale. Oltre al<strong>la</strong> possibilità di un aumento di<br />
produttività utilizzando <strong>la</strong> stessa macchina, il risparmio in ogni caso è legato al<strong>la</strong> eliminazione del<strong>la</strong><br />
materozza fredda, e quindi al<strong>la</strong> riduzione dello scarto di materiale.<br />
Il tempo ciclo calco<strong>la</strong>to attraverso Moldflow ® per l’iniezione con camera calda potrebbe<br />
risultare sottostimato in quanto non tiene in considerazione i tempi legati al controllo termico del<br />
gate: cioè il tempo necessario per raffreddare il punto di iniezione fino ad ottenere l’arresto del<strong>la</strong><br />
portata e il tempo necessario per riattivare <strong>la</strong> portata fluida avendo portata iniziale nul<strong>la</strong>. Per<br />
calco<strong>la</strong>re questi tempi è necessario effettuare uno studio più approfondito nel<strong>la</strong> zona del punto di<br />
iniezione eseguendo una analisi termica e fluidodinamica mediante software Ansys CFX ® .<br />
192
4.1.6 Approccio al problema mediante codice di calcolo Ansys CFX ®<br />
Per effettuare una analisi termo-fluidodinamica in corrispondenza del punto di iniezione è<br />
stato utilizzato il software agli elementi finiti Ansys CFX ® . Le simu<strong>la</strong>zioni condotte precedentemente<br />
con software Moldflow ® hanno permesso di stimare le condizioni di temperatura e pressione a fine<br />
packing per il modello di fascetta 200x4,5x1,45 mm. Questi valori sono stati implementati in Ansys<br />
CFX ® con lo scopo di analizzare so<strong>la</strong>mente <strong>la</strong> fase in cui si ha raffreddamento del punto di<br />
iniezione con arresto del flusso, senza dover eseguire una simu<strong>la</strong>zione con lo stesso programma di<br />
tutto il processo di stampaggio.<br />
Non essendovi <strong>la</strong> necessità di studiar il raffreddamento di tutto lo stampo, è stata creata<br />
mediante Ansys Workbench ® <strong>la</strong> geometria dello stampo solo in un intorno del punto di iniezione.<br />
Sono state eseguite poi simu<strong>la</strong>zioni ponendosi inizialmente nel<strong>la</strong> condizione di fine impaccamento,<br />
per analizzare <strong>la</strong> fase di arresto del flusso, e poi in condizione di inizio iniezione, per analizzare <strong>la</strong><br />
riattivazione del flusso.<br />
I parametri di processo per il controllo termico sono stati fatti variare per analizzare come<br />
influiscono sul comportamento del polimero e per <strong>la</strong> determinazione delle condizioni ottimali di<br />
esercizio.<br />
4.1.7 Dimensionamento del gate<br />
Il punto di iniezione deve essere dimensionato in maniera tale da poter permettere il flusso<br />
del polimero senza raggiungere shear rates troppo elevati con conseguente degradazione del<br />
materiale. Il gate nello stesso tempo deve avere una sezione sufficientemente picco<strong>la</strong> da<br />
raffreddarsi in breve tempo, non appena terminata <strong>la</strong> fase di packing. In bibliografia sono<br />
consultabili delle tabelle che possono esser di aiuto al progettista nel dimensionamento iniziale del<br />
sistema di iniezione.<br />
In Figura 142 e Figura 143 sono riportate due tabelle ottenute da cataloghi differenti che<br />
suggeriscono, per il materiale in esame e per una portata nominale di 5 cm 3 /s (ottenuta da<br />
simu<strong>la</strong>zione Moldflow ® ), un diametro del punto di iniezione di dimensione poco inferiore ad un<br />
millimetro.<br />
193
Figura 142 Dimensionamento del gate.<br />
Figura 143 Dimensionamento del gate.<br />
Come diametro del gate è stato scelto un diametro di 0,8 mm. Le altre dimensioni del punto<br />
di iniezione sono state assunte prendendo come riferimento soluzioni già previste in commercio: <strong>la</strong><br />
lunghezza è stata assunta pari a 3 mm e il diametro maggiore del cono pari a 1,6 mm.<br />
194
Figura 144 Geometria del gate.<br />
4.1.8 Determinazione delle condizioni di non flusso<br />
Lo studio del comportamento termico del materiale in corrispondenza del punto di iniezione,<br />
è stato condotto valutando dapprima una condizione di flusso isotermo, e poi una condizione più<br />
realistica che prevede lo scambio termico tra polimero e stampo, condizionato mediante canali di<br />
raffreddamento.<br />
Flusso isotermo<br />
L’analisi di flusso isotermo prevede che tutto il polimero all’interno del condotto sia al<strong>la</strong><br />
stessa temperatura. Vengono poi fatti variare <strong>la</strong> temperatura ed il gradiente di pressione per<br />
calco<strong>la</strong>re <strong>la</strong> portata volumetrica all’uscita del gate. Nonostante l’ipotesi di flusso isotermo sia<br />
difficile da realizzare, questa analisi permette di comprendere <strong>la</strong> re<strong>la</strong>zione tra i vari parametri in<br />
condizioni vicine al<strong>la</strong> temperatura di cristallizzazione, e di capire come <strong>la</strong> variazione di questi<br />
parametri influisce sul flusso.<br />
Mediante Ansys CFX ® sono state condotte simu<strong>la</strong>zioni con diverse temperature del fuso e<br />
pressione nul<strong>la</strong> in corrispondenza del<strong>la</strong> sezione <strong>finale</strong> del gate (condizione di fine packing). Al<br />
variare del<strong>la</strong> pressione iniziale è stata calco<strong>la</strong>ta <strong>la</strong> velocità media del flusso, eseguendo <strong>la</strong> media<br />
pesata sul<strong>la</strong> sezione di uscita del<strong>la</strong> velocità in direzione del flusso.<br />
Di seguito sono riportati alcuni plots di Ansys CFX ® che mostrano l’andamento del<strong>la</strong><br />
pressione nel gate e il profilo di velocità che si ha in corrispondenza del<strong>la</strong> sezione di uscita per due<br />
diverse temperature isoterme.<br />
195
Figura 145 Profilo di pressione con pressione p = 1,5 MPa.<br />
Figura 146 Profilo di velocità con p =1,5 MPa e T = 230 °C.<br />
196
Figura 147 Velocità in corrispondenza del<strong>la</strong> sezione di uscita con p = 1,5 MPa e temperature<br />
rispettivamente di T1 = 240°C, T2 = 230°C, T3 = 220°C.<br />
197
Eseguendo una interpo<strong>la</strong>zione dei punti così ottenuti in un diagramma con in ascissa <strong>la</strong><br />
temperatura e in ordinata <strong>la</strong> portata in sca<strong>la</strong> logaritmica, si ottengono le curve di Figura 148.<br />
100<br />
[cm 3 /min]<br />
10<br />
1<br />
0,1<br />
2<br />
1 MPa<br />
0,01<br />
0,5 MPa<br />
0,05 MPa<br />
0,001<br />
200<br />
0,0001<br />
210 220 230 240 250 260 270<br />
T [°C]<br />
280<br />
0,00001<br />
0,000001<br />
1<br />
Figura 148 Diagramma portata, temperatura e pressione per flusso isotermo.<br />
Si osserva che, a parità di pressione, al variare del<strong>la</strong> temperatura si ha un forte variazione<br />
del<strong>la</strong> portata solo per temperature prossime al<strong>la</strong> temperatura di non flusso (225°C), mentre questa<br />
variazione non è significativa per temperature maggiori.<br />
La condizione di portata nul<strong>la</strong> viene assunta quando questa raggiunge un valore pari a 0,001<br />
cm 3 /min. Una volta terminata <strong>la</strong> fase di raffreddamento ed estrazione del pezzo, si suppone che<br />
per riattivare il flusso sia sufficiente una portata di 0,1 cm 3 /min, senza dover raggiungere <strong>la</strong><br />
temperatura e <strong>la</strong> pressione di esercizio. Questo in quanto <strong>la</strong> portata che proviene dal<strong>la</strong> camera<br />
calda (tenuta a temperatura di processo dalle resistenze elettriche), apporta calore e fa innalzare in<br />
breve tempo <strong>la</strong> temperatura raggiungendo così <strong>la</strong> condizione di regime.<br />
Nel momento in cui <strong>la</strong> portata è pari a 0,001 cm 3 /min (condizione segnata sul diagramma in<br />
Figura 148 con il pallino rosso), <strong>la</strong> riattivazione del flusso può esser raggiunta o agendo sul<strong>la</strong><br />
pressione (andando a posizionarsi nel punto 1) o agendo sul<strong>la</strong> temperatura (punto 2). La soluzione<br />
migliore tra le due proposte è quel<strong>la</strong> che comporta tempi minori e una energia di attivazione<br />
minore. La soluzione 1 risulta esser <strong>la</strong> migliore in quanto l’energia e i tempi richiesti per innalzare <strong>la</strong><br />
temperatura del polimero da 225 a 240°C sono maggiori dell’energia e del tempo richiesto al<strong>la</strong><br />
198
pressa per generare un aumento di pressione di 1 MPa. L’energia per innalzare <strong>la</strong> temperatura del<br />
polimero è definita come:<br />
E = ε ⋅ m ⋅C<br />
p ⋅ ΔT<br />
dove m è <strong>la</strong> massa del polimero, ε è l’efficienza del sistema che riscalda (dipende dal<strong>la</strong> geometria<br />
e dal sistema che genera calore), ΔT è <strong>la</strong> differenza di temperatura richiesta per attivare i flusso. Si<br />
calco<strong>la</strong> che per innalzare <strong>la</strong> temperatura di 10 °C in un ugello standard siano necessari più di due<br />
secondi. Questa analisi è valida per il polimero in esame che è un materiale poco viscoso. Per<br />
materiali molto viscosi tutte le curve sarebbero spostate in alto e il gradiente di pressione<br />
risulterebbe maggiore; in tal caso sarebbe necessario anche un aumento di temperatura.<br />
La condizione di flusso isotermo non può esser ottenuta realmente se non con basse flow<br />
rates e con tempi di raffreddamento molti lunghi: con portate anche maggiori di 0,1 cm 3 /min<br />
sarebbe impossibile mantenere una temperatura costante e pari al<strong>la</strong> temperatura dello stampo in<br />
quanto si avrebbe un apporto di calore dal materiale fuso che scorre nell’ugello. Anche se <strong>la</strong><br />
portata fosse praticamente nul<strong>la</strong> il tempo per omogeneizzare <strong>la</strong> temperatura sarebbe<br />
eccessivamente lungo: lo scambio termico risulterebbe infatti ridotto per <strong>la</strong> bassa differenza di<br />
temperatura. Da simu<strong>la</strong>zione numerica si è visto che se si mantiene una temperatura costante<br />
dello stampo pari al<strong>la</strong> temperatura di non flusso e una portata di 0,01 cm 3 /min, allora <strong>la</strong> condizione<br />
isoterma sarebbe raggiunta in poco meno di 10 secondi; quindi con tempi inaccettabili per <strong>la</strong><br />
pratica industriale.<br />
Teoricamente una condizione di flusso isotermo sarebbe ottimale per il controllo termico nel<br />
punto di iniezione in quanto permetterebbe l’arresto del flusso non per solidificazione del gate, ma<br />
per l’aumento di viscosità che si ha con il diminuire del<strong>la</strong> temperatura. In queste condizioni il<br />
polimero risulterebbe esser sempre fluido e <strong>la</strong> riattivazione del flusso polimerico sarebbe semplice<br />
e priva di problemi.<br />
Flusso non isotermo<br />
L’analisi di flusso non isotermo mediante Ansys CFX ® è stata eseguita simu<strong>la</strong>ndo il processo<br />
di raffreddamento del polimero a contatto con lo stampo, il quale viene condizionato da dei canali<br />
di raffreddamento. In tal modo si genera un gradiente di temperatura all’interno del gate dovuto allo<br />
scambio termico con lo stampo e al flusso del polimero caldo. Lo scopo dell’analisi è stato quello di<br />
determinare <strong>la</strong> re<strong>la</strong>zione tra <strong>la</strong> temperatura del fluido refrigerante, <strong>la</strong> pressione a monte del gate e<br />
<strong>la</strong> portata fluida al fine di determinare le condizioni di non flusso.<br />
Per ridurre i tempi di calcolo del software tutte le simu<strong>la</strong>zioni sono state eseguite<br />
considerando che gli scambi termici avvengano in un intorno ridotto del punto di iniezione; per tale<br />
motivo non è stata considerata l’intera geometria dello stampo ma solo <strong>la</strong> geometria dello stesso<br />
vicino al punto di iniezione. Questa ipotesi semplificativa è giustificata dal fatto che, come si è visto<br />
anche da simu<strong>la</strong>zione, gli scambi termici avvengono localmente e i tempi in gioco sono ridotti.<br />
199
Per effettuare un dimensionamento di massima del sistema di raffreddamento si è fatto uso<br />
di alcune regole pratiche di progettazione. Gli elementi chiave per effettuare un raffreddamento<br />
ottimizzato del punto di iniezione sono:<br />
1) La distanza massima consigliata tra il canale di raffreddamento ed il punto di iniezione<br />
è 2 volte il diametro del canale di raffreddamento.<br />
2) L'acqua di raffreddamento dovrebbe raggiungere velocità di flusso che garantiscano<br />
una misce<strong>la</strong>zione efficace del fluido. Per <strong>la</strong> maggior parte dei canali è sufficiente una<br />
portata di circa 4-5 litri/minuto.<br />
Il diametro dei canali di raffreddamento è stato assunto pari a 4 mm; <strong>la</strong> scelta di un diametro<br />
inferiore avrebbe portato a difficoltà costruttive nel<strong>la</strong> realizzazione degli stessi; <strong>la</strong> distanza dei<br />
canali dal gate è stata assunta di 8 mm.<br />
In Figura 149 è possibile vedere il sistema di raffreddamento così dimensionato.<br />
Figura 149 Geometria dello stampo in corrispondenza del gate.<br />
Non essendo necessario disegnare l’intera geometria del<strong>la</strong> fascetta per condurre l’analisi di<br />
raffreddamento del gate, è stata modellizzata solo <strong>la</strong> parte più vicina al punto di iniezione.<br />
Una volta creata <strong>la</strong> geometria dello stampo, è stata eseguita <strong>la</strong> meshatura di volume<br />
mediante Ansys Workbench ® . La mesh è stata infittita localmente in corrispondenza delle superfici<br />
di scambio termico e in partico<strong>la</strong>r modo sul<strong>la</strong> superficie del gate. In Figura 150 è possibile<br />
osservare <strong>la</strong> meshatura superficiale.<br />
200
Figura 150 Mesh superficiale.<br />
Per eseguire le simu<strong>la</strong>zioni è stato necessario implementare le caratteristiche reologiche<br />
(ottenute mediante reometro capil<strong>la</strong>re) e le caratteristiche termiche (ottenute mediante calorimetro<br />
a scansione differenziale) del materiale.<br />
Le condizioni al contorno, quali <strong>la</strong> pressione a monte del punto di iniezione e <strong>la</strong> temperatura<br />
del fluido refrigerante (in questo caso acqua) sono state fatte variare in un range di valori<br />
ammissibili nel processo di stampaggio ad iniezione. Altre condizioni al contorno, come ad<br />
esempio portata del liquido refrigerante e pressione all’interno dei condotti di raffreddamento, sono<br />
state assunte costanti.<br />
Per studiare con Ansys CFX ® <strong>la</strong> fase di raffreddamento del punto di iniezione, ci si è posti in<br />
condizione di fine packing. Valori iniziali dei parametri di temperatura, pressione e portata al<strong>la</strong> fine<br />
del<strong>la</strong> fase di impaccamento sono stati ricavati dall’analisi Moldflow ® . Si è poi considerata adiabatica<br />
<strong>la</strong> parete del<strong>la</strong> camera calda, mentre si è imposto uno scambio termico solo in corrispondenza<br />
del<strong>la</strong> superficie del gate. In questo modo è stato possibile simu<strong>la</strong>re solo una picco<strong>la</strong> parte del<br />
processo produttivo in ambiente Ansys CFX ® mentre tutto il processo di stampaggio è stato<br />
simu<strong>la</strong>to con un programma dedicato all’iniezione p<strong>la</strong>stica.<br />
I seguenti plots di Ansys CFX ® evidenziano l’andamento temporale del<strong>la</strong> temperatura<br />
all’interno del gate. Questi plots sono stati ricavati per una temperatura dei canali pari a 80°C, e<br />
201
pressione pari di 1 MPa. Il plot iniziale è re<strong>la</strong>tivo all’istante zero, mentre gli altri seguono il primo<br />
con un incremento temporale di 2 decimi di secondo.<br />
1 2<br />
3 4<br />
202
5 6<br />
7 8<br />
9 10<br />
Figura 151 Plots del<strong>la</strong> temperatura nel gate da 0 a 1,8 secondi.<br />
203
Da queste immagini si può notare come si abbia un completo conge<strong>la</strong>mento del gate in 1,8<br />
secondi (plot 10). Se si calco<strong>la</strong> <strong>la</strong> velocità media in uscita dal punto di iniezione si può osservare<br />
che questa si annul<strong>la</strong> già dopo 1,4 secondi (plot 8).<br />
Quando vi sono delle pressioni maggiori a monte del gate, si ha una maggior portata iniziale<br />
e il raffreddamento si complica in quanto il materiale fuso che scorre al suo interno mantiene<br />
elevata <strong>la</strong> temperatura nel gate e ne impedisce il raffreddamento. In questo caso, se si osserva il<br />
profilo di temperatura al variare del tempo, non si nota un andamento come quello rappresentato<br />
nei plot di Figura 151, ma solo il profilo rappresentato dai primi due plot, che si ripete in tutto l’arco<br />
temporale.<br />
Per pressioni al di sotto dei 3 MPa, come sono le pressioni che deve sopportare <strong>la</strong> chiusura<br />
termica durante <strong>la</strong> fase si apertura e chiusura stampo, l’andamento temporale del<strong>la</strong> temperatura è<br />
simile a quello riportato in figura 10, ovvero si ha raffreddamento del gate. Il raffreddamento può<br />
avvenire in tempi diversi in dipendenza del<strong>la</strong> differenza di pressione tra ingresso ed uscita del gate<br />
(si considera nul<strong>la</strong> <strong>la</strong> pressione in uscita del punto di iniezione) e del<strong>la</strong> temperatura del fluido<br />
refrigerante dei canali di raffreddamento.<br />
Diagrammando <strong>la</strong> portata volumetrica uscente dal punto di iniezione in funzione del<strong>la</strong><br />
differenza di pressione e del<strong>la</strong> temperatura dei canali di raffreddamento per un tempo di<br />
raffreddamento di un secondo e di 1,5 secondi si ottengono i grafici riportati in Figura 152.<br />
[cm3/min]<br />
100<br />
10<br />
1<br />
0,1<br />
0,01<br />
0,00001<br />
1 secondo<br />
0,001<br />
40 50 60 70 80 90 100<br />
0,0001<br />
T [°C]<br />
2,3 MPa<br />
2 MPa<br />
1,5 MPa<br />
204
[cm3/min]<br />
10<br />
1<br />
0,1<br />
0,01<br />
0,0001<br />
1,5 secondi<br />
0,001<br />
40 50 60 70 80 90 100<br />
T [°C]<br />
Figura 152 Diagrammi portata, temperatura, pressione<br />
2,3 MPa<br />
2 MPa<br />
1,5 MPa<br />
L’azzeramento del<strong>la</strong> portata viene raggiunto quando le curve intersecano l’asse delle<br />
ascisse: con una portata di 0,001 cm 3 /min si ha praticamente non flusso. Osservando entrambi i<br />
grafici si può capire che per ottenere arresto del<strong>la</strong> portata si può agire sul<strong>la</strong> pressione, sul<strong>la</strong><br />
temperatura e anche sul tempo di raffreddamento: si può notare come mentre per una pressione di<br />
mandata di 2,3 MPa non si può ottener raffreddamento in un secondo, lo si può ottenere dopo 1,5<br />
secondi con una temperatura del fluido refrigerante di 50 °C. Si osserva che le singole curve non<br />
hanno un andamento continuo ma vi sono sempre dei punti di flesso. Questo andamento è dovuto<br />
al fatto che <strong>la</strong> riduzione di portata per effetto del<strong>la</strong> temperatura non è continua, ma avviene in breve<br />
tempo quando si raggiungono determinate temperature. Quando si ha, per effetto del<br />
raffreddamento, una lieve riduzione di portata, si ha un minore apporto di calore dal materiale fuso<br />
che scorre, e quindi <strong>la</strong> temperatura ca<strong>la</strong> con maggior velocità portando al sigillo del gate. I valori di<br />
temperatura per cui si ha <strong>la</strong> maggiore riduzione di portata sono i valori che innescano questo<br />
processo che porta al raffreddamento in breve tempo; una volta fermato il flusso, il polimero poi si<br />
raffredda velocemente. Nel diagramma inoltre si osserva che quando <strong>la</strong> portata ha raggiunto il<br />
valore limite di non flusso, non si hanno ulteriori variazioni con il diminuire del<strong>la</strong> temperatura del<br />
fluido refrigerante.<br />
Dai diagrammi riportati in Figura 152 è possibile ricavare alcune informazioni pratiche: si può<br />
dedurre che se si mantiene <strong>la</strong> temperatura del sistema refrigerante vicina al<strong>la</strong> temperatura dello<br />
stampo 80 °C, <strong>la</strong> pressione nel sistema di iniezione dovrà esser sicuramente minore di 1,5 MPa<br />
per garantire l’arresto del<strong>la</strong> portata fluida in 1,5 secondi. In caso contrario dovrà esser ridotta <strong>la</strong><br />
temperatura dei canali di raffreddamento o dovrà essere prolungato il tempo di raffreddamento. Si<br />
è visto che con una differenza di pressione di 1 MPa ed una temperatura di 80°C dell’acqua, si ha<br />
arresto del<strong>la</strong> portata in meno di 1,5 secondi. Una volta determinate quali sono le pressioni generate<br />
205
sul gate per effetto del<strong>la</strong> p<strong>la</strong>stificazione del polimero, si può, grazie ai diagrammi sopra riportati,<br />
calco<strong>la</strong>re quali sono le condizioni ottimali di temperatura e tempo di raffreddamento per ottenere<br />
l’arresto del fluido. La soluzione preferibile sarà quel<strong>la</strong> che riesce a mantenere una temperatura dei<br />
canali di raffreddamento re<strong>la</strong>tivamente alta: con l’aumentare del sottoraffreddamento si ha infatti<br />
una riduzione del tempo di raffreddamento ma vi saranno poi difficoltà nel<strong>la</strong> successiva<br />
riattivazione dello stesso.<br />
Nei seguenti plots viene visualizzato l’andamento del<strong>la</strong> temperatura sullo stampo con<br />
temperatura canali di raffreddamento di 90°C.<br />
1 2<br />
3<br />
206<br />
4
5 6<br />
7<br />
Figura 153 Andamento del<strong>la</strong> temperatura nello stampo in un intorno del punto di iniezione.<br />
Questi plots sono stati ricavati per tempi diversi. I primi cinque sono distanziati tra loro di due<br />
decimi di secondo, mentre i successivi sono distanziati tra loro di quattro decimi di secondo. Come<br />
si può osservare, <strong>la</strong> presenza dei canali di raffreddamento va a raffreddare localmente nel punto di<br />
iniezione e riesce a mantenere <strong>la</strong> temperatura dello stampo pressoché costante nonostante <strong>la</strong><br />
cessione di calore da parte del<strong>la</strong> fascetta. La temperatura dello stampo infatti si innalza solo di una<br />
decina di gradi centigradi localmente attorno al gate.<br />
Se si osserva l’andamento del<strong>la</strong> temperatura sul<strong>la</strong> superficie dei canali di raffreddamento<br />
(Figura 154), e sul<strong>la</strong> sezione più vicina al gate (Figura 155), si nota che l’innalzamento di<br />
temperatura è modesto: di 0,4 °C al massimo nel<strong>la</strong> parte più vicina al<strong>la</strong> zona da raffreddare.<br />
Questo aumento di temperatura è solo locale e sul<strong>la</strong> superficie dei canali, l’aumento di temperatura<br />
complessivo del<strong>la</strong> portata fluida risulta esser impercettibile al software.<br />
207<br />
8
Figura 154 Profilo di temperatura sul<strong>la</strong> superficie dei canali di raffreddamento.<br />
Figura 155 Profilo di temperatura sul<strong>la</strong> sezione centrale del canale di raffreddamento.<br />
208
4.1.9 Analisi delle condizioni di riattivazione del<strong>la</strong> portata<br />
Dopo <strong>la</strong> fase di raffreddamento del punto di iniezione il polimero che si trova nel gate è allo<br />
stato solido. Per facilitare <strong>la</strong> ripresa del flusso si è pensato al<strong>la</strong> possibilità di collocare resistenze<br />
elettriche vicino al punto di iniezione in modo tale da poter fluidificare il polimero prima dell’inizio<br />
dello stampaggio. L’analisi del<strong>la</strong> fase di riattivazione del flusso mediante Ansys CFX ® è stata<br />
eseguita simu<strong>la</strong>ndo il processo di fusione del polimero a contatto con lo stampo riscaldato da una<br />
resistenza elettrica.<br />
Lo scopo dell’analisi è stato quello di ricavare <strong>la</strong> re<strong>la</strong>zione tra il calore ceduto dal<strong>la</strong><br />
resistenza, <strong>la</strong> pressione a monte del gate e il tempo di riattivazione del<strong>la</strong> portata fluida al fine di<br />
determinare <strong>la</strong> condizione di riattivazione del flusso.<br />
Per ridurre i tempi di calcolo del software tutte le simu<strong>la</strong>zioni sono state eseguite<br />
considerando che gli scambi termici avvengano in un intorno ridotto del punto di iniezione; si<br />
considera infatti che <strong>la</strong> resistenza sia avvolta attorno ad un inserto, e che lo scambio termico<br />
avvenga solo internamente ad esso. Per tale motivo non è stata considerata l’intera geometria<br />
dello stampo ma solo <strong>la</strong> geometria semplificata di un ipotetico inserto.<br />
La resistenza elettrica è costituita da un fi<strong>la</strong>mento di diametro 1 mm avvolto attorno al gate in<br />
una spirale che esegue due rivoluzioni in 3 mm. La distanza tra il centro del<strong>la</strong> resistenza e l’asse di<br />
rotazione del<strong>la</strong> spirale è di 3 mm. In Figura 156 è possibile vedere il sistema di riscaldamento così<br />
dimensionato.<br />
Figura 156 Geometria del<strong>la</strong> resistenza attorno al gate.<br />
Una volta creata <strong>la</strong> geometria dello stampo, è stata eseguita <strong>la</strong> meshatura di volume<br />
mediante Ansys Workbench ® . La mesh è stata infittita localmente in corrispondenza delle superfici<br />
di scambio termico e in partico<strong>la</strong>r modo sul<strong>la</strong> superficie del gate. In Figura 157 è possibile<br />
osservare <strong>la</strong> meshatura superficiale.<br />
209
Figura 157 Mesh superficiale.<br />
Le condizioni al contorno, quali <strong>la</strong> pressione a monte del punto di iniezione e il calore ceduto<br />
dal<strong>la</strong> resistenza, sono state fatte variare in un range di valori ammissibili nel processo di<br />
stampaggio ad iniezione. Altre condizioni al contorno, come ad esempio temperatura iniziale del<br />
gate e dello stampo, sono state assunte costanti.<br />
Per studiare con Ansys CFX ® <strong>la</strong> fase di riattivazione del<strong>la</strong> portata ci si è posti in condizione di<br />
fine fase di raffreddamento e con cavità vuota. I valori iniziali dei parametri di temperatura,<br />
pressione e portata al<strong>la</strong> fine del<strong>la</strong> fase di raffreddamento sono stati assunti coerentemente ai<br />
risultati ottenuti dalle simu<strong>la</strong>zioni di raffreddamento in Ansys CFX ® . La temperatura del polimero<br />
nel gate e dell’inserto sono state assunte pari al<strong>la</strong> temperatura dello stampo (90°C), mentre <strong>la</strong><br />
temperatura del fluido in ingresso all’ugello è stata assunta costante e pari a 300°C (temperatura<br />
del<strong>la</strong> camera calda).<br />
I seguenti plots di Ansys CFX ® evidenziano l’andamento temporale del<strong>la</strong> temperatura sul<strong>la</strong><br />
resistenza, nell’inserto e all’interno del gate. Questi plots sono stati ricavati per un valore del<strong>la</strong><br />
potenza termica ceduta dal<strong>la</strong> resistenza allo stampo di 7*10 9 W/m 3 , e pressione a monte del gate<br />
di 2 MPa. Il plot iniziale è re<strong>la</strong>tivo all’istante zero, mentre gli altri seguono il primo con un<br />
incremento temporale di 2 decimi di secondo.<br />
210
1 2<br />
3<br />
5 6<br />
4<br />
211
7<br />
9 10<br />
11<br />
Figura 158 Plot del<strong>la</strong> temperatura da 0 a 2,2 secondi.<br />
8<br />
12<br />
212
Come si può notare, nello stampo si registra un aumento di temperatura con l’aumentare del<br />
tempo. Se si va a monitorare <strong>la</strong> velocità in uscita del polimero al variare del tempo si osserva che<br />
<strong>la</strong> portata rimane praticamente nul<strong>la</strong> fino a 1,8 secondi. Il profilo di temperatura dopo 1,8 secondi è<br />
rappresentato dal plot 10. Si vede che quando <strong>la</strong> portata viene attivata (portata superiore a 0,1<br />
cm 3 /min [3]), tutta <strong>la</strong> sezione assume <strong>la</strong> stessa temperatura del polimero in ingresso (300°C) e<br />
questa temperatura rimane costante sul<strong>la</strong> sezione anche quando <strong>la</strong> temperatura dello stampo<br />
aumenta ulteriormente; questo fenomeno è dovuto al fatto che quando il flusso è stato attivato, <strong>la</strong><br />
portata fluida mantiene <strong>la</strong> temperatura che si ha nell’inlet, a meno di aumenti di temperatura sul<strong>la</strong><br />
superficie di scambio termico. Dopo 1,8 secondi <strong>la</strong> portata assume valore di regime in solo 0,2<br />
secondi.<br />
Nel caso analizzato in Figura 158 si osserva che <strong>la</strong> temperatura sullo stampo raggiunge in<br />
2,2 secondi i 700 K; questa temperatura potrebbe portare a degradazione termica il polimero. Per<br />
mantener bassa <strong>la</strong> temperatura dell’inserto, <strong>la</strong> resistenza dovrebbe quindi esser disattivata non<br />
appena <strong>la</strong> portata fluida viene attivata. Il controllo sul tempo di attivazione del<strong>la</strong> resistenza deve<br />
esser quindi preciso per evitare un surriscaldamento locale del polimero.<br />
Il seguente diagramma mostra il tempo di attivazione del<strong>la</strong> portata in dipendenza del<strong>la</strong><br />
pressione a monte del gate (considerando <strong>la</strong> pressione in uscita nul<strong>la</strong>) e in dipendenza del calore<br />
introdotto nello stampo dal<strong>la</strong> resistenza. Si considera che <strong>la</strong> portata venga attivata quando<br />
raggiunge un valore di 0,1 cm 3 /min. I valori ottenuti dipendono fortemente dalle condizioni iniziali,<br />
per tale motivo le condizioni iniziali sono state assunte costanti per osservare più strettamente <strong>la</strong><br />
dipendenza tra i parametri sopra elencati.<br />
secondi<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
2 MPa<br />
10 Mpa<br />
15 MPa<br />
0 1 2 3 4 5 6 7 8<br />
W/mm3<br />
Figura 159 diagramma di pressione, calore generato dal<strong>la</strong> resistenza e tempo di riattivazione<br />
del<strong>la</strong> portata.<br />
213
Come si può osservare dal diagramma riportato in Figura 159 il tempo di riattivazione del<strong>la</strong><br />
portata dipende dal calore generato dal<strong>la</strong> resistenza elettrica e dal gradiente di pressione. Il tempo<br />
di riattivazione può esser anche minore di due secondi se <strong>la</strong> potenza termica generata dal<strong>la</strong><br />
resistenza è di 7 W/mm 3 . Un risultato interessate di queste simu<strong>la</strong>zioni è che, mentre per bassi<br />
valori di calore generato il tempo di riattivazione dipende fortemente dal gradiente di pressione, per<br />
valori elevati di calore questa dipendenza diviene meno incisiva: si può osservare infatti come, se<br />
viene generato un calore di 7 W/mm 3 , il tempo di riattivazione varia da 1,3 a 1,8 secondi variando<br />
<strong>la</strong> pressione in ingresso da 15 MPa a 2 MPa.<br />
Per valori elevati di calore generato dal<strong>la</strong> resistenza (per valori maggiori di 5 W/mm 3 ) si ha<br />
un elevato aumento di temperatura dello stampo che potrebbe portare al<strong>la</strong> degradazione termica il<br />
polimero. Se il tempo di attivazione del<strong>la</strong> stessa non può esser control<strong>la</strong>to con precisione, conviene<br />
ridurre il calore fornito allo stampo in modo tale da evitar il rischio di degradazione termica.<br />
4.2 Analisi del processo di stampaggio ad iniezione dei bidoni<br />
Come è possibile intuire dal paragrafo precedente, avevamo bisogno di un mezzo che ci<br />
indirizzasse verso <strong>la</strong> scelta di uno solo dei modelli reologici ottenuti. Si è perciò pensato di servirsi<br />
di una serie di 16 simu<strong>la</strong>zioni (una per ogni misce<strong>la</strong>) del<strong>la</strong> so<strong>la</strong> fase di riempimento utilizzando il<br />
software di calcolo ad elementi finiti Moldflow ® .<br />
La fase di simu<strong>la</strong>zione necessitava tuttavia del<strong>la</strong> creazione di un nuovo database<br />
personalizzato dei materiali che rispecchiasse le 16 miscele sperimentali già analizzate al<br />
reometro.<br />
Proprio a tal fine sono state eseguite quattro prove reologiche a quattro temperature diverse:<br />
220°C; 240°C; 260°C; 280°C. Infatti il software fornito col reometro permette l’analisi del<strong>la</strong><br />
dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> temperatura. Il modello implementato è quello che risulta<br />
compatibile anche col Moldflow ® , ossia il modello di Wiliams Landel Ferry:<br />
( T ) = log ( T )<br />
logη η<br />
g<br />
C1<br />
⋅<br />
−<br />
C +<br />
2<br />
( T − Tg<br />
)<br />
( T − T )<br />
Dopo aver eseguito le quattro prove reologiche, sono state selezionate per il calcolo del<strong>la</strong><br />
dipendenza dal<strong>la</strong> temperatura (Figura 160), avendo impostato come temperatura di transizione Tg<br />
= 193.15°C derivante dal<strong>la</strong> media tra i 153.15°C del generico polietilene HD e i 233.15 di quello<br />
LD. Mediante un programma di regressione ai minimi quadrati il software ricava dai dati caricati C1<br />
e C2. Nel nostro caso si è ottenuto:<br />
• C1 11.409<br />
• C2 36.83<br />
g<br />
214
Figura 160 Dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> temperatura. Le prove sono state eseguite<br />
partendo dal<strong>la</strong> prima curva in alto a 220°C; 240°C; 260°C; 280°C.<br />
Per ogni nuovo materiale da caratterizzare dal punto di vista reologico, all’interno del data base<br />
personalizzato del Moldflow, è stato necessario determinare altri cinque parametri:<br />
• D1 è stato ricavato invertendo l’equazione implementata nel programma:<br />
( T − T )<br />
( )⎥ ⎥<br />
⎡−<br />
C1<br />
⋅ g ⎤<br />
η 0 = D1<br />
⋅ exp⎢<br />
<br />
⎢⎣<br />
C2<br />
+ T − Tg<br />
⎦<br />
D<br />
1<br />
= 7. 88⋅10<br />
• D2 = 193.15 K è <strong>la</strong> temperatura di transizione vetrosa in gradi Kelvin<br />
• D3 = 0 in quanto rappresenta <strong>la</strong> dipendenza del<strong>la</strong> pressione<br />
• n è <strong>la</strong> pendenza del<strong>la</strong> curva viscosità su shear rate e viene fornito dal reometro per<br />
ogni misce<strong>la</strong> testata e successivamente fittata col modello di Cross:<br />
η0<br />
η = 1<br />
⎛η ⋅ & 0 γ ⎞<br />
1+<br />
⎜ ⎟ *<br />
⎝ τ ⎠<br />
−n<br />
*<br />
• τ rappresenta il valore di shear stress al quale <strong>la</strong> curva di viscosità abbandona il<br />
carattere Newtoniano; anche questo parametro viene fornito dalle singole prove<br />
reologiche su ciascuna misce<strong>la</strong> assieme ad η0.<br />
• come parametri termici e meccanici si sono scelti dei valori medi tra quelli già presenti<br />
nel polietilene generico LD e quello HD.<br />
Si è impostata una temperatura d’iniezione di 240°C 5 ed un controllo del tempo d’iniezione pari a<br />
4.77 s per cercare di avvicinarsi il più possibile alle condizioni di processo reali. La Figura 161<br />
rappresenta il risultato di una simu<strong>la</strong>zione di riempimento eseguita con <strong>la</strong> misce<strong>la</strong> centrale.<br />
5 La temperatura è <strong>la</strong> stessa al<strong>la</strong> quale sono state svolte le prove reologiche.<br />
6<br />
215
Figura 161 Simu<strong>la</strong>zione di riempimento e fill time.<br />
Dalle simu<strong>la</strong>zioni sono stati raccolti come parametri di output i valori del<strong>la</strong> forza di chiusura, in<br />
quanto, a parità di tempo d’iniezione e di tutti gli altri parametri di processo, il cambiamento del<strong>la</strong><br />
viscosità tra una misce<strong>la</strong> ed un’altra, si rende evidente dal<strong>la</strong> variazione del<strong>la</strong> forza di chiusura.<br />
Infatti un polimero che sia molto più viscoso di un altro sarà iniettato, a parità di tempo, con più<br />
difficoltà e quindi necessiterà di una maggiore forza di chiusura.<br />
Tabel<strong>la</strong> 22 Risultati delle 16 simu<strong>la</strong>zioni eseguite con Moldflow ® .<br />
misce<strong>la</strong><br />
viscosità a<br />
SR 300<br />
(Pa*s)<br />
viscosità a<br />
SR 500<br />
(Pa*s)<br />
viscosità a<br />
SR 1500<br />
(Pa*s)<br />
viscosità a<br />
SR 5000<br />
(Pa*s)<br />
forza di<br />
chiusura<br />
(ton)<br />
1 201 168 105 56.5 3812.45<br />
2 223 187.5 114 60.5 3961.15<br />
3 207 175.5 112 59 3927.79<br />
4 204 172 108 57 3927.47<br />
5 195.5 163 100 53.5 3780.24<br />
6 283.5 228 134 70.5 3979.91<br />
7 211.5 176.5 109.5 58.5 3864.64<br />
8 213 177 109.5 58.5 3851.09<br />
9 162.5 139.5 90.5 50 3750.46<br />
10 230.5 192 118.5 62 3944.47<br />
11 169.5 142.5 90 49 3730.23<br />
12 223.5 186.5 114 61 3913.76<br />
13 215 181.5 113 61 3942.31<br />
14 219.5 182 111 59 3869.44<br />
15 179 153 99.5 53 3857.53<br />
16 175 149 98 53.5 3741.64<br />
216
4.3 Analisi del processo di stampaggio ad iniezione delle<br />
vaschette per deflussori per flebo<br />
In questa fase sono state condotte alcune simu<strong>la</strong>zioni numeriche del processo di stampaggio ad<br />
iniezione utilizzato per <strong>la</strong> produzione del<strong>la</strong> vaschetta 5268. Lo scopo è quello di evidenziare se il<br />
processo induce dei difetti o delle criticità nelle zone in cui sono rilevate le difettosità. Il codice di<br />
calcolo impiegato è stato il Moldflow P<strong>la</strong>stics Insight ® . Le simu<strong>la</strong>zioni sono state condotte<br />
impostando gli stessi parametri di processo, le stesse condizioni al contorno previste dall’attuale<br />
processo di stampaggio e i modelli reologici precedentemente discussi.<br />
Dall’analisi dei parametri di processo utilizzati nel processo attuale emerge che <strong>la</strong> temperatura di<br />
iniezione è superiore a quel<strong>la</strong> suggerita dal<strong>la</strong> scheda tecnica del produttore del materiale. La<br />
temperatura del sistema di iniezione è impostata a 285°C, mentre quel<strong>la</strong> suggerita dal<strong>la</strong> scheda<br />
tecnica è di 250°C. Il fatto che le difettosità siano state rilevate in una zona vicina ai punti di<br />
iniezione ha fatto pensare ad un riscaldamento del fluido fuso durante l’iniezione <strong>la</strong>ddove <strong>la</strong><br />
temperatura è già elevata. Sono state condotte delle simu<strong>la</strong>zioni di iniezione (flow) con l’obiettivo di<br />
verificare se l’attrito tra fluido e stampo durante l’avanzamento del flusso possa comportare un<br />
ulteriore innalzamento del<strong>la</strong> temperatura (shear heating) con conseguente formazione di residui<br />
carboniosi.<br />
Il fatto poi che le difettosità siano state rilevate saltuariamente e con una maggiore frequenza in<br />
corrispondenza di alcune cavità dello stampo non può essere giustificata solo da una temperatura<br />
di iniezione eccessivamente elevata. Sono state condotte delle simu<strong>la</strong>zioni di raffreddamento<br />
(cooling) con l’obiettivo di valutare un eventuale raffreddamento differenziato in alcune zone dello<br />
stampo.<br />
4.3.1 Simu<strong>la</strong>zioni numeriche del<strong>la</strong> fase di iniezione<br />
In questa fase sono state condotte delle simu<strong>la</strong>zioni numeriche del processo di iniezione con<br />
l’obiettivo di stimare le zone in cui si rilevano i valori massimi di temperatura, shear rate e shear<br />
stress. Una temperatura di processo di 250°C, un valore di shear rate pari a 60000 1/s ed un<br />
valore di shear stress pari a 0,5 MPa sono valori massimi suggeriti dal<strong>la</strong> scheda tecnica del<strong>la</strong> Basf ®<br />
per evitare degradazione dello Styrolux ® 684 D.<br />
Data <strong>la</strong> simmetria del sistema di iniezione si è pensato di condurre le simu<strong>la</strong>zioni considerando<br />
come modello <strong>la</strong> singo<strong>la</strong> vaschetta (Figura 162) ed impostando un occurrence number di 24 unità.<br />
L’occurrence number permette di simu<strong>la</strong>re l’iniezione di un singolo componente, attribuendo le<br />
stesse condizioni al contorno agli altri 23 componenti. Consente in questo modo di ridurre il tempo<br />
di model<strong>la</strong>zione dell’intero sistema ed il tempo di analisi.<br />
Per avere dei risultati accurati del<strong>la</strong> simu<strong>la</strong>zione è necessario utilizzare una mesh con una<br />
grandezza caratteristica degli elementi tale per cui lo spessore del pezzo venga discretizzato con<br />
un numero appropriato di elementi. Con l’obiettivo di ottenere risultati più accurati, <strong>la</strong> mesh è stata<br />
infittita in corrispondenza delle nervature e dei punti di iniezione.<br />
217
Figura 162 Modello FEM utilizzato per le simu<strong>la</strong>zioni numeriche del processo di stampaggio<br />
ad iniezione e indicazione dei punti di iniezione disposti a 180°.<br />
Figura 163 Modello FEM utilizzato per le simu<strong>la</strong>zioni numeriche del processo di stampaggio<br />
ad iniezione e indicazione dei punti di iniezione disposti a 180° .<br />
218
Le simu<strong>la</strong>zioni sono state condotte impostando gli stessi parametri di processo e le stesse<br />
condizioni al contorno previste dall’attuale processo di stampaggio. I dati di input utilizzati per<br />
condurre le simu<strong>la</strong>zioni di flow sono stati pertanto i seguenti:<br />
- temperatura di iniezione: 285°C<br />
- diametro del gate: 0,73 mm (valore medio ottenuto dai rilievi dei punti di iniezione per<br />
vaschetta 5268 e stampo S079)<br />
- temperatura superficiale dello stampo: 30°C<br />
- profilo di avanzamento del<strong>la</strong> vite ottenuto dal data sheet del<strong>la</strong> macchina (Figura 164)<br />
- tempo di impaccamento: 2,5 s<br />
- pressione di impaccamento: 60 bar idraulici. Per passare dal<strong>la</strong> pressione idraulica del<strong>la</strong><br />
macchina al<strong>la</strong> pressione applicata al<strong>la</strong> vite si è fatto ricorso al grafico di conversione<br />
riportato in figura 5 e allegato alle schede tecniche del<strong>la</strong> macchina utilizzata in azienda. Si<br />
è ottenuto un fattore di intensificazione pari a 10.<br />
Flow rate [cm3/s]<br />
250<br />
200<br />
150<br />
100<br />
50<br />
Injection time setting<br />
0<br />
0 0,1 0,2 0,3 0,4 0,5<br />
Time [s]<br />
Figura 164 Profilo di avanzamento del<strong>la</strong> vite del<strong>la</strong> macchina utilizzata in azienda.<br />
219
Pressure at injection (bar)<br />
1600<br />
1400<br />
1200<br />
1000<br />
800<br />
600<br />
Intensification ratio<br />
400<br />
40 50 60 70 80 90 100 110 120 130 140<br />
Idraulic pressure (bar)<br />
Figura 165 Calcolo del<strong>la</strong> pressione all’iniezione.<br />
- tempo di raffreddamento: 10 s<br />
- tempo di apertura e chiusura dello stampo: 3,2 s<br />
- caratteristiche salienti del<strong>la</strong> macchina:<br />
• diametro vite: 45 mm<br />
• tonnel<strong>la</strong>ggio: 95 ton<br />
- polimero iniettato: Styrolux ® 684 D<br />
- materiale dello stampo: Steel P20.<br />
La scelta di una temperatura superficiale dello stampo di 30°C non è determinata da partico<strong>la</strong>ri<br />
condizioni di processo: lo scopo di tali simu<strong>la</strong>zioni è quello di evidenziare le zone in cui si rilevano i<br />
valori massimi di temperatura e shear rate per un valore accettabile del<strong>la</strong> temperatura superficiale<br />
dello stampo, preso come valore intermedio tra le temperature di inlet dei circuiti di raffreddamento<br />
(25°C e 35°C). Eventuali raffreddamenti differenziati dello stampo verranno presi in considerazione<br />
in una successiva simu<strong>la</strong>zione di raffreddamento (cool).<br />
220
4.3.2 Simu<strong>la</strong>zioni numeriche del<strong>la</strong> fase di raffreddamento<br />
In questa fase sono state condotte delle simu<strong>la</strong>zioni numeriche del<strong>la</strong> fase di raffreddamento con<br />
l’obiettivo di valutare un eventuale raffreddamento differenziato in alcune zone dello stampo. Data<br />
l’asimmetria del sistema di raffreddamento non è stato possibile ricorrere al modello precedente:<br />
tutte le cavità dello stampo con i re<strong>la</strong>tivi canali di raffreddamento sono stati presi in considerazione.<br />
L’analisi completa con 24 modelli originari avrebbe richiesto un numero di elementi del<strong>la</strong> mesh ed<br />
un tempo di calcolo eccessivi. Si è quindi preferito realizzare un profilo medio del<strong>la</strong> vaschetta<br />
(Figura 166) e assegnare in ambiente Moldflow ® lo spessore agli elementi del<strong>la</strong> mesh così come<br />
previsto dal modello di partenza (Figura 167) .<br />
Figura 166 Profilo medio del nuovo modello.<br />
Le simu<strong>la</strong>zioni sono state condotte settando gli stessi parametri di processo impostati nel<strong>la</strong><br />
simu<strong>la</strong>zione di flow. Inoltre sono stati disegnati i canali di raffreddamento e sono state impostate le<br />
stesse temperature di ingresso del fluido refrigerante previste dal disegno riportato in Figura 168.<br />
221
Figura 167 Spessore degli elementi del<strong>la</strong> mesh.<br />
Figura 168 Sistema di raffreddamento per stampo S079 a 24 cavità.<br />
222
Il modello considerato con i re<strong>la</strong>tivi risultati dell’analisi di cooling sono proposti qui di seguito.<br />
Figura 169 Modello FEM utilizzato per le simu<strong>la</strong>zioni numeriche del<strong>la</strong> fase di raffreddamento.<br />
4.4 Analisi del processo di stampaggio ad iniezione dei<br />
contenitori per batterie<br />
Per consentire <strong>la</strong> saldabilità tra il coperchio ed il portabatteria è necessario non solo ottimizzare <strong>la</strong><br />
composizione del<strong>la</strong> misce<strong>la</strong> per garantire <strong>la</strong> massima tensione di rottura, ma anche garantire <strong>la</strong><br />
p<strong>la</strong>narità del<strong>la</strong> superficie di contatto tra i due componenti.<br />
Il box è sottoposto a deformazione sia in fase di stampaggio che in fase di raffreddamento poststampaggio,<br />
come sempre avviene nel caso di prodotti ottenuti tramite stampaggio ad iniezione.<br />
L’obiettivo di questa attività è stato quello di minimizzare, a parità di parametri di stampaggio, le<br />
deformazioni del piano di contatto tra il box ed il coperchio. Per fare questo è stato importato in<br />
223
MoldFlow P<strong>la</strong>stic Insight ® , software agli elementi finiti dedicato allo stampaggio ad iniezione, il<br />
modello cad del box, ed è stato discretizzato tramite una mesh fusion con circa 36.500 elementi.<br />
La simu<strong>la</strong>zione è stata impostata prendendo in considerazione tutti i più importanti parametri di<br />
processo, con partico<strong>la</strong>re attenzione re<strong>la</strong>tivamente a temperatura dello stampo, al<strong>la</strong> pressione di<br />
mantenimento ed al<strong>la</strong> temperatura del fuso, ed è stata utilizzata per calco<strong>la</strong>re i valori di<br />
deformazione al variare del<strong>la</strong> misce<strong>la</strong> selezionata.<br />
Le figure sottoriportate evidenziano come <strong>la</strong> variazione del<strong>la</strong> misce<strong>la</strong> influisca in modo significativo<br />
sulle deformazioni post-stampaggio, a parità di parametri di processo utilizzati. Conseguentemente<br />
è possibile determinare <strong>la</strong> misce<strong>la</strong> che garantisca miglior p<strong>la</strong>narità, e quindi migliori le prestazioni in<br />
termini di incol<strong>la</strong>ggio tra coperchio e box porta batteria.<br />
Figura 170 Deformazione p<strong>la</strong>nare del box porta batteria con lotto 727.<br />
224
Figura 171 Deformazione p<strong>la</strong>nare del box porta batteria con lotto 764.<br />
Figura 172 Deformazione p<strong>la</strong>nare del box porta batteria con lotto 767.<br />
L’utilizzo del lotto 767 comporta <strong>la</strong> minima deformazione del<strong>la</strong> zona di incol<strong>la</strong>ggio, ed è anche, per<br />
quanto riportato nel paragrafo precedente, il materiale che garantisce <strong>la</strong> maggior resistenza a<br />
trazione: è quindi quest’ultimo da considerare il lotto che fornisce le migliori garanzie di sicurezza di<br />
tenuta in fase di esercizio.<br />
225
4.5 Analisi dei processi di stampaggio ad iniezione e di<br />
estrusione del composito in legno-polimero<br />
I modelli dei materiali sono stati implementati in due software commerciali: Moldflow P<strong>la</strong>stic Insight<br />
e Polyflow.<br />
Nel primo caso si sono potuti simu<strong>la</strong>re gli stampaggi dei provini e si è potuto effettuare<br />
l’ottimizzazione dei parametri di processo per il composito in questione concernentemente lo<br />
stampaggio ad iniezione. Si sono inoltre potute simu<strong>la</strong>re <strong>la</strong> proprietà meccaniche del materiale<br />
stampato.<br />
226
Figura 173: Simu<strong>la</strong>zione dello stampaggio del<strong>la</strong> p<strong>la</strong>cchetta per provini.<br />
Figura 174: Pressione allo switchover V/P.<br />
227
Figura 175: Vettori velocità.<br />
Con il software Polyflow si sono invece potuti investigare al meglio gli aspetti legati al<strong>la</strong> carica del<br />
materiale e all’estrusione dello stesso. Si sono inoltre potuti confrontare i risultati con quelli ottenuti<br />
con Moldflow, in modo da irrobustire i risultati delle simu<strong>la</strong>zioni.<br />
Figura 176: Estruso in WPC simu<strong>la</strong>to con Polyflow.<br />
228
4.6 Analisi del processo di stampaggio ad iniezione delle<br />
cassette per prodotti ortofrutticoli<br />
La model<strong>la</strong>zione geometrica per lo stampaggio ad iniezione del<strong>la</strong> cassetta consiste, a design ed<br />
analisi strutturale ultimato, nel dimensionamento dei condotti principali di apporto del polipropilene<br />
ricic<strong>la</strong>to, con l’obiettivo di perseguire un corretto riempimento dello stampo, mantenendo inalterate<br />
le caratteristiche strutturali del manufatto in esame.<br />
Per effettuare questa fase di dimensionamento è stato utilizzato il software di simu<strong>la</strong>zione CAE<br />
Moldflow.<br />
Il software ha permesso l’analisi completa del<strong>la</strong> fase di riempimento dello stampo per diverse<br />
soluzioni, consentendo dunque il confronto tra le varie configurazioni possibili.<br />
La simu<strong>la</strong>zione al Moldflow è stata effettuata impostando le caratteristiche tecniche del<strong>la</strong> pressa<br />
in dotazione all’azienda.<br />
Il modello nel software è stato importato dal modello virtuale derivante dalle simu<strong>la</strong>zioni strutturali,<br />
in esso sono stati in seguito riportati gli spessori presi in considerazione. Nel processo, oltre ai<br />
parametri del<strong>la</strong> pressa, sono stati impostati i tempi ciclo di prova e il tipo di materiale ricic<strong>la</strong>to<br />
caratterizzato in precedenza.<br />
4.6.1 Analisi del<strong>la</strong> fase di iniezione<br />
Questa fase di studio è stata effettuata al software sul quarto di cassetta, in quanto nel Moldflow<br />
esiste una funzione (Occurence number) che permette di effettuare valutazioni di fill su una parte di<br />
prodotto considerando le simmetrie in esso presenti, mantenendo invariati i parametri di processo<br />
e del materiale.<br />
Questa funzione ha permesso dunque l’effettuazione di prove simu<strong>la</strong>tive su un modello avente un<br />
numero di Elementi Finiti elevato quindi una mesh molto fine.<br />
La shell considerata per effettuare le prove di Fill è così composta:<br />
• MESH FINE DI TIPO MIDPLANE<br />
• ELEMENTI DI TIPO TRIANGLE<br />
• NUMERO ELEMENTI: 20439<br />
• NUMERO NODI: 11585<br />
Il tempo di iniezione impostato è ti = 0,7 s<br />
Il tempo ciclo impostato è: tc = 10 s<br />
La temperatura di processo è: T = 250°C<br />
Temperatura del<strong>la</strong> superficie dello stampo: Tms = 8°C<br />
Tenuto conto che il design del<strong>la</strong> cassetta è pressoché complesso, è stato deciso di<br />
considerare so<strong>la</strong>mente i tre condotti principali di afflusso del materiale, in modo da non complicare<br />
229
ulteriormente <strong>la</strong> fabbricazione dello stampo da parte dello stampista con numerose variazioni di<br />
spessore del<strong>la</strong> cassetta.<br />
In Figura 177 qui di seguito si possono osservare le nervature prese in considerazione per<br />
il riempimento.<br />
In alcune fasi intermedie le nervature sono state rispettivamente al<strong>la</strong>rgate o ristrette in<br />
base a considerazioni di riempimento che si vedranno in seguito, fino ad arrivare alle configurazioni<br />
ottimali dopo esposte.<br />
Figura 177 Nervature al<strong>la</strong> base del modello.<br />
Di seguito verranno brevemente esposti i fattori di valutazione del<strong>la</strong> fase di riempimento.<br />
Race track effect<br />
Il Race Track Effect è l’effetto del<strong>la</strong> velocità di propagazione del flusso nel<strong>la</strong> cavità dello stampo. Si<br />
osserva lo scorrimento del flusso di materiale lungo i reticoli del<strong>la</strong> base e <strong>la</strong> rego<strong>la</strong>rità all’uscita dei<br />
reticoli stessi.<br />
230
Una buona propagazione di materiale allo stato fluido si ha quando il materiale in uscita dai<br />
reticoli si trova in corrispondenza del materiale che ha già occupato le zone adibite a parete del<strong>la</strong><br />
cassetta (il flusso scorre verso <strong>la</strong> colonna).<br />
Punti di incontro dei flussi<br />
Analogamente al Race Track Effect, al<strong>la</strong> base del<strong>la</strong> colonna si osservano i punti di incontro dei<br />
flussi ed a fine riempimento le zone di giunzione (weld lines), dovute appunto ai fronti di flusso<br />
durante il Fill.<br />
I punti di incontro dei flussi al<strong>la</strong> base del<strong>la</strong> colonna sono essenziali, <strong>la</strong> colonna deve infatti<br />
garantire una buona tenuta a pieno carico ed inoltre si deve tener conto anche del fatto che <strong>la</strong><br />
colonna sosterrà un peso molto elevato, dovuto all’impi<strong>la</strong>zione prevista di più cassette.<br />
231
Linearità del<strong>la</strong> distribuzione dei flussi<br />
Una volta iniziato il riempimento del<strong>la</strong> base del<strong>la</strong> colonna il materiale p<strong>la</strong>stico deve continuare <strong>la</strong><br />
“corsa” verso <strong>la</strong> sommità del<strong>la</strong> colonna in modo da evitare inversioni di direzione del<strong>la</strong><br />
propagazione e disomogeneità di propagazione.<br />
Rallentamenti inaspettati e non linearità potrebbero provocare un repentino raffreddamento<br />
del materiale, di conseguenza penalizzare le caratteristiche finali del manufatto, come si può<br />
notare in Figura 178.<br />
232
Figura 178 Variazione di temperatura non corretta dovuta al<strong>la</strong> non linearità del<strong>la</strong><br />
distribuzione dei flussi.<br />
Bi<strong>la</strong>nciamento dei flussi<br />
Il flusso deve propagarsi linearmente lungo <strong>la</strong> colonna e quindi arrivare al<strong>la</strong> parete alta senza<br />
formazione di sacche d’aria lungo i condotti delle pareti (del<strong>la</strong> cassetta) o a riempimenti non corretti<br />
(conseguenti al<strong>la</strong> non linearità di distribuzione dei flussi vista in precedenza).<br />
Riempimento completo del<strong>la</strong> colonna<br />
Il corretto controllo di tutti i fattori critici precedentemente esposti ed il rispetto delle caratteristiche<br />
del<strong>la</strong> pressa (in partico<strong>la</strong>re pressione di iniezione e forza massima di chiusura) deve permettere il<br />
completo riempimento dello stampo, che, come precedentemente accennato, è concepito con un<br />
unico punto di iniezione al baricentro del<strong>la</strong> cassetta (in corrispondenza del<strong>la</strong> base).<br />
233
La sommità delle colonne è <strong>la</strong> parte ultima ad incontrare il materiale p<strong>la</strong>stico, è dunque un<br />
ottimo riferimento per <strong>la</strong> verifica del riempimento completo a fine processo di iniezione.<br />
Di seguito, in Tabel<strong>la</strong> 23 si possono osservare le varie prove eseguite sul quarto di cassetta.<br />
234
Tabel<strong>la</strong> 23 Soluzioni di tentativo.<br />
In linea teorica tutte le soluzioni dopo <strong>la</strong> nona prova potrebbero essere accettate; le prove n°10,<br />
n°11, n°12 vengono dunque rifiutate in quanto i miglioramenti apportati al riempimento sono poco<br />
consistenti se confrontati con l’aumento di spessore risultante.<br />
235
Si puntualizza inoltre che oltre ai cinque fattori critici di scelta sopra esposti si è tenuto conto del<strong>la</strong> pressione<br />
e del<strong>la</strong> massima forza di chiusura del<strong>la</strong> pressa. In questa sede, proprio per questo importante motivo, si è<br />
deciso di prendere in considerazione due soluzioni valide.<br />
Soluzione di riferimento n°01<br />
La quinta prova eseguita si è dimostrata consona ai requisiti di riempimento richiesti.<br />
Viene dunque denominata soluzione di riferimento n°01.<br />
THICKNESS= 1.2mm<br />
THICKNESS= 1.5mm<br />
THICKNESS=1.4mm<br />
Il software Moldflow ha permesso fase per fase di dedurre che questa configurazione, con uno<br />
spessore del condotto diagonale di 1,5 mm e rispettivamente di 1,2 mm per il condotto al <strong>la</strong>to corto e di 1,4<br />
mm per il condotto al <strong>la</strong>to lungo, sia di ottimo compromesso, nonostante il quantitativo di materiale utilizzato<br />
non sia ottimizzato al massimo.<br />
236
Tabel<strong>la</strong> 24 Profilo di riempimento: soluzione 1.<br />
Questa soluzione di fatto conduce al<strong>la</strong> buona riuscita del processo nel tempo ciclo impostato (tc=5 s)<br />
nel rispetto dei parametri macchina e del materiale utilizzato, utilizzando un Gate posto nel baricentro del<br />
manufatto.<br />
Le isocrone di riempimento viste nel<strong>la</strong> Figura 179 Isocrone di riempimento: soluzione 1. inoltre<br />
mostrano una distribuzione pressoché uniforme dei flussi dando luogo ad una formazione contenuta<br />
(sebbene quasi impossibile da evitare) di linee di giunzione.<br />
237
Figura 179 Isocrone di riempimento: soluzione 1.<br />
Figura 180 Fill time del<strong>la</strong> cassetta: soluzione 1.<br />
In Figura 180 Fill time del<strong>la</strong> cassetta: soluzione 1. si può inoltre constatare <strong>la</strong> corretta distribuzione<br />
dei flussi durante l’iniezione ed il corretto riempimento del manufatto.<br />
238
Soluzione di riferimento n°02<br />
Nell’ottica del massimo risparmio di materiale, tenuto conto dei volumi produttivi elevati previsti dall’azienda<br />
per l’articolo in questione, sono stati ulteriormente diminuiti gli spessori dei condotti per arrivare al<strong>la</strong> nona<br />
prova ad un risultato accettabile, denominato soluzione n°02 (Figura 181Figura 181 Soluzione di riferimento<br />
n°02.).<br />
Si puntualizza che nel<strong>la</strong> fase di dimensionamento dello stampo per lo scambio termico, questa è <strong>la</strong> soluzione<br />
utilizzata per le simu<strong>la</strong>zioni, anche se per <strong>la</strong> singo<strong>la</strong> cassetta <strong>la</strong> variazione di quantità del materiale non è<br />
consistente. Questa soluzione è inoltre <strong>la</strong> soluzione proposta all’azienda per i motivi sopra esposti, sempre<br />
nell’ottica di ottimizzazione e razionalizzazione dei tempi e dei materiali.<br />
THICKNESS= 1.2mm<br />
THICKNESS=1.4mm<br />
THICKNESS=1.4mm<br />
Figura 181 Soluzione di riferimento n°02.<br />
I risultati ottenuti sono analoghi a quelli del<strong>la</strong> precedente soluzione, con <strong>la</strong> so<strong>la</strong> differenza che <strong>la</strong><br />
forza massima raggiunta del<strong>la</strong> pressa è superiore rispetto all’analisi precedente.<br />
Nel<strong>la</strong> analisi del<strong>la</strong> soluzione n°01 <strong>la</strong> forza massima di poco supera <strong>la</strong> forza massima di 650 Tons<br />
raggiunta dal<strong>la</strong> pressa BMB, risultato comunque accettabile in quanto il software Moldflow sovrastima per<br />
eccesso le forze e le pressioni raggiunte.<br />
In questa situazione invece <strong>la</strong> forza massima di chiusura come si può constatare nel<strong>la</strong> tabel<strong>la</strong><br />
riportata in Fig. 4.16 è più grande di circa 35 Tons; è questo il motivo per cui è stato deciso di presentare<br />
due configurazioni possibili, tenuto conto sempre del<strong>la</strong> sovrastima del software rispetto al<strong>la</strong> realtà e del<strong>la</strong><br />
configurazione utilizzata senza tener conto dello scambio termico e del raffreddamento dello stampo.<br />
239
Figura 182 Profilo di riempimento: soluzione 2.<br />
Nel<strong>la</strong> Figura 183 e Figura 184 sono nuovamente riportate le isocrone di riempimento e il fill time<br />
completo, per questa configurazione le isocrone appaiono meglio distribuite rispetto al<strong>la</strong> configurazione<br />
precedente, soprattutto osservando il bi<strong>la</strong>nciamento dei flussi e <strong>la</strong> linearità del<strong>la</strong> distribuzione dei flussi.<br />
240
Figura 183 Isocrone i riempimento: soluzione 2.<br />
Figura 184 Fill time del<strong>la</strong> cassetta:soluzione 2.<br />
Il flusso dei termop<strong>la</strong>stici attraverso uno stampo ad iniezione appare come un processo semplice. I<br />
cambiamenti fisici attuali che prendono luogo nel processo sono re<strong>la</strong>tivamente chiari e semplici da capire.<br />
Tuttavia i cambiamenti nelle caratteristiche dei materiali termop<strong>la</strong>stici ed i fattori “sottostanti” che influenzano<br />
il comportamento del materiale lungo <strong>la</strong> cavità, sono veramente complessi ed estremamente collegati.<br />
Per questo è necessario considerare più fattori possibile e non <strong>la</strong>sciare nul<strong>la</strong> al caso.<br />
D’ ora in avanti tutte <strong>la</strong> fasi di progetto verranno eseguite considerando <strong>la</strong> soluzione di riferimento<br />
n°02 come soluzione di progetto così composta:<br />
• Spessore del<strong>la</strong> base =1,0mm<br />
• Spessore del<strong>la</strong> parete <strong>la</strong>to lungo =1,2mm<br />
241
• Spessore del<strong>la</strong> parete <strong>la</strong>to corto =1,3mm<br />
• Spessore del<strong>la</strong> colonna =1,5mm<br />
• Spessore del<strong>la</strong> nervatura al<strong>la</strong> base lungo <strong>la</strong> diagonale =1,4mm<br />
• Spessore del<strong>la</strong> nervatura al<strong>la</strong> base, condotto <strong>la</strong>terale lungo=1,4mm<br />
• Spessore del<strong>la</strong> nervatura al<strong>la</strong> base, condotto <strong>la</strong>terale corto=1,2mm<br />
Nota: si tenga comunque conto che, qualora l’azienda decidesse di optare per l’altra soluzione a stampo<br />
ultimato, basta modificarlo in modo da portare lo spessore lungo il condotto diagonale ad 1,5 mm (unica,<br />
sostanziale differenza tra le due).<br />
Variazioni di injection time<br />
Per <strong>la</strong> soluzione n°02 considerata, visto il superamento del<strong>la</strong> soglia di Max C<strong>la</strong>mp Force è stato inoltre<br />
deciso di effettuare alcune prove simu<strong>la</strong>tive a diversi Injection Times.<br />
I tempi di iniezione considerati spaziano da un Ti=0,3s fino ad un Ti=1,3s:<br />
Ti[s]= 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3<br />
In questa sede è stato considerato so<strong>la</strong>mente l’effetto del Injection Time nei confronti del<strong>la</strong> pressione<br />
massima e del<strong>la</strong> forza massima di chiusura. Nessuna considerazione è stata effettuata in merito ai flussi, alle<br />
perdite di carico ed agli sforzi tangenziali lungo <strong>la</strong> cavità dello stampo.<br />
In Tabel<strong>la</strong> 25 si può osservare <strong>la</strong> diminuzione del<strong>la</strong> Forza massima di chiusura dello stampo all’aumentare<br />
del tempo di riempimento.<br />
Tabel<strong>la</strong> 25 Andamento forza max /pressione max nel Tfill.<br />
T fill (s)<br />
max c<strong>la</strong>mp force<br />
(Tons)<br />
max pressure<br />
(Mpa)<br />
0,30 738,62 156,14<br />
0,40 713,40 150,73<br />
0,50 697,28 147,38<br />
0,60 689,34 145,33<br />
0,70 685,00 144,06<br />
0,80 681,40 143,27<br />
0,90 677,94 142,78<br />
1,00 675,90 142,48<br />
1,10 671,34 142,33<br />
1,20 661,56 142,43<br />
1,30 644,28 142,70<br />
242
C<strong>la</strong>mp Force<br />
( Tons)<br />
760,00<br />
740,00<br />
720,00<br />
700,00<br />
680,00<br />
660,00<br />
640,00<br />
620,00<br />
Andamento forza- pressione in funzione del tempo di riempimento<br />
Max C<strong>la</strong>mp force Max Pressure<br />
0,00 0,20 0,40 0,60 0,80 1,00 1,20 1,40<br />
t fill (s)<br />
Figura 185 Andamento forza max /pressione max nel Tfill.<br />
158,00<br />
156,00<br />
154,00<br />
152,00<br />
150,00<br />
148,00<br />
146,00<br />
144,00<br />
142,00<br />
140,00<br />
Si noti che <strong>la</strong> pressione rimane sempre al di sotto del valore massimo del<strong>la</strong> macchina di 194,5 MPa<br />
e si può notare dal<strong>la</strong> Figura 185 <strong>la</strong> sua diminuzione all’aumentare del tempo, fino al raggiungimento di un<br />
valore pressoché costante. La forza massima di chiusura scende anch’essa al di sotto del limite massimo<br />
del<strong>la</strong> pressa (650Tons), cosa questa molto utile in sede di produzione.<br />
Questi risultati ottenuti permettono all’azienda durante <strong>la</strong> fase di <strong>la</strong>voro di modificare senza problemi<br />
il tempo di riempimento qualora si verificassero inconvenienti (riempimento incompleto, forza di chiusura<br />
troppo alta ecc.) di qualsiasi tipo.<br />
Limitazione del<strong>la</strong> pressione massima<br />
Per <strong>la</strong> soluzione di riferimento è stato inoltre deciso di limitare il picco di raggiungimento del<strong>la</strong> pressione<br />
massima a 130 MPa, creando un profilo di pressione una volta raggiunta <strong>la</strong> fase di transizione V/P. Questo<br />
allo scopo di evitare il superamento del<strong>la</strong> forza massima disponibile del<strong>la</strong> pressa.<br />
La pressione di 130 MPa da simu<strong>la</strong>zioni effettuate è raggiunta all’ 85% di riempimento del<strong>la</strong> cavità; come si<br />
può notare dal<strong>la</strong> Figura 186 è stato dunque impostato il V/P all’ 85% del volume riempito mantenendo il<br />
profilo di mantenimento a pressione costante.<br />
Pressure ( MPa)<br />
243
Figura 186 Profilo di pressione al punto d’iniezione.<br />
La limitazione del<strong>la</strong> pressione di riempimento ed il conseguente controllo del<strong>la</strong> forza durante il processo ha<br />
portato al corretto riempimento del<strong>la</strong> cavità come si può notare in Figura 187.<br />
Figura 187 Simu<strong>la</strong>zione di Fill (pmax=130MPa).<br />
La fase di fill di Figura 188 mostra l’andamento dei parametri principali di riempimento, si può notare che<br />
impostando lo Switch e creando il profilo di pressione ai parametri sopra esposti, <strong>la</strong> simu<strong>la</strong>zione va a buon<br />
fine.<br />
244
Figura 188 Filling fase (pmax=130MPa).<br />
I risultati ottenuti si sono dimostrati importanti in quanto giocando sui tempi di iniezione e sui profili di<br />
pressione si può ottenere il prodotto finito nel rispetto delle condizioni di processo imposte dall’azienda. In<br />
seguito verranno descritti i parametri geometrici del<strong>la</strong> cavità dello stampo.<br />
4.6.2 Analisi del<strong>la</strong> fase di raffreddamento<br />
La fase di raffreddamento è eseguita allo scopo di portare il pezzo ad una temperatura tale per cui esso non<br />
subisce deformazioni permanenti (temperatura di estrazione) durante l’operazione di estrazione dallo<br />
stampo. L’obbiettivo di questa fase è raffreddare il pezzo nel minor tempo possibile senza però pregiudicare<br />
le specifiche funzionali ed estetiche.<br />
Per ottimizzare <strong>la</strong> fase di raffreddamento bisogna agire principalmente su alcuni parametri fondamentali:<br />
• Geometria del pezzo (spessori di parete);<br />
• Geometria dei canali di raffreddamento;<br />
• Materiali con cui realizzare lo stampo;<br />
• Parametri di processo<br />
In merito agli spessori di parete, il tempo di raffreddamento è direttamente proporzionale al quadrato dello<br />
spessore, per questo l’ottimizzazione è avvenuta in fase di design del prodotto; i materiali con cui realizzare<br />
lo stampo sono costituiti da acciaio per utensili (stampi) e gli unici studi eseguiti al riguardo sono stati<br />
effettuati mediante il tentativo di utilizzo di inserti in rame-berillio (trattati parzialmente nel capitolo) mentre in<br />
seguito verranno trattati in modo più completo i parametri di processo (imposti dall’azienda e verificati<br />
mediante le simu<strong>la</strong>zioni al software) e <strong>la</strong> geometria dei canali di raffreddamento.<br />
245
Regole di progetto<br />
Le regole di progetto per <strong>la</strong> buona progettazione dello stampo in funzione del raffreddamento consigliate dai<br />
tecnici del<strong>la</strong> Bayer (azienda leader nel settore delle materie p<strong>la</strong>stiche) e Moldflow consistono<br />
precisamente in:<br />
• Mantenere valori di numero di Reynolds elevati (Re=10000);<br />
In questo modo il regime che assume il liquido di raffreddamento è turbolento e permette un<br />
migliore scambio termico;<br />
• Permettere rimozione di calore costante;<br />
Figura 189 Progettazione dei canali di raffreddamento non favorevole e favorevole.<br />
Come si può osservare in Figura 189 in basso, i canali di raffreddamento devono favorire una rimozione di<br />
calore costante lungo tutta <strong>la</strong> cavità dello stampo in modo da evitare disomogeneità nel raffreddamento.<br />
• Rispettare <strong>la</strong> portata oraria di liquido di raffreddamento;<br />
• Mantenere valori di temperatura al Top ed al Bottom pressoché costanti;<br />
Il software identifica per <strong>la</strong> simu<strong>la</strong>zione <strong>la</strong> shell midp<strong>la</strong>ne orientando <strong>la</strong> mesh, ogni triangolo<br />
orientato dunque ha una superficie denominata Top e l’altra denominata Bottom; tutti i<br />
triangoli devono avere <strong>la</strong> stessa orientazione lungo <strong>la</strong> stessa superficie, come si può notare<br />
in Figura 190.<br />
246
Figura 190 Mesh Orientation Diagnostic.<br />
Al termine del<strong>la</strong> simu<strong>la</strong>zione di processo il Moldflow restituisce le temperature di<br />
raffreddamento assunte dal<strong>la</strong> cassetta a fine raffreddamento; queste temperature, sia per il<br />
Top che per il Bottom del<strong>la</strong> cassetta devono essere pressoché costanti lungo tutto il<br />
manufatto, in modo da evitare problematiche di vario tipo quali ad esempio ritiri inattesi,<br />
riempimento non completo del<strong>la</strong> cavità, tensioni residue.<br />
• Mantenere differenze di temperatura Top-Bottom pari a 0;<br />
La differenza di temperatura risultante tra le due facce dello stampato deve essere<br />
pressoché nul<strong>la</strong> e quindi lungo <strong>la</strong> cavità dello stampo deve essere osservato in modo<br />
corretto il trasferimento di calore.<br />
A questo proposito il suggerimento proposto dai tecnici Moldflow è di mantenere <strong>la</strong><br />
differenza di temperatura Top-Bottom in un range compreso tra +10°C e -10°C.<br />
In Figura 191 è inoltre rappresentato l’effetto negativo principale, causato appunto dal<strong>la</strong><br />
differenza di temperatura maggiore da quel<strong>la</strong> prestabilita, ossia le tensioni residue lungo lo<br />
stampato.<br />
247
Parametri di processo<br />
Figura 191 Influenza del<strong>la</strong> differenza di temperatura lungo <strong>la</strong> cavità.<br />
I parametri di processo per lo stampaggio del manufatto in questa sede sono costituiti dalle caratteristiche<br />
tecniche del<strong>la</strong> pressa, dai tempi di iniezione e ciclo, dal<strong>la</strong> temperatura di iniezione del materiale (T=250°C),<br />
dal<strong>la</strong> temperatura del liquido refrigerante e dal<strong>la</strong> portata del liquido refrigerante.<br />
Il tempo di iniezione è stato considerato in fase di simu<strong>la</strong>zione per il raffreddamento un valore pari a 0,7<br />
secondi.<br />
Il tempo di injection+packing+cooling è stato considerato pari ad 5 secondi (valore previsto dall’azienda) con<br />
un tempo di mold-open (apertura stampo) pari a 5 secondi.<br />
La temperatura del liquido refrigerante (acqua) a disposizione dell’azienda è pari ad 8°C e <strong>la</strong> portata oraria di<br />
acqua a disposizione per lo stampo è pari a 20m 3 /h.<br />
La portata d’acqua oraria è essenziale ai fini del dimensionamento dei condotti di raffreddamento, in quanto<br />
permette di calco<strong>la</strong>re quanti condotti di determinato diametro si possono inserire nello stampo.<br />
In questa sede è stata utilizzata <strong>la</strong> tabel<strong>la</strong> di dimensionamento messa a disposizione da Bayer per<br />
valutare le dimensioni dei canali di raffreddamento, è stato deciso inoltre di mantenere, nei limiti del<br />
possibile, diametri pressoché costanti dei canali.<br />
Tabel<strong>la</strong> 26 Tabel<strong>la</strong> di dimensionamento dei condotti di raffreddamento.<br />
248
Come si può dunque osservare in Tabel<strong>la</strong> 26, i parametri da tenere in considerazione sono principalmente:<br />
• Spessore del<strong>la</strong> cavità dello stampo [mm];<br />
• Distanza tra centro del foro del canale di raffreddamento e superficie stampata [mm];<br />
• Spaziatura dei centri dei canali di raffreddamento;<br />
• Diametro del canale di raffreddamento.<br />
Poiché le dimensioni di inviluppo del manufatto sono:<br />
Lunghezza=470mm<br />
Larghezza=280mm<br />
Altezza colonne=185mm<br />
è stato deciso di utilizzare dei condotti di raffreddamento del diametro costante di 10 mm in quanto condotti<br />
più piccoli avrebbero comportato notevoli difficoltà in sede di fabbricazione dello stampo.<br />
Per quanto riguarda il numero di condotti totale da utilizzare in fase di progettazione, si è deciso di verificare<br />
il numero massimo di condotti possibile in modo da non superare <strong>la</strong> portata massima oraria di 20 m 3 /h<br />
disponibile.<br />
Dati:<br />
Re= numero di Reynolds<br />
Q= portata volumetrica oraria disponibile<br />
v= velocità del fluido nel condotto<br />
A= area del<strong>la</strong> sezione del singolo condotto di diametro 10mm<br />
n= numero di condotti disponibili a parità di area del<strong>la</strong> loro sezione<br />
Tenendo conto del numero di<br />
Reynolds e del<strong>la</strong> portata:<br />
Q = 20m<br />
ρvl<br />
Re = =<br />
μ<br />
3<br />
h<br />
=<br />
10000<br />
5,<br />
56*<br />
10<br />
Si è calco<strong>la</strong>ta <strong>la</strong> velocità del fluido nel condotto mediante <strong>la</strong> formu<strong>la</strong> del Reynolds:<br />
−3<br />
1000<br />
kg<br />
2 * v*<br />
0,<br />
01m<br />
m<br />
risulta<br />
10000 =<br />
⎯⎯<br />
⎯ →v=<br />
1,<br />
386m<br />
kg<br />
s<br />
0,<br />
001386<br />
m*<br />
s<br />
Al<strong>la</strong> fine, dal<strong>la</strong> velocità ricavata, utilizzando <strong>la</strong> formu<strong>la</strong> inversa del<strong>la</strong> portata volumetrica:<br />
Q<br />
Q = v*<br />
A ⎯⎯→<br />
n = =<br />
vA<br />
In sintesi è possibile inserire nel rispetto del<strong>la</strong> portata massima oraria di liquido refrigerante, fino a 51<br />
condotti di raffreddamento.<br />
51,<br />
1<br />
m<br />
3<br />
s<br />
249
Risoluzione problematiche connesse al<strong>la</strong> simu<strong>la</strong>zione di raffreddamento<br />
Il Moldflow durante <strong>la</strong> simu<strong>la</strong>zione di Cool+Flow+Warp richiede un’elevata accuratezza del<strong>la</strong> mesh e un<br />
numero totale di elementi minimo.<br />
L’accuratezza dei risultati ottenuti inoltre dipende dal<strong>la</strong> concentrazione più elevata degli elementi nei punti<br />
del<strong>la</strong> superficie più complessi (ad esempio al<strong>la</strong> base del<strong>la</strong> colonna) e dal<strong>la</strong> corretta scelta dei canali di<br />
raffreddamento.<br />
Poiché per <strong>la</strong> simu<strong>la</strong>zione del<strong>la</strong> fase di raffreddamento non è consentito l’utilizzo del<strong>la</strong> funzione Occurence<br />
Number sul quarto di cassetta, ci si è resi subito conto che <strong>la</strong> mesh del prodotto è troppo fitta: si è passati<br />
dunque dal<strong>la</strong> mesh fine di 81697 elementi al<strong>la</strong> mesh intermedia di 55399 elementi (ancora troppo fitta), infine<br />
si è deciso di utilizzare una mesh grosso<strong>la</strong>na avente 23696 elementi come illustrato in Figura 192.<br />
MESH FINE: 81697 ELEMENTI<br />
MESH INTERMEDIA: 55399 ELEMENTI<br />
MESH GROSSOLANA: 23696 ELEMENTI<br />
Figura 192 Mesh utilizzate al software.<br />
Il software inoltre richiede che gli elementi siano orientati correttamente, altrimenti i risultati di cool non si<br />
dimostrano accettabili.<br />
Ogni singolo elemento triango<strong>la</strong>re deve avere un rapporto tra il <strong>la</strong>to più lungo ed il più corto (aspect ratio)<br />
inferiore ad 8, e non devono esserci elementi sovrapposti (over<strong>la</strong>pping elements) come mostrato in Figura<br />
193.<br />
250
Figura 193 Over<strong>la</strong>pping elements diagnostic.<br />
Si puntualizza inoltre che durante le simu<strong>la</strong>zioni di cool+flow+warp si sono manifestate alcune problematiche<br />
connesse all’utilizzo di memoria Ram e disco del Pc da parte del software a causa del<strong>la</strong> complessità dello<br />
studio; questi problemi sono stati risolti talvolta agendo sul<strong>la</strong> mesh, talvolta sull’accuratezza dei risultati, le<br />
simu<strong>la</strong>zioni finali sono state però condotte utilizzando le impostazioni di Default del Moldflow senza<br />
portare ad assunzioni semplificative o a risultati approssimati.<br />
Soluzione ottimale in funzione del raffreddamento<br />
In questa fase di studio è stato eseguito un primo dimensionamento di massima dei condotti di<br />
raffreddamento allo scopo di testare il software e di trovare un punto di partenza di riferimento per le<br />
successive prove simu<strong>la</strong>tive.<br />
In Figura 194 sono illustrati i principali steps di dimensionamento per questo tipo di stampo, a partire dal<br />
dimensionamento esposto fino ad arrivare al<strong>la</strong> soluzione <strong>finale</strong>.<br />
251
Figura 194 Fasi di dimensionamento dei condotti.<br />
La soluzione <strong>finale</strong> ottimale di Figura 195 è stata dedotta mediante l’utilizzo delle mesh grosso<strong>la</strong>na, ed ha le<br />
seguenti caratteristiche:<br />
• N° di condotti di raffreddamento=45<br />
• Temperatura liquido di raffreddamento=8°C<br />
• Diametro condotti di raffreddamento=10mm<br />
• Diametro bubblers interni=8mm<br />
• Diametro bubblers esterni=12mm<br />
In seguito verranno illustrati i principali parametri a processo ultimato per il tipo di stampo in questione,<br />
analizzando dettagliatamente lo scambio termico e ragionando principalmente sulle temperature in gioco a<br />
fine processo.<br />
252
Figura 195 Condotti di raffreddamento in funzione del raffreddamento ottimale.<br />
La temperatura media dello stampato rimane ben al di sotto del<strong>la</strong> massima temperatura ammessa di 88°C,<br />
come illustrato in Figura 196, questa temperatura non deve essere assolutamente superata altrimenti lo<br />
stampato può danneggiarsi.<br />
Figura 196 Average temperature, part.<br />
È ora necessario verificare singo<strong>la</strong>rmente le temperature al top ed al bottom del<strong>la</strong> cassetta allo scopo di<br />
vedere se <strong>la</strong> loro distribuzione è omogenea a fine processo in tutto lo stampato.<br />
253
Figura 197 Temperature top e bottom, part.<br />
Da Figura 197 si nota che le temperature al top ed al bottom dello stampato sono ugualmente distribuite ma<br />
<strong>la</strong> distribuzione lungo il manufatto per ognuna non è costante, ciò è dovuto al fatto che innanzitutto le<br />
nervature al<strong>la</strong> base hanno spessore ed estensione superficiale inferiore rispetto le pareti e le colonne quindi<br />
raffreddano in un tempo molto minore rispetto alle parti più spesse. Bisogna inoltre tener conto che <strong>la</strong><br />
superficie di inviluppo nel<strong>la</strong> direzione dello stampo è molto estesa e ciò sicuramente non permette una<br />
soluzione ottimale per il raffreddamento.<br />
La differenza di temperatura tra il top ed il bottom del<strong>la</strong> cassetta si mantiene in gran parte all’interno dell’<br />
intervallo +10°C
Per completare lo studio del progetto dei condotti di raffreddamento è necessario verificare l’andamento<br />
del<strong>la</strong> temperatura nei condotti di raffreddamento; si ricorda che <strong>la</strong> temperatura del liquido refrigerante è di<br />
8°C.<br />
In Figura 199 è rappresentato il profilo di temperatura dell’acqua di raffreddamento, si nota chiaramente che<br />
lungo il profilo che segue <strong>la</strong> base e due colonne <strong>la</strong> temperatura dell’acqua aumenta, a causa dell’elevata<br />
lunghezza del percorso seguito.<br />
Figura 199 Circuit coo<strong>la</strong>nt temperature.<br />
Verranno ora rappresentati i condotti di raffreddamento rispettivamente <strong>la</strong>to fisso e <strong>la</strong>to mobile dello stampo<br />
e lo stampo completo visualizzato al software.<br />
Figura 200 Condotti di raffreddamento <strong>la</strong>to mobile dello stampo.<br />
255
Figura 201 Condotti di raffreddamento <strong>la</strong>to fisso dello stampo.<br />
Il Moldflow non prevede <strong>la</strong> rappresentazione dello stampo nelle dimensioni previste dal punto di vista<br />
progettuale, bensì rappresenta un “<strong>la</strong>yer” che simu<strong>la</strong> gli scambi di calore tra cavità, condotti e stampo. In<br />
Figura 202 è rappresentato dunque <strong>la</strong> rappresentazione completa del “project” Moldflow.<br />
Figura 202 Rappresentazione del<strong>la</strong> cassetta completa con stampo e condotti di raffreddamento.<br />
Poiché <strong>la</strong> soluzione in questione non è costruttivamente semplice, all’azienda è stato fornito un file di tipo<br />
IGES (.igs) dal quale si possono visualizzare tutti i parametri geometrici per <strong>la</strong> fabbricazione degli stampi.<br />
Questa tipologia di stampo assolve in maniera accettabile alle funzioni prestabilite ed ai parametri di<br />
processo dedotti dall’analisi di riempimento e richiesti dall’azienda; tuttavia, vista <strong>la</strong> complessità costruttiva<br />
dei canali ed il numero elevato di condotti si è deciso di proporre e testare al software <strong>la</strong> soluzione meno<br />
costosa di seguito esposta.<br />
256
Analisi di stress del<strong>la</strong> configurazione ottimale<br />
Una volta dedotti gli spessori del manufatto e ricavate le configurazioni delle nervature esse non sono<br />
modificabili nell’ottica del maggiore risparmio di materiale possibile; allo scopo di vedere <strong>la</strong> bontà del<br />
progetto sviluppato è stata effettuata l’analisi di warpage per il manufatto in esame.<br />
Si precisa che l’analisi strutturale del prodotto è stata effettuata in parallelo alle simu<strong>la</strong>zioni di processo, in<br />
questa sede non viene esposta ma si puntualizza che <strong>la</strong> cassetta soddisfa i requisiti richiesti.<br />
Innanzitutto sono stati studiati i valori di deformazione del<strong>la</strong> struttura: in Figura 203 si osserva che il valore di<br />
deflection a fine processo è molto elevato in corrispondenza delle colonne; <strong>la</strong> rigidezza di struttura è molto<br />
bassa e ciò è prevedibile dal momento in cui i materiali utilizzati sono di bassa qualità ed i volumi utilizzati<br />
sono ridotti al minimo.<br />
Figura 203 Deflection (warp).<br />
Per questo tipo di materiale non è nota <strong>la</strong> resistenza a rottura, dunque è stato confrontato il profilo degli<br />
stress equivalenti di Mises- Henkey considerando un valore di 20MPa noto da studi effettuati in precedenza<br />
al Dimeg per il polipropilene Stamy<strong>la</strong>n P48 m10. I valori di stress equivalenti di Mises-Henkey (Figura 204) si<br />
sono rive<strong>la</strong>ti non accettabili al<strong>la</strong> base del<strong>la</strong> cassetta in corrispondenza dei reticoli.<br />
257
Figura 204 Stress, Mises-Henkey (warp).<br />
L’approccio in seguito esposto è stato valutato allo scopo di osservare se il valore di tensione può essere<br />
portato al di sotto del valore massimo senza andare a modificare il prodotto finito.<br />
Lo stress Mises-Henkey assume valori elevati in seguito ad alcuni fattori:<br />
• Temperatura del liquido refrigerante troppo bassa;<br />
• Tempi ciclo bassi;<br />
• Condotti di raffreddamento troppo vicini al<strong>la</strong> cavità stampo;<br />
• Propagazione non buona del flusso di materiale nel<strong>la</strong> cavità.<br />
La prima prova simu<strong>la</strong>tiva è stata effettuata innalzando <strong>la</strong> temperatura del liquido refrigerante a 20°C; i<br />
risultati ottenuti evidenziano una lieve diminuzione del Mises-Henkey, che però si mantiene comunque al di<br />
sopra del valore massimo.<br />
TRAFFR=20°C<br />
TRAFFR=8°C<br />
Figura 205 Confronto tra i valori di stress a diverse temperature del liquido refrigerante.<br />
258
Durante <strong>la</strong> seconda simu<strong>la</strong>zione, è stato deciso di allontanare i condotti di raffreddamento a temperatura<br />
20°C rispetto al<strong>la</strong> base del<strong>la</strong> cassetta e precisamente i condotti superiori sono stati tras<strong>la</strong>ti di 10mm rispetto<br />
alle soluzioni proposte.<br />
TRAFFR=20°C TRAFFR=8°C<br />
Figura 206 Confronto tra i valori di stress a diverse temperature del liquido refrigerante, condotto<br />
superiore tras<strong>la</strong>to di 10mm.<br />
Il risultato ottenuto ha migliorato i valori di stress equivalenti ma a questo punto è necessario valutare <strong>la</strong><br />
distribuzione del<strong>la</strong> temperatura Top-Bottom (Figura 207).<br />
A B<br />
Figura 207 Temperature Top-Bottom, part.<br />
In Figura 207A è rappresentato l’andamento di temperatura per <strong>la</strong> configurazione modificata, in Figura 207B<br />
<strong>la</strong> configurazione base; si può notare che <strong>la</strong> differenza di temperatura nel progetto modificato supera in gran<br />
parte il range di valori massimo consentito e ciò permette di dedurre che anche in questo caso il risultato<br />
ottenuto non è accettabile.<br />
Questo studio ad ogni modo viene effettuato a scopo di ricerca in quanto le restrizioni di processo imposte<br />
dall’azienda sono vinco<strong>la</strong>nti (non è permesso aumentare <strong>la</strong> temperatura del liquido di raffreddamento in<br />
quanto questa azione porta ad un inevitabile aumento dei tempi ciclo).<br />
259
Probabilmente l’unico modo per diminuire il valore di stress Mises-Henkey è agire sul<strong>la</strong> geometria o sui<br />
tempi ciclo, in modo da permettere una migliore propagazione del materiale all’interno dello stampo ed un<br />
valore più basso di tensioni residue.<br />
4.7 Analisi del processo di stampaggio ad iniezione di p<strong>la</strong>cchette di<br />
prova al variare dell’influenza del<strong>la</strong> pressione sul<strong>la</strong> viscosità<br />
Il software che è stato usato per le simu<strong>la</strong>zioni è Moldflow P<strong>la</strong>stic Insight. Moldflow rappresenta lo stato<br />
dell’arte del<strong>la</strong> simu<strong>la</strong>zione di processo dell’iniezione delle materie p<strong>la</strong>stiche. Consente di analizzare il<br />
comportamento del materiale p<strong>la</strong>stico fuso nel<strong>la</strong> fase di riempimento e quindi nel<strong>la</strong> fase di raffreddamento<br />
dello stesso. Si possono quindi valutare i risultati che influiscono sul<strong>la</strong> bontà del prodotto e predire le<br />
caratteristiche estetiche e funzionali del pezzo a post-stampaggio.<br />
La prima fase è consistita nel<strong>la</strong> creazione, in ambiente CAD, di 3 piastre rettango<strong>la</strong>ri (214mm×297mm) di<br />
spessore diverso. Tutte le piastre contengono 7 fori rettango<strong>la</strong>ri equidistanti.<br />
Figura 208 Piastra usata per le simu<strong>la</strong>zioni; spessore 4 mm.<br />
260
Successivamente si sono importati tali modelli all’interno del Moldflow in formato IGES. La fase successiva è<br />
stata <strong>la</strong> discretizzazione, ovvero <strong>la</strong> suddivisione di tali piastre in tanti “elementi finiti” (mesh tipo fusion)<br />
avendo cura che il “mesh match ratio” (un indicatore del<strong>la</strong> bontà del<strong>la</strong> mesh eseguita) fosse superiore al 85<br />
%.<br />
Figura 209 Discretizzazione del modello<br />
Come precisato in precedenza, durante le simu<strong>la</strong>zioni, alcuni parametri sono stati impostati e mantenuti<br />
costanti. Le grandezze che si è scelto di mantenere fisse sono le seguenti:<br />
a) La posizione del punto di iniezione: esso è stato posto in corrispondenza di uno degli spigoli del<strong>la</strong><br />
piastra, come si vede dal<strong>la</strong> figura che segue.<br />
b) La temperatura dello stampo: 40°C.<br />
c) La massima pressione di iniezione: 300 MPa.<br />
d) Il tempo di iniezione: 1 secondo.<br />
261
Figura 210 Posizione del punto di iniezione<br />
Le grandezze che sono state variate (variabili di input) invece sono due:<br />
1. Lo spessore s del<strong>la</strong> piastra. Le simu<strong>la</strong>zioni sono state condotte con 3 spessori diversi (e quindi 3 diversi<br />
rapporti L/s tra <strong>la</strong> lunghezza di flusso L e lo spessore s del<strong>la</strong> piastra: 2mm, 4mm, 10mm.<br />
2. Il valore del<strong>la</strong> costante d3 del<strong>la</strong> formu<strong>la</strong> di Cross-WLF che tiene conto dell’influenza del<strong>la</strong> pressione sul<strong>la</strong><br />
viscosità. Inizialmente si è posto d3 = 0, ipotizzando cioè nessuna influenza del<strong>la</strong> pressione. Sono stati<br />
7<br />
poi scelti altri due valori di d3 in base a valori trovati in letteratura: d3=1.9 10 −<br />
−7<br />
× e d3= 2.<br />
8×<br />
10 .<br />
Una volta definite le variabili di input (geometria e d3), si sono scelte le variabili di risposta. Significative ai fini<br />
di valutare l’influenza del<strong>la</strong> pressione sul<strong>la</strong> viscosità, sono <strong>la</strong> pressione massima raggiunta nello stampo e <strong>la</strong><br />
forza di chiusura (c<strong>la</strong>mping force, CF).<br />
La forza di chiusura è influenzata dal tempo di iniezione. Tanto minore è il tempo di riempimento dello<br />
stampo, tanto maggiore sara’ <strong>la</strong> velocità di iniezione e, di conseguenza, <strong>la</strong> forza di chiusura. Talvolta, di sotto<br />
di un certo tempo di iniezione, se inietto cioè molto lentamente, il materiale ha il tempo di raffreddarsi e inizia<br />
a formarsi un guscio solido. L’area del<strong>la</strong> sezione di passaggio, in questo modo, diminuisce e i gradienti di<br />
velocità aumentano.<br />
Essendo<br />
Δp ∝ τ = η & γ ,<br />
262
si osserva che, se il gradiente di velocità aumenta, η diminuisce, in misura pero’ minore rispetto a quanto γ&<br />
aumenti, e quindi, nel complesso, τ aumenta e con esso anche le perdite di carico e <strong>la</strong> forza di chiusura.<br />
La curva che esprime l’andamento del<strong>la</strong> forza di chiusura in funzione del tempo di iniezione presenta perciò<br />
un minimo.<br />
forza di chiusura [ton]<br />
280<br />
270<br />
260<br />
250<br />
240<br />
230<br />
220<br />
210<br />
200<br />
0 0.5 1 1.5 2 2.5<br />
tempo di iniezione [s]<br />
Figura 211 Andamento del<strong>la</strong> forza di chiusura in funzione del tempo<br />
In definitiva, sono state condotte 9 simu<strong>la</strong>zioni: per ognuna delle 3 geometrie, sono state fatte 3 simu<strong>la</strong>zioni<br />
variando d3. I valori del<strong>la</strong> pressione massima e del<strong>la</strong> massima forza di chiusura, corrispondenti ai diversi<br />
valori di L/s e d3, che Moldflow ha fornito, sono raggruppati nel<strong>la</strong> seguente tabel<strong>la</strong> dei risultati:<br />
Tabel<strong>la</strong> 27 Tabel<strong>la</strong> dei risultati<br />
L/s d3 P max [MPa] CF max [ton]<br />
254.0 0.0 93.30 250.64<br />
254.0 1.9*10 -7 113.31 253.99<br />
254.0 2.8*10 -7 122.52 256.10<br />
127.0 0.0 39.54 113.45<br />
127.0 1.9*10 -7 43.85 119.95<br />
127.0 2.8*10 -7 45.99 121.93<br />
50.8 0.0 13.62 39.62<br />
263
50.8 1.9*10 -7 14.29 40.72<br />
50.8 2.8*10 -7 14.61 41.21<br />
I precedenti dati sono stati e<strong>la</strong>borati utilizzando un programma che ha permesso un’e<strong>la</strong>borazione di tipo<br />
DOE (design of experiments). Per ogni fattore si è valutata l’influenza che esso ha sulle variabili di risposta,<br />
a tutti i livelli su cui questo agisce. Inizialmente si è studiato il comportamento de<strong>la</strong> pressione massima. In<br />
questo primo caso, all’aumentare del rapporto L/s, cioè per piastre di spessore sempre minore, <strong>la</strong> pressione<br />
massima aumenta considerevolmente. Lo stesso vale per <strong>la</strong> costante d3, al crescere del<strong>la</strong> quale <strong>la</strong> pressione<br />
aumenta, anche se in misura minore rispetto al caso precedente.<br />
Le due figure che seguono rappresentano, rispettivamente, l’andamento del<strong>la</strong> pressione massima in<br />
funzione di L/s e di d3, e <strong>la</strong> distribuzione delle pressioni all’interno dello stampo. Si può osservare che <strong>la</strong><br />
pressione massima è raggiunta in corrispondenza del punto di iniezione.<br />
Mean of P max<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
50.8<br />
127.0<br />
P max<br />
L/s d3<br />
254.0<br />
Figura 212 Influenza di L/s e di d3 sul<strong>la</strong> pressione massima<br />
0.0<br />
1.9<br />
2.8<br />
264
Figura 213 Distribuzione delle pressioni: <strong>la</strong> pressione massima (zona rossa) si ha in corrispondenza<br />
del punto di iniezione<br />
Analogamente, per quanto riguarda <strong>la</strong> forza di chiusura, seconda variabile di risposta, si può osservare dai<br />
grafici che anch’essa è pesantemente influenzata dallo spessore del provino e, in maniera minore, dal<br />
coefficiente che esprime <strong>la</strong> dipendenza del<strong>la</strong> viscosità dal<strong>la</strong> pressione.<br />
Mean of CF max<br />
250<br />
200<br />
150<br />
100<br />
50<br />
50.8<br />
127.0<br />
CF max<br />
L/s d3<br />
254.0<br />
Figura 214 Influenza di L/s e di d3 sul<strong>la</strong> forza di chiusura.<br />
Fino a questo punto, si sono valutati gli effetti che le due variabili di input, prese singo<strong>la</strong>rmente, hanno sulle<br />
due grandezze di risposta.<br />
Per valutare, invece, <strong>la</strong> mutua influenza dei due fattori sono stati ricavati due grafici, uno per ogni variabile di<br />
output, che mostrano l’andamento di queste ultime in funzione di d3 , al variare di L/s.<br />
0.0<br />
1.9<br />
2.8<br />
265
Dai grafici si osserva che d3 effettivamente influenza <strong>la</strong> pressione massima e <strong>la</strong> forza di chiusura, soprattutto<br />
se lo spessore del provino è molto piccolo, cioè per grandi L/s.<br />
Mean<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
0.0<br />
interaction p max<br />
1.9<br />
d3<br />
2.8<br />
L/s<br />
50.8<br />
127.0<br />
254.0<br />
Figura 215 Influenza delle interazioni dei fattori sul<strong>la</strong> pressione massima.<br />
Mean<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0.0<br />
interaction CF max<br />
1.9<br />
d3<br />
2.8<br />
L/s<br />
50.8<br />
127.0<br />
254.0<br />
Figura 216 Influenza delle interazioni dei fattori sul<strong>la</strong> forza di chiusura.<br />
Si può quindi concludere che, trascurando l’influenza del<strong>la</strong> pressione sul<strong>la</strong> viscosità, ponendo cioè d3=0 nel<strong>la</strong><br />
formu<strong>la</strong> di Cross WLF, si commette un errore. Questo effetto è tanto piu’ accentuato quanto maggiore è <strong>la</strong><br />
pressione e quanto minore è lo spessore del pezzo. Dalle simu<strong>la</strong>zioni si è infatti rilevato che, al di sotto di un<br />
certo spessore (s ≤ 1.5 mm), lo stampo non si riempie nemmeno, se l’influenza del<strong>la</strong> pressione sul<strong>la</strong><br />
viscosità del polimero non è trascurata; se invece pongo d3=0 lo stampo si riempie. Questo significa che, per<br />
spessori piccoli, l’effetto del<strong>la</strong> pressione è rilevante e non puo’ essere trascurato perché si rischierebbe di<br />
compromettere <strong>la</strong> qualità del pezzo finito.<br />
Un ulteriore studio per avere un’idea di massima dell’influenza del<strong>la</strong> pressione, è consistito nell’immaginare<br />
di poter variare <strong>la</strong> pressione del materiale e vedere coma varia <strong>la</strong> viscosità al variare del parametro d3 del<strong>la</strong><br />
formu<strong>la</strong> di Cross WLF.<br />
Come prima cosa si sono calco<strong>la</strong>ti i valori di viscosità dal<strong>la</strong> formu<strong>la</strong> di Cross:<br />
266
η(<br />
&<br />
η ( T,<br />
p)<br />
o<br />
T, γ , p)<br />
= 1−n<br />
1+<br />
( ηo<br />
( T ) * & γ / τ )<br />
*<br />
η = D exp[ −A<br />
( T − T ) /( A + T − T<br />
0<br />
1<br />
1<br />
~<br />
A2 = A2<br />
T + D3<br />
p<br />
*<br />
T = D2<br />
+ D3<br />
p<br />
Per le pressioni p sono stati scelti quattro diversi valori: 15, 40, 80, 140 MPa.<br />
Per ogni pressione poi, si sono ricavate le curve variando gli shar rate (100, 500, 1500, 3000,6000,10000<br />
1/s).<br />
2<br />
*<br />
)]<br />
267
Dai grafici risulta chiaro che d3 influenza <strong>la</strong> viscosità soprattutto ai bassi shear rate e alle alte pressioni. Di<br />
conseguenza, le forze di chiusura richieste saranno maggiori in queste condizioni e si avrà una maggior<br />
sensibilità per rapporti L/s>>1.<br />
268
Fase 5 Validazione dei codici mediante confronto con prove<br />
sperimentali<br />
5.1 Validazione dello stampaggio ad iniezione delle fascette<br />
Si è successivamente pensato di confrontare i risultati numerici con quelli sperimentali. Tale attività è stata<br />
condotta in due fasi distinte. La prima prevede di confrontare i risultati a partire dall’attuale sistema di<br />
iniezione. Sono state condotte delle prove sperimentali a bordo macchina che hanno permesso di<br />
concludere che:<br />
- <strong>la</strong> simu<strong>la</strong>zione prevede con buona approssimazione il tempo di iniezione e <strong>la</strong> pressione<br />
all’iniezione, indice di una buona caratterizzazione reologica del materiale;<br />
- <strong>la</strong> simu<strong>la</strong>zione prevede con buona approssimazione il tempo di impaccamento (stimato<br />
come il tempo minimo per cui non si ha variazione in peso del componente prodotto);<br />
- <strong>la</strong> simu<strong>la</strong>zione prevede che le 52 fascette vengono iniettate nello stesso istante nonostante<br />
un percorso di flusso più lungo per le fascette più lontane dal punto di iniezione. Questo<br />
risultato è in linea con i risultati sperimentali ed è comprovato dal<strong>la</strong> simu<strong>la</strong>zione numerica in<br />
cui si registra un riscaldamento del polimero per attrito con le pareti <strong>la</strong>ddove <strong>la</strong> lunghezza di<br />
flusso sia maggiore (shear heating);<br />
- le prove sperimentali evidenziano un’opacità del componente estratto in corrispondenza<br />
del<strong>la</strong> materozza fredda. Tale fenomeno è confermato dal<strong>la</strong> simu<strong>la</strong>zione numerica e<br />
giustificato da una prematura estrazione del componente. Le fascette vengono estratte nel<br />
momento in cui il frozen <strong>la</strong>yer fraction del sistema di iniezione è pari al 90%. L’estrazione<br />
prematura del componente provoca un’ossidazione del materiale a contatto con l’aria.<br />
La seconda fase di confronto prevedeva di utilizzare un sistema di iniezione a canali caldi già presente e con<br />
dimensioni del gate simili a quelli del modello con cui si sono condotte le simu<strong>la</strong>zioni in ambiente Ansys<br />
CFX ® . Al<strong>la</strong> luce delle prove sperimentali condotte si è concluso che <strong>la</strong> simu<strong>la</strong>zione numerica prevede con<br />
buona approssimazione:<br />
- il tempo di sigillo del gate, indice di un buon modello di cristallizzazione e scambio termico<br />
con l’ambiente;<br />
- il tempo di riattivazione del flusso;<br />
- <strong>la</strong> potenza termica da applicare al<strong>la</strong> resistenza per riattivare <strong>la</strong> portata.<br />
5.2 Validazione dello stampaggio ad iniezione dei bidoni<br />
La Errore. L'origine riferimento non è stata trovata. riporta i valori medi delle viscosità delle 16 miscele<br />
testate ai diversi shear rate ed i risultati delle simu<strong>la</strong>zioni eseguite al software di calcolo Moldflow ® . I valori<br />
del tonnel<strong>la</strong>ggio, che le simu<strong>la</strong>zioni hanno evidenziato, risultano compresi tra i 3730.23 ton ed i 3979.91 ton;<br />
questi parametri sono maggiori di ciò che ci si aspettava, ossia una forza di chiusura vicina ai 2500 ton. Le<br />
ragioni di questi risultati possono risiedere sia nel fatto di aver costruito un data base di materiali con<br />
269
caratteristiche termiche e meccaniche medie tra LDPE e HDPE, ma soprattutto nell’aver simu<strong>la</strong>to una fase<br />
d’iniezione con materiali <strong>la</strong> cui viscosità era quel<strong>la</strong> misurata al reometro capil<strong>la</strong>re, ossia apparente.<br />
Di seguito sono raccolti quattro diagrammi forza di chiusura su viscosità che illustrano gli stessi dati del<strong>la</strong><br />
tabel<strong>la</strong> descritta poc’anzi, ma divisi per shear rate, al fine di poter individuare il modello che meglio si adatta<br />
alle condizioni di riempimento.<br />
forza di chiusura (ton)<br />
forza di chiusura (ton)<br />
4050<br />
4000<br />
3950<br />
3900<br />
3850<br />
3800<br />
3750<br />
3700<br />
SR 5000 s -1<br />
y = 798,49Ln(x) + 631,48<br />
R 2 = 0,7603<br />
45 50 55 60<br />
viscosità (Pa*s)<br />
65 70 75<br />
Figura 217 Forza di chiusura su viscosità apparente a SR 5000 s -1 .<br />
4050<br />
4000<br />
3950<br />
3900<br />
3850<br />
3800<br />
3750<br />
3700<br />
SR 1500 s -1<br />
y = 729,95Ln(x) + 452,32<br />
R 2 = 0,7984<br />
80 90 100 110<br />
viscosità (Pa*s)<br />
120 130 140<br />
Figura 218 Forza di chiusura su viscosità apparente a SR 1500 s -1 .<br />
270
forza di chiusura (ton)<br />
forza di chiusura (ton)<br />
4050<br />
4000<br />
3950<br />
3900<br />
3850<br />
3800<br />
3750<br />
3700<br />
SR 500 s -1<br />
y = 574,12Ln(x) + 910,3<br />
R 2 = 0,7474<br />
120 140 160 180 200 220 240<br />
viscosità (Pa*s)<br />
Figura 219 Forza di chiusura su viscosità apparente a SR 500 s -1 .<br />
4050<br />
4000<br />
3950<br />
3900<br />
3850<br />
3800<br />
3750<br />
3700<br />
SR 300 s -1<br />
y = 503,2Ln(x) + 1186,8<br />
R 2 = 0,6951<br />
150 170 190 210 230 250 270 290<br />
viscosità (Pa*s)<br />
Figura 220 Forza di chiusura su viscosità apparente a SR 300 s -1 .<br />
Dall’analisi dei quattro grafici risulta evidente che il modello che si adatta meglio ai dati, ovvero quello che ha<br />
un coefficiente di corre<strong>la</strong>zione più elevato è quello sviluppato a SR 1500 s -1 con un R 2 pari a 79.84%.<br />
5.3 Validazione dello stampaggio ad iniezione delle vaschette dei<br />
deflussimetri<br />
I principali risultati presi in esame vengono riproposti qui di seguito.<br />
271
Figura 221 Avanzamento e temperatura dei fronti di flusso durante <strong>la</strong> fase di iniezione.<br />
272
Figura 222 Zone in cui si rilevano i valori massimi di shear rate.<br />
Analizzando l’avanzamento dei fronti di flusso durante <strong>la</strong> fase di iniezione (Figura 221) è possibile notare<br />
come <strong>la</strong> temperatura rimanga elevata in corrispondenza delle nervature, <strong>la</strong>ddove il calore generato<br />
internamente per attrito prevale rispetto al calore ceduto allo stampo per convezione e conduzione.<br />
Un’attenta analisi delle temperature in corrispondenza delle nervature ha permesso di rilevare una<br />
temperatura di qualche grado superiore rispetto a quel<strong>la</strong> di iniezione. Al contrario in corrispondenza delle<br />
superfici a profilo circo<strong>la</strong>re (<strong>la</strong>ddove lo spessore si riduce da 0,95 mm, altezza delle nervature, a 0,55 mm,<br />
spessore del<strong>la</strong> parete) il calore ceduto allo stampo prevale e induce una rapida solidificazione del materiale.<br />
Le simu<strong>la</strong>zioni numeriche condotte hanno poi permesso di evidenziare (Figura 222) come in corrispondenza<br />
delle nervature si raggiungano anche i valori massimi di shear rate (42000 1/s).<br />
L’altro aspetto che si voleva analizzare era <strong>la</strong> distribuzione degli stress indotti dal processo di stampaggio<br />
(Figura 223). Le simu<strong>la</strong>zioni numeriche condotte hanno permesso di evidenziare che durante l’iniezione i<br />
valori massimi di concentrazione di tali stress sono localizzati in prossimità delle nervature (0,35 MPa). Il<br />
limite di shear stress massimo previsto dal<strong>la</strong> scheda tecnica del materiale è pari a 0,5 MPa.<br />
Le immagini successive (Figura 224) mostrano invece un aumento del valore dello shear stress durante <strong>la</strong><br />
fase di impaccamento. Inizialmente un valore di shear stress di 0,45 MPa è riscontrato in corrispondenza<br />
delle zone in cui si vengono a formare le inclusioni carboniose. Valori oltre gli 1 MPa sono rilevati in fasi<br />
successive in corrispondenza delle nervature e del bocchello iniziale del<strong>la</strong> vaschetta. L’aumento dello shear<br />
stress rilevato durante <strong>la</strong> fase di impaccamento sembra essere dovuto ad una riduzione ulteriore del<strong>la</strong><br />
temperatura del fluido e quindi ad un aumento locale del<strong>la</strong> viscosità. Questa ipotesi è avvalorata dai risultati<br />
delle simu<strong>la</strong>zioni condotte con una temperatura superiore dello stampo. A inizio e fine impaccamento si può<br />
273
infatti notare (Figura 225 e Figura 226) come i valori assoluti di shear stress rilevati siano inferiori per una<br />
temperatura superficiale dello stampo pari a 70°C.<br />
Figura 223 Shear stress rilevati durante <strong>la</strong> fase di iniezione.<br />
Figura 224 Shear stress rilevati durante <strong>la</strong> fase di impaccamento.<br />
274
Figura 225 Shear stress rilevati a inizio e fine impaccamento per T stampo pari a 30°C.<br />
Figura 226 Shear stress rilevati a inizio e fine impaccamento per T stampo pari a 70°C.<br />
Un ultimo risultato merita di essere commentato: l’andamento delle velocità durante l’iniezione. La Figura<br />
227 propone l’andamento delle velocità previsto dalle simu<strong>la</strong>zioni numeriche. I risultati mettono in evidenza<br />
come in corrispondenza delle zone in cui si vengono a formare le difettosità vi sia un andamento del flusso<br />
che parte dalle nervature e va verso il centro delle superfici a profilo circo<strong>la</strong>re. Questo andamento rispecchia<br />
<strong>la</strong> disposizione delle inclusioni carboniose.<br />
275
Figura 227 Andamento delle velocità previste da simu<strong>la</strong>zione numerica<br />
I risultati ottenuti dalle simu<strong>la</strong>zioni di raffreddamento vengono riportati qui di seguito.<br />
276
16<br />
17<br />
6<br />
18<br />
4<br />
Figura 228 Distribuzione del<strong>la</strong> temperatura a fine raffreddamento<br />
Le simu<strong>la</strong>zioni numeriche condotte hanno permesso di evidenziare come vi sia un raffreddamento<br />
differenziato in alcune zone dello stampo. Dal<strong>la</strong> Figura 228 appare chiaro come a fine raffreddamento i<br />
5<br />
5<br />
6<br />
5<br />
277
componenti delle figure 5 e 6 conservino una temperatura media superiore. In partico<strong>la</strong>re i componenti 4, 5,<br />
16, 17 e 18 sono quelli più critici. La situazione risulta ancora più chiara osservando l’ immagine seguente,<br />
ottenuta considerando solo <strong>la</strong> temperatura superficiale dei componenti a contatto con <strong>la</strong> parte fissa dello<br />
stampo. Si è potuto infatti osservare che il sistema di raffreddamento re<strong>la</strong>tivo al<strong>la</strong> parte fissa è poco efficace<br />
nei confronti delle figure 5 e 6. In partico<strong>la</strong>re è possibile rilevare una temperatura media superiore a fine<br />
raffreddamento in corrispondenza delle superfici delle vaschette rivolte verso gli iniettori centrali 5 e 6. Lo<br />
stesso risultato può essere rilevato in corrispondenza dei componenti delle figure 2 e 3, anche se in misura<br />
più contenuta.<br />
3<br />
6<br />
Figura 229 Temperatura superficiale a fine raffreddamento: <strong>la</strong>to femmina<br />
2<br />
5<br />
278
6<br />
Figura 230 Temperatura del fluido refrigerante<br />
La Figura 230 indica il profilo di temperatura del fluido refrigerante che si rileva all’interno dei circuiti di<br />
raffreddamento. È evidente come <strong>la</strong> situazione più critica si abbia in corrispondenza dei circuiti di<br />
raffreddamento con ingresso E11, E12, E17, E19, dove si rileva un aumento di temperatura anche di 12°C.<br />
A fronte delle analisi sopra descritte si possono trarre le seguenti conclusioni:<br />
- le principali cause responsabili del<strong>la</strong> formazione di residui carboniosi sembrano essere una temperatura di<br />
iniezione elevata ed un raffreddamento differenziato dello stampo;<br />
- le simu<strong>la</strong>zioni condotte evidenziano valori massimi di temperatura e shear rate in corrispondenza delle<br />
nervature;<br />
- le simu<strong>la</strong>zioni di iniezione condotte prevedono valori di shear rate e shear stress al di sotto di quelli previsti<br />
come limite dal<strong>la</strong> scheda tecnica del materiale;<br />
- valori di shear stress non trascurabili sono stati rilevati ad inizio impaccamento in corrispondenza delle<br />
zone in cui si vengono a creare le inclusioni carboniose; questi non sembrano comunque essere causa del<strong>la</strong><br />
formazione dei difetti dal momento che in istanti successivi valori di shear stress molto più elevati sono<br />
riscontrati in corrispondenza del bocchello del<strong>la</strong> vaschetta. Dai rilievi in nostro possesso non sono mai state<br />
riscontrate difettosità in corrispondenza del bocchello;<br />
- l’andamento delle velocità del flusso previsto dal<strong>la</strong> simu<strong>la</strong>zione numerica rispecchia <strong>la</strong> disposizione delle<br />
inclusioni carboniose;<br />
E19<br />
E12<br />
5<br />
E17<br />
E11<br />
279
- i componenti con maggiore diffettosità coincidono con quelli più critici in termini di raffreddamento previsti<br />
dal<strong>la</strong> simu<strong>la</strong>zione numerica;<br />
- le simu<strong>la</strong>zioni condotte hanno poi permesso di evidenziare un raffreddamento più critico in corrispondenza<br />
delle superfici delle vaschette rivolte verso gli iniettori centrali (non solo per le figure 5 e 6);<br />
- le figure 5 e 6 sono quelle che presentano una maggiore frequenza di difettosità. Alcune inclusioni<br />
carboniose sono state rilevate anche in corrispondenza delle figure 2 e 3. Una nuova indagine statistica è<br />
stata condotta per verificare se le difettosità delle figure 2 e 3 sono casi iso<strong>la</strong>ti oppure si verificano in<br />
concomitanza con alcuni componenti delle figure 5 e 6. L’analisi condotta (Figura 231) ha permesso di<br />
affermare che le difettosità riscontrate nei componenti delle figure 2 e 3 non sono casi iso<strong>la</strong>ti. Nel momento<br />
in cui <strong>la</strong> causa principale possa essere un raffreddamento differenziato dello stampo, le difettosità nei<br />
componenti 2 e 3 dovrebbero manifestarsi solo nel momento in cui <strong>la</strong> temperatura del<strong>la</strong> zona dello stampo<br />
re<strong>la</strong>tiva alle figure 5 e 6 è più elevata. Ad esclusione del<strong>la</strong> prima stampata, si può infatti osservare come le<br />
difettosità nelle figure 2 e 3 siano rilevate in corrispondenza di difettosità medie o addirittura marcate per i<br />
componenti delle figure 5 e 6.<br />
280
Numero del<strong>la</strong> cavità che ha prodotto il pezzo<br />
Numero<br />
sacco 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
11<br />
12<br />
13<br />
14<br />
15<br />
16<br />
17<br />
18<br />
19<br />
20<br />
5 2 6 3<br />
Numero dell'iniettore<br />
Figura 231 Frequenza delle difettosità rilevate<br />
5.4 Validazione dello stampaggio ad iniezione dei contenitori per<br />
batterie<br />
Numero Sacco = stampata con ordinamento crescente con l'istante di produzione.<br />
Verde = difetto lieve<br />
Giallo = difetto medio<br />
Rosso = Difetto marcato<br />
Le simu<strong>la</strong>zioni numeriche sono state opportunamente validate tramite il confronto con i dati sperimentali: a<br />
puro titolo di esempio si riporta il risultato fornito dal<strong>la</strong> simu<strong>la</strong>zione numerica di riempimento del componente<br />
al punto di passaggio tra controllo in velocità e controllo in pressione, ed il manufatto stampato ottenuto in<br />
analoghe condizioni.<br />
281
Figura 232 Simu<strong>la</strong>zione di riempimento sino al punto di switch-over.<br />
Figura 233 Componente stampato ottenuto in condizioni di processo analoghe a quelle impostate<br />
nel<strong>la</strong> simu<strong>la</strong>zione<br />
282
5.5 Validazione dello stampaggio ad iniezione del composito in legno-<br />
polimero<br />
Grazie al software Moldflow, sfruttando una mesh tridimensionale, si è potuto simu<strong>la</strong>re, in tutto il volume del<br />
provino, il suo modulo e<strong>la</strong>stico. Si è quindi ottenuto un grafico bidimensionale rappresentante il modulo<br />
e<strong>la</strong>stico E ottenuto nel<strong>la</strong> sezione centrale del provino:<br />
Come si può notare i risultati del<strong>la</strong> simu<strong>la</strong>zione, che offrono un modulo e<strong>la</strong>stico medio di 1639,11 MPa, sono<br />
assolutamente sovrapponibili con il risultato medio di 1630,2 MPa ottenuto sperimentalmente per il materiale<br />
1 di riferimento.<br />
5.6 Analisi sperimentale ed ottimizzazione dei parametri di<br />
p<strong>la</strong>stificazione del polipropilene rinforzato con fibre lunghe<br />
5.6.1 Piano DOE di analisi<br />
Anche nel<strong>la</strong> fase di studio dell’effetto dei parametri di p<strong>la</strong>stificazione sul degrado delle fibre si è predisposto<br />
un piano DOE del tutto simile a quello utilizzato per lo screening. Le misurazioni sono state eseguite una<br />
volta stabilita una procedura di esecuzione, in modo da rendere il più uniformi possibile le condizioni di<br />
prova.<br />
Piano fattoriale<br />
Gli esperimenti pianificati per lo studio sono strutturati sul<strong>la</strong> base di un piano DOE a 2 fattori, con tre<br />
replicazioni e un punto centrale. La scelta dei livelli dei fattori è stata effettuata anche qui in base alle<br />
283
condizioni permesse dal<strong>la</strong> pressa in nostro possesso per evitare l’intrusione di aria alle basse<br />
contropressioni e il mancato caricamento del<strong>la</strong> vite di p<strong>la</strong>stificazione a seguito del<strong>la</strong> eccessiva<br />
contropressione. Per <strong>la</strong> scelta dei valori di velocità di rotazione del<strong>la</strong> vite non si sono riscontrati partico<strong>la</strong>ri<br />
inconvenienti operativi, per cui si sono scelti in base al range nominale permesso dal<strong>la</strong> macchina. Il piano<br />
fattoriale risulta cosi strutturato (Figura 234):<br />
Level High Medium Low<br />
Screw<br />
rotation<br />
[m/min]<br />
Back<br />
pressure<br />
[bar]<br />
Prove eseguite<br />
36 21 6<br />
190 120 50<br />
Figura 234 Piano fattoriale utilizzato per le prove e rispettiva tabel<strong>la</strong> dei parametri.<br />
Le prove sono state eseguite al<strong>la</strong> temperatura di 250°C, scelta come valore centrale all’interno del range<br />
consigliato dai produttori del materiale. La temperatura del reometro e del<strong>la</strong> vite di p<strong>la</strong>stificazione è stata<br />
quindi impostata a questo valore e prima di iniziare con le rilevazione si è atteso per circa 1 ora che il<br />
sistema si portasse in temperatura e si stabilizzasse il più possibile. Una volta impostati i parametri di prova<br />
sul<strong>la</strong> pressa si è avviata <strong>la</strong> procedura di caricamento del materiale da parte del<strong>la</strong> vite, spurgando e facendo<br />
ricaricare per 2-3 volte in modo da essere sufficientemente sicuri che il sistema andasse a regime; questo<br />
procedimento permette di stabilizzare le condizioni di carico ogni qualvolta i parametri di processo vengono<br />
modificati. La corsa di carico del<strong>la</strong> vite è stata impostata a 100 mm, corrispondente ad un volume di circa<br />
125 cm 3 di materiale. Il software di acquisizione, prima di ogni prova, necessita di un reset dei sensori di<br />
pressione, che è stato eseguito subito prima di ogni inizio di iniezione. I valori di pressione e temperatura<br />
sono stati calco<strong>la</strong>ti come media nell’intervallo di iniezione dopo aver atteso che il flusso divenisse<br />
sufficientemente stabile. Si è assunto quindi come intervallo di corsa del<strong>la</strong> vite entro cui monitorare i suddetti<br />
valori il range tra 60 e 10 mm. Dopo ogni rilevazione si è resa necessaria <strong>la</strong> pulizia del sistema reometro al<br />
fine di togliere il materiale solidificato che altrimenti impedirebbe <strong>la</strong> prova successiva. Questo inconveniente<br />
deriva dal fatto che nel reometro utilizzato sono presenti dei gradienti termici derivanti da un parziale<br />
iso<strong>la</strong>mento termico: il fatto che questo fattore possa in qualche modo influenzare in maniera eccessiva lo<br />
studio è stato attentamente considerato; tuttavia, visto che il modello utilizzato è stato costruito in riferimento<br />
a questo partico<strong>la</strong>re strumento, il quale rimane lo stesso assieme ai fattori di disturbo per tutte le prove, i<br />
risultati ottenibili sono ugualmente attendibili per le valutazioni sul materiale e sul processo.<br />
Le prove eseguite con i rispettivi parametri e i valori di viscosità misurati sono mostrate nel<strong>la</strong> tabel<strong>la</strong><br />
seguente (Tabel<strong>la</strong> 28):<br />
284
Tabel<strong>la</strong> 28 Tabel<strong>la</strong> riassuntiva delle prove con valori del<strong>la</strong> viscosità rilevati.<br />
Std Order Run Order<br />
Screw rotation<br />
[m/min]<br />
Back pressure<br />
[bar]<br />
Viscosità<br />
[Pa*s]<br />
2 1 36 50 71,43<br />
6 2 36 50 73,39<br />
8 3 36 190 53,19<br />
11 4 6 190 53,66<br />
5 5 6 50 70,06<br />
13 6 21 120 65,00<br />
12 7 36 190 56,52<br />
3 8 6 190 50,47<br />
7 9 6 190 57,04<br />
4 10 36 190 60,41<br />
10 11 36 50 71,43<br />
1 12 6 50 72,03<br />
9 13 6 50 71,34<br />
In questa prima fase si è acquisito il valore del<strong>la</strong> viscosità che nel successivo passaggio sarà ricondotta,<br />
tramite <strong>la</strong> re<strong>la</strong>zione trovata, al<strong>la</strong> lunghezza delle fibre. Come si può notare dal<strong>la</strong> Tabel<strong>la</strong> 28, per tutte le<br />
condizioni di prova sono visibili i risultati delle replicazioni ad eccezione del punto centrale che mostra un<br />
unico valore di viscosità. Nel<strong>la</strong> pratica questo valore è stato calco<strong>la</strong>to come media delle tre replicazioni fatte,<br />
al<strong>la</strong> pari dei valori al contorno del piano fattoriale. Dall’analisi dei residui si può vedere che i dati possiedono<br />
una distribuzione che segue in modo abbastanza soddisfacente quel<strong>la</strong> normale (Figura 234), verificando<br />
così l’ipotesi fondamentale di distribuzione normale dei dati necessaria per <strong>la</strong> valutazione degli effetti<br />
mediante l’analisi del<strong>la</strong> varianza.<br />
Figura 235 Grafico normale dei residui dei dati ottenuti nel piano DOE.<br />
285
Effetto dei fattori<br />
Le valutazioni sull’effetto principale e le interazioni dei fattori sono state fatte sui valori di viscosità.<br />
Dall’analisi eseguita con il software Minitab e visualizzata nei grafici di Figura 236 possiamo vedere che<br />
dall’analisi più accurata emerge, allo stesso modo dello screening, il fatto che l’effetto del<strong>la</strong> velocità di<br />
rotazione del<strong>la</strong> vite è limitato e quindi trascurabile. Inoltre anche l’interazione perde importanza rispetto a ciò<br />
che era emerso nello screening.<br />
Figura 236 Grafico dell’effetto principale e delle interazioni dei fattori.<br />
Più nel dettaglio, si osserva che l’effetto principale del<strong>la</strong> velocità di rotazione del<strong>la</strong> vite ottenuto con<br />
l’interpo<strong>la</strong>zione lineare tra i due punti a condizioni estremi, si discosta dal valore di viscosità rilevato con il<br />
punto centrale del piano. Il valore è inoltre più alto di quello dell’effetto per cui, per verificare che<br />
effettivamente vi sia un effetto trascurabile rispetto a quello del<strong>la</strong> contropressione, si è effettuata un’altra<br />
analisi degli effetti principali sul piano fattoriale dimezzato (Figura 237) restringendo il campo di valori di<br />
velocità di rotazione tra 6 e 21 m/min.<br />
Figura 237 Grafici dell’effetto principale per il piano dimezzato.<br />
Osservando <strong>la</strong> nuova analisi possiamo vedere che, anche se il modello lineare sull’effetto principale non<br />
approssima con correttezza l’andamento reale di viscosità, l’effetto del<strong>la</strong> rotazione rimane comunque<br />
trascurabile rispetto a quello del<strong>la</strong> contropressione.<br />
286
5.6.2 Superficie di risposta<br />
A questo punto l’obbiettivo rimane quello di costruire una superficie di risposta mediante una regressione<br />
che ci permetta di descrivere l’effetto del degrado delle fibre da parte dell’unità di p<strong>la</strong>stificazione di una<br />
pressa a vite singo<strong>la</strong> di diametro 40 mm.<br />
Piano CCD<br />
Il modello di regressione scelto per <strong>la</strong> superficie di risposta è un modello di secondo ordine che consente<br />
pertanto di descrivere meglio <strong>la</strong> risposta. Per poter fare ciò si è utilizzato un Central Composite Design,<br />
partico<strong>la</strong>rmente indicato quando si effettuano prove sequenziali partendo gia da un piano, nel nostro caso<br />
quello a due fattori con punto centrale, utilizzato per l’analisi degli effetti. In questo modo è possibile<br />
aggiungere ai punti estremi già rilevati, altri punti intermedi che divengono indispensabili per poter calco<strong>la</strong>re<br />
le curvature e quindi ricondursi ad un modello di superficie di risposta del secondo ordine. La struttura del<br />
CCD si può vedere in Figura 238.<br />
Figura 238 Descrizione del Central Composite Design.<br />
Nel<strong>la</strong> creazione del piano CCD può essere impostato il valore di α per <strong>la</strong> definizione dei punti aggiuntivi<br />
necessari per <strong>la</strong> determinazione del<strong>la</strong> curvatura. Nel nostro caso poiché il campo d’indagine è gia spinto<br />
verso valori limite dei fattori, è stato impostato un α=1, il quale implica un piano fattoriale con i punti<br />
aggiuntivi centrati sui <strong>la</strong>ti. In caso non ci fossero limitazioni di campo, il design di default con 2 fattori si<br />
presenta nel seguente modo:<br />
Factors<br />
Total<br />
runs<br />
Total<br />
blocks<br />
Cube<br />
blocks<br />
Cube<br />
runs<br />
Total<br />
center<br />
points<br />
Cube<br />
center<br />
points<br />
Axial<br />
center<br />
points<br />
Default<br />
alpha<br />
2 13 --- --- 4 5 --- 1.414<br />
287
Anche per questa analisi è stato impiegato un valore di replicazioni pari a 3.<br />
Prove eseguite<br />
Una volta definito il piano fattoriale di indagine sono state condotte le prove mancanti, assumendo come<br />
punto di partenza le prove fatte per l’analisi dei fattori. Il design eseguito risulta quindi essere (Tabel<strong>la</strong> 29):<br />
Tabel<strong>la</strong> 29 Tabel<strong>la</strong> riassuntiva delle prove eseguite per <strong>la</strong> determinazione del<strong>la</strong> superficie di risposta<br />
con valori del<strong>la</strong> viscosità rilevati e lunghezze delle fibre re<strong>la</strong>tive calco<strong>la</strong>te mediante modello.<br />
Std<br />
Order<br />
Run<br />
Order<br />
Point<br />
Type<br />
Blocks<br />
Screw<br />
rotation<br />
[m/min]<br />
Back<br />
pressure<br />
[bar]<br />
Viscosità<br />
[Pa*s]<br />
Length<br />
[μm]<br />
5 1 -1 1 6 120 63,34 1414,57<br />
11 2 0 1 21 120 67,24 1929,49<br />
4 3 1 1 36 190 53,19 75,97<br />
3 4 1 1 6 190 53,66 138,10<br />
10 5 0 1 21 120 65,99 1765,15<br />
19 6 -1 1 36 120 65,52 1701,84<br />
26 7 0 1 21 120 67,02 1900,20<br />
29 8 1 1 6 190 54,470 244,75<br />
36 9 0 1 21 120 65,36 1680,98<br />
17 10 1 1 36 190 56,52 514,56<br />
21 11 -1 1 21 190 55,86 428,27<br />
34 12 -1 1 21 190 57,90 697,29<br />
22 13 0 1 21 120 65,44 1691,15<br />
24 14 0 1 21 120 68,19 2053,91<br />
1 15 1 1 6 50 70,06 2301,77<br />
7 16 -1 1 21 50 69,24 2192,51<br />
16 17 1 1 6 190 57,04 583,66<br />
18 18 -1 1 6 120 62,98 1367,71<br />
23 19 0 1 21 120 67,92 2018,19<br />
12 20 0 1 21 120 66,01 1766,47<br />
14 21 1 1 6 50 72,03 2561,16<br />
35 22 0 1 21 120 66,46 1826,79<br />
6 23 -1 1 36 120 65,43 1690,21<br />
15 24 1 1 36 50 71,43 2480,99<br />
9 25 0 1 21 120 65,72 1728,11<br />
39 26 0 1 21 120 62,98 1367,71<br />
37 27 0 1 21 120 65,28 1670,78<br />
32 28 -1 1 36 120 65,54 1704,49<br />
288
28 29 1 1 36 50 71,42 2480,99<br />
27 30 1 1 6 50 71,34 2469,81<br />
2 31 1 1 36 50 73,39 2740,57<br />
20 32 -1 1 21 50 70,33 2336,72<br />
25 33 0 1 21 120 66,37 1814,75<br />
33 34 -1 1 21 50 69,03 2164,91<br />
8 35 -1 1 21 190 55,42 370,11<br />
31 36 -1 1 6 120 57,10 592,19<br />
13 37 0 1 21 120 64,39 1553,89<br />
30 38 1 1 36 190 60,41 1028,83<br />
38 39 0 1 21 120 65,28 1670,78<br />
Come si può vedere sono presenti 3 replicazioni per i 4 punti nodali e i 4 punti centrati sui <strong>la</strong>ti; nel punto<br />
centrale sono state fatte 5 trattamenti con 3 replicazioni ciascuno per un totale di 15 prove. I valori di<br />
viscosità ottenuti (Tabel<strong>la</strong> 30) per ogni trattamento presentano spesso una variazione standard elevata il che<br />
è imputabile all’errore dello strumento di misura. Il fenomeno dell’influenza del<strong>la</strong> lunghezza delle fibre sul<strong>la</strong><br />
viscosità, infatti, ha un effetto limitato ed estremamente sensibile al<strong>la</strong> variazione dei parametri reologici in<br />
partico<strong>la</strong>re del<strong>la</strong> temperatura; essendo quindi lo strumento utilizzato estremamente adatto a misurare le<br />
caratteristiche dei polimeri in fase di processo, ha l’inconveniente di avere scarse caratteristiche di<br />
accuratezza soprattutto quando ci si addentra in campi di indagine partico<strong>la</strong>reggiati.<br />
Tabel<strong>la</strong> 30 Tabel<strong>la</strong> riassuntiva dei valori medi delle prove con le rispettive deviazioni standard.<br />
Screw rotation<br />
&<br />
Back pressure<br />
Viscosità media<br />
[Pa*s]<br />
Deviazione<br />
standard<br />
6_50 6_190 36_50 36_19<br />
0<br />
21_12<br />
0<br />
6_120 36_12<br />
0<br />
21_50 21_19<br />
0<br />
71,15 55,06 74,27 56,71 65,00 58,48 65,49 69,53 56,39<br />
0,99 1,76 3,38 3,62 3,08 4,33 0,06 0,69 1,32<br />
I dati rilevati mostrano che mentre per parametri di processo intermedi <strong>la</strong> deviazione standard sulle 3<br />
rilevazioni assume un valore apprezzabilmente basso, per le condizioni più spinte diviene anche un 17%<br />
dell’effetto complessivo causato dal<strong>la</strong> variazione di lunghezza delle fibre (quantificabile sui 25 Pa*s). Questo<br />
nel complesso non compromette l’attendibilità dello studio eseguito, ma ci spinge ad approntare<br />
suggerimenti per il miglioramento dello strumento al fine di un’analisi più accurata.<br />
Superficie di risposta per <strong>la</strong> viscosità<br />
A seguito delle prove possiamo così costruire <strong>la</strong> superficie di risposta, che come gia accennato deriva da<br />
una regressione con un modello del secondo ordine. L’equazione usata per descrivere <strong>la</strong> superficie di<br />
risposta risulta essere:<br />
289
y = β + β x + β x + β x + β x + β x x<br />
0<br />
1<br />
1<br />
2<br />
2<br />
2<br />
3 1<br />
dove β sono i coefficienti di regressione. Nel nostro caso otteniamo i seguenti coefficienti con le rispettive<br />
deviazioni standard:<br />
Tabel<strong>la</strong> 31 Tabel<strong>la</strong> dei coefficienti di regressione per <strong>la</strong> superficie di viscosità.<br />
4<br />
Term Name Coef SE Coef<br />
Constant β0 65,5032 0,4785<br />
Screw rotation β1 1,1562 0,4705<br />
Back pressure β2 -7,4338 0,4705<br />
Screw rotation*Screw rotation β3 -0,9968 0,6935<br />
Back pressure*Back pressure β4 -1,3521 0,6935<br />
Screw rotation*Back pressure β5 0,1788 0,5762<br />
Il modello fitta i dati con un livello di confidenza dell’88,9% e <strong>la</strong> superficie così ottenuta è illustrata in Figura<br />
239. Si può vedere come le condizioni di stampaggio che determinano <strong>la</strong> viscosità del polimero maggiore si<br />
trovano in corrispondenza a 50 bar di contropressione e 28.34 m/min di velocità di rotazione del<strong>la</strong> vite. Il<br />
valore corrispondente di viscosità è di 71.72 Pa*s.<br />
Figura 239 Superficie di risposta per <strong>la</strong> viscosità.<br />
2<br />
2<br />
5<br />
1<br />
2<br />
290
Superficie di risposta per <strong>la</strong> lunghezza delle fibre<br />
Come fatto per <strong>la</strong> viscosità, è stata definita <strong>la</strong> superficie di risposta in base al<strong>la</strong> lunghezza pesata delle fibre.<br />
I coefficienti del<strong>la</strong> superficie di regressione sono elencati in Tabel<strong>la</strong> 32.<br />
Tabel<strong>la</strong> 32 Tabel<strong>la</strong> dei coefficienti di regressione per <strong>la</strong> superficie di lunghezza pesata delle fibre.<br />
Term Name Coef SE Coef<br />
Constant β0 1699,91 63,11<br />
Screw rotation β1 152,49 62,05<br />
Back pressure β2 -980,44 62,05<br />
Screw rotation*Screw rotation β3 -131,46 91,46<br />
Back pressure*Back pressure β4 -178,33 91,46<br />
Screw rotation*Back pressure β5 23,59 76<br />
Anche con <strong>la</strong> lunghezza il modello fitta i dati con un livello di confidenza dell’88,9% in quando i dati sono<br />
derivati da quelli acquisiti e <strong>la</strong> superficie così ottenuta è illustrata in Figura 240. Le condizioni di stampaggio<br />
che determinano <strong>la</strong> lunghezza maggiore e quindi il degrado minore ad opera del sistema di p<strong>la</strong>stificazione si<br />
trovano in corrispondenza a 50 bar di contropressione e 35.99 m/min di velocità di rotazione del<strong>la</strong> vite. Il<br />
valore corrispondente di lunghezza è di 2499.49 μm.<br />
Figura 240 Superficie di risposta per <strong>la</strong> lunghezza delle fibre.<br />
Per poter comprendere meglio <strong>la</strong> reale lunghezza delle fibre nelle migliori condizioni di processo possiamo<br />
ricondurci ad una distribuzione simile ottenuta in fase di campionamento.<br />
291
Figura 241 Distribuzione delle fibre nelle condizioni di minor degrado.<br />
Dal<strong>la</strong> Figura 241 possiamo vedere le frequenze dei diversi valori di lunghezza, i valori delle lunghezze con le<br />
diverse medie, <strong>la</strong> lunghezza massima e quel<strong>la</strong> mediana.<br />
5.6.3 Conclusioni<br />
Media numero 917,7 μm<br />
Media pesata 2588,2 μm<br />
Lung. max 7919,4 μm<br />
Lung. mediana 647,0 μm<br />
Il <strong>la</strong>voro svolto ha portato allo studio dei parametri di processo re<strong>la</strong>tivi all’unità di iniezione e p<strong>la</strong>stificazione di<br />
una pressa ad iniezione sul degrado del rinforzo in fibra di vetro di un polipropilene caricato. L’analisi è stata<br />
effettuata mediante un reometro a slit-die montato in-line come stampo su di una pressa: questo strumento<br />
ha permesso di monitorare le condizioni reologiche del polimero esattamente in fase di iniezione e, in<br />
partico<strong>la</strong>re per <strong>la</strong> nostra analisi, l’effetto del degrado delle fibre sul<strong>la</strong> viscosità. Generalmente infatti l’analisi<br />
su degrado viene effettuata con una misura diretta al microscopio sul<strong>la</strong> lunghezza delle fibre dopo un<br />
onerosa procedura per separarle dal<strong>la</strong> matrice polimerica. Tuttavia, essendo presente una corre<strong>la</strong>zione tra<br />
l’effetto delle fibre sul<strong>la</strong> viscosità e <strong>la</strong> lunghezza di queste, si è pensato di utilizzare questo parametro<br />
reologico per valutare le variabili di processo in maniera più rapida. Dopo aver quindi verificato l’effettiva<br />
variazione di viscosità dovuta alle diverse velocità di rotazione del<strong>la</strong> vite e del<strong>la</strong> contropressione a parità di<br />
altre condizioni, sono stati prelevati dei campioni a diverse viscosità e su di essi è stata eseguita <strong>la</strong> misura di<br />
lunghezza per le fibre. Dopo un attenta ricerca in letteratura sul più opportuno metodo per il calcolo del<strong>la</strong><br />
lunghezza media e l’effettiva esistenza di una re<strong>la</strong>zione con <strong>la</strong> viscosità, si è potuto costruire un modello<br />
lineare per re<strong>la</strong>zionare l’una all’altra e fittare i dati con un buon livello di confidenza.<br />
Al<strong>la</strong> definizione del<strong>la</strong> procedura di misura del<strong>la</strong> viscosità e al<strong>la</strong> messa a punto del sistema reometro è<br />
seguita l’analisi dei due parametri di processo coinvolti nel sistema di p<strong>la</strong>stificazione ed iniezione mediante<br />
un piano DOE. Dai dati è emerso che il degrado delle fibre è molto consistente è sebbene si parta da una<br />
lunghezza iniziale di 13 mm, a seguito del<strong>la</strong> fase di iniezione le fibre assumono mediamente una lunghezza<br />
di 2-3 mm nelle condizioni migliori. La differenza sostanziale si nota nelle fibre di lunghezza massima che<br />
292
pur essendo un numero esiguo mantengono una lunghezza anche di 10-11 mm nelle condizioni meno<br />
degradanti.<br />
Interpo<strong>la</strong>ndo i dati con una superficie di regressione del secondo ordine si è potuto stimare le condizioni di<br />
processo ottimali ottenibili con una contropressione bassa (50 bar) e una velocità di rotazione del<strong>la</strong> vite alta<br />
(36 m/min). Il valore del<strong>la</strong> contropressione coincide con quello suggerito dai produttori del materiale caricato;<br />
l’unico vincolo nell’abbassare ulteriormente <strong>la</strong> contropressione risiede nel fatto che si può incorre<br />
nell’intrusione di aria che comprometterebbe il pezzo <strong>finale</strong>. Per quanto riguarda <strong>la</strong> velocità di rotazione del<strong>la</strong><br />
vite, il valore consigliato è basso e precisamente di 15 m/min mentre dalle indagini effettuate si deduce che il<br />
minor effetto degradante lo si ha per alte velocità: per <strong>la</strong> pressa esaminata il valore è di 36 m/min che è<br />
anche quello più alto permesso.<br />
Vi è da precisare che nell’analisi sono stati riscontrati dei problemi di ripetibilità dei risultati che da un’attenta<br />
valutazione del<strong>la</strong> procedura di prova e dello strumento utilizzato sono stati imputati a quest’ultimo. Per poterli<br />
eliminare e ottenere cosi valori di deviazione standard sulle prove bassi è necessario un miglioramento<br />
dell’iso<strong>la</strong>mento del reometro, che presenta elevati gradienti termici, e del sistema di riscaldamento, che è<br />
poco sensibile nel mantenere ridotto l’intervallo di oscil<strong>la</strong>zione del<strong>la</strong> temperatura attorno al valore impostato.<br />
Inoltre è necessario un incremento del<strong>la</strong> lunghezza dello slit per permettere una maggior stabilità del<strong>la</strong><br />
pressione e conseguentemente una maggior precisione. Nell’insieme i problemi di ripetibilità sono per <strong>la</strong><br />
maggior parte imputabili ai controlli poco precisi sul<strong>la</strong> temperatura e sul<strong>la</strong> pressione, parametri essenziali<br />
nelle proprietà reologiche.<br />
Il <strong>la</strong>voro può essere in futuro completato con l’analisi dei parametri di processo riguardati ancora il sistema di<br />
iniezione e il sistema stampo. Per <strong>la</strong> parte dell’iniezione manca <strong>la</strong> valutazione dei diversi tipi di viti e dei loro<br />
profili mentre per <strong>la</strong> parte re<strong>la</strong>tiva allo stampo <strong>la</strong> valutazione sulle diverse geometrie dei condotti di<br />
alimentazione e delle cavità, sul<strong>la</strong> pressione di impaccamento e sul<strong>la</strong> pressione di picco del<strong>la</strong> cavità<br />
293




